Область техники, к которой относится изобретение
Настоящее изобретение относится к высокопрочной, закаливающейся на воздухе, многофазной стали с отличными технологическими характеристиками, согласно пункту 1 формулы изобретения. Выгодные усовершенствования являются предметом зависимых пунктов 2 - 19.
Кроме того, изобретение относится к способу получения горячекатаной и/или холоднокатаной полосы из указанной стали и к термической обработке стали с использованием закалки на воздухе и, необязательно, с последующим отпуском, согласно пунктам 20 - 27 формулы изобретения, и стальной полосы, полученной указанным способом, согласно пунктам 28 - 34.
В частности, изобретение относится к сталям, имеющим предел прочности на разрыв в диапазоне, по меньшей мере, 750 МПа в неотожженном состоянии для производства компонентов, которые обладают улучшенной способностью деформироваться (например, увеличенной раздачей отверстия и увеличенным углам изгиба) и улучшенными свойствами сварного шва.
Уровень техники
С помощью термообработки согласно изобретению, значения предела текучести и предела прочности на разрыв этих сталей могут быть увеличены, например, путем закалки на воздухе, необязательно с последующим отпуском.
Напряженный автомобильный рынок принуждает производителей к постоянному поиску решений для снижения потребления автомобильным хозяйством и выбросов CO2, при сохранении максимально возможного комфорта и защиты пассажиров. С одной стороны, уменьшение массы всех компонентов транспортного средства играет решающую роль, однако, с другой стороны, также влияет на оптимальное поведение отдельных компонентов в условиях высокой статической и динамической нагрузки, как в ходе эксплуатации, так и в случае аварии.
За счет предоставления высокопрочной и сверхвысокопрочной стали и уменьшения толщины листового металла, может быть снижена масса транспортного средства, при одновременном улучшении характеристик формования и свойств компонентов в ходе производства и эксплуатации.
Поэтому высокопрочные и сверхвысокопрочные стали должны удовлетворять сравнительно высоким требованиям в отношении их прочности и пластичности, поглощением энергии и обработки, такой как, например, в ходе продавливания, горячей и холодной штамповки, горячего отпуска (например, закалка на воздухе, затвердевание при сжатии), сваривания и/или обработки поверхности, например, усовершенствование металла, органическое покрытие или покрытие лаком.
Поэтому, кроме требуемого снижения массы за счет уменьшения толщины листов, вновь разработанные стали должны удовлетворять возрастающим требованиям, предъявляемым к материалам, таким как предел текучести, предел прочности на разрыв, характеристики затвердевания и удлинение при разрыве, и в то же время также обладать хорошими технологическими характеристиками, такими как способность деформироваться и свариваемость.
Следовательно, при уменьшении толщины листов, как указано выше, необходимо использовать высокопрочную или сверхвысокопрочную сталь с однофазной или многофазной микроструктурой, чтобы обеспечить достаточную прочность компонентам автомобилей и удовлетворять высоким требованиям, предъявляемым к этим компонентам по показателям: прочность на разрыв, сопротивление распространению краевой трещины, улучшенный угол изгиба и радиус изгиба, поглощение энергии и способность к закаливанию, и эффект упрочнения при отжиге.
Кроме того, существует возрастающий спрос на улучшенную пригодность к соединению в форме лучшей общей свариваемости, например, более свободно используемое пространство сваривания, когда применяется контактная точечная сварка, и улучшенный характер разрушения сварного шва (характер излома) в условиях механической нагрузки, а также достаточное сопротивление замедленному водородному охрупчиванию (то есть, замедленному свободному разрушению). Указанное выше также относится к пригодности для сваривания сверхвысокопрочной стали в производстве труб, которые получаются, например, с помощью метода высокочастотной индукционной сварки (HFI).
Способность раздачи отверстия представляет собой свойство материала, которое описывает сопротивление материала опасности разрушения и распространению трещины во время формообразующих операций в областях, близких к кромке, например, таких как формирование кольцевого выступа.
Например, испытание раздачи отверстия, определяется нормативным стандартом ISO 16630. Изготовленные заранее отверстия, например, пробитые внутри листа, затем расширяются с помощью оправки. Измеряемой величиной является изменение диаметра отверстия относительно исходного диаметра, на котором возникает первая трещина внутри листа по кромке отверстия.
Улучшенное сопротивление распространению краевой трещины означает увеличение способности деформироваться листовой кромки, может быть описано как увеличенная способность раздачи отверстия. Этот термин известен под синонимами "Низкое растрескивание кромки" (LEC) и "Высокая раздача отверстия" (HHE), а также маркировкой xpand®.
Угол изгиба описывает свойство материала, которое позволяет сделать выводы относительно характеристики материала в ходе формообразующих операций с преобладающими процессами изгибания (например, во время фальцовки) или также, когда материал подвергается разрушающей нагрузке. Поэтому увеличенный угол изгиба повышает безопасность пассажирского салон. Определение угла изгиба (α) определяется испытанием на изгиб пластины, которое изложено в нормативном стандарте VDA 238-100.
Указанные выше характеристики важны для компонентов, которым можно придавать форму очень сложных деталей до термической обработки, например воздушной закалки с необязательным отпуском.
Как известно, улучшенная свариваемость достигается, в частности, с помощью пониженного углеродного эквивалента. Поэтому синонимами являются, например "доперитектический" (UP) или уже известный термин "Низкий углеродный эквивалент" (LCE). Таким образом, содержание углерода обычно составляет меньше 0,120% по массе. Более того, характер разрушения или характер излома сварного шва может быть улучшен путем сплавления с микролегирующими элементами.
Компоненты высокой прочности должны обладать достаточным сопротивлением к охрупчиванию материала, вызванного водородом. Применяемое в производстве автомобилей испытание «Усовершенствованных высокопрочных сталей» (AHSS) для оценки сопротивления хрупкому разрушению, вызванному водородом и связанному с производством, определяется нормативом SEP1970, где проводится испытание изгиба балки и испытание на растяжение отверстия. В конструкции транспортного средства, в большей степени применяются двухфазные стали, которые состоят из ферритной базовой микроструктуры, внутри которой внедрена вторая мартенситная фаза. Было установлено, что, в случае малоуглеродистых, микролегированных сталей, соотношение дополнительных фаз, таких как бейнит и остаточный аустенит, оказывает благоприятное влияние, например, на характеристику раздачи отверстия, характеристики изгиба и хрупкого разрушения, вызванного водородом. Таким образом, бейнит может находиться в различных формах, например, верхний и нижний бейнит.
Конкретные характеристики материала двухфазных сталей, такие как низкое отношение напряжения при пределе текучести к пределу прочности в сочетании с высоким пределом прочности на разрыв, сильное деформационное упрочнение и хорошая формуемость в холодном состоянии, хорошо известны, но часто уже недостаточны для деталей с еще более сложной геометрией.
В целом, группа многофазных сталей используется все в большей степени. Многофазные стали включают, например, стали с комбинированными фазами, ферритно-бейнитные стали, TRIP-стали, а также описанные выше двухфазные стали, которые характеризуются различными микроструктурными композициями.
Стали с комбинированными фазами, согласно документу EN 10346, представляют собой стали, которые содержат небольшие доли мартенсита, остаточного аустенита и/или перлита в ферритно-бейнитной базовой микроструктуре, в которой сильное измельчение зёрен вызвано замедленной перекристаллизацией или осаждением микролегирующих элементов.
По сравнению с двухфазными сталями, эти стали с комбинированными фазами обладают повышенным пределом текучести, более высоким отношением напряжения при пределе текучести к пределу прочности, и пониженным деформационным упрочнением и повышенной способностью раздачи отверстия.
Ферритно-бейнитные стали, согласно документу EN 10346, представляют собой стали, содержащие бейнит или деформационно-упрочненный бейнит в матрице феррита и/или деформационно-упрочненный феррит. Прочность матрицы обусловлена высокой плотностью дислокаций, измельчением зёрен и осаждением микролегирующих элементов.
Двухфазные стали, согласно документу EN 10346, представляют собой стали с ферритной базовой микроструктурой, в которой вторая мартенситная фаза внедрена в виде островков, в некоторых случаях также с участками бейнита, в качестве второй фазы. Двухфазные стали имеют высокий предел прочности на разрыв, и в то же время также обладают низким отношением напряжения при пределе текучести к пределу прочности и сильным деформационным упрочнением.
TRIP-стали, согласно документу EN 10346, представляют собой стали с преимущественно ферритной базовой микроструктурой, в которую внедряются бейнит и остаточный аустенит, который может превратиться в мартенсит в ходе деформации (TRIP эффект). В связи с сильным деформационным упрочнением, эта сталь обладает высокими значениями равномерного удлинения и предела прочности на разрыв. В комбинации с эффектом упрочнения при отжиге, может быть достигнута высокая прочность компонентов. Эти стали подходят для вытяжки методом растяжения, а также для глубокой вытяжки. Однако в процессе формования материала требуются, повышенные значения задерживающей силы листового металла и сжимающей силы. Следует учитывать сравнительно сильное упругое восстановление.
Высокопрочные стали с однофазной микроструктурой включают, например, бейнитные и мартенситные стали.
Бейнитные стали, согласно документу EN 10346, характеризуются очень высоким пределом текучести и пределом прочности на разрыв с достаточно высоким удлинением для процессов холодной штамповки. Их химический состав обеспечивает хорошую свариваемость. Обычно микроструктура состоит из бейнита. Небольшая доля других фаз, например, мартенсита и феррита может входить в микроструктуру.
Мартенситные стали, согласно документу EN 10346, представляют собой стали, которые содержат небольшую долю феррита и/или бейнита в базовой микроструктуре мартенсита в результате термомеханической прокатки. Этот сорт стали характеризуется очень высоким пределом текучести и пределом прочности на разрыв при достаточно высоком удлинении для процессов холодной штамповки. В пределах группы многофазных сталей, мартенситные стали обладают самыми большими значениями предела прочности на разрыв. Их пригодность для глубокой вытяжки является ограниченной. Главным образом, мартенситные стали пригодны для процессов гибочного формования, таких как валковое профилирование.
Термически обрабатываемые стали, согласно документу EN 10083, представляют собой стали, которые приобретают высокий предел прочности на разрыв и долговечность за счет термической обработки (= закалочное упрочнение и отпуск). Когда охлаждение в ходе упрочнения на воздухе приводит к бейниту или мартенситу, такой способ называется "закалка на воздухе". Путем отпуска после упрочнения можно воздействовать на отношение прочность/ударная вязкость заданным образом.
Области применения и процессы производства.
Высокопрочные и сверхвысокопрочные многофазные стали применяются, в частности, в конструкциях, шасси и компонентам, связанным с аварией, в качестве пластин листового металл, нестандартных заготовок, а также гибких холоднокатаных полос, так называемых TRB® или нестандартных полос.
Технология легковесных нестандартно прокатанных заготовок (TRB®) обеспечивает значительное снижение веса с помощью приспособленной к нагрузке толщине листа по всей длине детали и/или разным сортам стали.
В установке непрерывного отжига имеет место специальная термическая обработка для регулирования определенной микроструктуры, в которой, например, сравнительно мягкие компоненты, такие как феррит или бейнитный феррит, приводят к низкому пределу текучести стали, а твердые компоненты стали, такие как мартенсит или обогащённый углеродом бейнит, дают вклад в прочность стали.
По экономическим причинам, холоднокатаные полосы высокопрочной или сверхвысокопрочной стали обычно отжигаются в процессе непрерывного отжига с образованием легко формуемого металлического листа. В зависимости от состава сплава и поперечного сечения полосы, устанавливаются технологические параметры, такие как пропускная способность, температура отжига и скорость охлаждения (градиент охлаждения), в соответствии с необходимыми механико-технологическими свойствами и поэтому с заданной микроструктурой.
Для регулирования двухфазной микроструктуры, декапированная горячая полоса, с типичной толщиной между 1,50 и 4,00 мм, или холодная полоса, с типичной толщиной от 0,50 до 3,00 мм, нагревается в печи непрерывного отжига до такой температуры, при которой заданная микроструктура образуется во время перекристаллизации и охлаждения.
Особенно в случае различных толщин в промежуточной области от одной полосы к другой трудно добиться постоянной температуры. При непрерывном отжиге композиций сплава с очень узкими технологическими интервалами, это может привести к такой ситуации, что, например, или более тонкая полоса перемещается по печи слишком медленно, и, таким образом, снижается производительность или более толстая полоса перемещается по печи слишком быстро и, таким образом, не удается добиться необходимой температуры отжига и градиента охлаждения, чтобы получить заданную микроструктуру. В результате увеличивается количество брака и повышаются затраты на ошибки производства.
Таким образом, необходимы расширенные технологические интервалы, при заданных одинаковых технологических параметрах для того, чтобы можно было получить необходимые характеристики полосы даже в случае увеличенного поперечного сечения полосы, подвергаемой отжигу.
Проблема очень узкого технологического интервала является особенно выраженной при отжиге, когда необходимо получить детали, оптимизированные по нагрузке, из горячекатаной или холоднокатаной полосы, которая имеет переменную толщину по всей длине и ширине полосы (например, путем гибкой прокатки).
Однако при вовлечении листов с сильно переменной толщиной, производство TRB® с многофазной микроструктурой, используя известные в настоящее время сплавы и доступные устройства непрерывного отжига, требуются повышенные затраты, например дополнительная термическая обработка до холодной прокатки. В областях с различной толщиной листа, то есть, в случае переменного уменьшения толщины проката, в холоднокатаных и горячекатаных полосах стали, не может устанавливаться однородная многофазная микроструктура из-за разности температур в традиционных узких технологических интервалах, специфичных для сплавов.
Способ получения стальной полосы с различной толщиной по всей длине полосы, например, описан в документе DE 100 37 867 A1.
При сильной потребности в коррозионной защите, когда требуется горячее цинкование поверхности горячей или холодной полосы, обычно отжиг проводится в печи непрерывного отжига, расположенной до ванны горячего цинкования.
