Область техники, к которой относится изобретение
Настоящее изобретение относится к способу обеспечения информацией о материале листовой стали для отгрузки и способу использования такой информации. В частности, оно относится к способу оценки механических свойств стального листа по фактическим данным прокатки в дрессировочной клети (SPM) при прокатке листовой стали и предоставлению результатов оценки потребителю с помощью компьютера и сети, а также к способу использования такой информации.
Уровень техники
Производители стали отбирают части листовой стали для отгрузки и предоставляют потребителям результаты испытаний на растяжение в виде информации о материале. В то же время информация о дефектах и других показателях качества, к примеру, как описано в японской патентной публикации JP №2003-215052 (А), предоставляется потребителям в виде результатов проверки на дефекты совместно с изображениями и информацией о местоположении в продольном направлении листовой стали в виде электронной информации с помощью компьютеров.
Что касается упомянутого выше, то обычно испытания на растяжение листовой стали выполнялись при отборе частей листовой стали для отгрузки. Испытания на растяжение представляют собой серию измерений, поэтому могут быть получены только данные о механических свойствах отобранных частей отгружаемой листовой стали. При попытке получить подробную информацию об отгружаемой листовой стали потребовалось бы брать большое количество образцов для испытаний на растяжение. По этой причине листовую сталь пришлось бы разделять на небольшие части и, соответственно, больше нельзя было бы удовлетворить требования в отношении заданного веса отгрузки. Кроме того, даже при взятии большого количества образцов листовой стали потребовалось бы очень много времени и усилий для выполнения испытаний на растяжение, что не является практичным.
С другой стороны, информация о качестве, например о дефектах поверхности, определяется устройствами обнаружения дефектов поверхности, установленными на линиях производства листовой стали. Данные подготавливаются компьютером и могут быть предоставлены потребителям по сети.
Однако, что касается предела текучести, прочности на растяжение и других механических свойств, то единственным средством измерения механических свойств является взятие образцов листовой стали и их испытание на механические свойства. Не существует возможности предоставить потребителям данные по этим механическим свойствам для полной длины.
Кроме того, в некоторых местах на линии производства листовой стали устанавливали устройства измерения r-значения, использующие неразрушающие измерения с помощью магнитного потока, но при этом требуется регулировка для каждого типа продукта, например низкоуглеродистой листовой стали или высокопрочной листовой стали, и могут быть измерены только определенные механические свойства, поэтому эти устройства не имели универсального применения.
Раскрытие изобретения
Цель настоящего изобретения состоит в том, чтобы решить вышеуказанные проблемы и предложить способ получения информации о материале по всей длине отгружаемой листовой стали с меньшими затратами времени и усилий, предоставляя потребителям подробную информацию о материале и давая возможность потребителям использовать вышеуказанную информацию о материале.
Кроме того, другая цель настоящего изобретения состоит в том, чтобы предложить способ использования информации о материале отгружаемой листовой стали, направляя по каналу обратной связи информацию от потребителей, касающуюся механических свойств и рабочих параметров и их местоположении, производителю листовой стали, тем самым улучшая производительность и качество изготовления на линии производства листовой стали.
Авторы изобретения провели тщательные исследования, чтобы решить вышеуказанные проблемы, и в результате обратили внимание на то, что можно точно оценивать механические свойства листовой стали (оценка материала) на основе фактических данных прокатки в дрессировочной клети, расположенной на стороне выхода линии непрерывного отжига или устройства оцинковывания, и обнаружили, что при эффективном использовании оцениваемых механических свойств можно предоставлять потребителю листовой стали более подробную информацию, чем в настоящее время. Кроме того, сущность изобретения состоит в следующем:
(1) Способ обеспечения информацией о материале, касающейся листовой стали для отгрузки, за счет использования способа оценки механических свойств листовой стали, прокатанной в дрессировочной клети, характеризующийся тем, что
оценивают механические свойства листовой стали, прокатанной в дрессировочной клети, на основе фактических данных прокатки в дрессировочной клети, установленной на стороне выхода линии непрерывного отжига или устройства оцинковывания, и предоставляют данные по оцениваемым механическим свойствам потребителю вышеуказанной листовой стали через компьютер и сеть.
(2) Способ обеспечения информацией о материале, касающейся листовой стали для отгрузки, за счет использования способа оценки механических свойств листовой стали, прокатанной в дрессировочной клети по п.(1), характеризующийся тем, что
измеряют или получают с помощью главного компьютера значения относительного удлинения, прочности на растяжение и давления при прокатке листовой стали в дрессировочной клети, установленной на стороне выхода линии непрерывного отжига или устройства оцинковывания, а также толщины листа и ширины листа вышеуказанной листовой стали, используют эти значения для оценки механических свойств листовой стали, прокатанной в дрессировочной клети, и предоставляют данные по оцененным механическим свойствам потребителю вышеуказанной листовой стали с помощью компьютера и сети.
(3) Способ обеспечения информацией о материале, касающейся листовой стали для отгрузки, за счет использования способа оценки механических свойств листовой стали, прокатанной в дрессировочной клети по п.(1) или (2), характеризующийся тем, что
непрерывно измеряют или получают с помощью главного компьютера вышеуказанные значения относительного удлинения, прочности на растяжение и давления при прокатке листовой стали, а также толщины листа и ширины листа вышеуказанной листовой стали по всей длине вышеуказанной листовой стали, используют эти значения для оценки механических свойств листовой стали, прокатанной в дрессировочной клети, и предоставляют данные по оцененным механическим свойствам потребителю вышеуказанной листовой стали с помощью компьютера и сети.
(4) Способ обеспечения информацией о материале, касающейся листовой стали для отгрузки, за счет использования способа оценки механических свойств листовой стали, прокатанной в дрессировочной клети по п.п.(1)-(3), характеризующийся тем, что
оценивают механические свойства листовой стали, прокатанной в дрессировочной клети, используя формулу оценки для расчета предела текучести вышеуказанной листовой стали по значениям относительного удлинения, прочности на растяжение и давления при прокатке вышеуказанной листовой стали в дрессировочной клети, а также толщины листа и ширины листа вышеуказанной листовой стали.
(5) Способ использования информации о материале, касающейся листовой стали для отгрузки, с использованием способа оценки механических свойств листовой стали, прокатанной в дрессировочной клети, характеризующийся тем, что
используют информацию о материале, полученную с помощью способа обеспечения информацией о материале листовой стали за счет использования способа оценки механических свойств листовой стали, прокатанной в дрессировочной клети по любому из п.п.(1)-(4), с тем, чтобы удалить вызванные механическими свойствами дефектные части вышеуказанной листовой стали.
