Область техники, к которой относится изобретение
Данное изобретение относится к аппарату для эффективного изготовления пластиковых пакетов.
Уровень техники
К настоящему времени разработан пластиковый пакет, включающий сторонки, боковые вставочные участки и донный вставочный участок, как описано в патенте США №7,331,917. Сторонки образованы двумя листами материала сторонок, расположенными один напротив другого. Боковые вставочные участки образованы двумя листами материала боковых вставок, расположенными между листами материала сторонок и проходящими вдоль противоположных боковых краев сторонок. Донный вставочный участок образован листом материала донной вставки, который расположен между листами материала сторонок и проходит вдоль противоположных граней сторонок. В результате пластиковый пакет может увеличиваться за счет боковых вставочных участков для обеспечения большей вместимости. Плоская донная поверхность для обеспечения устойчивости пластикового пакета может образовываться донным вставочным участком.
Кроме боковых вставочных участков и донного вставочного участка может быть сформирован дополнительный донный вставочный участок из дополнительного листа материала донной вставки, который располагается между листами материала сторонок и проходит вдоль других крайних кромок сторонок, как это описано в патенте Японии №4,108,846. В этом случае пластиковому пакету может быть придана форма прямоугольного параллелепипеда, за счет чего в наполненном состоянии он имеет вид коробки. Плоская верхняя поверхность образована донным вставочным участком, а плоская нижняя поверхность образована дополнительным донным вставочным участком. В результате пластиковый пакет обладает высокоэффективной наполняемостью. Пластиковые пакеты обеспечивают эффективное штабелирование.
В связи с этим ожидается широкое применение пластикового пакета патента США или пакета патента Японии. Поэтому требуется изготовление пластикового пакета с дополнительными качествами. Например, заполненный пластиковый пакет может оказаться слишком тяжелым для переноски, если он имеет большие размеры. Поэтому необходимо изготавливать пластиковый пакет, снабженный отверстием для руки, обеспечивающим переноску пластикового пакета при помощи отверстия для руки.
Также необходимо изготовление пластикового пакета с молнией, обеспечивающей открытие и закрытие пластикового пакета при помощи молнии. Также необходимо изготовление пластикового пакета, снабженного требуемым отверстием. Также необходимо изготовление пластикового пакета, снабженного адгезионным средством для закрытия пластикового пакета.
В связи с этим целью изобретения является разработка нового и усовершенствованного аппарата для эффективного изготовления пластиковых пакетов, каждый из которых включает сторонки, боковые вставочные участки и донный вставочный участок.
Другой целью является изготовление пластикового пакета с дополнительными качествами.
Раскрытие изобретения
Согласно изобретению аппарат включает средство формирования сторонок, при помощи которого две ленты материала сторонок располагаются одна напротив другой, совмещаются друг с другом и подаются в продольном направлении относительно средства, сторонки формируются из лент материала сторонок. Аппарат также включает средство формирования боковых вставочных участков, при помощи которого листы материала боковых вставок складываются пополам, соединяются с лентами материала сторонок и размещаются между ними таким образом, что они проходят по их ширине, боковые вставочные участки формируются из листов материала боковых вставок. Аппарат также включает средство формирования донного вставочного участка, при помощи которого лента материала донной вставки соединяется с лентами материала сторонок таким образом, что она проходит вдоль нее, донный вставочный участок формируется из ленты материала донной вставки, таким образом, что, по меньшей мере, один донный выступ выступает из донного вставочного участка. Кроме того, аппарат включает средство, при помощи которого донный выступ снабжается отверстием для руки, молнией, отверстием или адгезионным средством.
В предпочтительном варианте осуществления изобретения донный выступ образован одной из лент материала сторонок или лентой материала донной вставки, выходящей наружу и выступающей из донного вставочного участка.
Аппарат также включает направляющее средство для материала сторонок, при помощи которого одна из лент материала сторонок при подаче складывается вдоль продольной линии сгиба, открывает ленты материала сторонок и формирует из них открытую поверхность.
Средство формирования донного вставочного участка содержит дополнительное направляющее средство для материала сторонок, при помощи которого другая лента материала сторонок при подаче складывается вдоль продольной линии сгиба таким образом, что на другой ленте материала сторонок образуется сложенный участок. Лента материала донной вставки формируется из сложенного участка, совмещенного с открытой поверхностью.
Средство формирования донного вставочного участка может содержать средство подачи материала донной вставки, при помощи которого лента материала донной вставки подается к листам материала сторонок и накладывается на открытую поверхность.
Ленты материала сторонок подаются периодически на величину их длины.
Средство формирования боковых вставочных участков содержит средство подачи материала боковых вставок, при помощи которого листы материала боковых вставок подаются к листам материала сторонок один за другим при каждой периодически выполняемой подаче лент материала сторонок.
Аппарат дополнительно включает средство продольного уплотнения, при помощи которого ленты материала сторонок и лента материала донной вставки термически свариваются друг с другом в продольном направлении лент материала сторонок при каждой периодически выполняемой подаче лент материала сторонок.
Аппарат дополнительно включает средство поперечного уплотнения, при помощи которого ленты материала сторонок и лист материала боковых вставок термически свариваются друг с другом в направлении ширины лент материала сторонок при каждой периодически выполняемой подаче лент материала сторонок. Аппарат дополнительно включает отрезное устройство, при помощи которого ленты материала сторонок, лист материала боковых вставок и лента материала донной вставки разрезаются по ширине лент материала сторонок при каждой периодически выполняемой подаче лент материала сторонок.
Одна из лент материала сторонок разворачивается таким образом, что ленты материала сторонок закрываются направляющим средством для материала сторонок после совмещения листа материала донной вставки с открытой поверхностью. Лента материала донной вставки складывается вдвое вдоль продольной линии сгиба и помещается между листами материала сторонок. Ленты материала сторонок и лист материала боковых вставок затем термически свариваются друг с другом по ширине лент материала сторонок с обеспечением закрытия лент материала сторонок. Ленты материала сторонок, лист материала боковых вставок и лента материала донной вставки разрезаются по ширине лент материала сторонок с обеспечением закрытия лент материала сторонок.
Ленты материала сторонок и лист материала боковых вставок могут термически свариваться друг с другом по ширине лент материала сторонок при обеспечении открытия лент материала сторонок. Ленты материала сторонок, лист материала боковых вставок и лента материала донной вставки могут разрезаться по ширине лент материала сторонок при обеспечении открытия лент материала сторонок.
Средство формирования донного вставочного участка может содержать средство подачи материала донной вставки, при помощи которого лента материала донной вставки складывается вдвое и подается к листам материала сторонок и размещается между ними.