Кроме того, в случае горячей полосы, в зависимости от концепции легирования, заданная микроструктура не устанавливается до отжига в непрерывной печи, для того чтобы получить требуемые механические свойства.
Таким образом, установлено, что параметрами является регулирование температуры и скорости отжига, а также скорость охлаждения (градиент охлаждения) при непрерывном отжиге, поскольку фазовое превращение зависит от температуры и времени. Следовательно, чем меньше чувствительность стали к однородности механических характеристик, в ходе изменения температуры и периода действия при непрерывном отжиге, тем шире является технологический интервал.
При непрерывном отжиге горячекатаных или холоднокатаных стальных полос различной толщины с известной концепцией легирования для двухфазной стали, например, например, из открытой публикации документов EP 2128295 A1 или EP 1154028 A1, проблема состоит в том, что, даже если требуемые механические характеристики могут быть удовлетворены с помощью указанных сплавных композиций, имеется только узкий технологически интервал, реализуемый для использованных параметров отжига, в пределах которого можно добиться однородных механических характеристик по всей длине полосы, также в случае переменного поперечного сечения, например, в случае изменений ширины или толщины, без согласования технологических параметров.
При использовании известных концепций легирования, узкий технологический интервал уже затрудняет реализацию однородных механических характеристик по всей длине и ширине полосы при непрерывном отжиге полос с различной толщиной.
В случае гибкой холоднокатаной полосы, изготовленной из многофазной стали известного состава, слишком узкий технологический интервал или приводит к областям с меньшей толщиной листа, который обладает избыточной прочностью, обусловленной избыточной долей мартенсита из-за процесса превращения во время охлаждения, или к областям с большей толщиной листа, обладающим недостаточной прочностью в результате недостаточной доли мартенсита. Однородные механико-технологические характеристики по длине или ширине полосы практически невозможно реализовать с использованием известных концепций легирования при непрерывном отжиге.
Цель достижения окончательных механико-технологических характеристик в узкой области по длине и ширине полосы путем контролируемой корректировке объемного соотношения фаз микроструктуры имеет наивысший приоритет, и поэтому она возможна только за счет расширения технологического интервала. Известные концепции легирования многофазной стали характеризуется слишком узким технологическим интервалом, и поэтому они не пригодны для разрешения указанной проблемы, особенно в случае гибко катаной полосы. Для известных в настоящее время концепций легирования могут быть получены только стали одного класса прочности, с определенными параметрами поперечного сечения (толщин листа и ширина полосы), поэтому требуются различные концепции легирования для различных классов прочности или параметров поперечного сечения.
В производстве стали отмечена тенденция к снижению углеродного эквивалента для достижения усовершенствованной холодной обработки (холодной прокатки, холодной штамповки) и улучшенных характеристик эксплуатации.
Однако важным фактором оценки является пригодность для сваривания, которая характеризуется, среди других показателей, углеродным эквивалентом.
Например, в следующих углеродных эквивалентах
• CEV (IIW) = C + Mn / 6 + (Cu + Ni) / 15 + (Cr + Mo + V) / 5
• CET = C + (Mn + Mo) / 10 + (Cr + Cu) / 20 + Ni / 40
• PCM = C + (Mn + Cu + Cr) / 20 + Ni / 60 + Mo / 15 + V / 10 + 5B
принимаются во внимание характеристики стандартных элементов, таких как углерод и марганец, а также хром или молибден и ванадий (содержание, в % по массе).
Кремний играет только второстепенную роль при расчете углеродного эквивалента. Это имеет решающее значение для настоящего изобретения. Уменьшение углеродного эквивалента путем снижения содержания углерода, а также марганца следует компенсировать за счет содержания кремния. Таким образом, улучшается сопротивление распространению краевой трещины и пригодности к свариванию, при сохранении такой же прочности.
Низкое отношение напряжения при пределе текучести к пределу прочности (Re/Rm) в диапазоне прочности выше 750 МПа в исходном состоянии является типичным для двухфазной стали и является полезным, особенно для формуемости при операциях волочения и глубокой вытяжки. Это предоставляет конструктору информацию относительно интервала между последующей пластической деформацией и повреждением материала при квазистатической нагрузке. Следовательно, пониженные отношения пределов текучести предоставляет повышенный запас прочности для повреждения детали.
Повышенное отношение напряжения при пределе текучести к пределу прочности (Re/Rm), является типичным для сталей с комбинированными фазами, и также характеризуется высоким сопротивлением к краевым трещинам. Это может быть связано с меньшими различиями в прочности и твёрдости отдельных микроструктурных составных частей и более дисперсной микроструктурой, что оказывает благоприятный эффект на равномерную деформацию в области режущей кромки.
Что касается предела текучести, а также отношения напряжения при пределе текучести к пределу прочности (Re/Rm), существует перекрывающийся диапазон в стандартах, в котором возможно распределение как комплексных, так и двухфазных сталей, что приводит к улучшенным характеристикам материала.
Аналитическая перспектива достижения минимальной прочности на разрыв 750 МПа для многофазных сталей является весьма разнообразной и демонстрирует очень большие диапазоны легирования для элементов, повышающих прочность: углерод, кремний, марганец, фосфор, азот, алюминий, а также хром и/или молибден, а также добавление микроэлементов, таких как титан, ниобий, ванадий и бор.
Пространственный спектр в этом диапазоне прочности является широким и находится в диапазон толщины приблизительно от 0,50 до 4,00 мм для полос, которые предназначены для непрерывного отжига. Применяемым исходным материалом может быть горячекатаная полоса, холоднокатаная-горячекатаная полоса и холодная полоса. Главным образом, используются полосы шириной приблизительно до 1600 мм, а также и рулонные полосы, разрезанные по размерам, которые получаются из продольного разреза полос. Листовые металлы или пластины получаются путем поперечного разрезания полос.
Сорта стали, закаливающиеся на воздухе, известны, например, из документов EP 1 807 544 B1, WO 2011/000351 и EP 2 227 574 B1, с минимальными пределами прочности на разрыв 800 (LH®800) и 900 МПа (LH®900), соответственно, в горячекатаном или холоднокатаном варианте характеризуются очень хорошей формуемостью в низкоуглеродистом состоянии (характеристики глубокой вытяжки) и высокой прочностью после термической обработки (отпуск).
Во время твердения, микроструктура стали трансформируется в аустенитном диапазоне путем нагревания, предпочтительно до температуры выше 950°C в защитной газовой атмосфере. В ходе последующего охлаждения на воздухе или в защитной газовой среде, мартенситная микроструктура формируется в качестве высокопрочного компонента.
Последующий отпуск обеспечивает удаление остаточной нагрузки в упрочненном компоненте. В то же время, твёрдость компонента снижается так, чтобы была достигнута требуемая величина ударной вязкости.
Поэтому целью изобретения является разработка новой рентабельной концепции легирования для многофазной, закаливающейся на воздухе стали длительного пользования, имеющей отличные технологические характеристики и минимальный предел прочности на разрыв 750 МПа в состоянии без термообработки, в продольном и поперечном направлении прокатки, предпочтительно с двухфазной микроструктурой, в которой технологический интервал для непрерывного отжига горячих или холодных полос расширяется таким образом, что, кроме полос с различными поперечными сечениями, могут быть получены полосы стали, толщина которых изменяется по всей длине полосы и необязательно по ширине полосы, с совершенно однородными механико-технологическими свойствами.
Кроме того, необходимо обеспечить обработку стали горячим способом окунания, и должен быть описан способ производства полосы, изготовленной из этой стали.
Также планируется обеспечить достаточную формуемость, HFI свариваемость, отличную общую свариваемость, и стойкость при обработке стали горячим способом окунания и при отпуске.
Согласно рекомендации изобретения, указанная цель достигается для стали, имеющей следующий химический состав в % по массе:
C от ≥ 0,075 до ≤ 0,115
Si от ≥ 0,200 до ≤ 0,300
Mn от ≥ 1,700 до ≤ 2,300
Cr от ≥ 0,280 до ≤ 0,480
Al от ≥ 0,020 до ≤ 0,060
N от≥ 0,0020 до ≤ 0,0120
S ≤ 0,0050
Nb от ≥ 0,005 до ≤ 0,050
Ti от ≥ 0,005 до ≤ 0,050
B от ≥ 0,0005 до ≤ 0,0060
Ca от ≥ 0,0005 до ≤ 0,0060
Cu ≤ 0,050
Ni ≤ 0,050
причем остальное приходится на железо и обычные сопровождающие сталь примеси, связанные с плавкой, в которой, что касается возможного наиболее широкого технологического интервала во время непрерывного отжига горячей полосы и холодной полосы, изготовленной из этой стали, суммарное содержание (Mn + Si + Cr) устанавливается в зависимости от толщины полученной полосы, следующим образом:
вплоть до 1,00 мм: сумма (Mn + Si + Cr) ≥ 2,350 и ≤ 2,500%
свыше 1,00 до 2,00 мм: сумма (Mn + Si + Cr) ≥ 2,500 и ≤ 2,950%
свыше 2,00 мм: сумма (Mn + Si + Cr) ≥ 2,950 и ≤ 3,250%.
В результате описанной в пунктах 21 и 22 формулы изобретения, относящихся к способу, возможности усовершенствования обработки горячим способом окунания (например, горячим цинкованием) полос стали, изготовленных из стали согласно изобретению с высоким содержанием кремния, вплоть до 0,300%, можно обходиться без добавления ванадия для того, чтобы обеспечить стойкость к отпуску.
Согласно изобретению, микроструктура состоит из основных фаз феррита и мартенсита и вторичной фазы бейнита, что определяет улучшенные механические характеристики стали.
Сталь согласно изобретению характеризуется низким углеродным эквивалентом и, в случае ограничения углеродного эквивалента CEV (IIW), максимум до 0,62% в зависимости от толщины листа, с целью достижения отличной свариваемости и дополнительных специфических свойств, описанных ниже. Для листов толщиной до 1,00 мм показано, что выгодным является значение CEV (IIW) максимум 0,56%, для листов толщиной до 2,00 мм - максимальное значение 0,59%, и при толщине выше 2,00 мм - максимальное значение 0,62%.
Благодаря своему химическому составу, сталь согласно изобретению может быть получена в широком диапазоне параметров горячей прокатки, например, с температурой сматывания полосы в рулон выше температуры начала образования бейнита (вариант A). Кроме того, путем контроля процесса заданным образом может быть установлена микроструктура, которая позволяет получать холоднокатаную сталь согласно изобретению без предварительного мягкого отжига, где могут быть использованы степени холодной прокатки между 10 и 60% за проход холодной прокатки.
Сталь согласно изобретению является вполне подходящей в качестве исходного материала для усовершенствованной обработки горячим способом окунания и обладает значительно расширенным технологическим интервалом по сравнению с известными сталями, благодаря совокупному количеству Mn, Si, и Cr, добавленному согласно изобретению, в зависимости от толщины полосы, которая будет получена.
Испытания неожиданно показали, что широкий технологический интервал, внутри которого получаются необходимые механические характеристики, может поддерживаться, когда суммарное содержание (Mn + Si + Cr) устанавливается согласно толщине листа.
Это приводит к увеличенной надёжности процесса во время непрерывного отжига холодной и горячей полос с двухфазной или многофазной микроструктурой. Следовательно, могут быть получены более однородные механико-технологические свойства в полосе для непрерывно отожженных горячих или холодных полос, даже в случае различного поперечного сечения и других одинаковых технологических параметров.
Это распространяется на непрерывный отжиг последующих полос с различным поперечным сечением, а также к полосам с переменной толщиной по всей длине или ширине полосы. Например, это позволяет проводить обработку в заданном диапазоне толщины (например, толщина полосы меньше 1,00 мм, толщина полосы от 1,00 мм до 2,00 мм и толщина полосы свыше 2,00 мм).
Когда высокопрочная горячая или холодная полоса с переменной толщиной получается из многофазной стали согласно изобретению в процессе непрерывного отжига, из этих горячих или холодных полос могут быть получены компоненты, которые являются деталями, оптимизированными по нагрузке.
Стальная полоса согласно изобретению может быть получена как холодная и горячая полоса, а также как холодная вторично прокатанная горячая полоса с помощью линии горячего цинкования или линии чистого непрерывного отжига в состоянии очищенной и неочищенной поверхности, в растянуто-изогнутом и нерастянуто-изогнутом состоянии, а также в термообработанном (перестаренном) состоянии.
Для состава сплава согласно изобретению, полосы стали могут быть получены путем неполного отжига между температурами Ac1 и Ac3, или путем аустенизационного отжига выше Ac3 с окончательным контролируемым охлаждением, что приводит к двухфазной или многофазной микроструктуре.
Было обнаружено, что температура отжига приблизительно от 700 до 950°C является благоприятной. В зависимости от общего процесса (непрерывного отжига или дополнительная горячая обработка окунанием), существуют различные подходы для термической обработки.