(6) Способ использования информации о материале, касающейся листовой стали для отгрузки, с использованием способа оценки механических свойств листовой стали, прокатанной в дрессировочной клети, характеризующийся тем, что
используют информацию о материале, полученную с помощью способа обеспечения информацией о материале листовой стали за счет использования способа оценки механических свойств листовой стали, прокатанной в дрессировочной клети по любому из п.п.(1)-(4), с тем, чтобы изменить условия штамповки вышеуказанной листовой стали.
(7) Способ использования информации о материале, касающейся листовой стали для отгрузки, с использованием способа оценки механических свойств листовой стали, прокатанной в дрессировочной клети по п.(5), характеризующийся тем, что
передают по каналу обратной связи информацию о материале и информацию о местоположении удаленной потребителем части листовой стали и передают информацию о материале и/или условиях штамповки производителю вышеуказанной листовой стали с помощью компьютера или сети.
(8) Способ использования информации о материале, касающейся листовой стали для отгрузки, с использованием способа оценки механических свойств листовой стали, прокатанной в дрессировочной клети по п.(6), характеризующийся тем, что
производителю вышеуказанной листовой стали с помощью компьютера и сети передают по каналу обратной связи информацию о материале и информацию о местоположении, касающуюся листовой стали, полученную потребителем при изменении условий штамповки листовой стали.
Краткое описание чертежей
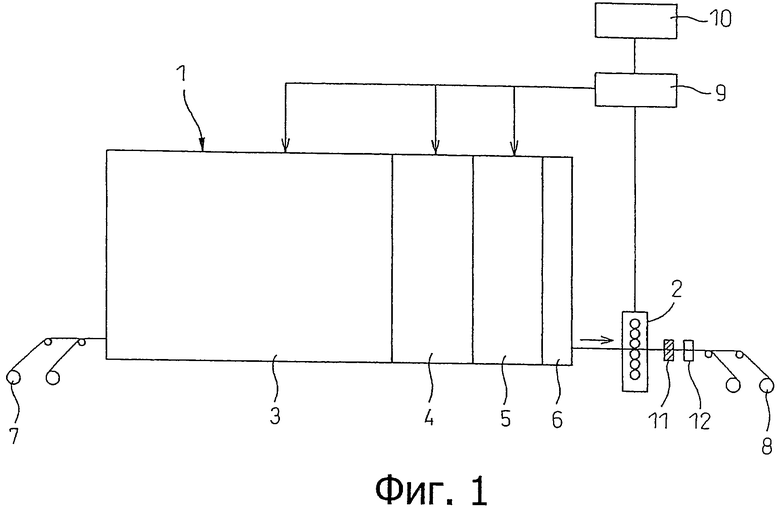
Фиг.1 - схематичный вид линии непрерывного отжига.
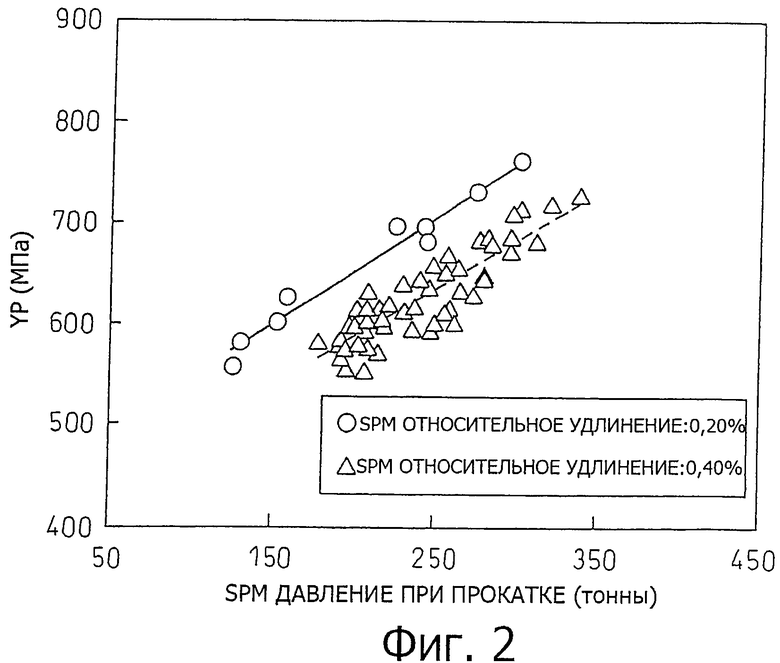
Фиг.2 - график, показывающий корреляцию между давлением при прокатке и YP (предел текучести).
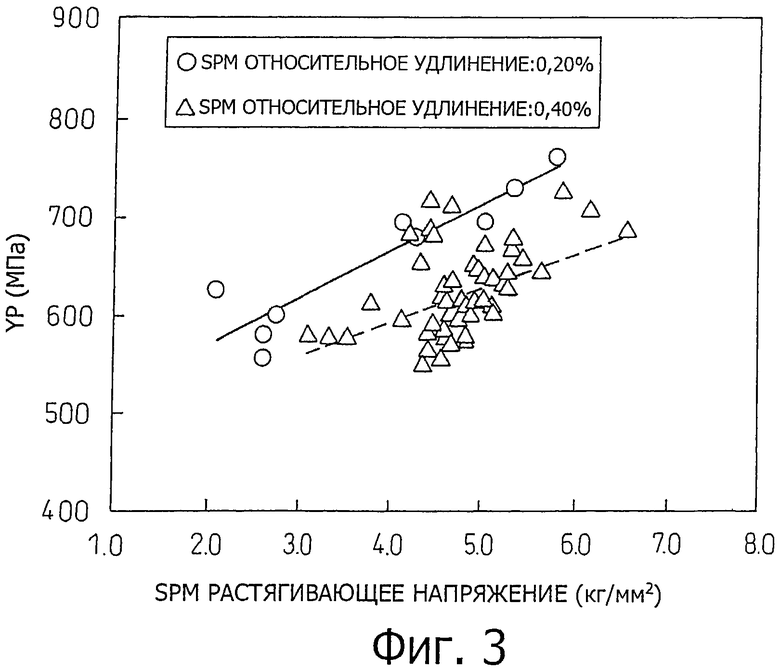
Фиг.3 - график, показывающий корреляцию между растягивающим напряжением при прокатке и YP.