Краткое описание чертежей
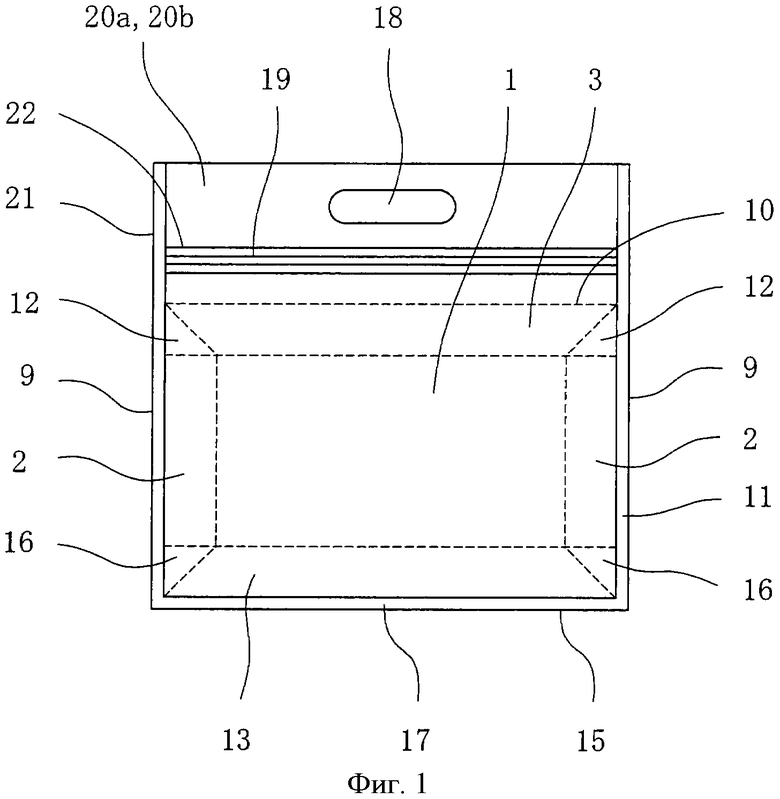
Фиг.1 - вид спереди пластикового пакета по изобретению.
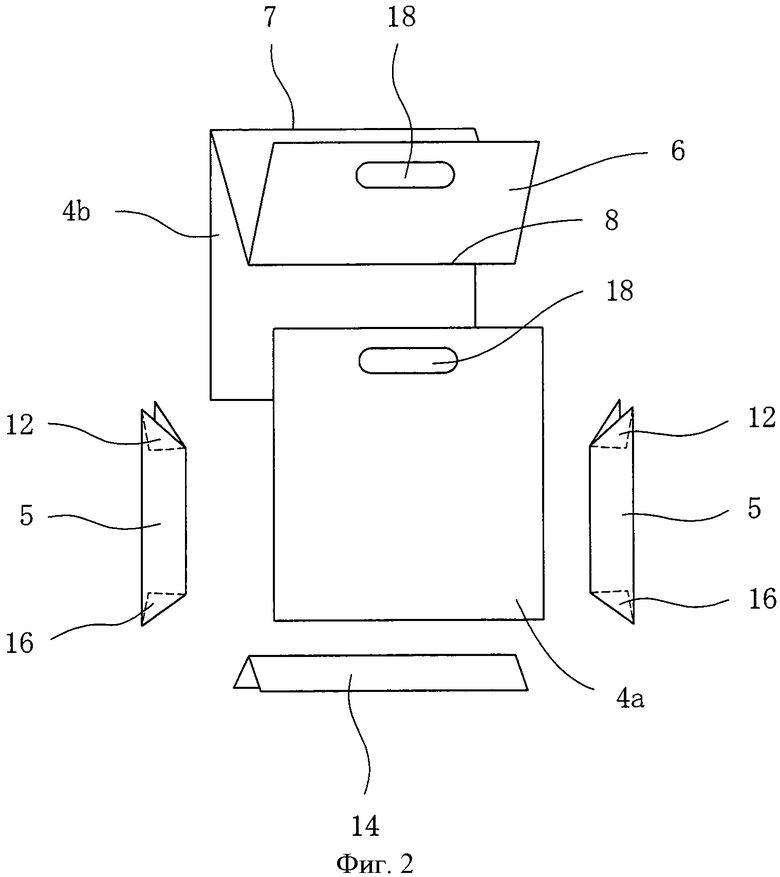
Фиг.2 - разнесенный пространственный вид пластикового пакета, показанного на Фиг.1.
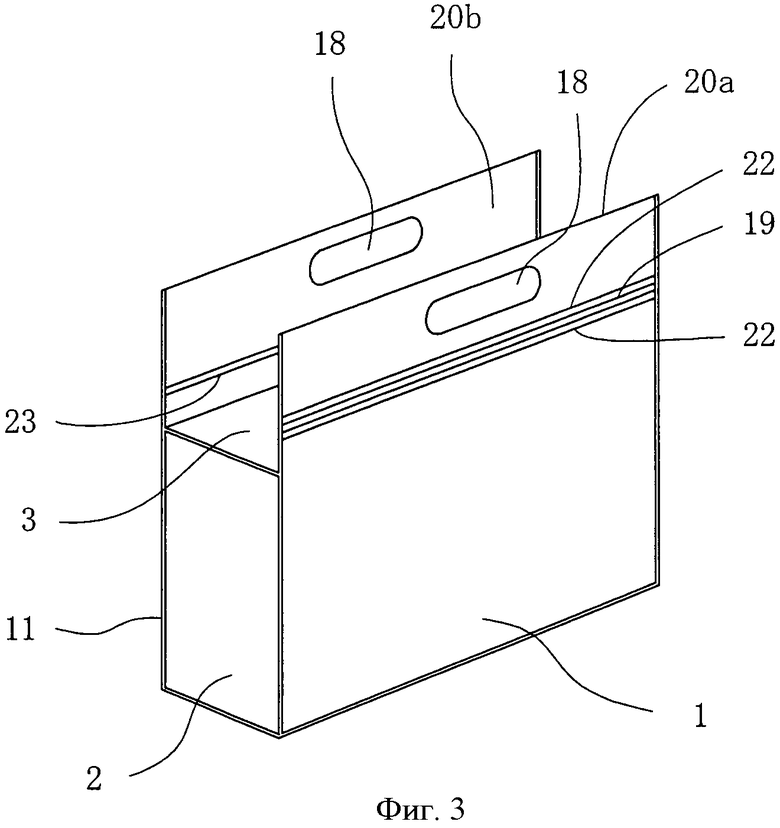
Фиг.3 - разнесенный пространственный вид пластикового пакета, показанного на Фиг.1, при заполнении его содержимым.
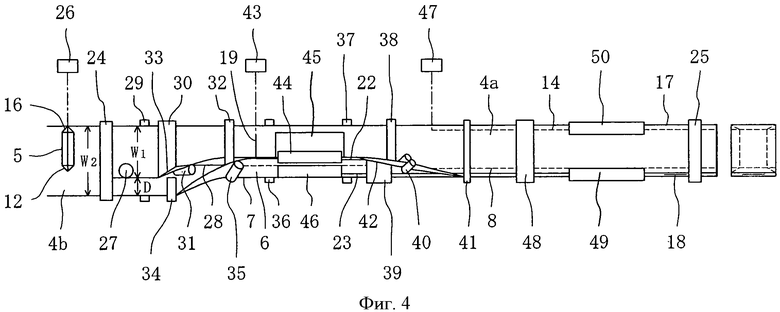
Фиг.4 - вид в плане предпочтительного варианта осуществления изобретения.