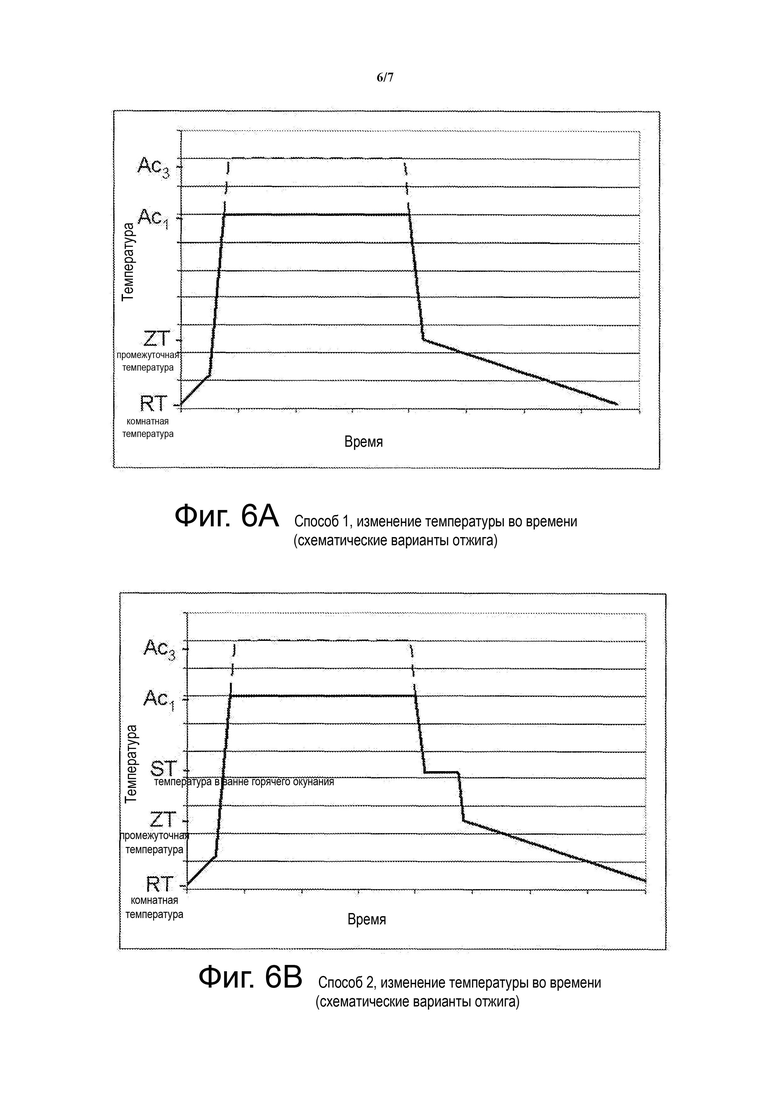
В случае установки непрерывного отжига без последующей усовершенствованной обработки горячим способом окунания, полоса охлаждается от температуры отжига до промежуточной температуры приблизительно от 160 до 250°C, при скорости охлаждения приблизительно от 15 до 100°C/сек. Необязательно, можно заранее провести охлаждение до предшествующей промежуточной температуры от 300 до 500°C со скоростью охлаждения приблизительно от 15 до 100°C/сек. Окончательно охлаждение до комнатной температуры проводится при скорости охлаждения приблизительно от 2 до 30°C/сек (смотрите способ 1, фигура 6a).
В случае термической обработки в усовершенствованной очистке горячим способом окунания, возможны два профиля температуры. Охлаждение прекращается, как описано выше, до введения в горячую ванну для окунания и продолжается только после выхода из ванны до тех пор, пока не будет достигнута промежуточная температура приблизительно от 200 до 250°C. В зависимости от температуры горячей ванны для окунания, это приводит к температуре выдерживания в горячей ванне для окунания приблизительно от 400 до 470°C. И в этом случае охлаждение до комнатной температуры снова проводят при скорости охлаждения приблизительно от 2 до 30°C/сек (смотрите способ 2, фигура 6b).
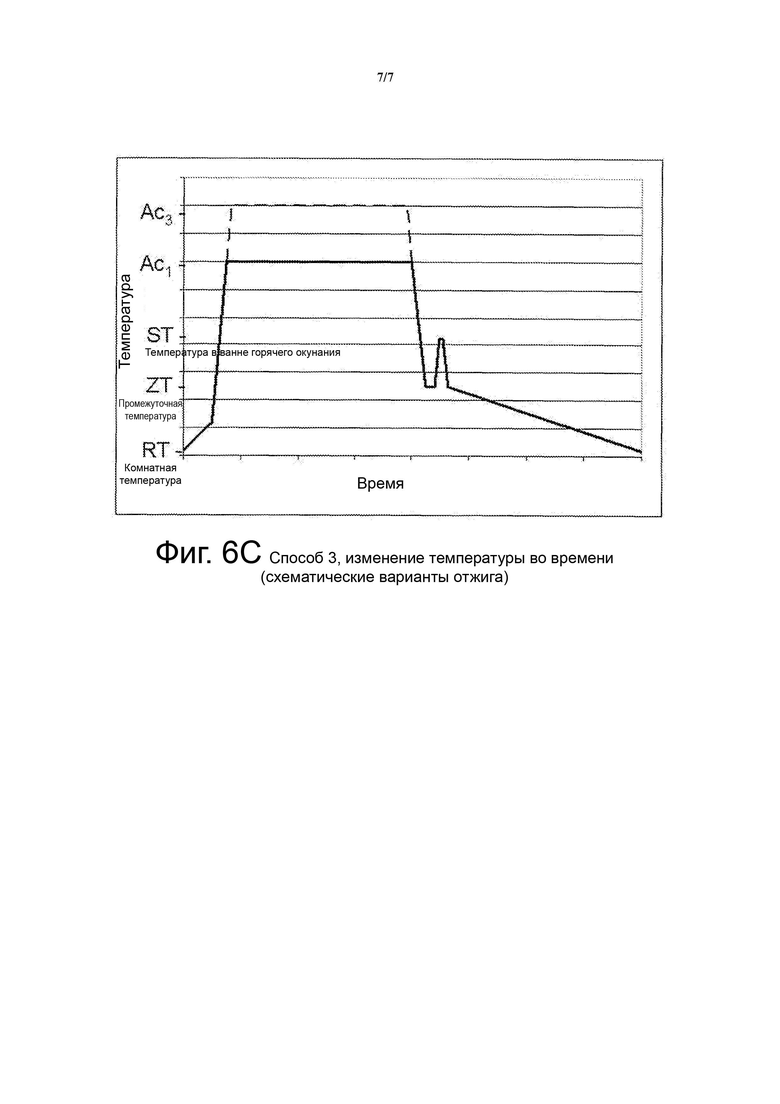
Второй вариант температурного профиля во время усовершенствованной обработки горячим способом окунания включает поддержание температуры приблизительно в течение 1 - 20 сек. при промежуточной температуре приблизительно от 200 до 350°C и затем повторный нагрев до температуры приблизительно от 400 до 470°C, необходимой для усовершенствованной обработки горячим способом окунания. Полоса снова охлаждается приблизительно от 200 до 250°C после очистки. Охлаждение до комнатной температуры снова проводится при скорости охлаждения приблизительно от 2 до 30°C/сек (смотрите способ 3, фигура 6c).
В известных двухфазных сталях, кроме углерода, также марганец, хром и кремний ответственны за превращение аустенита в мартенсит. Комбинация элементов углерода, кремния, марганца, азота, молибдена и хрома, а также ниобия, титана и бора, которые добавляются в заданных пределах, обеспечивают необходимые механические характеристики, такие как минимальный предел прочности на разрыв 750 МПа, и в то же время также значительное расширение технологического интервала в ходе непрерывного отжига.
Кроме того, для материала характерно, что в результате увеличения добавления марганца в весовых процентах, область феррита сдвигается в более отдаленный период времени и пониженные температуры во время охлаждения. Таким образом, доля феррита снижается в большей или меньшей степени за счет увеличенного количества бейнита, в зависимости от технологических параметров.
Путем регулирования малого содержания углерода ≤ 0,115% по массе, может быть снижен углеродный эквивалент, тем самым улучшается свариваемость и устраняется избыточное упрочнение во время сваривания. В случае контактной точечной сварки, также может быть значительно увеличен срок службы электрода.
Влияние элементов в сплаве согласно изобретению более подробно описано ниже. Сопутствующие элементы неизбежны и рассматриваются в аналитической концепции в связи с их влиянием, в случае необходимости.
Сопутствующими элементами являются элементы, которые уже присутствуют в железной руде, или в стали в результате процесса производства. Из-за преимущественно отрицательного влияния таких элементов, обычно они считаются нежелательными. Эти элементы стремятся удалить до приемлемого содержания или перевести их в более безвредные формы.
Водород (H) является единственным элементом, который может диффундировать сквозь решетку железа без генерирования напряжений в решётке. В результате водород обладает относительной подвижностью в решетке железа и может относительно легко поглощаться во время обработки стали. Водород может поглощаться в решётке железа только в атомной (ионной) форме.
Водород является сильным охрупчивающим элементом и диффундирует предпочтительно к энергетически благоприятным центрам (дефекты, границы зерен, и др.). Таким образом, дефекты играют роль ловушек водорода и могут значительно увеличить время пребывания водорода в материале.
Рекомбинация с образованием молекулярного водорода может привести к холодному растрескиванию. Это явление происходит вместе с водородным охрупчиванием или с индуцированным водородом коррозионным растрескиванием под напряжением. Часто водород является причиной так называемого замедленного разрушения, которое происходит без внешней нагрузки. Поэтому содержание водорода в стали должно быть как можно более низким.
Более однородная структура, которая достигается в стали согласно изобретению, в частности, благодаря расширенному технологическому интервалу, также снижает восприимчивость к водородному охрупчиванию.
Кислород (O): В расплавленном состоянии, сталь имеет относительно высокую поглощающую способность для газов. Однако при комнатной температуре, кислород растворяется лишь очень малом количестве. Аналогично водороду, кислород может диффундировать в материале только в атомарной форме. В связи с сильным охрупчивающим действием и отрицательным влиянием на сопротивление старению, предпринимаются усилия для снижения содержания кислорода в ходе производства стали насколько это возможно.
Для снижения содержания кислорода существуют такие подходы к технологии производства, как вакуумная обработка и аналитические подходы. Путем добавления некоторых легирующих элементов, кислород можно переводить в более безопасное состояние. Таким образом, кислород обычно связывается с марганцем, кремнием и/или алюминием в процессе раскисления стали. Однако образующиеся оксиды как дефекты в материале могут вызвать ухудшение характеристик.
Следовательно, по указанным причинам содержание кислорода в стали должно быть как можно более низким.
Фосфор (P) представляет собой микроэлемент в железной руде, причем он растворяется в решётке железа как атом замещения. Фосфор повышает твёрдость за счет упрочнения твёрдым раствором и улучшает закаливаемость. Однако обычно стремятся снизить содержание фосфора насколько это возможно, в частности, потому, что в результате малой скорости диффузии фосфора он оказывает сильное влияние на сегрегацию и сильно снижает прочность на разрыв. Осаждение фосфора на границах зерен может вызвать растрескивание на границах зерен. Кроме того, фосфор повышает температуру перехода из вязкого в хрупкое состояние на величину до 300°C. Во время горячей прокатки, ближайшие к поверхности оксиды фосфора могут привести к выделению на границах зерен.
Однако, благодаря низкой стоимости и значительному увеличению прочности, в некоторых сталях фосфор используется в малом количестве (< 0,1%) в качестве микролегирующего элемента, например, в высокопрочных IF-сталях (свободных от внедрения), сталях, упрочненных отжигом или также в некоторых концепциях легирования для двухфазных сталей. Сталь согласно изобретению отличается от известных аналитических концепций, в которых фосфор используется в качестве элемента, образующего твёрдый раствор, в частности, потому что фосфор не добавляется, а его содержание регулируется на возможно низком уровне.
По причинам, указанным выше, содержание фосфора в стали согласно изобретению ограничено количеством, которое неизбежно при производстве стали.
Сера (S), подобно фосфору, связана в железной руде в виде микроэлемента. Присутствие серы нежелательно в стали (за исключением автоматизированных сталей), поскольку она имеет склонность к сильной сегрегации и вызывает сильное охрупчивание. Поэтому стремятся получить как можно низкое содержание серы в расплаве, например, путем вакуумной обработки. Кроме того, путем добавления марганца, присутствующая сера превращается в относительно безвредное соединение - сульфид марганца (MnS). Сульфиды марганца часто раскатываются в виде ленты в ходе прокатки, и они действуют как центры образования зародышей для трансформации. Особенно в случае диффузионно контролируемого превращения, это приводит к микроструктуре, которая имеет лентовидную конфигурацию и может вызвать ухудшение механических свойств в случае сильно выраженной полосчатости (например, выраженные полосы мартенсита вместо распределенных островков мартенсита, анизотропные характеристики материала, уменьшенное удлинение при разрыве).
По причинам, указанным выше, содержание серы в стали согласно изобретению ограничивается до ≤ 0,0050% по массе, целесообразно до ≤ 0,0025% по массе, или оптимально до ≤ 0,0020% по массе, или до количества, которое неизбежно при производстве стали.
Легирующие элементы обычно добавляются в сталь для того, чтобы оказать влияние на специфические свойства заданным образом. Легирующий элемент может влиять на различные свойства в различных сталях. Обычно этот эффект зависит от количества и состояния раствора в материале.
Следовательно, взаимодействия могут быть совершенно разнообразными и сложными. Влияние легирующих элементов будет рассматриваться ниже более подробно.
Углерод (C) является наиболее важным легирующим элементом в стали. Для превращения железа в сталь требуется заданное введение углерода до 2,06% по массе. Часто содержание углерода резко снижается во время производства стали. В случае двухфазных сталей для непрерывного горячего нанесения покрытия окунанием, содержание углерода составляет максимум 0,180% по массе, согласно документам EN 10346 или VDA 239-100, причем минимальное содержание не регламентируется.
Благодаря относительно небольшому атомному радиусу углерод растворяется как фаза внедрения в решётке железа. Максимальная растворимость в фазе α-железа составляет 0,02% и в γ-железе - максимум 2,06%. В растворенной форме углерод значительно повышает закаливаемость стали и, таким образом, является обязательным для образования достаточного количества мартенсита. Однако избыточное содержание углерода увеличивает различие твёрдости между ферритом и мартенситом и ограничивает свариваемость.
Для выполнения требований, например, относительно высокой раздачи отверстия и углов изгиба, сталь согласно изобретению содержит меньше, чем 0,115% углерода по массе.
В результате различной растворимости углерода в указанных фазах, в ходе фазового превращения необходимы резко выраженные процессы диффузии, которые могут привести к весьма различным кинетическим условиям. Кроме того, углерод повышает термодинамическую стабильность аустенита, что продемонстрировано на фазовой диаграмме как расширение области аустенита до более низкой температуры. Поскольку содержание принудительно растворенного углерода в мартенсите увеличивается, возрастают искажения решетки и, вместе с этим, прочность фазы, образующейся без диффузии.