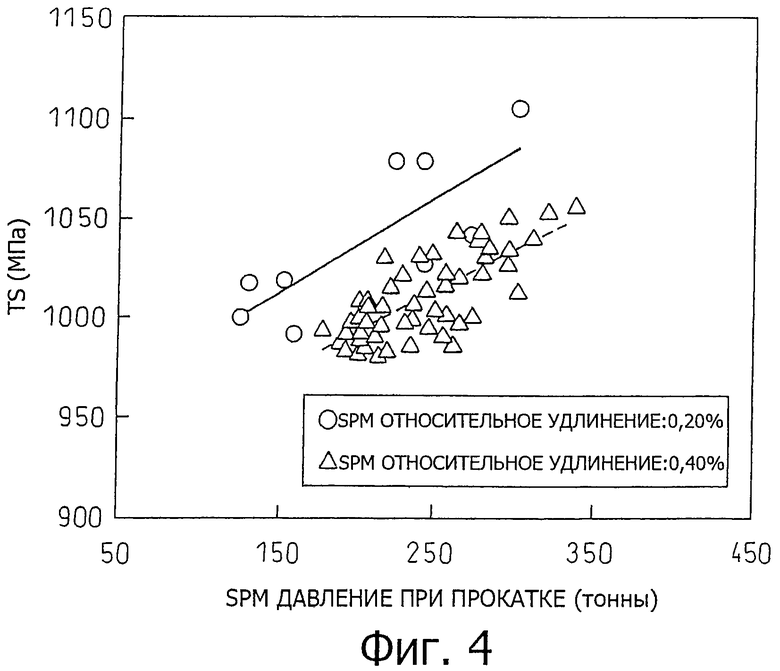
Фиг.4 - график, показывающий корреляцию между давлением при прокатке и TS (прочность на растяжение).
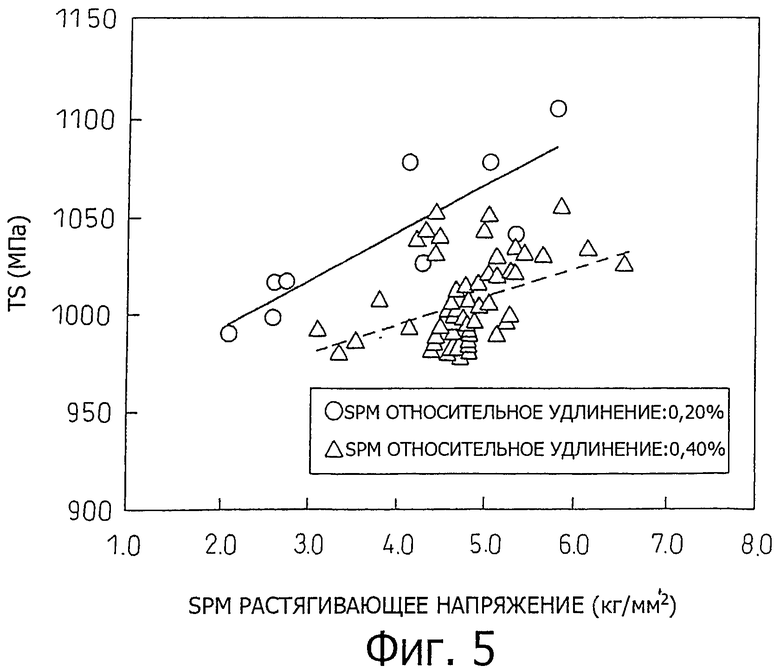
Фиг.5 - график, показывающий корреляцию между растягивающим напряжением при прокатке и TS.
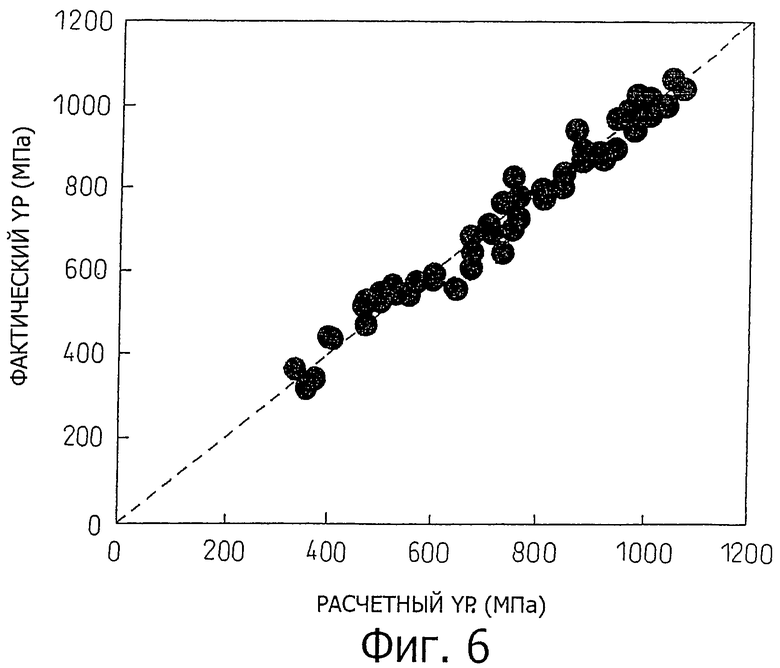
Фиг.6 - график, показывающий корреляцию между расчетным YP и фактическим YP.
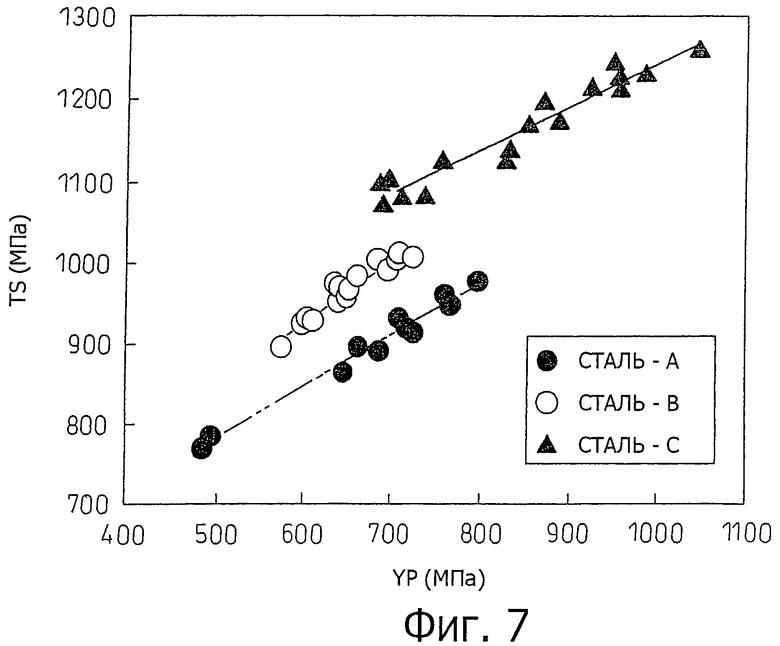
Фиг.7 - график, показывающий взаимосвязь между YP и TS.