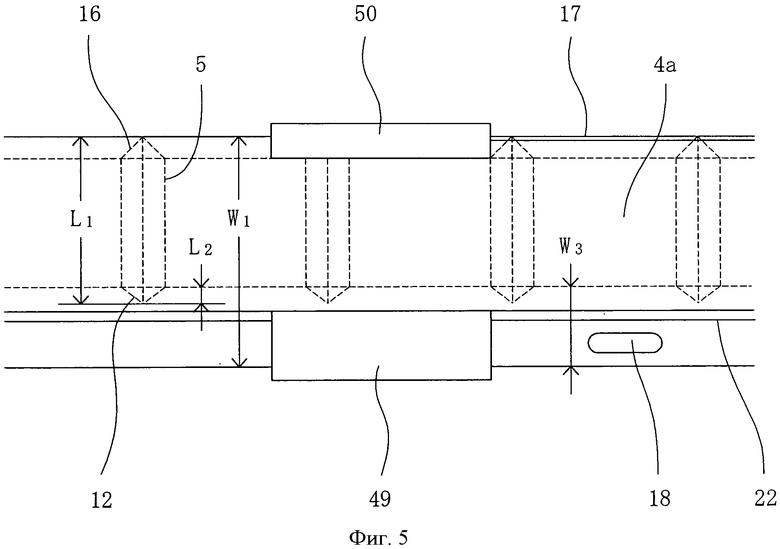
Фиг.5 - увеличенный вид одной из лент материала сторонок и листов материала боковых вставок, показанного на Фиг.4.
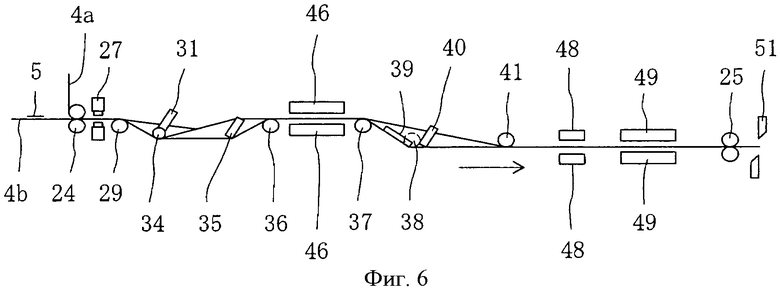
Фиг.6 - вид сбоку аппарата, показанного на Фиг.4.
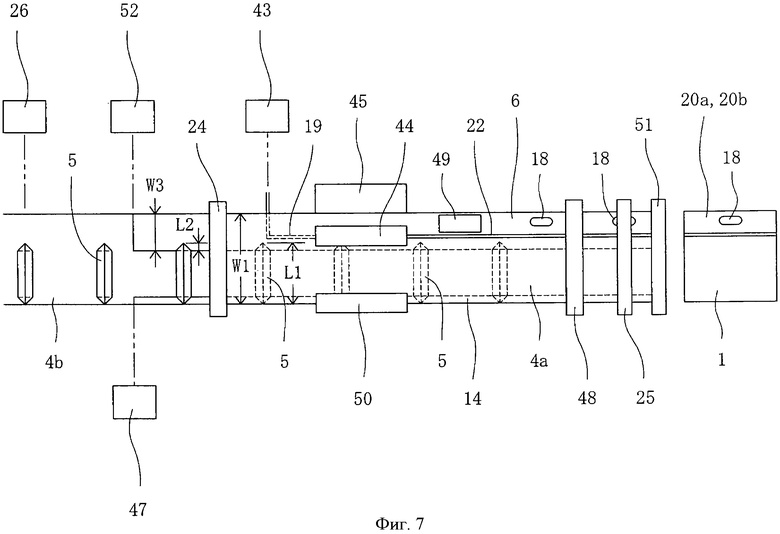
Фиг.7 - вид в плане другого варианта осуществления изобретения.
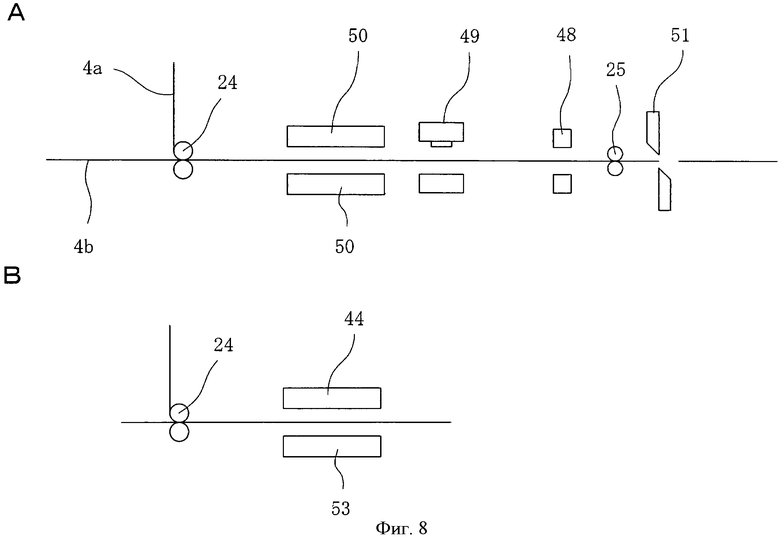
Фиг.8 - (А) вид сбоку аппарата и (В) вид сбоку уплотнительного средства, показанных на Фиг.7.
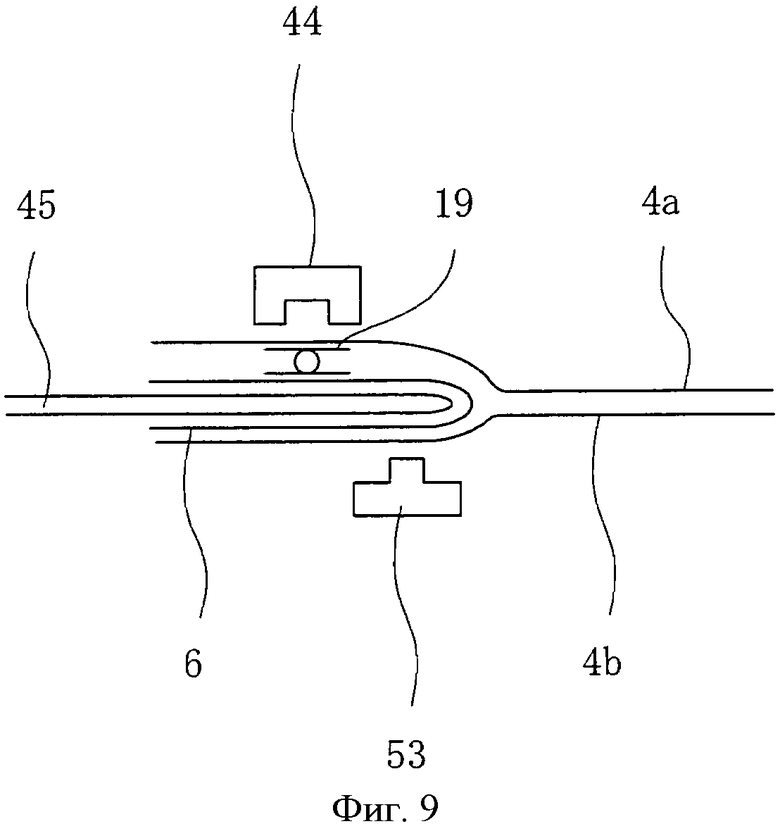
Фиг.9 - вид в разрезе уплотнительного средства, показанного на Фиг.8.