Углерод также образует карбиды. Фаза цементита (Fe3C) содержится почти в каждой стали. Однако также могут образоваться более твердые специальные карбиды других металлов, например, таких как хром, титан, ниобий, ванадий. Не только тип, но также распределение и размер частиц осадка имеют решающее значение для окончательного увеличения прочности. С целью обеспечения достаточной прочности, с одной стороны, и хорошей свариваемости, улучшенной раздачи отверстия, улучшенного угла изгиба, и достаточного сопротивления растрескиванию, вызванному водородом (то есть, без замедленного разрушения), с другой стороны, минимальное содержание углерода устанавливается равным 0,075% по массе и максимальное содержание углерода - равное 0,115% по массе; целесообразным является и содержание, регулируемое в зависимости от поперечного сечения, например:
Толщина материала меньше, чем 1,00 мм (C ≤ 0,100% по массе)
Толщина материала между 1,00 и 2,00 мм (C ≤ 0,105% по массе.)
Толщина материала выше 2,00 мм (C ≤ 0,115% по массе).
Кремний (Si) связывает кислород во время разливки и, таким образом, используется для раскисления стали. Для последующих характеристик стали важно, что коэффициент сегрегации значительно меньше, чем, например, в случае марганца (0,16 по сравнению с 0,87). Обычно сегрегация приводит к полосчатому расположению компонентов микроструктуры, что ухудшает способность к формованию, например раздачи отверстия и способности к изгибанию.
Характерно, что добавление кремния приводит к сильному упрочнению твёрдого раствора. Добавление 0,1% кремния приводит к увеличению предела прочности на разрыв приблизительно на 10 МПа, причем добавка до 2,2% кремния лишь незначительно ухудшает растяжение. Это было испытано при различных значениях толщины листов и температуры отжига. Увеличение содержания кремния от 0,2% до 0,5% приводит к увеличению прочности приблизительно на 10 МПа на пределе текучести и приблизительно на 25 МПа на пределе прочности на разрыв. При этом удлинение при разрыве снижается приблизительно только на 1%. Последнее, в частности, является следствием того факта, что кремний снижает растворимость углерода в феррите, что вызывает смягчение феррита, и это, в свою очередь улучшает формуемость. Кроме того, кремний предотвращает образование карбидов, которые снижают пластичность, будучи хрупкими фазами. Слабое влияние кремния на увеличение прочности в пределах состава стали согласно изобретению дает основание для широкого технологического интервала.
Другим важным эффектом является то, что кремний обеспечивает образование феррита за меньшее время при пониженной температуре, таким образом, давая возможность образоваться достаточному количеству феррита до закалки. Во время горячей прокатки, это обеспечивает основу для улучшенной холодной прокатываемости. В процессе горячего нанесения покрытия окунанием аустенит обогащается углеродом, за счет ускоренного образования феррита, и таким образом, стабилизируется. Поскольку кремний затрудняет образование карбида, аустенит дополнительно стабилизируется. Таким образом, при ускоренном охлаждении, можно подавить образование бейнита в пользу мартенсита.
Добавление кремния в диапазоне согласно изобретению приводит к дополнительным неожиданным эффектам, описанным ниже. Например, вышеописанное торможение образование карбида также может быть вызвано алюминием. Однако алюминий образует стабильные нитриды, поэтому будет недостаточное количество доступного азота для образования карбонитридов с микролегирующими элементами. В результате легирования кремнием, эта проблема отсутствует, так как кремний не образует карбиды или нитриды. Таким образом, кремний оказывает косвенное положительное влияние на образование осадка микросплавов, которые, в свою очередь, оказывают положительное влияние на прочность материала. Поскольку повышение температуры под действием кремния имеет тенденцию к укрупнению зерен, микролегирование ниобием, титаном и бором является особенно подходящим, так как задает регулирование содержания азота в стали согласно изобретению.
Как известно, в сталях, сильно легированных кремнием, можно ожидать образование прочно прилипающей красной окалины, и появляется повышенный риск от закатанной окалины во время горячей прокатки, которая может влиять на последующий результат травления и производительность травления. Указанный эффект не может наблюдаться в стали согласно изобретению, содержащей от 0,200% до 0,300% кремния, где травление эффективно осуществляется хлористоводородной кислотой вместо серной кислоты.
Что касается возможности цинкования содержащей кремний стали, в документе DE 196 10 675 C1, в частности, описано, что стали, содержащие до 0,800% кремния или до 2,000% кремния нельзя подвергать горячему цинкованию из-за очень низкой смачиваемости поверхности стали жидким цинком.
Кроме перекристаллизации полностью закаленной полосы, атмосферные условия в устройстве непрерывного горячего цинкования во время обработки отжига вызывают восстановление оксида железа, который может образоваться на поверхности, например, в течение холодной прокатки или в результате хранения при комнатной температуре. Однако для компонентов сплава, имеющих сродство к кислороду, таких как кремний, марганец, хром, бор, общая атмосфера является окислительной, что может привести к сегрегации и селективному окислению указанных элементов. Это селективное окисление может происходить снаружи, то есть, на поверхности основания, а также внутри металлической матрицы.
Известно, что во время отжига, особенно кремний, может диффундировать к поверхности с образованием оксидов в виде тонкой плёнки, или индивидуально, или вместе с марганцем. Указанные оксиды могут предотвращать контакт между основанием и расплавом и препятствуют или значительно ухудшают взаимодействие смачивания. В результате могут появляться неоцинкованные центры, так называемые “оголённые участки” или даже большие поверхностные участки без покрытия. Более того, ухудшенное взаимодействие смачивания может привести к недостаточному образованию пассивирующего слоя, и таким образом, к уменьшению адгезии слоя цинка или цинкового сплава на основании. Указанные выше механизмы также можно применять для декапированной горячей полосы или холодной вторично прокатанной горячей полосы.
В отличие от уровня техники, неожиданно было показано, что только благодаря соответствующей эксплуатации печи во время рекристаллизационного отжига и в ходе прохода цинковую ванну может быть достигнута хорошая степень цинкования стали полос и хорошая адгезия цинка.
С этой целью поверхность полосы сначала должен быть очищена от остаточной окалины, смазки для прокатки или других загрязняющих частиц с помощью химической или термо-гидромеханической предварительной очистки. С целью предотвращения попадания оксидов кремния на поверхность, также необходимо принять меры для облегчения внутреннего окисления элементов сплава ниже поверхности материала. В зависимости от конфигурации устройства, для этой цели могут быть использованы различные приемы.
При конфигурации устройства, в которой технологическая стадия отжига осуществляется исключительно в печи с радиантными трубами (RTF) (смотрите способ 3 на фигуре 6c), на внутреннее окисление элементов сплава можно воздействовать заданным образом, путем регулирования парциального давления кислорода в атмосфере печи (защитная газовая среда, N2-H2). Таким образом, регулируемое парциальное давление кислорода должно удовлетворять следующему уравнению, когда температура печи находится между 700 и 950°C.
-12 > Log pO2 ≥ 5* Si-0,25 - 3* Mn-05 - 0,1* Cr-0,5 - 7* (-lnB)0,5
Здесь обозначения Si, Mn, Cr, B соответствуют легирующим компонентам в стали, в процентах по массе, и pO2 означает парциальное давление кислорода в миллибарах.
При конфигурации устройства, в которой пространство печи состоит из комбинации печи прямого огневого нагревания (DFF или неокисляющей печи NOF) и последующей печи с радиантными трубами (смотрите способ 2 на фигуре 6b) на селективное окисление также можно воздействовать с помощью газовой среды в пространстве печи.
С помощью реакции горения в печи NOF можно регулировать парциальное давление кислорода и на этой основе потенциал окисления железа и компонентов сплава. Потенциал окисления необходимо регулировать таким образом, чтобы происходило внутреннее окисление элементов сплава, ниже поверхности стали, и после прохода через пространство печи NOF на поверхности стали может тонкий слой оксида железа. Это достигается, например, путем снижения содержания CO ниже 4%.
В последующей печи с радиантными трубами слой оксида железа, который может образоваться, а также элементы сплава дополнительно восстанавливаются в защитной газовой среде N2-H2. Таким образом, регулируемое парциальное давление кислорода в указанном пространстве печи должно удовлетворять следующему уравнению, когда температура печи находится между 700 и 950°C.
-18 > Log pO2 ≥ 5* Si-0,3 - 2,2* Mn-0,45 - 0,1* Cr-0,4- 12,5* (-lnB)0,25
Здесь обозначения Si, Mn, Cr, B соответствуют соотношениям легирующих компонентов в стали, в процентах по массе, и pO2 означает парциальное давление кислорода в миллибарах.
В переходной области между печью и цинковым тиглем (передняя часть фурмы) необходимо регулировать температуру конденсации газовой атмосферы (защитная газовая среда, N2-H2), и вместе с этим парциальное давление кислорода таким образом, чтобы предотвратить окисление полосы до ее погружения в ванну с расплавом. Установлено, что температура конденсации от -30 до -40°C является целесообразной.
Указанные выше меры в пространстве печи установки непрерывного горячего цинкования предотвращают образование поверхностных оксидов, причем достигается однородная хорошая смачиваемость поверхности полосы жидким расплавом.
Когда вместо горячего цинкования, выбирается технологический маршрут непрерывного отжига, с последующим электролитическим цинкованием (смотрите способ 1 на фигуре 6a), не требуются специальные приемы для того, чтобы обеспечить оцинковывание. Известно, что цинкование сильно легированных сталей может быть осуществлено значительно легче путем электролитического цинкования, чем с помощью непрерывного горячего цинкования. При электролитическом цинковании, чистый цинк осаждается непосредственно на поверхности полосы. Для того, чтобы не нарушать поток электронов между стальной полосой и ионами цинка и на этой основе оцинковывание, следует обеспечить отсутствие на поверхности полосы оксидного слоя, покрывающего поверхность. Обычно это условие выполняется с помощью стандартной восстановительной среды в течение отжига и предварительной очистки до электролиза.
С целью обеспечения технологического интервала во время отжига (которое является, по возможности, широким) и достаточной производительности цинкования минимальное содержание Si устанавливается равным 0,200% и максимальное содержание кремния - до 0,300%.
Марганец (Mn) добавляется почти в каждую сталь для удаления серы с целью превращения вредоносной серы в сульфиды марганца. Кроме того, в результате упрочнения твёрдого раствора, марганец повышает прочность феррита и смещает α-/γ-превращение в область пониженных температур.
Главной причиной добавления марганца в двухфазные стали является значительное улучшение глубины закалки. В результате диффузионного ухудшения, преобразование перлита и бейнита смещается на более поздний период, и снижается температура появления мартенсита.
Однако одновременно добавление марганца увеличивает отношение твёрдости между мартенситом и ферритом. Кроме того, увеличивается полосчатость микроструктуры. Высокое различие твёрдости между фазами и образование мартенситных полос приводит к уменьшению способности раздачи отверстия, что оказывает вредное воздействие на сопротивление распространению краевой трещины.
Подобно кремнию, марганец имеет склонность к образованию оксидов на поверхности стали во время обработки отжигом. В зависимости от параметров отжига и содержания других элементов сплава (особенно кремния и алюминия), могут образоваться оксиды марганца (например, MnO) и/или смешанные оксиды Mn (например, Mn2SiO4). Однако, добавка марганца менее существенна при низком отношении Si/Mn или Al/Mn, поскольку образуются сфероидальные оксиды вместо оксидных пленок. Тем не менее, высокое содержание марганца может отрицательно влиять на внешний вид цинкового слоя и адгезию цинка.
По указанным причинам содержание марганца устанавливается равным от 1,700 до 2,300% по массе.
Для достижения заданной минимальной прочности, целесообразно варьировать содержание марганца в зависимости от толщины.
Для толщины полосы меньше, чем 1,00 мм, содержание марганца предпочтительно находится в диапазоне между ≥ 1,700 и ≤ 2,000% по массе, в случае толщины полосы от 1,00 до 2,00 мм, между ≥ 1,850 и ≤ 2,150% по массе, и в случае толщины полосы выше 2,00 мм, между ≥ 2,000% по массе и ≤ 2,300% по массе.
Дополнительный специальный признак изобретения заключается в том, что изменение содержания марганца можно компенсировать путем одновременного изменения содержания кремния. Увеличение прочности (здесь, предела текучести, YS) в результате добавок марганца и кремния обычно хорошо описывается уравнением Пикеринга:
YS (МПа) = 53,9 + 32,34 [масс.% Mn] + 83,16 [масс.% Si] + 354,2 [масс.% Ni] + 17,402 d(-1/2)
Однако это уравнение преимущественно основано на влиянии упрочнения твёрдого раствора, которое согласно приведенному уравнению слабее для марганца, чем для кремния. Однако в то же время, как указано выше, марганец значительно увеличивает закаливаемость, которая в многофазных сталях приводит к значительному увеличению доли второй фазы, увеличивающей прочность. Поэтому, в первом приближении добавление 0,1% кремния устанавливается равным добавлению 0,1 % марганца в единицах увеличения прочности. Для стали, имеющей состав согласно изобретению, при отжиге с параметрами «время-температура» согласно изобретению, было эмпирически найдено следующее уравнение для предела текучести (YS) и предела прочности на разрыв (TS):
YS (МПа) = 160,7 + 147,9 [масс.% Si] + 161,1 [масс.% Mn]
TS (МПа) = 324,8 + 189,4 [масс.% Si] + 174,1 [масс.% Mn]
По сравнению с уравнением Пикеринга, коэффициенты при марганце и кремнии приблизительно равны для предела текучести, а также для предела прочности на разрыв, таким образом, задана возможность замещения марганца на кремний.