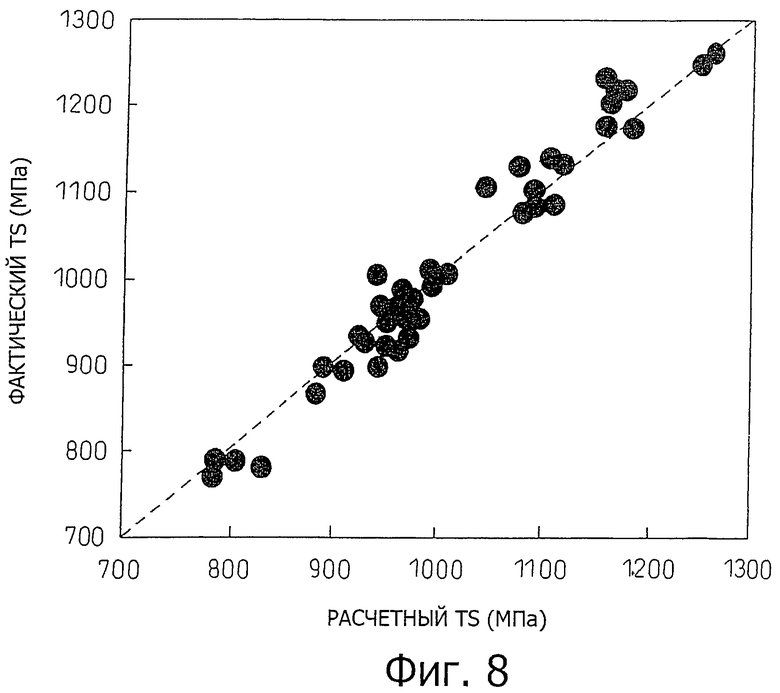
Фиг.8 - график, показывающий корреляцию между расчетным TS и фактическим TS.
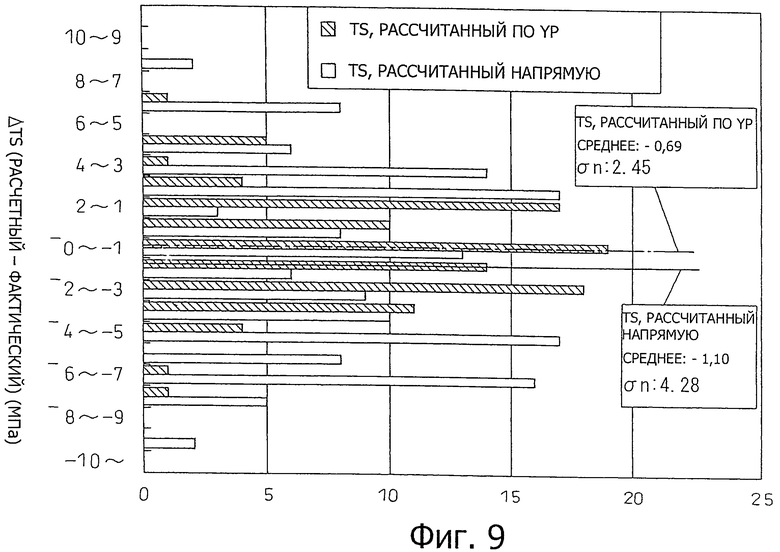
Фиг.9 - график, сравнивающий случай прямой оценки TS и результаты оценки TS из оценки YP.
Фиг.10 - схематичный вид, показывающий вариант осуществления настоящего изобретения.
Осуществление изобретения
Основная особенность настоящего изобретения заключается в оценке механических свойств листовой стали, прокатанной в дрессировочной клети, на основе фактических данных прокатки в дрессировочной клети, установленной на стороне выхода линии непрерывного отжига или устройства оцинковывания, и предоставлении данных по оцененным механическим свойствам в качестве характерных значений механических параметров отгруженной листовой стали с помощью главного компьютера и сети потребителю листовой стали. Разумеется, что документ на отгружаемую листовую сталь содержит, как обычно, результаты испытаний на растяжение, выполненные с использованием образцов листовой стали, взятых из части отгружаемой листовой стали и приложенных к ней.
Однако в настоящем изобретении важным отличием является то, что, хотя и в виде расчетных значений, характерные значения механических параметров с достаточной точностью могут быть предоставлены потребителю, даже в отношении тех частей листовой стали, из которых не были взяты образцы. В частности, механические свойства листовой стали, прокатанной в дрессировочной клети, оцениваются на основе фактических данных прокатки в дрессировочной клети, установленной на выходе линии непрерывного отжига или устройства оцинковывания.
Кроме того, также возможно оценивать предел текучести (YP) листовой стали, прокатанной в дрессировочной клети, по фактическим данным прокатки в дрессировочной клети и точно оценить прочность на растяжение (TS) по оцененному пределу текучести (YP) в случае необходимости.
Далее с учетом способа оценки механических свойств будут показаны варианты выполнения настоящего изобретения со ссылкой на чертежи, используя пример дрессировочной клети, установленной на выходе линии непрерывного отжига или на выходе устройства оцинковывания.
Кроме того, в случае устройства оцинковывания может быть принято во внимание, что между печью для отжига и дрессировочной клетью имеется устройство оцинковывания. Ниже будет дано объяснение со ссылкой на пример линии непрерывного отжига.
На фиг.1 схематично показана линия непрерывного отжига листовой стали; 1 - печь непрерывного отжига, 2 - дрессировочная клеть, установленная на выходе печи. Печь 1 непрерывного отжига приближенно разделена на нагревательную печь 3, печь 4 первичной выдержки, печь 5 вторичной выдержки и охлаждающую печь 6. Листовая сталь, размотанная с разматывателя 7, последовательно проходит через вышеуказанные нагревательную печь 3, печь 4 первичной выдержки и печь 5 вторичной выдержки, при этом листовая сталь нагревается до температуры, подходящей по механическим параметрам, и отжигается, затем закаляется и охлаждается от выходной температуры печи 5 вторичной выдержки в охлаждающей печи 6, дрессируется в дрессировочной клети 2 и затем наматывается в рулон на моталку 8.
Между охлаждающей печью 6 и дрессировочной клетью 2 может быть предусмотрена печь передержки или охлаждающая печь или устройство нанесения покрытия погружением в расплав, устройство легирования, устройство нанесения гальванического покрытия или другое устройство обработки поверхности для изготовления стального листа с обработанной поверхностью. Вышеуказанная конфигурация не отличается от типового процесса. Температура листа в каждой части тщательно контролируется, как объясняется выше.
В дрессировочной клети 2 лист дрессируется с помощью легкой прокатки. В настоящем изобретении давление при прокатке (SPM давление при прокатке), растягивающее напряжение (SPM растягивающее напряжение) и относительное удлинение (SPM относительного удлинения) в дрессировочной клети 2 непрерывно измеряются и затем оцениваются механические параметры.
В частности, для точной оценки механических параметров листовой стали, имеющей прочность на растяжение 780 МПа или выше (так называемая высокопрочная листовая сталь), предпочтительно оценивать механические свойства, принимая в расчет не только растягивающее напряжение в дрессировочной клети и относительное удлинение в дрессировочной клети, но также и давление при прокатке в дрессировочной клети.