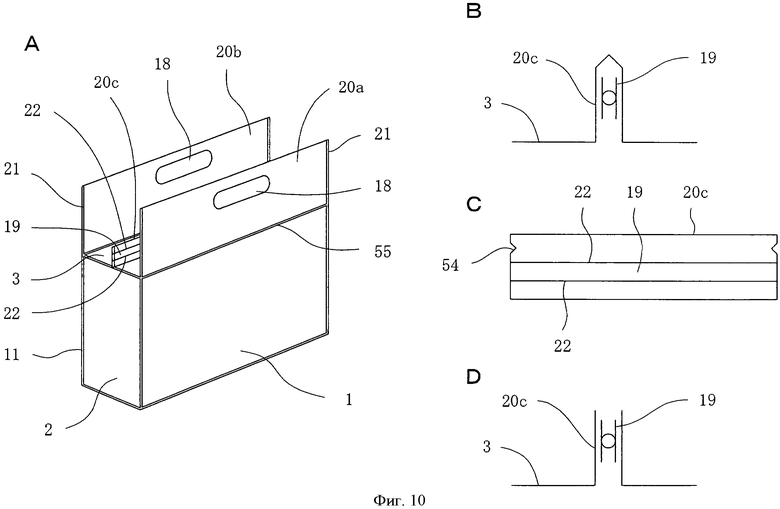
Фиг.10 - (А) пространственный вид другого пластикового пакета, (В) вид в разрезе
третьего выступа, (С) вид спереди третьего выступа и (D) вид в разрезе третьего выступа.
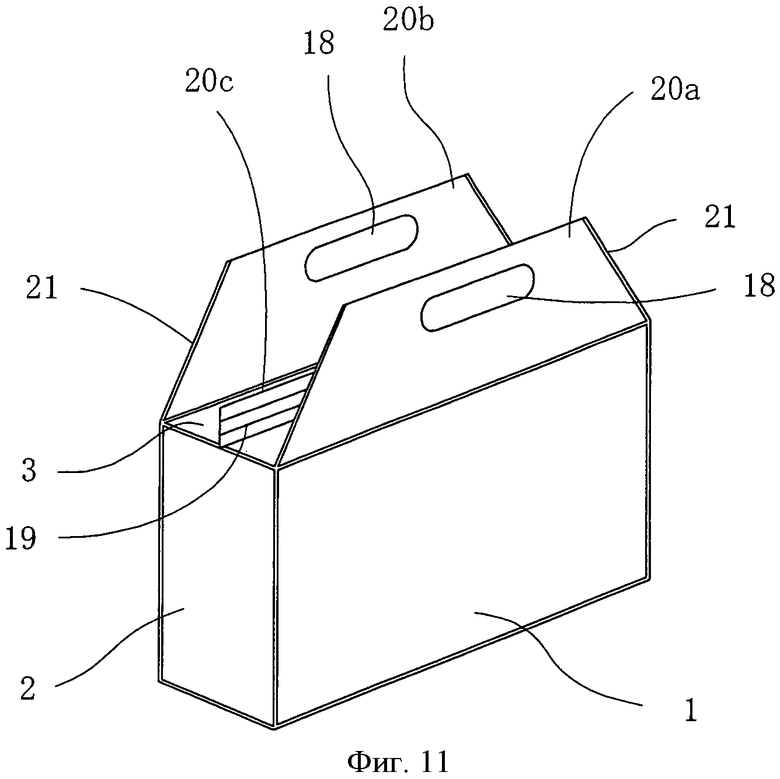
Фиг.11 - пространственный вид еще одного пластикового пакета.
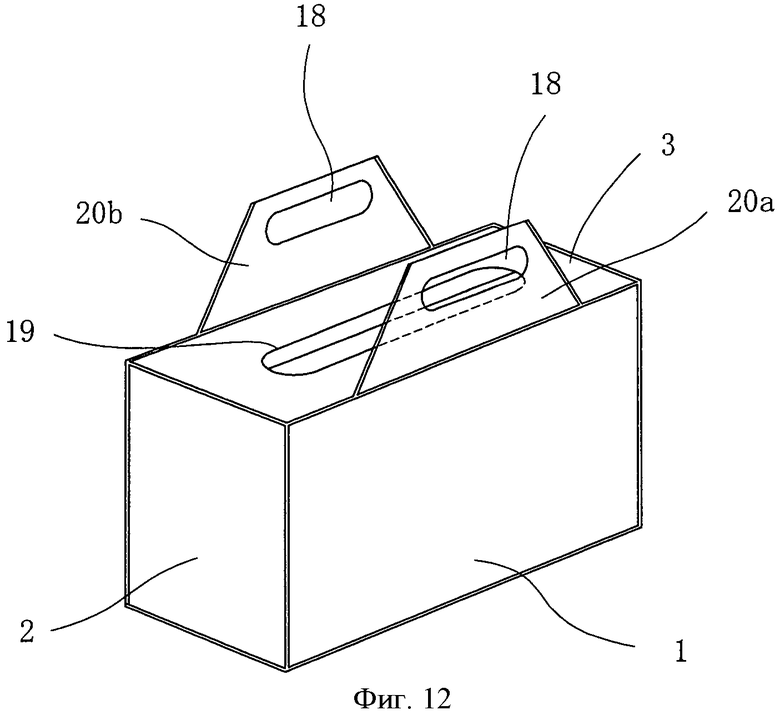
Фиг.12 - пространственный вид еще одного пластикового пакета.
Фиг.13 - пространственный вид еще одного пластикового пакета.
Фиг.14 - пространственный вид еще одного пластикового пакета.
Фиг.15 - пространственный вид еще одного пластикового пакета.
Фиг.16 - пространственный вид еще одного пластикового пакета.