Хром (Cr) уже в малом количестве, в растворенной форме, с одной стороны, может значительно увеличить закаливаемость стали. С другой стороны, хром вызывает дисперсионное твердение при соответствующем температурном профиле в виде карбидов хрома. Увеличение числа центров образования зародышей при одновременном уменьшении содержания углерода приводит к снижению закаливаемости.
В двухфазных сталях добавление хрома, главным образом, улучшает глубину закалки. В растворенном состоянии хром смещает преобразование перлита и бейнита на более поздний период и одновременно снижает температуру начала образования мартенсита.
Другим важным эффектом является то, что хром значительно повышает стойкость к отпуску, так что практически не теряется прочность стали в ванне горячего окунания.
Хром также является элементом, образующим карбиды. В случае наличия смешанных хром-железных карбидов, температуру аустенизации до упрочнения необходимо выбирать достаточно высокой, для того чтобы растворить карбиды хрома. Иначе увеличенное число зародышей может снизить глубину закалки.
Хром также имеет тенденцию к образованию оксидов на поверхности стали во время обработки отжигом, что может ухудшить качество выплавки. С помощью указанных выше приемов для регулирования пространства печи, в случае непрерывного покрытия путем погружения в расплав, уменьшается образование оксидов Cr или смешанных оксидов Cr на поверхности стали после отжига.
Поэтому содержание хрома устанавливается равным от 0,280 до 0,480% по массе.
Молибден (Mo): поскольку добавление молибдена не является необходимым для концепции легирования настоящего изобретения, содержание молибдена ограничивается количеством, которое неизбежно в производстве стали.
Медь (Cu): добавление меди может повысить предел прочности на разрыв и глубину закалки. В сочетании с никелем, хромом и фосфором, медь может образовать защитный оксидный слой на поверхности, который значительно снижает скорость коррозии.
В комбинации с кислородом, медь может образовать вредные оксиды на границах зерен, которые могут оказывать отрицательное влияние на процессы горячего формования. Поэтому содержание меди устанавливается до ≤ 0,050% по массе и, таким образом, ограничивается количеством, которое неизбежно при производстве стали.
Никель (Ni): В комбинации с кислородом никель может образовать вредные оксиды на границах зерен, которые могут оказывать отрицательное влияние на процессы горячего формования. Поэтому содержание никеля устанавливается до ≤ 0,050% по массе и таким образом, ограничивается количеством, которое неизбежно при производстве стали.
Ванадий (V): поскольку добавление ванадия не является необходимым для концепции легирования настоящего изобретения, содержание ванадия ограничивается количеством, которое неизбежно для стали.
Алюминий (Al) обычно добавляется в сталь для связывания кислорода и азота, растворенных в железе. Таким образом, кислород и азот превращаются в оксид алюминия и нитриды алюминия. Эти выделившиеся фазы могут влиять на измельчение зёрен за счет увеличения числа центров образования зародышей, таким образом, увеличиваются значения ударной вязкости, а также прочности.
Нитрид алюминия не осаждается, когда титан присутствует в достаточном количестве. Нитрид титана имеет меньшую энтальпию образования и образуется при повышенной температуре.
Растворенные алюминий и кремний смещают образование феррита на более близкий период, таким образом, обеспечивая образование достаточного количества феррита в двухфазной стали. Кроме того, это подавляет образование карбидов и, таким образом, приводит к замедленному преобразованию аустенита. По этой причине, алюминий также используется в качестве легирующего элемента в остаточных аустенитных сталях (TRIP стали), который замещает часть кремния. Причина такого подхода заключается в том, что алюминий в некоторой степени менее существен для процесса цинкования, чем кремний.
Поэтому содержание алюминия ограничивается от 0,020 до максимум 0,060% по массе или оптимально до 0,050 % по массе, причем алюминий добавляется для раскисления стали.
Ниобий (Nb): Ниобий вызывает различные эффекты в стали. Во время горячей прокатки в чистовой группе клетей он замедляет перекристаллизацию путем образования ультра-высокодисперсных выделившихся фаз, которые увеличивают плотность центров образования зародышей, и после преобразования образуются более мелкие зерна. Кроме того, доля растворенного ниобия препятствует перекристаллизации. В конечном продукте выделившиеся фазы повышают прочность. Указанные выделившиеся фазы могут быть карбидами или карбонитридами. Часто эти выделившиеся фазы представляют собой смешанные карбиды, в которые также может входить титан. Этот эффект начинает проявляться при содержании 0,0050% и является наиболее выраженным при содержании ниобия выше 0,010% и до 0,050% по массе. Кроме того, выделившиеся фазы предотвращают рост зерен во время (частичной) аустенизации при горячем цинковании. При добавлении ниобия выше 0,050% по массе не ожидается какой-либо дополнительный эффект. Что касается эффекта, который может быть достигнут с помощью ниобия, то установлено, что содержание от 0,020% по массе до 0,040% по массе является целесообразным.
Титан (Ti): благодаря высокому сродству к азоту, титан преимущественно выделяется в виде фазы TiN при затвердевании. Кроме того, титан находится вместе с ниобием как смешанный карбид. В обжиговой печи TiN имеет большое значение для стабильности размера зерен. Выделившиеся фазы обладают высокой термической стабильностью, таким образом, в отличие от смешанных карбидов, при 1200°C они, главным образом, присутствуют в виде частиц, которые затрудняют рост зерен. Титан также оказывает тормозящий эффект на перекристаллизацию во время горячей прокатки, но менее эффективно, чем ниобий. Титан действует путем дисперсионного твердения. Однако более крупные частицы TiN менее эффективны, чем более мелкие распределённые смешанные карбиды. Наибольшая эффективность достигается в диапазоне от 0,005 до 0,050% по массе титана, и целесообразно в диапазоне от 0,020 до 0,050 % по массе титана.
Бор (B): Бор является очень эффективным легирующим элементом, повышающим закаливаемость даже в очень небольшом количестве (от 5 м.д.). Температура начала образования мартенсита остается без изменения. Чтобы обеспечить эффективность, бор должен находиться в твёрдом растворе. Из-за высокого сродства бора к азоту, сначала должен быть связан азот, предпочтительно с помощью стехиометрически необходимого количества титана. В результате низкой растворимости в железе, растворенный бор предпочтительно находится на границах зерен аустенита. Там бор частично образует карбиды Fe-B, которые являются когерентными и снижают энергию на границах зерен. Оба эффекта замедляют образование феррита и перлита, и таким образом, повышают закаливаемость стали. Однако избыточное количество бора является вредным, поскольку может образоваться борид железа, который оказывает вредное влияние на закаливаемость, формуемость и прочность на разрыв материала. Кроме того, бор обладает тенденцией к образованию оксидов или смешанных оксидов во время непрерывного горячего нанесения покрытия окунанием, что ухудшает качество горячего цинкования. Упомянутые выше приемы регулирования пространства печей при непрерывном горячем нанесении покрытия окунанием уменьшает образование оксидов на поверхности стали.
По причинам, указанным выше, содержание бора для концепции легирования согласно изобретению устанавливается в диапазоне от 5 до 60 м.д., предпочтительно ≤ 40 м.д. или оптимально ≤ 20 м.д.
Азот (N) может быть легирующим элементом, а также сопутствующим элементом при производстве стали. Избыточно высокое содержание азота вызывает увеличение прочности в сочетании с быстрой потерей ударной вязкости, а также с эффектами старения. С другой стороны, упрочнение высокодисперсными зернами нитридов титана и карбонитридов ниобия могут быть достигнуто путем заданного добавления азота в сочетании с микролегирующими элементами - титаном и ниобием. Кроме того, подавляется образование крупных зерен во время повторного нагрева до горячей прокатки.
Следовательно, согласно изобретению, содержание азота устанавливается в диапазоне от ≥ 0,0020 до ≤ 0,0120% по массе.
Установлено, что для поддержания требуемых свойств стали целесообразно, чтобы содержание азота регулировалось как функция суммы (Ti + Nb + B).
Когда суммарное содержание (Ti + Nb + B) составляет от ≥ 0,010 до ≤ 0,050 % по массе, содержание азота необходимо поддерживать от ≥ 20 до ≤ 90 м.д. Для суммарного содержания (Ti + Nb + B ) > 0,050% по массе, установлено, что содержание азота от ≥ 40 до ≤ 120 м.д. является целесообразным.
Для суммарного содержания ниобия и титана установлено, что их содержание ≤ 0,100% по массе является целесообразным, и благодаря тому факту, что ниобий и титан взаимозаменяемы до минимального содержания ниобия 10 м.д., и особенно благоприятно ≤ 0,090% по массе по причине стоимости.
В отношении взаимодействия микролегирующих элементов ниобия и титана с бором, было установлено, что суммарное содержание ≤ 0,106% по массе является целесообразным и особенно благоприятно ≤ 0,097% по массе. Более высокое содержание не дает никакого дополнительного эффекта улучшения в рамках изобретения.
Кальций (Ca): Добавление кальция в форме смешанных кальций-кремниевых соединений вызывает раскисление и обессеривание расплавленной фазы во время производства стали. Таким образом, продукты реакции переносятся в шлак, и сталь очищается. Повышенная чистота обеспечивает лучшие характеристики конечного продукта согласно изобретению.
По причинам, указанным выше, содержание Ca составляет от ≥ 0,005 до ≤ 0,0060% по массе и целесообразно устанавливается равным 0,0030% по массе.
Испытания, проведенные со сталью согласно изобретению, показали, что в случае неполного отжига между Ac1 и Ac3 или аустенизационного отжига выше Ac3, с последующим контролируемым охлаждением, может быть получена двухфазная сталь с минимальным пределом прочности на разрыв 750 МПа при толщине от 0,50 до 3,00 мм (например, для холодной полосы), которая характеризуется достаточной устойчивостью в отношении технологических флуктуаций.
Это приводит к значительному расширению технологического интервала для состава сплава согласно изобретению, по сравнению с известными концепциями легирования.
Температура отжига, которая может быть достигнута для двухфазной структуры, находится приблизительно между 700 и 950°C для стали согласно изобретению, так что реализуется частично аустенитная (двухфазная область) или полностью аустенитная структура (аустенитная область), в зависимости от диапазона температуры.
Испытания показали, что установленные доли микроструктур, после неполного отжига между AC1 и AC3 или аустенизационного отжига выше AC3 с последующим контролируемым охлаждением, также сохраняются после дополнительной технологической стадии “горячего нанесения покрытия окунанием” при температуре между 400 до 470°C, например цинком или цинк-магнием.
Непрерывно отожженный и, в зависимости от обстоятельств, материал, рафинированный горячим окунанием, могут быть получены как в виде горячей полосы, а также холодной вторично прокатанной горячей полосы или холодной полосы в состоянии, очищенном пропуском в дрессировочной клети (холодная вторично прокатанная) или неочищенном в дрессировочной клети и/или в выровненном растяжением или не выровненном растяжением состоянии, а также в термообработанном (перестаренном) состоянии. В последующем это состояние называется как исходное состояние.
Полосы стали, в рассматриваемом случае в виде горячих полос, холодной вторично прокатанной горячей полосы или холодной полосы, изготовленной из состава сплава согласно изобретению, кроме того, характеризуются высоким сопротивлением против образования трещин вблизи кромки во время дальнейшей обработки.
Очень небольшие различия характеристик стальных полос вдоль и поперек направления прокатки являются благоприятными для последующего использования материала. Таким образом, можно нарезать пластины из полосы, независимо от направления прокатки (например, в перпендикулярном, продольном и диагональном направлении, или под углом к направлению прокатки), причем можно минимизировать отходы.
С целью обеспечения холодной прокатываемости горячекатаной полосы, полученной из стали согласно изобретению, горячекатаную полосу получают согласно изобретению с температурой завершения прокатки в аустенитной области, выше Ac3 и при температуре сматывания полосы в рулоны выше температуры начала образования бейнита (вариант A).
В случае горячей полосы или холодной вторично прокатанной горячей полосы, например, со степенью холодной прокатки приблизительно 10%, горячекатаная полоса получается согласно изобретению при конечной температуре прокатки в аустенитной области, выше Ac3 и температуре сматывания полосы в рулоны ниже температуры начала образования бейнита (вариант B).
Краткое описание чертежей
Дополнительные признаки, преимущества и подробности изобретения станут очевидными из следующего описания типичных вариантов осуществления, показанных на чертежах.
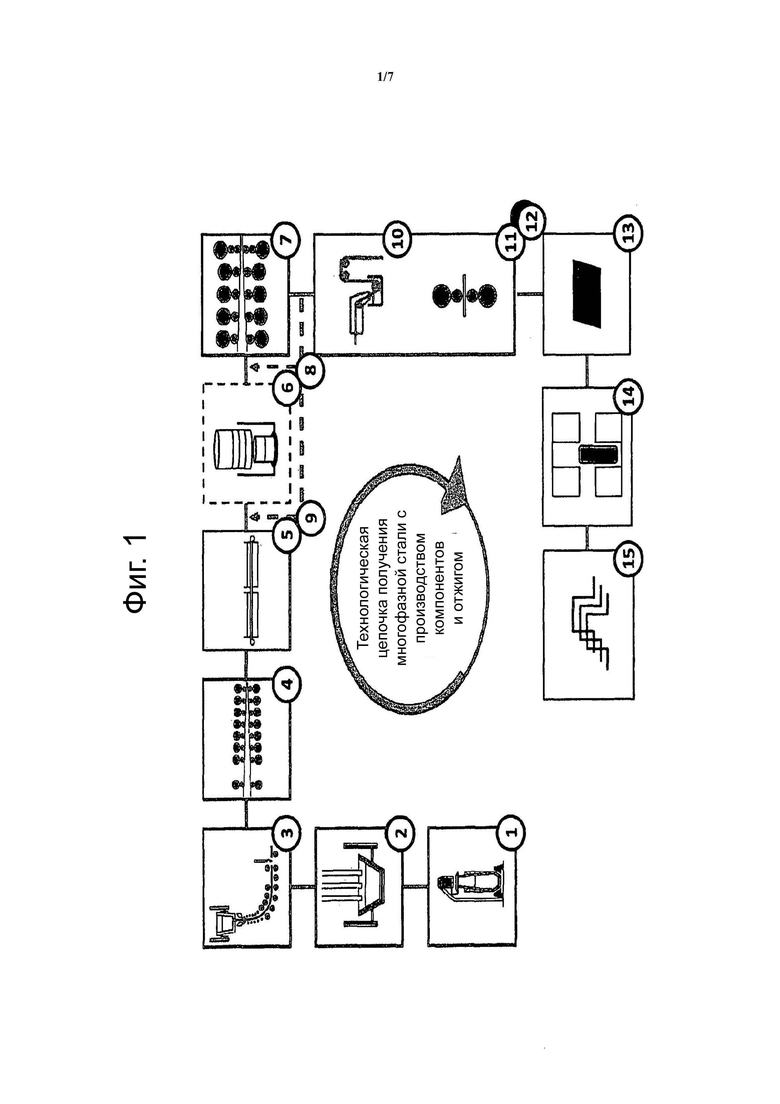
На фигуре 1: технологическая цепочка (схематически) для производства полос из стали согласно изобретению.