Более предпочтительно настоящее изобретение предлагает непрерывно измерять SPM давление при прокатке, SPM растягивающее напряжение и SPM относительное удлинение в дрессировочной клети 2 с целью оценки предела текучести (YP) листовой стали, прокатанной в дрессировочной клети, и прочности на растяжение (TS) по оцененному значению предела текучести (YP). Фиг.2 и фиг.3 показывают корреляцию между давлением при прокатке в высокопрочной листовой стали, имеющей прочность на растяжение 780 МПа или выше, и пределом текучести высокопрочной листовой стали. Кроме того, фиг.4 и фиг.5 показывают корреляцию между давлением при прокатке и прочностью на растяжение в вышеуказанной высокопрочной листовой стали.
Таким образом, согласно фактическим данным прокатки, как показано на фиг.2 и фиг.3, если SPM относительное удлинение является одним и тем же, а SPM давление при прокатке и SPM растягивающее напряжение увеличиваются, то предел текучести (YP) листовой стали, прокатанной в дрессировочной клети, будет увеличиваться и, как показано на фиг.4 и фиг.5, прочность на растяжение (TS) также будет увеличиваться.
Кроме того, даже если SPM давление при прокатке или SPM растягивающее напряжение является постоянным, при более низком SPM относительном удлинении предел текучести (YP) и прочность на растяжение (TS) становятся выше. В связи с этим имеются данные, что существует сильная корреляция между SPM давлением при прокатке, SPM растягивающим напряжением, SPM относительным удлинением и механическими параметрами (YP, TS) листовой стали, прокатанной в дрессировочной клети.
Следовательно, на основе предыдущих фактических данных мы подготовили формулу для оценки механических параметров листовой стали, прокатанной в дрессировочной клети. Мы включили в формулу Робертса, известную как теоретическая формула для дрессировки, многочисленные показатели, такие как механические параметры (YP, TS), SPM относительное удлинение, SPM растягивающее напряжение, коэффициент трения, толщина, скорость прокатки, диаметр валков и т.д. За счет точного использования этих показателей можно с высокой точностью выполнить оценку механических свойств. В качестве примера по настоящему изобретению мы подготовили следующую формулу. В качестве показателей воздействия мы использовали относительное удлинение (%) в дрессировочной клети, растягивающее напряжение (МПа) в дрессировочной клети, толщину листовой стали (мм) и линейную нагрузку (т/м), рассчитанную по SPM давлению при прокатке в дрессировочной клети и ширине листа листовой стали:
YP=a*SPM относительное удлинение (%) + b*(среднее растягивающее напряжение, МПа) + с*(толщина листа, мм, листовой стали * линейная нагрузка, т/м) + d
В этой формуле YP является пределом текучести в МПа, а линейная нагрузка - это значение SPM давления при прокатке, деленное на ширину листовой стали. Коэффициенты, включенные в эту формулу, определяются линейным множественным регрессионным анализом. Конкретные значения а, b, с и d в вышеуказанной формуле и вид формулы определяются характеристиками отдельных линий и прочностью обрабатываемой листовой стали, но не ограничиваются ими.
В связи с этим, применяя дрессировку с постоянным давлением при прокатке, как часто практикуется с низкоуглеродистой листовой сталью, к высокопрочной листовой стали с прочностью на растяжение 780 МПа или выше, из-за высокой прочности на растяжение листовой стали при дрессировке создаются чрезмерное давление при прокатке и баланс растягивающего напряжения, близкие к предельным значениям технических условий на оборудование. Прокатка сама по себе становится крайне нестабильной. В худшем случае это может даже привести к повреждению, например разрушению листа.
С учетом вышеуказанного SPM растягивающего напряжения при практической эксплуатации существует растягивающее напряжение на стороне входа и стороне выхода дрессировочной клети, но, в общем, они оба находятся в пропорциональном соотношении. Для значения, используемого при оценке механических свойств, может быть использована сторона входа или сторона выхода, но предпочтительно использовать среднее значение для обеих сторон. С учетом толщины и ширины листовой стали можно измерять значение на стороне входа или на стороне выхода дрессировочной клети или получать его из главного компьютера и затем использовать. Предпочтительно, чтобы использовалось значение на стороне выхода дрессировочной клети из-за влияния удлинения листовой стали в печи для отжига.
Предполагается, что при оценке механических свойств листовой стали, прокатанной в дрессировочной клети, в частности высокопрочной листовой стали, имеющей предел прочности на растяжение 780 МПа или более, с использованием в качестве показателя воздействия SPM давление при прокатке в дрессировочной клети, предел прочности на растяжение может быть оценен исключительно точно по следующей причине.
В общем, что касается низкоуглеродистой листовой стали, такая листовая сталь является довольно мягкой, и дрессировочная клеть имеет дополнительное отклонение в параметрах SPM давления при прокатке и SPM растягивающего напряжения для такой низкоуглеродистой листовой стали, поэтому в случае колебания давления при прокатке или растягивающего напряжения система управления прокаткой дрессировочной клети может регулировать растягивающее напряжение или давление при прокатке для поддержания постоянного относительного удлинения. Например, при колебании давления при прокатке система управления регулирует растягивающее напряжение для поддержания постоянного относительного удлинения. В этом случае в качестве показателя воздействия может использоваться только растягивающее напряжение.
Однако в случае с высокопрочной листовой сталью, имеющей прочность на растяжение 780 МПа или выше, дрессировочная клеть не имеет дополнительной возможности в отношении параметров SPM давления при прокатке и SPM растягивающего напряжения для такой высокопрочной листовой стали и часто работает на предельных значениях этих параметров. При колебании давления при прокатке и растягивающего напряжения другой параметр иногда не сможет нейтрализовать это изменение. Точность оценки не может быть повышена с помощью только давления при прокатке или только растягивающего напряжения. Считается необходимым оценивать механические свойства всесторонне по растягивающему напряжению, давлению при прокатке (линейная нагрузка, рассчитанная по вышеуказанной формуле) и относительному удлинению.
Кроме того, в качестве показателей воздействия для оценки механических свойств предпочтительно рассматривать, по меньшей мере, один из следующих параметров: диаметр рабочего валка дрессировочной клети, коэффициент трения между рабочим валком дрессировочной клети и листовой сталью и скорость прокатки в дрессировочной клети.
В случае, когда во время прокатки листовой стали сложно определить диаметр рабочего валка дрессировочной клети и коэффициент трения между рабочим валком дрессировочной клети и листовой сталью, можно также использовать значения, измеренные или заданные заранее. Для скорости прокатки в дрессировочной клети может быть использовано значение или на стороне входа или значение на стороне выхода дрессировочной клети.
Было подтверждено, что значение YP, оцененное с помощью вышеуказанной формулы для оценки механических свойств, как показано на фиг.6, хорошо согласуется с фактическим значением YP (множественный коэффициент корреляции равен 0,925). Кроме того, значения YP и TS листовой стали, прокатанной в дрессировочной клети, имеют сильную корреляцию, как показано на фиг.7. TS, оцененный с помощью соотношения TS=e*YP+f, показан на фиг.7. Взаимосвязь с фактическим TS показана на фиг.8.