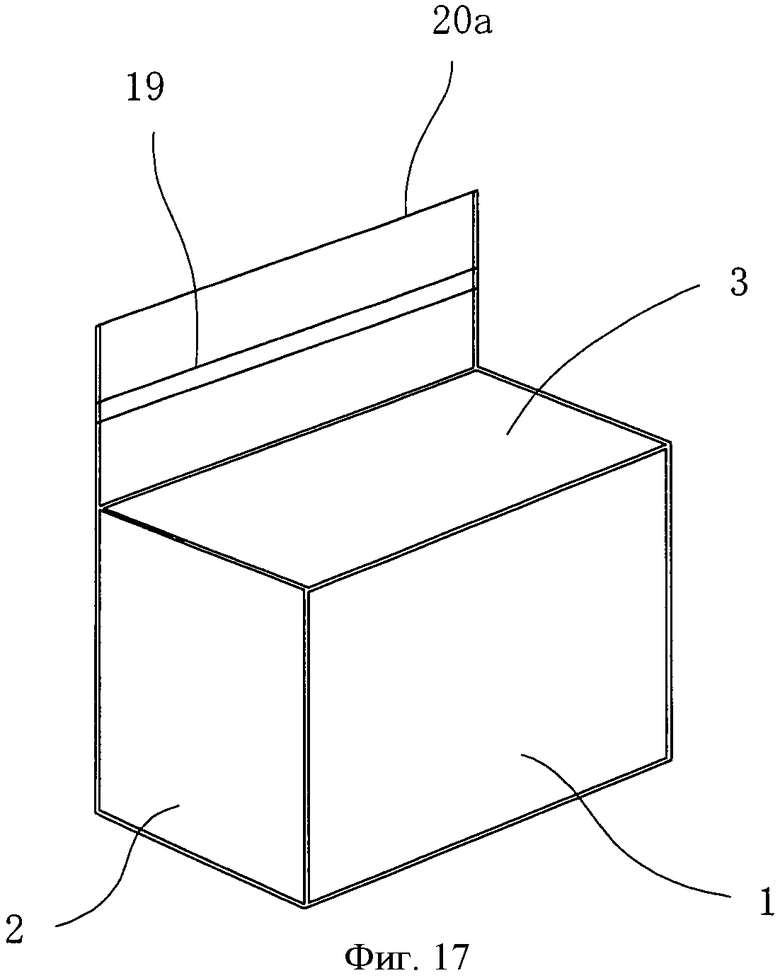
Фиг.17 - пространственный вид еще одного пластикового пакета.
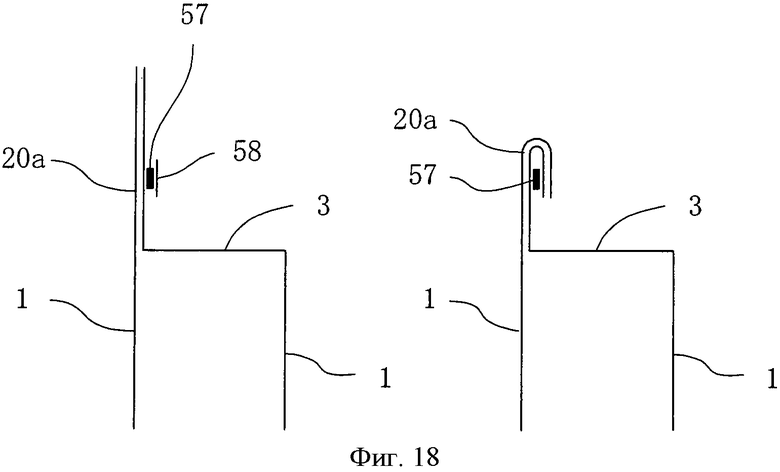
Фиг.18 - поясняющий вид еще одного пластикового пакета.
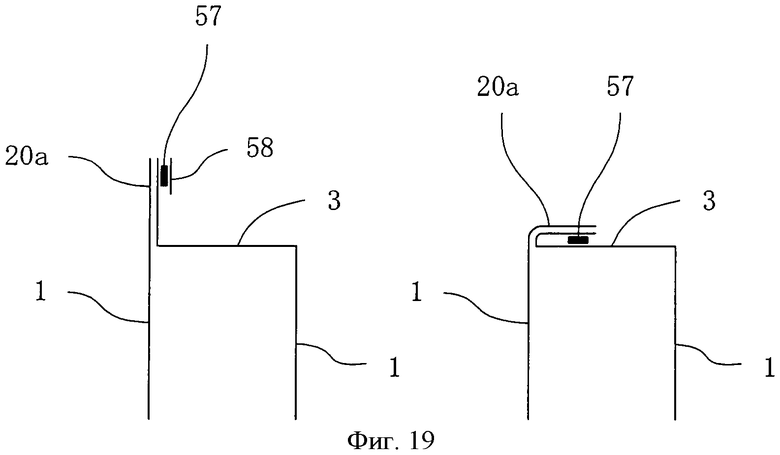
Фиг.19 - поясняющий вид еще одного пластикового пакета.
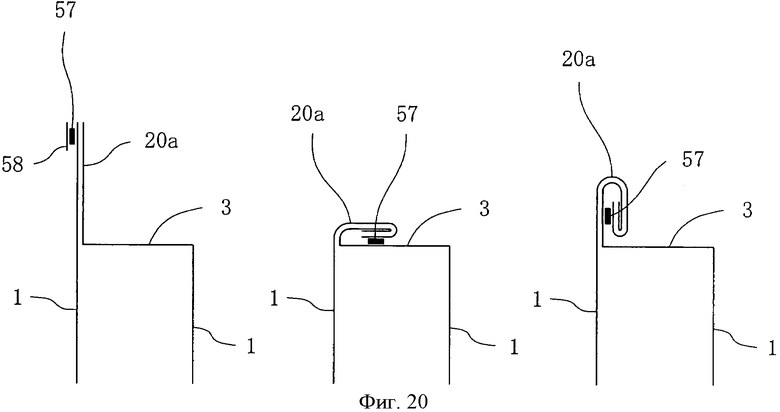
Фиг.20 - поясняющий вид еще одного пластикового пакета.
Осуществление изобретения
На чертежах на Фиг.1 показан пластиковый пакет по изобретению. Пластиковый пакет включает сторонки 1, боковые вставочные участки 2 и донный вставочный участок 3. Сторонки 1 образованы двумя листами 4а и 4b материала сторонок, расположенными один напротив другого, как показано на Фиг.2 и 3. Боковые вставочные участки 2 образованы двумя листами материала боковых вставок 5, которые складываются пополам, совмещаются, образуя два слоя, и помещаются между листами 4а и 4b материала сторонок.
В пластиковом пакете один из листов 4а материала сторонок совмещается с другим листом 4b материала сторонок, который складывается вдоль поперечной линии 7 сгиба таким образом, что на листе 4b материала сторонок формируется сложенный участок. Лист 6 материала донной вставки образуется сложенным участком. Лист 6 материала донной вставки складывается вдоль поперечной линии сгиба 8 пополам, образует два слоя и размещается между листами 4а и 4b материала сторонок.