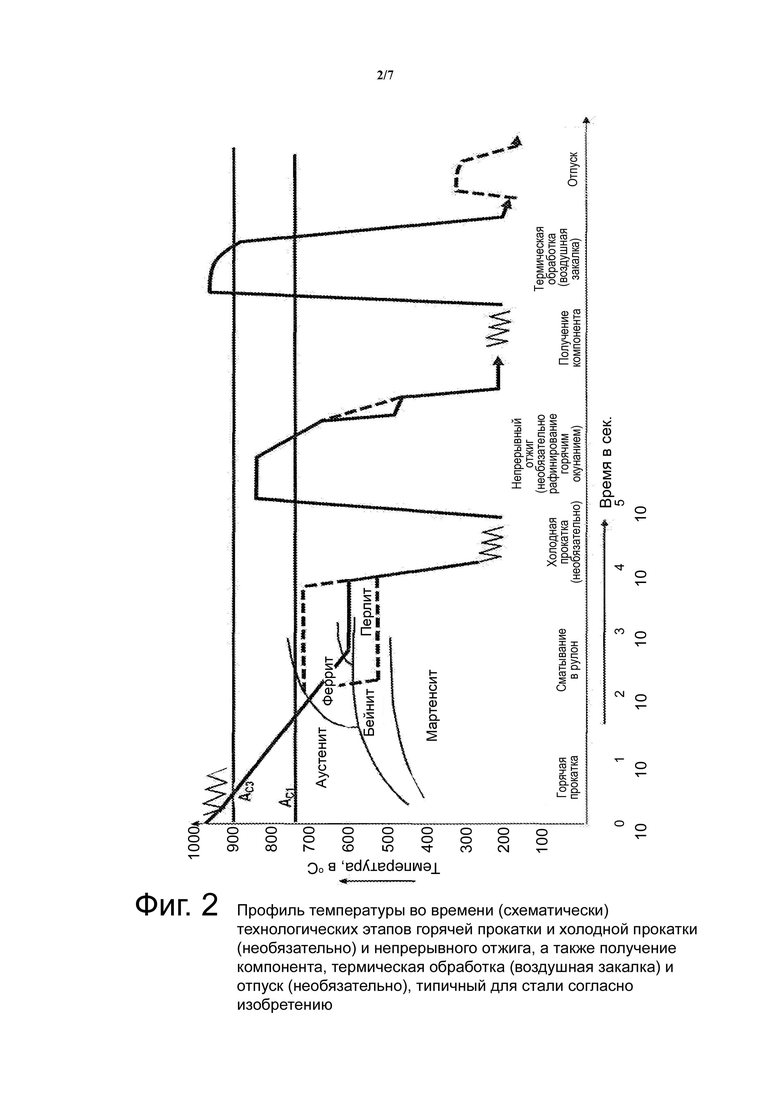
На фигуре 2: Профиль температуры во времени (схематически) технологических этапов горячей прокатки и холодной прокатки (необязательно) и непрерывного отжига, получение компонента, термическая обработка (воздушная закалка) и отпуск (необязательно), типичный для стали согласно изобретению.
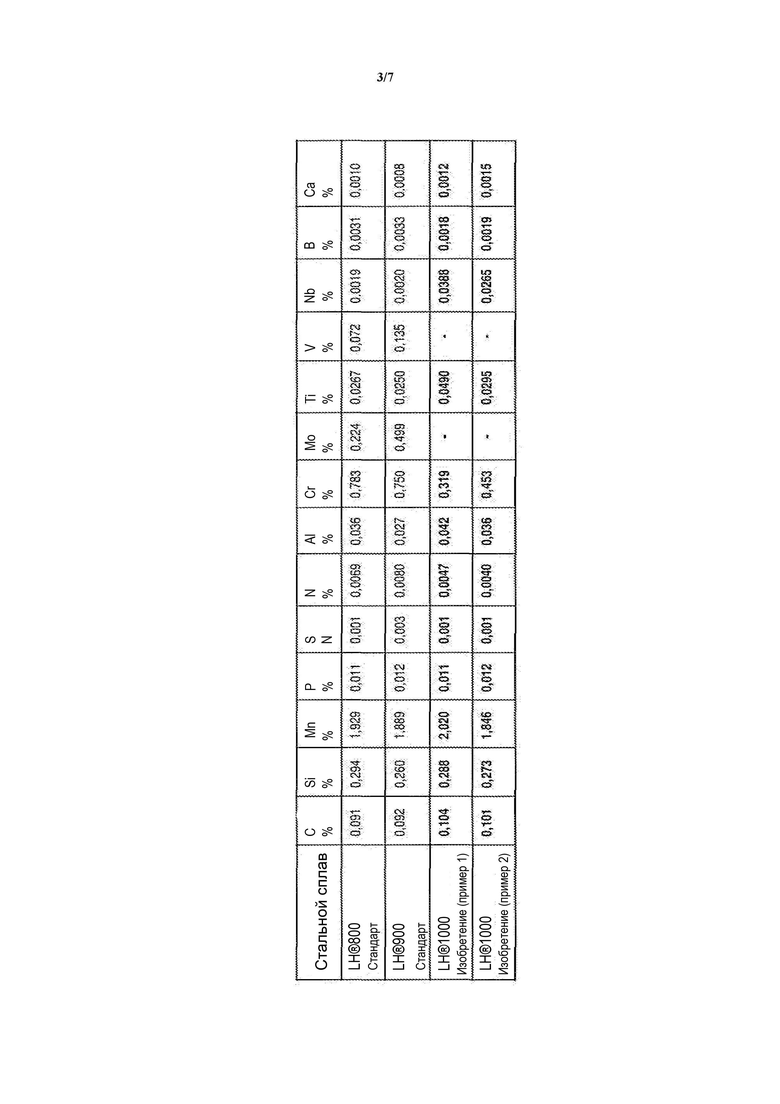
На фигуре 3: химический состав исследованных сталей.
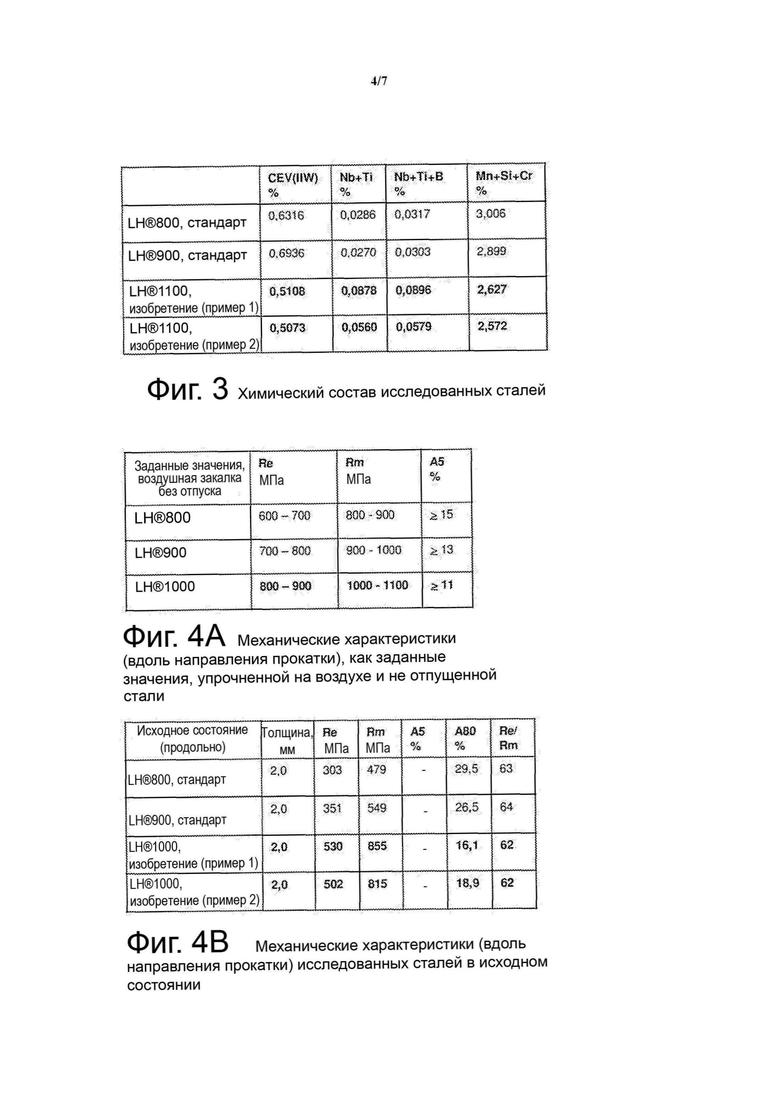
На фигуре 4a: Механические характеристики (вдоль направления прокатки), как заданные значения, упрочненной на воздухе и не отпущенной стали.
На фигуре 4b: Механические характеристики (вдоль направления прокатки) ступенчатых сталей в исходном состоянии.
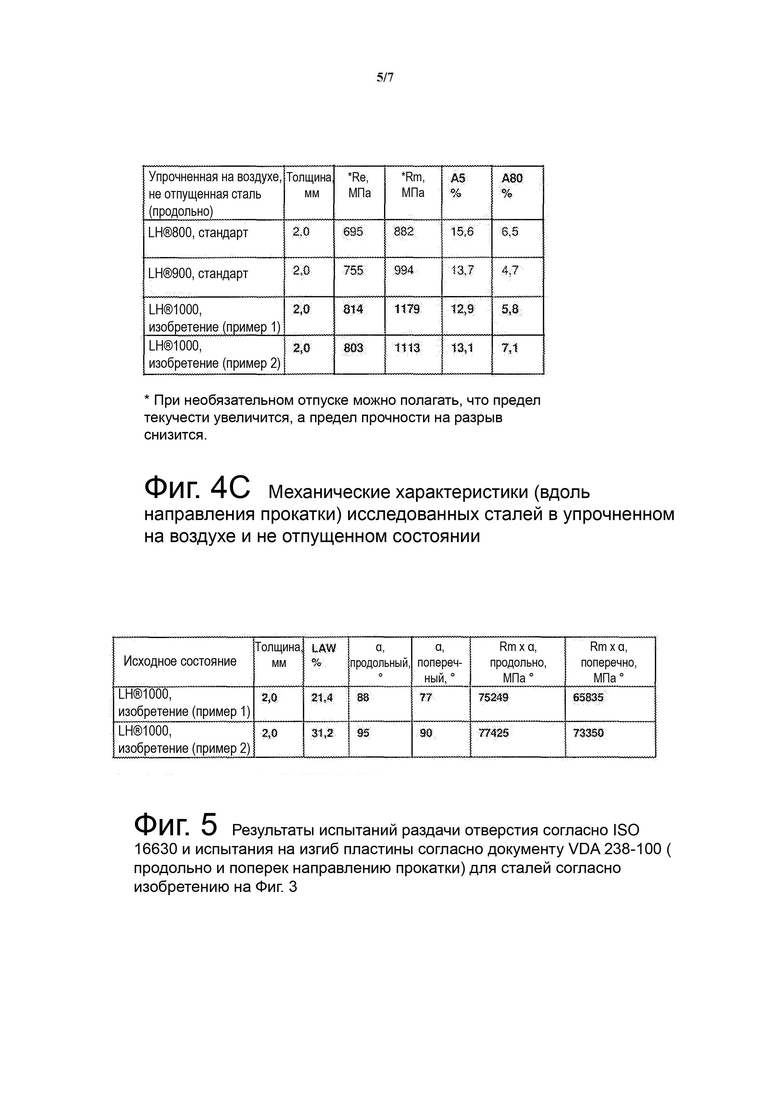
На фигуре 4c: Механические характеристики (вдоль направления прокатки) управляемых сталей в упрочненном на воздухе и не отпущенном состоянии.
На фигуре 5: результаты испытаний раздачи отверстия согласно документу ISO 16630 и испытания на изгиб пластины согласно документу VDA 238-100 для сталей согласно изобретению.
На фигуре 6a: Способ 1, изменение температуры во времени (схематические варианты отжига).
На фигуре 6b: Способ 2, изменение температуры во времени (схематические варианты отжига).
На фигуре 6c: Способ 3, изменение температуры во времени (схематические варианты отжига).
На фигуре 1 приведена схематическая иллюстрация технологической цепочки для получения полосы из стали согласно изобретению. Проиллюстрированы различные технологические маршруты, относящиеся к изобретению. Пока идет горячая прокатка (при окончательной температуре прокатки), технологический маршрут является одинаковым для всех сталей согласно изобретению, после чего, в зависимости от желательных результатов, имеют место различные технологические маршруты. Например, декапированная горячая полоса может быть оцинкованной или холоднокатаной и оцинкованной при различной степени прокатки. Кроме того, возможны холоднокатаная и оцинкованная, горячо отожженная горячекатаная полоса или мягко отожженная холодная полоса.