Таким образом, было подтверждено, что вышеуказанная формула оценки механических свойств может быть использована для точной оценки механических свойств листовой стали, прокатанной в дрессировочной клети. Несмотря на то что это очевидно для специалиста в данной области техники, взаимосвязь между значениями TS и YP также изменяется в зависимости от типа стали, поэтому также можно использовать формулу, созданную для конкретного вида стали, например формулу более высокого порядка или формулу, использующую разные типы функций. Настоящее изобретение не ограничивается видом вышеуказанной формулы.
Кроме того, даже в случае вышеуказанной формулы «е» и «f» в формуле определяются характеристиками линии или типом стали и не особо ограничиваются.
Кроме того, ниже поясняется, что оценка предела текучести (YP) является эффективной для оценки механических свойств, и поясняется причина оценки предела прочности на растяжение (TS) по оцененному в этом случае пределу текучести (YP).
Предел текучести (YP) находится в области низкого механического напряжения, например, как показано с помощью напряжения текучести 0,2% в качестве значения оценки, поэтому даже при оценке предела текучести (YP) по обычным условиям холодной прокатки, где степень обжатия превышает 30%, будет иметься большой интервал между областью механического напряжения для предела текучести (YP) и областью механического напряжения, фактически прикладываемого при холодной прокатке, и будет возникать проблема с точностью оценки.
Однако, если в случае с областью небольшого относительного удлинения, с относительным удлинением 2,0% или менее, например, при дрессировке, области механического напряжения для предела текучести (YP) и фактического относительного удлинения являются схожими, становится возможным точно оценивать предел текучести (YP) по растягивающему напряжению, давлению при прокатке и другой информации по прокатке.
С другой стороны, в листовой стали, прокатанной в дрессировочной клети, на которую распространяется оценка механических свойств по настоящему изобретению, в общем, предел прочности на растяжение (TS) в области механического напряжения составляет примерно 5-25% или около этого. Отсюда при оценке предела прочности на растяжение (TS) с помощью обычного способа, например, используя растягивающее напряжение, давление при прокатке и т.д., полученные из области низкого механического напряжения за счет дрессировки 2,0% или менее, становится сложно непосредственно и точно оценивать предел прочности на растяжение (TS) из-за различия в областях механического напряжения и различия в характеристиках деформационного упрочнения, зависящих от способа упрочнения стали, способа термообработки и других аспектов способа производства листовой стали. Случай оценки предела прочности на растяжение (TS) непосредственно по условиям дрессировки, подтвержденный авторами изобретения, и результаты оценки предела прочности на растяжение (TS) по корреляции между пределом текучести (YP) и пределом прочности на растяжение (TS) после оценки предела текучести (YP) показаны на фиг.9. Из фиг.9 понятно, что оценка предела прочности на растяжение (TS) по расчетному пределу текучести дает более высокую точность, чем даже прямая оценка.
На основе этих исследований авторы изобретения предложили способ не прямой оценки предела прочности на растяжение (TS) из условий дрессировки, а оценки предела текучести (YP) из условий дрессировки и использования корреляционной связи между пределом текучести (YP) и пределом прочности на растяжение (TS), найденной заранее также для точной оценки предела прочности на растяжение (TS).
В примере по настоящему изобретению SPM давление при прокатке, SPM растягивающее напряжение и SPM относительное удлинение, непрерывно измеряемые в дрессировочной клети 2, и толщина листа, и ширина листа, непрерывно измеряемые в измерителе 11 толщины листа и измерителе 12 ширины листа, расположенных за дрессировочной клетью 2, вводятся в компьютер 9 для контроля технологического процесса, показанный на фиг.1, и вносятся в формулу расчета YP и формулу расчета TS листовой стали, прокатанной в дрессировочной клети, введенные в компьютер 9 для контроля технологического процесса для расчета с целью обеспечить получение механических свойств листовой стали, прокатываемой на текущий момент, в режиме реального времени.
Значение толщины листа и ширины листа также могут быть получены с компьютера 10 для экономических расчетов, служащего в качестве главного компьютера для компьютера 9 для контроля технологического процесса.
Кроме того, для повышения точности оценки механических свойств также можно использовать формулу расчета YP и формулу расчета TS стального листа, прокатанного в дрессировочной клети, в которые добавлен, по меньшей мере, один из следующих параметров: диаметр рабочего валка вышеуказанной дрессировочной клети, коэффициент трения между рабочим валком дрессировочной клети и листовой сталью и скорость прокатки в дрессировочной клети. Значения диаметра рабочего валка вышеупомянутой дрессировочной клети и коэффициента трения между рабочим валком дрессировочной клети и листовой сталью могут быть заранее непосредственно введены оператором в компьютер 9 для контроля технологического процесса, а скорость прокатки в дрессировочной клети может быть получена за счет определения скорости вращения рабочего валка дрессировочной клети или скорости вращения, не показанного натяжного валка, установленного перед или после дрессировочной клети, или другой скорости вращения внутри дрессировочной клети или рядом с ней и ее введения в компьютер 9 для контроля технологического процесса.
Далее на фиг.10 показан пример того, как предоставить потребителю рассчитанные механические параметры, как использовать их и как обеспечить обратную связь с производителем листовой стали.
Кроме того, обработка листовой стали, выполняемая потребителем, в основном связана со штамповкой или профилированием листового металла роликами. Фиг.10 показывает случай штамповки, выполняемой потребителем.
В настоящем изобретении в качестве значений механических параметров используются значения оценки механических параметров с надлежащей точностью для прокатанной в дрессировочной клети листовой стали, полученные на основе фактических данных прокатки в дрессировочной клети 2, установленной на выходной стороне линии непрерывного отжига или устройства 2 оцинковывания, поэтому имеется возможность предоставить потребителю характерные значения механических параметров по любому местоположению в продольном направлении листовой стали или по всей длине. За счет повторения оценки механических параметров по всей упоминаемой здесь длине, т.е. в продольном направлении, значения механических параметров, оцененные, например, с интервалами 1 м или интервалами 10 см, сохраняются в зависимости от возможностей компьютера или требований потребителя.
Однако, когда это касается данных для всей длины по каждому значению механических свойств, например данных по YP по всей длине или данных по TS по всей длине, количество этих данных становится огромным.
По этой причине предпочтительно использовать компьютер для хранения и управления данными по оценке механических свойств и, при необходимости, сжатия данных с помощью программного обеспечения сжатия для обеспечения информацией потребителя через сеть.
Потребитель листовой стали выбирает значения механических параметров, полученные по сетевому серверу 13, в компьютер 14, где они используются потребителем для отбраковки дефектных частей на заготовительной линии 15. В это время информация о дефектах поверхности и других показателях качества также используется для оценки и отбраковки дефектных частей.