Листы 5 материала боковых вставок проходят вдоль противоположных кромок 9 сторонок 1, а лист 6 материала донной вставки проходит вдоль кромок 10 противоположного края сторонок 1. Кроме того, сторонки 1 и боковые вставочные участки 2 термически свариваются друг с другом вдоль противоположных боковых краев 9 сторонок таким образом, что линии 11 термической сварки формируются вдоль противоположных боковых краев 9 сторонок 1, как и у пластикового пакета, описанного в патенте США №7,331,917. Кроме того, каждый лист 5 материала боковых вставок имеет противоположные торцевые участки, один из которых сложен под углом 45°. Один из противоположных торцевых участков сложен пополам, образует два слоя и размещен между слоями листа 5 материала боковых вставок таким образом, что одним из противоположных торцевых участков образуется дополнительный вставочный участок 12. Донный вставочный участок 3 размещен между слоями дополнительного вставочного участка 12. Дополнительные вставочные участки 12 и донный вставочный участок 3 термически свариваются друг с другом вдоль противоположных боковых кромок 9 сторонок 1 таким образом, что линии 11 термической сварки образуются вдоль противоположных боковых кромок 9 сторонок 1.
Пластиковый пакет также включает дополнительный донный вставочный участок 13 помимо боковых вставочных участков 2 и донного вставочного участка 3, как и пластиковый пакет, описанный в патенте Японии №4,108,846. Дополнительный донный вставочный участок 13 образован листом материала дополнительной донной вставки 14, который складывается пополам, образует два слоя и помещается между листами 4а и 4b материала сторонок таким образом, что он проходит вдоль других торцевых кромок 15 сторонок 1. Кроме того, другой торцевой участок листа 5 материала боковых вставок сложен под углом 45°. Другой торцевой участок складывается пополам, образуя два слоя, и помещается между слоями листа 5 материала боковых вставок таким образом, что на другом торцевом участке образуется дополнительный вставочный участок 16. Дополнительный донный вставочный участок 13 размещается между слоями дополнительного вставочного участка 16. Дополнительные вставочные участки 16 и дополнительный донный вставочный участок 13 термически свариваются друг с другом вдоль противоположных боковых кромок 9 сторонок 1 таким образом, что линии 11 термической сварки формируются вдоль противоположных кромок 9 плоских участков 1. Плоские участки 1 и дополнительный донный участок 13 термически свариваются друг с другом вдоль других торцевых кромок 15 сторонок 1 таким образом, что линии 17 термической сварки формируются других торцевых кромок 15 плоских участков 1.
Кроме того, пластиковый пакет включает донный выступ, выступающий из донного вставочного участка 3. Донный выступ снабжен отверстием 18 для руки или молнией 19.
Пластиковый пакет включает первый выступ 20а в качестве донного выступа. Кроме того, пластиковый пакет включает второй выступ 20b в качестве донного выступа. В связи с этим следует понимать, что противоположные боковые кромки донного вставочного участка 3 примыкают к противоположным кромкам 10 плоских участков 1. Первый выступ 20а образован одним из листов 4а материала сторонок и листом 6 материала донной вставки, выходящим за пределы и выступающим из донного вставочного участка 3 у одной из противоположных боковых кромок последнего, которые расположены напротив друг друга и совмещены друг с другом. Второй выступ 20b образован другим листом 4b материала сторонок и листом 6 материала донной вставки, выходящим за пределы и выступающим из донного вставочного участка 3 у другой противоположной боковой кромки последнего, которые располагаются напротив друг друга и совмещаются друг с другом. Листы 4а и 4b материала сторонок и лист 6 материала донной вставки термически свариваются друг с другом вдоль противоположных боковых кромок 21 первого и второго выступов 20а и 20b таким образом, что линии 11 термической сварки формируются вдоль противоположных краев 21 первого и второго выступов 20а и 20b. Первый выступ 20а снабжен выполненным в нем отверстием 18 для руки. Второй выступ 20b также снабжен выполненным в нем отверстием 18 для руки.
Кроме того, первый выступ 20а снабжен молнией 19. Молния 19 обычно применялась самостоятельно и размещалась между одним из листов 4а материала сторонок и листом 6 материала донной вставки у первого выступа 20а. Молния 19 включает охватываемый элемент, выполненный за одно целое с лентой и вставленный в охватывающую деталь, которая также выполнена за одно целое с лентой. Один из листов 4а материала сторонок и лист 6 материала донной вставки термически свариваются с лентами охватываемого и охватывающего участков соответственно таким образом, что линии 22 термической сварки формируются вдоль молнии 19. С другой стороны, другой лист 4b материала сторонок и лист 6 материала донной вставки термически свариваются друг с другом вдоль противоположных торцевых кромок 10 сторонки 1 таким образом, что линия 23 термической сварки формируется вдоль противоположных торцевых кромок 10 сторонки 1.
Пластиковый пакет заполняется содержимым. В связи с этим для обеспечения термического сваривания сторонок 1 и дополнительного вставочного участка 13 друг с другом вдоль других торцевых кромок 15 сторонок 1 только один из листов 4а материала сторонок и лист 14 материала дополнительной донной вставки термически свариваются друг с другом. Содержимое проходит в готовый пакет между другим листом 4b материала сторонок и листом 14 материала дополнительной донной вставки. Другой лист 4b материала сторонок и лист 14 материала дополнительной донной вставки затем термически свариваются друг с другом вдоль другой торцевой кромки 15 сторонки 1 после заполнения пластикового пакета содержимым.
Пластиковый пакет в результате может быть увеличен в размерах за счет боковых вставочных участков 2 для обеспечения повышенной вместимости. Для обеспечения устойчивости пластикового пакета дополнительным донным вставочным участком 13 образуется плоская донная поверхность. Пластиковому пакету может быть придана форма прямоугольного параллелепипеда, при которой он будет иметь вид коробки с плоской верхней поверхностью, образованной донным вставочным участком 3, для обеспечения высокой эффективности его заполнения. Пластиковые пакеты могут удобно штабелироваться за счет загибания первого и второго выступов 20а и 20b вдоль выступов противоположных торцевых кромок 10 сторонок 1 для совмещения с донным вставочным участком 3 после заполнения пластикового пакета содержимым. Пластиковый пакет предпочтительно имеет внешний вид и функциональность Бостонского пакета.
Кроме того, пластиковый пакет включает отверстия 18 для руки, выполненные в первом и втором выступах 20а и 20b. Первый и второй выступы 20а и 20b могут быть сближены для захватывания и удержания первого и второго выступов 20а и 20b и ручной переноски пластикового пакета за отверстия 18 для руки.
Кроме того, пластиковый пакет может быть открыт при помощи молнии 19 для извлечения содержимого, а затем закрыт при помощи молнии 19.
В пластиковом пакете, показанном на Фиг.1, при изготовлении друг с другом могут термически свариваться не только один из листов 4а материала сторонок и лист 14 материала дополнительной донной вставки, но и другой лист 4b и лист 14 материала дополнительной донной вставки. Возможно открытие пластикового пакета при помощи молнии 19 для прохождения содержимого между одним из листов материала сторонок 4а и листом 6 материала донной вставки для направления внутрь пластикового пакета, и последующее закрытие пластикового пакета при помощи молнии 19 после заполнения пластикового пакета содержимым.