Необязательно также возможна обработка материала без рафинирования горячим способом окунания, то есть, только путем непрерывного отжига с последующим электролитическим цинкованием. Теперь сложный компонент может быть получен из необязательно покрытого материала. В последующем происходит процесс упрочнения, в котором охлаждение осуществляется на воздухе согласно изобретению. Необязательно, термообработка компонента может завершаться стадией отпуска.
На фигуре 2 схематически показан профиль изменения температуры во времени для технологических этапов горячей прокатки и непрерывного отжига полос, изготовленных из состава сплава согласно изобретению. Показаны зависящие от времени и температуры превращения в течение процесса горячей прокатки, а также для термической обработки после холодной прокатки, производство компонента, закалка и отпуск, и необязательный отпуск.
На фигуре 3, в верхней части таблицы показан химический состав исследованных сталей. Сплавы LH®1100 согласно изобретению сопоставлены со стандартными сортами LH®800/LH®900.
По сравнению со стандартными сортами, сплавы согласно изобретению, в частности, имеют значительно увеличенное содержание Si и пониженное содержание Cr, причем без добавления ванадия V, а также Мо.
На фигуре 3, в нижней части таблицы показано суммарное содержание различных легирующих компонентов, в процентах по массе, и соответственно найденное значение углеродного эквивалента CEV (IIW).
На фигуре 4 показаны механические характеристики вдоль направления прокатки исследованных сталей, с заданными значениями, которые будут достигнуты для упрочненного состояния на воздухе (на фигуре 4a), значения, определенные в исходном состоянии, не упрочненном на воздухе (на фигуре 4b) и в состоянии, упрочненном на воздухе (на фигуре 4c). Значения, которые будут достигнуты, реализуются с помощью полосы безопасности.
На фигуре 5 показаны результаты испытания раздачи отверстия согласно документу ISO 16630 (абсолютные значения). Показаны результаты испытания раздачи отверстия для варианта A (температура сматывания полосы в рулон выше температуры начала образования бейнита) для процесса 2 (на фигуре 6b, 1,2 мм) и процесса 3 (на фигуре 6c, 2,0 мм).
Исследованные материалы имеют толщину листа 2,0 мм, соответственно. Эти результаты применяются для испытания согласно документу ISO 16630.
Способ 2 соответствует, например, отжигу при горячем цинковании с комбинированной пламенной печью прямого действия и печью с радиантными трубами, как показано на фигуре 6b.
Способ 3 соответствует, например, технологическому контролю устройства непрерывного отжига, как показано на фигуре 6c. Кроме того, с помощью индукционной печи, может быть осуществлен повторный нагрев стали, в этом случае, непосредственно до цинковой ванны.
Различные профили температуры, согласно изобретению, внутри указанного диапазона, приводят к различным характеристикам или также к различным результатам раздачи отверстия, а также углам изгиба. Таким образом, главным отличием являются параметры изменения температуры во времени при термической обработке и последующем охлаждении.
На фигуре 6 схематически показаны три варианта изменения температуры во времени согласно изобретению, в ходе обработки отжигом и охлаждения, и в каждом случае различных условиях аустенизации.
Способ 1 (на фигуре 6a) демонстрирует отжиг и охлаждение полученной холоднокатаной, или горячекатаной, или холодной вторично прокатанной стальной полосы в технологической линии непрерывного отжига. Сначала полоса нагревается до температуры в диапазоне приблизительно от 700 до 950°C (Ac1 - Ac3). Затем отожженная стальная полоса охлаждается от температуры отжига до промежуточной температуры (IT) приблизительно от 200 до 250°C, со скоростью охлаждения приблизительно между 15 и 100°C/сек. Вторая промежуточная температура (приблизительно от 300 до 500°C) не показана в этой схематической иллюстрации.
В последующем, стальная полоса охлаждается на воздухе со скоростью охлаждения приблизительно между 2 и 30°C/сек до достижения комнатной температуры (RT), или охлаждение до комнатной температуры поддерживается со скоростью охлаждения приблизительно между 15 и 100°C/сек.
Способ 2 (на фигуре 6b) демонстрирует процесс согласно способу 1, однако, с целью горячей обработки окунанием, охлаждение стальной полосы периодически прерывается в ходе прохождения через горячий сосуд окунания, чтобы затем охлаждаться до промежуточной температуры приблизительно от 200 до 250°C, со скоростью охлаждения приблизительно между 15 и 100°C/с. В последующем, стальная полоса охлаждается на воздухе со скоростью охлаждения приблизительно между 2 и 30°C/сек, до достижения комнатной температуры.
Способ 3 (на фигуре 6c) также демонстрирует процесс согласно способу 1, в случае рафинирования горячим способом окунания, однако охлаждение стальной полосы прерывается на краткие промежутки (приблизительно 1 - 20 с) при промежуточной температуре в диапазоне приблизительно от 200 до 400°C и повторно нагревается до температуры (ST), необходимой для горячего окунания (приблизительно от 400 до 470°C). В последующем, стальная полоса снова охлаждается до промежуточной температуры приблизительно от 200 до 250°C. Окончательное охлаждение стальной полосы происходит на воздухе, со скоростью охлаждения приблизительно между 2 и 30°C/с, до достижения комнатной температуры.
Следующие примеры используются для промышленного производства с цинкованием путем горячего окунания согласно способу 2, как на фигуре 6b, и согласно способу 3, как на фигуре 6c, с лабораторным процессом покрытия бором.
Пример 1 (холодная полоса) (состав сплава, в % по массе)
Вариант A/2 мм / способ 2 согласно фигуре 6b
Сталь согласно изобретению состава 0,104% C; 0,288% Si; 2,020% Mn; 0,011% P; 0,001% S; 0,0047% N; 0,042 Al; 0,319% Cr; 0,0490% Ti; 0,0388% Nb; 0,0018% B; 0,0012% Ca рафинируется путем горячего окунания, согласно способу 2 на фигуре 6b, материал заранее подвергается горячей прокатке при окончательной заданной температуре прокатки 910°C и сматывается при окончательной заданной температуре прокатки 650°C, с толщиной 4,09 мм и после травления, без дополнительной термической обработки (такой, как отжиг в камерной печи) подвергается холодной прокатке.
В моделирующем устройстве отжига, рафинированную путем горячего окунания, упрочненную на воздухе стальную полосу обрабатывают при следующих параметрах:
Температура отжига 870°C
Время пребывания 120 с
Время транспортирования, максимум 5 с (без подвода энергии)
Последующее охлаждение на воздухе
После отпуска, сталь согласно изобретению имеет микроструктуру, состоящую из мартенсита, бейнита и остаточного аустенита.
Эта сталь демонстрирует следующие характеристики, после воздушной закалки (в скобках исходные значения, необработанные условия), вдоль направления прокатки, и может соответствовать, например, стали LH®1000:
- Предел текучести (Rp0,2) 814 МПа (530 МПа)
- Предел прочности на разрыв (Rm) 1179 МПа (855≤ МПа)
- Удлинение при разрыве (A80) 5,8% (16,1%)
- A5 удлинение 12,9% (-)
- Индекс упрочнения при отжиге (BH2) 58 МПа
- Относительная раздача отверстия согласно ISO 16630 - (21%)
- Угол изгиба согласно VDA 238-100 (продольный/поперечный) - (88°/77°)
Отношение напряжения при пределе текучести к пределу прочности Re/Rm в продольном направлении составляет 62% в исходном состоянии.
Пример 2 (холодная полоса) (состав сплава в % по массе)
Вариант В/2,0 мм / способ 3 согласно фигуре 6с
Сталь согласно изобретению состава 0,101% C; 0,273% Si; 1,846% Mn; 0,012% P; 0,001% S; 0,0040% N; 0,036 Al; 0,453% Cr; 0,0295% Ti; 0,0265% Nb; 0,0019% B; 0,0015% Ca рафинируется путем горячего окунания, согласно способу 3 на фигуре 6с, материал заранее подвергается горячей прокатке при окончательной заданной температуре прокатки 910°C и сматывается при окончательной заданной температуре прокатки 650°C, с толщиной 4,09 мм и после травления, без дополнительной термической обработки (такой, как отжиг в камерной печи) подвергается холодной прокатке.
В моделирующем устройстве отжига, рафинированную путем горячего окунания сталь обрабатывают при следующих параметрах, аналогично процессу термообработки (закалки на воздухе):
Температура отжига 870°C
Время пребывания 120 с
Время транспортирования, максимум 5 с (без подвода энергии)
Последующее охлаждение на воздухе.
После термической обработки, сталь согласно изобретению имеет микроструктуру, состоящую из мартенсита, бейнита и остаточного аустенита.
Эта сталь демонстрирует следующие характеристики, после воздушной закалки (в скобках исходные значения, необработанные условия), вдоль направления прокатки, и может соответствовать, например, стали LH®1000:
- Предел текучести (Rp0,2) - 803 МПа (502 МПа)
- Предел прочности на разрыв (Rm) - 1113 МПа (815 МПа)
- Удлинение при разрыве (A80) - 13,1% (18,9%)
- A5 удлинение - 7,1% (-)
- Индекс упрочнения при отжиге (BH2) - 53 МПа
- Относительная раздача отверстия согласно ISO 16630 - (31%)
- Угол изгиба согласно VDA 238-100 (продольный/поперечный) - (95°/90°)
Отношение напряжения при пределе текучести к пределу прочности Re/Rm в продольном направлении составляет 62% в исходном состоянии.
Изобретение относится к способам получения холоднокатаной или горячекатаной стальной полосы из высокопрочной, закаливающейся на воздухе, многофазной стали, причем суммарное содержание (Mn+Si+Cr) в стали регулируется в соответствии с полученной толщиной полосы: вплоть до 1,00 мм сумма (Mn+Si+Cr) ≥ 2,350 и ≤ 2,500 мас.%; больше 1,00 и вплоть до 2,00 мм сумма (Mn+Si+Cr) > 2,500 и ≤ 2,950 мас.%, а больше 2,00 мм, сумма (Mn+Si+Cr) > 2,950 и ≤ 3,250 мас.%. Технический результат заключается в получении стальной полосы различной толщины с высокими технологическими характеристиками. 9 н. и 23 з.п. ф-лы, 6 ил., 1 пр.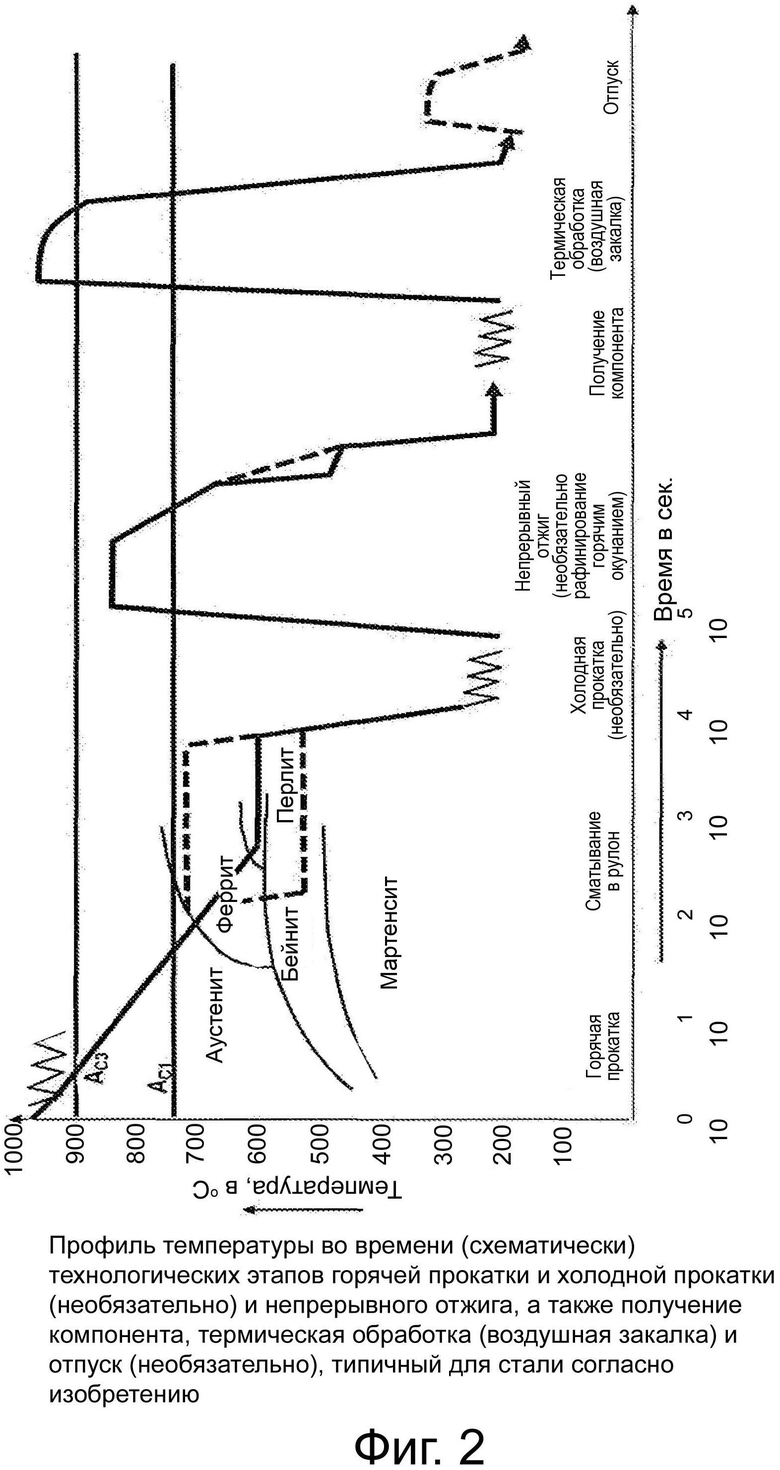
1. Способ получения холоднокатаной или горячекатаной стальной полосы из сверхвысокопрочной, закаливающейся на воздухе, многофазной стали, имеющей минимальный предел прочности на разрыв в незакаленном состоянии, составляющий 750 МПа, и следующий состав, выраженный в мас.%:
C от 0,075 до 0,115
Si от 0,200 до 0,300
Mn от 1,700 до 2,300
Cr от 0,280 до 0,480
Al от 0,020 до 0,060
N от 0,0020 до 0,0120
S ≤ 0,0050
Nb от 0,005 до 0,050
Ti от 0,005 до 0,050
B от 0,0005 до 0,0060
Ca от 0,0005 до 0,0060
Cu ≤ 0,050
Ni ≤ 0,050,
остальное – железо и неизбежные примеси,
причем суммарное содержание Mn, Si и Cr (Mn+Si+Cr) находится в следующей зависимости от толщины получаемой полосы:
при толщине получаемой полосы вплоть до 1,00 мм указанное суммарное содержание элементов (Mn+Si+Cr) составляет от 2,350 до 2,500 мас.%,
при толщине получаемой полосы свыше 1,00 и до 2,00 мм указанное суммарное содержание элементов (Mn+Si+Cr) составляет от 2,500 до 2,950 мас.%,
при толщине получаемой полосы свыше 2,00 мм указанное суммарное содержание элементов (Mn+Si+Cr) составляет от 2,950 до 3,250 мас.%;
при этом необходимую микроструктуру получают во время непрерывного отжига, отличающийся тем, что холоднокатаную или горячекатаную стальную полосу нагревают до температуры от 700 до 950°C в процессе непрерывного отжига, при этом отожженную стальную полосу последовательно охлаждают от температуры отжига со скоростью 15 – 100°C/с до первой промежуточной температуры от 300 до 500 °C с последующим охлаждением со скоростью охлаждения 15 – 100°C/с до второй промежуточной температуры от 160 до 250°C, затем стальную полосу охлаждают при скорости охлаждения от 2 до 30°C/с до достижения комнатной температуры или охлаждают от первой промежуточной температуры до комнатной температуры при поддержании скорости охлаждения 15 – 100°C/с.