Даже не отбраковывая дефектные части, если потребитель регулирует условия штамповки на линии 16 штамповки, если значения механических параметров колеблются в пределах, позволяющих выполнять штамповку, если потребитель листовой стали изменяет усилие штамповки, усилие прижима заготовки или другие условия штамповки для выполнения штамповки согласно значениям механических параметров, полученных по сети, можно свести к минимуму получение бракуемых дефектных частей и выполнять штамповку с надлежащим выходом годных изделий.
В некоторых случаях данные для обратной связи с производителем листовой стали могут быть очень объемными, поэтому предпочтительно, чтобы данные по каналу обратной связи направлялись от компьютера по сети производителю листовой стали. Более предпочтительно, в случае, когда потребитель листовой стали удаляет части из-за неудовлетворительных механических свойств или неудовлетворительной пластичности, передавать информацию по каналу обратной связи о параметрах механических свойств удаленных частей и их местоположении или, когда удаление не производится, но изменяются условия штамповки для решения проблемы, передавать информацию о местоположении листовой стали и информацию о параметрах механических свойств или рабочих параметрах на линии 16 штамповки по сети 13 производителю листовой стали; производитель листовой стали может быстро обнаружить причину и улучшить механические свойства и тем самым может производить и отгружать в дальнейшем листовую сталь с улучшенными механическими свойствами.
Например, как показано на фиг.10, информация об отбракованном материале, изменениях условий штамповки и значениях механических параметрах передаются по каналу обратной связи по сети от потребителя производителю листовой стали. Производитель листовой стали анализирует эту информацию для поиска причины, изучает меры противодействия и направляет по каналу обратной связи информацию о мерах по улучшению работы производственной линии. Данные по обратной связи могут анализироваться производителем листовой стали, например, с помощью их загрузки по сети в индивидуальные компьютеры для изучения или с помощью компьютера 10 для экономических расчетов или компьютера 9 для контроля технологического процесса производителя листовой стали.
Меры по улучшению работы согласно результатам анализа направляются по каналу обратной связи через компьютер для экономических расчетов или компьютер для контроля технологического процесса производителя листовой стали на линию производства листовой стали в виде рабочих параметров. Линия производства листовой стали, с которой имеется обратная связь, может быть одиночной линией или представлять собой ряд линий.
Таким образом, согласно настоящему изобретению производитель листовой стали и ее потребитель могут обмениваться информацией о листовой стали, что повышает производительность с обеих сторон. В частности, становится возможным удовлетворить требования автомобилестроителей в отношении уменьшения разброса значений механических параметров высокопрочных материалов (высокопрочной листовой стали).
Промышленная применимость
Согласно настоящему изобретению производитель листовой стали может предоставлять потребителю подробную информацию о материале по всей длине отгруженной листовой стали, и потребитель может использовать эту информацию о материале для удаления частей листовой стали с неудовлетворительными механическими свойствами, изменять условия штамповки листовой стали или предотвращать выпуск дефектных изделий на производственной линии.
Кроме того, потребитель может направлять производителю листовой стали по каналу обратной связи информацию о материале, касающуюся удаленных частей из-за неудовлетворительных механических свойств, и информацию о соответствующем местоположении листовой стали.
На основе обмена информацией о материале между производителем листовой стали и ее потребителем становится возможным повышать производительность у производителя и потребителя. Это имеет чрезвычайную важность и способствует развитию не только производства листовой стали в черной металлургии, но и развитию производства бытовой техники, автомобильной промышленности, строительной отрасли и других областей промышленности.
Перечень позиций
1. Линия непрерывного отжига (печь)
2. Дрессировочная клеть
3. Нагревательная печь
4. Печь выдержки
5. Печь медленного охлаждения
6. Печь охлаждения
7. Разматыватель
8. Моталка
9. Компьютер для контроля технологического процесса
10. Главный компьютер (компьютер для экономических расчетов)
11. Измеритель толщины листа
12. Измеритель ширины листа
13. Сетевой сервер
14. Компьютер потребителя
15. Заготовительная линия
16. Линия штамповки
Изобретение относится к способу оценки механических свойств стального листа по фактическим данным прокатки в дрессировочной клети и предоставлению результатов оценки потребителю, а также использования такой информации. Сущность изобретения: оценивают предел прочности на растяжение листовой стали, прокатанной в дрессировочной клети, на основе фактических данных прокатки с относительным удлинением 2,0% или менее в дрессировочной клети, установленной на выходе линии непрерывного отжига или устройства оцинковывания. Предоставляют потребителю указанной листовой стали с помощью компьютера и сети данные по оцененному пределу прочности на растяжение, полученные путем оценки предела текучести из условий дрессировки и использования корреляционной связи между пределом текучести и пределом прочности на растяжение. Потребитель может использовать данные оценки свойств материала для удаления частей, имеющих неудовлетворительные механические свойства, или изменить параметры штамповки листовой стали. Кроме того, потребитель может направить информацию производителю листовой стали по каналу обратной связи. Технический результат: возможность получения информации о материале по всей длине отгружаемой листовой стали с меньшими затратами времени и усилий, предоставляя потребителям подробную информацию о материале и давая возможность потребителям использовать вышеуказанную информацию о материале. 3 н. и 6 з.п. ф-лы, 10 ил.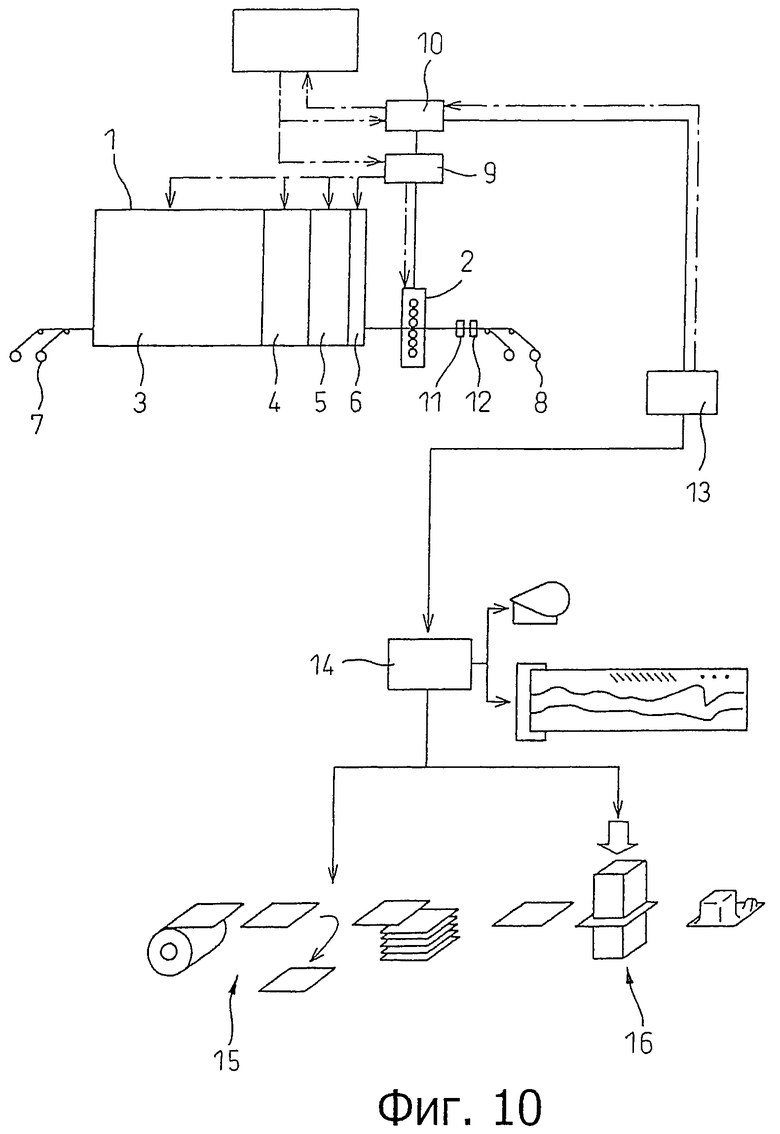