Лист 6 материала донной вставки не всегда формировался сложенным участком другого листа 4b материала сторонок. Лист 6 материала донной вставки может содержать лист, отличающийся от листов 4а и 4b материала сторонок. В этом случае другой лист 4b материала сторонок и лист 6 материала донной вставки не свариваются друг с другом термически у второго выступа 20b при изготовлении пластикового пакета для обеспечения прохождения содержимого между другим листом 4b материала сторонок и листом 6 материала донной вставки для направления в пластиковый пакет при заполнении готового пластикового пакета содержимым. Другой лист 4b материала сторонок и лист 6 материала донной вставки термически свариваются друг с другом после этого, и происходит формирование линии 23 термической сварки.
На Фиг.4 показан аппарат по изобретению, составляющий предпочтительный вариант осуществления изобретения и обеспечивающий эффективное изготовление пластиковых пакетов, показанных на Фиг.1.
Аппарат включает средство формирования сторонок, при помощи которого две ленты 4а и 4b материала сторонок размещаются одна напротив другой, совмещаются друг с другом и подаются в продольном направлении относительно данного средства, сторонки 1 формируются из лент 4а и 4b материала сторонок. Средство формирования сторонок содержит средство подачи материала сторонок, включающее подающие ролики 24 и 25. Ленты 4а и 4b материала сторонок направляются к подающим роликам 24 для размещения друг напротив друга и совмещения друг с другом, как показано на Фиг.6. Ленты 4а и 4b материала сторонок затем направляются к подающим роликам 25. Подающие ролики 24 и 25 приводятся от электродвигателя, благодаря чему ленты 4а и 4b материала сторонок подаются в продольном направлении при помощи подающих роликов 24 и 25. В данном варианте осуществления изобретения производится периодическая подача лент 4а и 4b материала сторонок на некоторое расстояние.
Аппарат также включает средство формирования боковых вставочных участков, при помощи которого листы 5 материала боковых вставок складываются пополам и соединяются и размещаются между лентами 4а и 4b материала сторонок таким образом, что они проходят в поперечном направлении лент, боковые вставочные участки 2 формируются листами 5 материала боковых вставок. Средство формирования боковых вставочных участков содержит средство 26 подачи боковых вставочных участков, при помощи которого листы 5 материала боковых вставок предварительно складываются пополам. В данном варианте осуществления изобретения каждый лист 5 материала боковых вставок имеет удвоенную ширину, по которой он складывается пополам с противоположных сторон продольной центральной линии и образует два совмещенных слоя, как в аппарате, описанном в патенте США №7,3331,917. Кроме того, лист 5 материала боковых вставок включает противоположные торцевые участки, один из которых сложен под углом 45°, за счет чего один из противоположных торцевых участков образует дополнительный вставочный участок 12. Другой торцевой участок также сложен под углом 45°, за счет чего другой противоположный торцевой участок образует дополнительный вставочный участок 16. Листы 5 материала боковых вставок затем подаются к лентам 4а и 4b материала сторонок один за другим при каждой периодически осуществляемой подаче лент 4а и 4b материала сторонок, где они размещаются между лентами 4а и 4b материала сторонок. Затем ленты 4а и 4b материала сторонок и лист 5 материала боковых вставок термически или при помощи ультразвука свариваются друг с другом при помощи термического или ультразвукового уплотнительного средства 27 в месте одного из противоположных торцевых участков листа 5 материала боковых вставок при каждой периодически осуществляемой подаче листов 4а и 4b материала сторонок также, как и в аппарате, описанном в патенте США.
Аппарат также включает направляющее средство для материала сторонок, при помощи которого одна из лент 4а материала сторонок при подаче складывается вдоль продольной линии 28 сгиба, открывает ленты 4а и 4b материала сторонок и формирует из них открытую поверхность. Направляющее средство для материала сторонок включает направляющий ролик 29, направляющую пластину 30 и направляющие ролики 31 и 32, ленты 4а и 4b материала сторонок проходят через направляющий ролик 29 и направляются к направляющей пластине 30. Направляющая пластина 30 включает наклонную кромку 33, с которой входит в зацепление одна из лент 4а материала сторонок. Кроме того, одна из лент 4а материала сторонок подается к направляющему ролику 31 и направляется наклонной кромкой 33 и направляющим роликом 31 для складывания в направлении вертикально вверх. Ленты 4а и 4b материала сторонок затем направляются к направляющему ролику 32 таким образом, что одна из лент 4а материала сторонок может направляться направляющим роликом 32 для осуществления полного складывания для открытия лент 4а и 4b материала сторонок и формирования из них открытой поверхности так же, как и в аппарате, описанном в патенте США.
Кроме того, аппарат включает средство формирования донного вставочного участка, при помощи которого лента 6 материала донной вставки соединяется с лентами 4а и 4b материала сторонок таким образом, что она проходит вдоль них, донный вставочный участок 3 формируется из ленты 6 материала донной вставки. Средство формирования донного вставочного участка содержит дополнительное направляющее средство для материала сторонок, при помощи которого другая лента 4b материала сторонок при подаче складывается вдоль продольной линии 7 сгиба таким образом, чтобы сформировать сложенный участок на другой ленте 4b материала сторонок, лента 6 материала донной вставки образуется сложенным участком и накладывается на открытую поверхность. Следует понимать, что продольная линия 7 сгиба в этом случае становится поперечной линией 7 сгиба, показанной на Фиг.2. В связи с этим одна из лент 4а материала сторонок имеет малую ширину W1, а другая лента 4b сторонок имеет большую ширину W2. Поэтому другая лента 4b материала сторонок выступает за пределы одной из лент 4а материала сторонок на расстояние D. Дополнительное направляющее средство материала сторонок содержит направляющие ролики 34, 35 и 36, другая лента 4b материала сторонок проходит через направляющий ролик 34 и направляется к направляющему ролику 35. Другая лента 4b материала сторонок направляется направляющими роликами 34 и 35 таким образом, что он сгибается в направлении вертикально вверх. Ленты 4а и 4b материала сторонок затем направляются к направляющему ролику 36 таким образом, что происходит полное складывание другой ленты 4b материала сторонок. На другой ленте 4b в результате формируется сложенный участок, лента 6 материала донной вставки формируется сложенным участком и накладывается на открытую поверхность так же, как и в аппарате, описанном в патенте США.