2. Способ получения холоднокатаной или горячекатаной стальной полосы из сверхвысокопрочной, закаливающейся на воздухе, многофазной стали, имеющей минимальный предел прочности на разрыв в незакаленном состоянии, составляющий 750 МПа, и следующий состав, выраженный в мас.%:
C от 0,075 до 0,115
Si от 0,200 до 0,300
Mn от 1,700 до 2,300
Cr от 0,280 до 0,480
Al от 0,020 до 0,060
N от 0,0020 до 0,0120
S ≤ 0,0050
Nb от 0,005 до 0,050
Ti от 0,005 до 0,050
B от 0,0005 до 0,0060
Ca от 0,0005 до 0,0060
Cu ≤ 0,050
Ni ≤ 0,050,
остальное – железо и неизбежные примеси,
причем суммарное содержание Mn, Si и Cr (Mn+Si+Cr) находится в следующей зависимости от толщины получаемой полосы:
при толщине получаемой полосы вплоть до 1,00 мм указанное суммарное содержание элементов (Mn+Si+Cr) составляет от 2,350 до 2,500 мас.%,
при толщине получаемой полосы свыше 1,00 и до 2,00 мм указанное суммарное содержание элементов (Mn+Si+Cr) составляет от 2,500 до 2,950 мас.%,
при толщине получаемой полосы свыше 2,00 мм указанное суммарное содержание элементов (Mn+Si+Cr) составляет от 2,950 до 3,250 мас.%;
при этом необходимую микроструктуру получают во время непрерывного отжига, отличающийся тем, что холоднокатаную или горячекатаную стальную полосу нагревают до температуры от 700 до 950°C в процессе непрерывного отжига, при этом отожженную стальную полосу последовательно охлаждают от температуры отжига со скоростью 15 – 100°C/с до температуры горячего окунания в ванну, составляющей 400 – 470°C, после горячего окунания в ванну продолжают охлаждение со скоростью охлаждения 15 – 100°C/с до достижения промежуточной температуры от 200 до 250°C, и затем стальную полосу охлаждают на воздухе со скоростью охлаждения от 2 до 30°C/с до достижения комнатной температуры.
3. Способ получения холоднокатаной или горячекатаной стальной полосы из сверхвысокопрочной, закаливающейся на воздухе, многофазной стали, имеющей минимальный предел прочности на разрыв в незакаленном состоянии, составляющий 750 МПа, и следующий состав, выраженный в мас.%:
C от 0,075 до 0,115
Si от 0,200 до 0,300
Mn от 1,700 до 2,300
Cr от 0,280 до 0,480
Al от 0,020 до 0,060
N от 0,0020 до 0,0120
S ≤ 0,0050
Nb от 0,005 до 0,050
Ti от 0,005 до 0,050
B от 0,0005 до 0,0060
Ca от 0,0005 до 0,0060
Cu ≤ 0,050
Ni ≤ 0,050,
остальное – железо и неизбежные примеси,
причем суммарное содержание Mn, Si и Cr (Mn+Si+Cr) находится в следующей зависимости от толщины получаемой полосы:
при толщине получаемой полосы вплоть до 1,00 мм указанное суммарное содержание элементов (Mn+Si+Cr) составляет от 2,350 до 2,500 мас.%,
при толщине получаемой полосы свыше 1,00 и до 2,00 мм указанное суммарное содержание элементов (Mn+Si+Cr) составляет от 2,500 до 2,950 мас.%,
при толщине получаемой полосы свыше 2,00 мм указанное суммарное содержание элементов (Mn+Si+Cr) составляет от 2,950 до 3,250 мас.%;
при этом необходимую микроструктуру получают во время непрерывного отжига, отличающийся тем, что холоднокатаную или горячекатаную стальную полосу нагревают до температуры от 700 до 950 °C в процессе непрерывного отжига, при этом отожженную стальную полосу последовательно охлаждают со скоростью охлаждения 15 – 100°C/с от температуры отжига до промежуточной температуры от 200 до 250°C и выдерживают при данной температуре в течение 1 – 20 с, затем стальную полосу нагревают до температуры горячего окунания в ванну, составляющей 400 – 470 °C, после горячего окунания в ванну продолжают охлаждение со скоростью охлаждения 15 – 100°C/с до достижения промежуточной температуры от 200 до 250°C, и затем стальную полосу охлаждают на воздухе со скоростью охлаждения от 2 до 30°C/с до достижения комнатной температуры.
4. Способ по любому из пп.1 – 3, отличающийся тем, что при толщине полосы до 1,00 мм содержание углерода составляет ≤ 0,100 мас.% и углеродный эквивалент CEV (IIW) ≤ 0,56 %.
5. Способ по любому из пп.1 – 3, отличающийся тем, что при толщине полосы свыше 1,00 и до 2,00 мм содержание C составляет ≤ 0,105 мас.% и углеродный эквивалент CEV (IIW) ≤ 0,59 %.
6. Способ по любому из пп.1 – 3, отличающийся тем, что при толщине полосы более 2,00 мм содержание C составляет ≤ 0,115 мас.% и углеродный эквивалент CEV (IIW) ≤ 0,62 %.
7. Способ по любому из пп.1 – 4, отличающийся тем, что при толщине полосы вплоть до 1,0 мм содержание Mn составляет от 1,700 до 2,000 мас.%.
8. Способ по любому из пп.1 – 3, 5, отличающийся тем, что при толщине полосы свыше 1,00 и до 2,00 мм содержание Mn составляет от 1,850 до 2,150 мас.%.
9. Способ по любому из пп.1 – 3, 6, отличающийся тем, что при толщине полосы более 2,00 мм содержание Mn составляет от 2,000 до 2,300 мас.%.
10. Способ по любому из пп.1 – 9, отличающийся тем, что при сумме (Ti+ Nb+ B) от 0,010 до 0,050 мас.% содержание N составляет от 0,0020 до 0,0090 мас.%.
11. Способ по любому из пп.1 – 9, отличающийся тем, что при сумме (Ti+ Nb+ B) более 0,050 мас.% содержание N составляет от 0,0040 до 0,0120 мас.%.
12. Способ по любому из пп.1 – 11, отличающийся тем, что содержание S составляет 0,0025 мас.% или менее.
13. Способ по любому из пп.1 – 12, отличающийся тем, что содержание S составляет 0,0020 мас.% или менее.
14. Способ по любому из пп.1 – 13, отличающийся тем, что содержание Ti составляет от 0,020 до 0,050 мас.%.
15. Способ по любому из пп.1 – 14, отличающийся тем, что содержание Nb составляет от 0,020 до 0,040 мас.%.
16. Способ по любому из пп.1 – 15, отличающийся тем, что сумма Nb + Ti составляет 0,100 мас.% или менее.
17. Способ по любому из пп.1 – 16, отличающийся тем, что сумма Nb + Ti составляет 0,090 мас.% или менее.
18. Способ по любому из пп.1 – 17, отличающийся тем, что сумма (Ti + Nb + B) составляет 0,106 мас.% или менее.
19. Способ по любому из пп.1 – 18, отличающийся тем, что сумма (Ti + Nb + B) составляет 0,097 мас.% или менее.
20. Способ по любому из пп.1 – 19, отличающийся тем, что содержание Ca составляет 0,0030 мас.% или менее.
21. Способ по любому из пп.1 – 20, отличающийся тем, что содержания кремния и марганца для достижения характеристик прочности YS и TS взаимозаменяемы при соотношениях:
YS (МПа) = 160,7 + 147,9 [мас.% Si] + 161,1 [мас.% Mn],
TS (МПа) = 324,8 + 189,4 [мас.% Si] + 174,1 [мас.% Mn].
22. Способ по любому из пп.1 – 21, отличающийся тем, что при непрерывном отжиге с использованием устройства, состоящего из печи непосредственного огневого нагрева и печи с радиантными трубами, потенциал окисления увеличивают путем регулирования содержания CO в печи непосредственного огневого нагрева меньше, чем 4% по объему, причем в печи с радиантными трубами парциальное давление кислорода в атмосфере, восстанавливающей железо, регулируют согласно следующему уравнению,
-18 > Log pO2 ≥ 5·Si-0,3 – 2,2·Mn-0,45 – 0,1·Cr-0,4– 12,5·(-lnB)0,25
где Si, Mn, Cr, B – соответствующие доли легирующих компонентов в стали, в мас.%, и pO2 – парциальное давление кислорода в миллибарах, а температуру конденсации газообразной атмосферы устанавливают равной -30°C или ниже для предотвращения окисления полосы непосредственно до ее погружения в ванну горячего окунания.
23. Способ по любому из пп.1 – 21, отличающийся тем, что парциальное давление кислорода в атмосфере печи удовлетворяет следующему уравнению в случае отжига только в одной печи с радиантными трубами
-12 > Log pO2 ≥ 5·Si-0,25 – 3·Mn-05 – 0,1·Cr-0,5 – 7·(-lnB)0,5,
где Si, Mn, Cr, B – соответствующие доли легирующих компонентов в стали, в мас.%, и pO2 – парциальное давление кислорода в миллибарах, а температуру конденсации газообразной атмосферы устанавливают равной -30°C или ниже для предотвращения окисления полосы непосредственно до ее погружения в ванну горячего окунания.
24. Способ по любому из пп.1 – 21, отличающийся тем, что для полос различной толщины сопоставимые микроструктурные состояния и механические характеристики полос регулируют во время непрерывного отжига путем согласования пропускной способности устройства в процессе термической обработки.
25. Способ по любому из пп.1 – 24, отличающийся тем, что стальную полосу пропускают в дрессировочной клети после термической обработки или рафинирования горячим способом окунания.
26. Способ по любому из пп.1 – 25, отличающийся тем, что стальную полосу подвергают изгибу с растяжением после термической обработки или рафинирования горячим способом окунания.
27. Стальная полоса, полученная способом по любому из пп.1 – 26, имеющая минимальное значение раздачи отверстия, согласно ISO 16630, составляющее 20% в состоянии, не упрочненном на воздухе.
28. Стальная полоса, полученная способом по любому из пп.1 – 26, имеющая минимальное значение раздачи отверстия, согласно ISO 16630, составляющее 30% в состоянии, не упрочненном на воздухе.
29. Стальная полоса, полученная способом по любому из пп.1 – 26, имеющая минимальное значение угла изгиба согласно VDA 238-100, составляющее 60° в продольном направлении или поперечном направлении в состоянии, не упрочненном на воздухе.
30. Стальная полоса, полученная способом по любому из пп.1 – 26, имеющая минимальное значение произведения предела прочности на разрыв Rm на угол изгиба α согласно VDA 238-100, составляющее 60000 МПа·° в состоянии, не упрочненном на воздухе.
31. Стальная полоса, полученная способом по любому из пп. 1 –26, имеющая минимальное значение произведения предела прочности на разрыв Rm на угол изгиба α согласно VDA 238-100, составляющее 70000 МПа·° в состоянии, не упрочненном на воздухе.
32. Стальная полоса, полученная способом по любому из пп. 1 – 26, имеющая состояние без замедленного разрушения в течение по меньшей мере 6 месяцев, соответствующее нормативу SEP 1970 для испытания на растяжение перфораций и испытания изгиба балки.
| DE 102011117572 A1, 16.12.2012 | |||
| СПОСОБ ПЕРЕДАЧИ ИНФОРМАЦИИ | 2009 |
|
RU2426230C1 |
| ПЕРО КОМПРЕССОРА | 2018 |
|
RU2729590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ СТАЛИ, ОБЛАДАЮЩЕЙ АБРАЗИВНОЙ СТОЙКОСТЬЮ, И ПОЛУЧЕННЫЙ ЛИСТ | 2003 |
|
RU2327802C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2011 |
|
RU2478729C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО ХОЛОДНОКАТАНОГО СТАЛЬНОГО ЛИСТА С ПРЕВОСХОДНОЙ ОБРАБАТЫВАЕМОСТЬЮ | 2013 |
|
RU2528579C1 |