1. Способ обеспечения информацией о материале листовой стали, предназначенной для отгрузки, с использованием метода оценки механических свойств листовой стали, прокатанной в дрессировочной клети, характеризующийся тем, что
оценивают предел прочности на растяжение листовой стали, прокатанной в дрессировочной клети, на основе фактических данных прокатки с относительным удлинением 2,0% или менее в дрессировочной клети, установленной на выходе линии непрерывного отжига или устройства оцинковывания, и предоставляют потребителю указанной листовой стали с помощью компьютера и сети данные по оцененному пределу прочности на растяжение, полученные путем оценки предела текучести из условий дрессировки и использования корреляционной связи между пределом текучести и пределом прочности на растяжение.
2. Способ обеспечения информацией о материале листовой стали, предназначенной для отгрузки, с использованием метода оценки механических свойств листовой стали, прокатанной в дрессировочной клети, по п.1, характеризующийся тем, что
измеряют или получают из главного компьютера значения относительного удлинения, растягивающего напряжения и давления при прокатке листовой стали в дрессировочной клети, установленной на выходе линии непрерывного отжига или устройства оцинковывания, а также толщины листа и ширины листа указанной листовой стали; используют эти значения для оценки предела прочности на растяжение листовой стали, прокатанной в дрессировочной клети, путем оценки предела текучести из условий дрессировки и использования корреляционной связи между пределом текучести и пределом прочности на растяжение и предоставляют потребителю указанной листовой стали с помощью компьютера и сети данные по оцененному пределу прочности на растяжение.
3. Способ обеспечения информацией о материале листовой стали, предназначенной для отгрузки, с использованием метода оценки механических свойств листовой стали, прокатанной в дрессировочной клети, по п.1 или 2, характеризующийся тем, что
непрерывно измеряют или получают из главного компьютера указанные значения относительного удлинения, растягивающего напряжения и давления при прокатке листовой стали, а также толщины и ширины листа указанной листовой стали по всей ее длине; используют эти значения для оценки предела прочности на растяжение листовой стали, прокатанной в дрессировочной клети, путем оценки предела текучести из условий дрессировки и использования корреляционной связи между пределом текучести и пределом прочности на растяжение и предоставляют потребителю указанной листовой стали с помощью компьютера и сети данные по оцененному пределу прочности на растяжение.
4. Способ обеспечения информацией о материале листовой стали, предназначенной для отгрузки, с использованием метода оценки механических свойств листовой стали, прокатанной в дрессировочной клети, по п.1 или 2, характеризующийся тем, что
оценивают предел прочности на растяжение листовой стали, прокатанной в дрессировочной клети, используя формулу оценки для расчета предела текучести указанной листовой стали по значениям относительного удлинения, растягивающего напряжения и давления при прокатке указанной листовой стали в дрессировочной клети, а также толщины и ширины листа указанной листовой стали.
5. Способ обеспечения информацией о материале листовой стали, предназначенной для отгрузки, с использованием метода оценки механических свойств листовой стали, прокатанной в дрессировочной клети, по п.3, характеризующийся тем, что
оценивают предел прочности на растяжение листовой стали, прокатанной в дрессировочной клети, используя формулу оценки для расчета предела текучести указанной листовой стали по значениям относительного удлинения, растягивающего напряжения и давления при прокатке указанной листовой стали в дрессировочной клети, а также толщины и ширины листа указанной листовой стали.
6. Способ использования информации о материале листовой стали, предназначенной для отгрузки, с использованием метода оценки механических свойств листовой стали, прокатанной в дрессировочной клети, характеризующийся тем, что
используют информацию о материале, полученную с помощью способа обеспечения информацией о материале листовой стали с использованием метода оценки механических свойств листовой стали, прокатанной в дрессировочной клети, по любому из пп.1-5, с тем, чтобы удалить части указанной листовой стали, являющиеся дефектными по механическим свойствам.
7. Способ использования информации о материале листовой стали, предназначенной для отгрузки, с использованием метода оценки механических свойств листовой стали, прокатанной в дрессировочной клети, по п.6, характеризующийся тем, что
передают по каналу обратной связи производителю указанной листовой стали с помощью компьютера или сети информацию о материале и местоположении удаленной потребителем части листовой стали, а также информацию о материале и/или рабочих условиях.
8. Способ использования информации о материале листовой стали, предназначенной для отгрузки, с использованием метода оценки механических свойств листовой стали, прокатанной в дрессировочной клети, характеризующийся тем, что
используют информацию о материале, полученную с помощью способа обеспечения информацией о материале листовой стали с использованием метода оценки механических свойств листовой стали, прокатанной в дрессировочной клети, по любому из пп.1-5, с тем, чтобы изменить параметры штамповки указанной листовой стали.
9. Способ использования информации о материале листовой стали, предназначенной для отгрузки, с использованием метода оценки механических свойств листовой стали, прокатанной в дрессировочной клети, по п.8, характеризующийся тем, что
передают по каналу обратной связи производителю указанной листовой стали с помощью компьютера и сети информацию о материале и местоположении листовой, стали, полученной потребителем, при изменении параметров штамповки листовой стали.
| JP 2005074448 A, 24.03.2005 | |||
| JP 2004157113 A, 03.06.2004 | |||
| Способ автоматического управления комплексом механических свойств прокатываемых стальных листов | 1989 |
|
SU1678480A2 |
| Способ автоматического управления комплексом механических свойств прокатываемых стальных листов и система для его осуществления | 1988 |
|
SU1547898A1 |