Одна из лент 4а материала сторонок затем разворачивается для закрытия листов 4а и 4b материала сторонок направляющим средством материала сторонок после совмещения ленты 6 материала донной вставки с открытой поверхностью. Лента 6 материала донной вставки складывается пополам вдоль продольной линии 8 сгиба и помещается между лентами 4а и 4b материала сторонок. Продольная линия 8 сгиба становится в этом случае поперечной линией 8 сгиба, показанной на Фиг.2. В данном варианте осуществления изобретения направляющее средство материала сторонок включает направляющие ролики 37 и 38, направляющую пластину 39, захватывающие ролики 40 и направляющий ролик 41, ленты 4а и 4b материала сторонок проходят через направляющий ролик 37 и направляются к направляющему ролику 38 и направляющей пластине 39. Направляющая пластина 39 включает наклонную кромку 42, в зацепление с которой входит одна из лент 4а материала сторонок и лента 6 материала донной вставки. Одна из лент 4а материала сторонок и лента 6 материала донной вставки затем направляются к захватывающим роликам 40 для обеспечения направления одного из листов 4а материала сторонок при помощи наклонной кромки 42, направляющего ролика 38 и захватывающих роликов 40 для полного развертывания в направлении вертикально вверх. Лента 6 материала донной вставки направляется наклонной кромкой 42, направляющим роликом 38 и захватывающими роликами 40 для складывания в направлении вертикально вверх. Одна из лент 4а материала сторонок и лента 6 материала донной вставки затем направляются к направляющему ролику 41 для полного развертывания и закрытия листов 4а и 4b материала сторонок, так же, как и в аппарате, описанном в патенте США.
Ленты 4а и 4b материала сторонок могут открывать слои листа 5 материала боковых вставок и дополнительный вставочный участок 12 и образовывать из них открытую поверхность на одном из противоположных торцевых участков листа 5 материала боковых вставок при складывании одной из лент 4а материала сторонок. Лента 6 материала донной вставки накладывается на открытую поверхность. Ленты 4а и 4b материала сторонок могут затем закрывать слои листа 5 материала боковых вставок и дополнительный вставочный участок 12 при разворачивании одного из листов 4а таким образом, что и дополнительный вставочный участок 12 может заходить на ленту 6 материала донной вставки так же, как и в аппарате, описанном в патенте США.
Кроме того, в аппарате донный вставочный участок 3 сформирован лентой 6 материала донной вставки таким образом, что при совмещении ленты 6 материала донной вставки с открытой поверхностью, по меньшей мере, один донный выступ 20а и 20b выступает из донного вставочного участка 3. В данном варианте осуществления изобретения одна из лент 4а материала сторонок имеет малую ширину W1, которая больше чем длина L1 листа 5 материала боковых вставок, как показано на Фиг.5. Другая лента 4b материала сторонок имеет большую ширину W2, при этом лента 6 материала донной вставки формируется сложенным участком другой ленты 4b материала сторонок, и затем складывается пополам для получения ширины W3, которая больше чем длина L2 дополнительного вставочного участка 12. Первый выступ 20а в связи с этим формируется, как донный выступ одним из листов 4а материала сторонок и лентой 6 материала донной вставки, выходящей за пределы и выступающей из донного вставочного участка 3 у одного из его противоположных краев таким образом, что они располагаются напротив друг друга и совмещены друг с другом. Второй выступ 20b формируется, как донный выступ другой лентой 4b материала сторонок и лентой 6 материала донной вставки, выходящей за пределы и выступающей из донного вставочного участка 3 у его другого бокового края таким образом, что они располагаются напротив друг друга и совмещены друг с другом.
Аппарат также включает средство 43 подачи молнии в качестве дополнительного средства, при помощи которого первый выступ 20а снабжается молнией 19. Молния 19 подается средством 43 подачи молнии и направляется к лентам 4а и 4b материала сторонок при совмещении ленты 6 материала донной вставки с открытой поверхностью лент 4а и 4b материала сторонок после открытия лент 4а и 4b материала сторонок и формирования из них открытой поверхности при помощи направляющих роликов 32, 35 и 36. Молния 19 помещается между одним из листов 4а материала сторонок и лентой 6 материала донной вставки таким образом, что она проходит в продольном направлении лент 4а и 4b материала сторонок. Молния 19 является непрерывной в продольном направлении и включает охватываемый элемент, вставляемый в охватывающий элемент. Одна из лент 4а материала сторонок и лента 6 материала донной вставки находятся напротив лент охватываемого и охватывающего элементов. Аппарат также включает средство 44 уплотнения молнии в виде продольного уплотнительного средства, расположенного между направляющими роликами 36 и 37 лент 4а и 4b материала сторонок. Лента 6 материала донной вставки и лента молнии термически свариваются друг с другом, а лента 4а материала сторонок и лента молнии термически свариваются друг с другом в продольном направлении лент 4а и 4b материала сторонок при помощи средства 44 уплотнения молнии при каждой периодически происходящей подаче лент 4а и 4b материала сторонок. Например, пластина 45 размещается между слоями ленты 4а материала сторонок, который складывается вдоль продольной линии 28 сгиба. Лента 6 материала донной вставки, ленты молнии и лента 4а материала сторонок размещаются между средством 44 уплотнения молнии и пластиной 45 таким образом, чтобы обеспечить термическое сваривание ленты 6 материала донной вставки и ленты молнии при обеспечении термического сваривания ленты 4а материала сторонок и ленты молнии, при этом линии 22 термической сварки формируются вдоль молнии 19. Следует понимать, что лента 4а материала сторонок и лента 6 материала донной вставки термически свариваются друг с другом через ленты молнии 19. Соответственно первый выступ 20а снабжается молнией 19.
Аппарат также включает продольное уплотнительное средство 46, расположенное между направляющими роликами 36 и 37 листов 4а и 4b материала сторонок. Другая лента 4b материала сторонок и лента 6 материала донной вставки термически свариваются друг с другом в продольном направлении лент 4а и 4b материала сторонок при помощи продольного уплотнительного средства 46 при каждой периодически осуществляемой подаче лент 4а и 4b материала сторонок для обеспечения формирования линии 23 термической сварки. Линия 23 термической сварки в этом случае становится линией 23 термической сварки, показанной на Фиг.3. Аппарат также включает средство 47 подачи материала дополнительной донной вставки, при помощи которого лента 14 материала дополнительной донной вставки складывается пополам и подается к лентам 4а и 4b материала сторонок на участке между направляющими роликами 38 и 41 лент 4а и 4b материала сторонок. Лента 14 материала дополнительной донной вставки размещается между лентами 4а и 4b материала сторонок таким образом, что после подачи она проходит вдоль продольного направления лент 4а и 4b материала сторонок. Кроме того, дополнительный вставочный участок 16 заходит на ленту 14 материала дополнительной донной вставки у другого торцевого участка листа 5 материала боковых вставок.
Аппарат также включает поперечное уплотнительное средство 48, при помощи которого ленты 4а и 4b материала сторонок и лист 5 материала боковых вставок термически свариваются друг с другом в поперечном направлении лент 4а и 4b материала сторонок при каждой периодически осуществляемой подаче листов 4а и 4b материала сторонок для обеспечения формирования линии 11 термической сварки.
Аппарат также включает пробойник 49 в качестве дополнительного средства, при помощи которого пробиваются ленты 4а и 4b материала сторонок и лента 6 материала донной вставки для формирования в них отверстий 18 для руки на первом и втором выступах 20а и 20b после термического сваривания в момент периодически осуществляемой подачи листов 4а и 4b материала сторонок. В результате первый и второй выступы 20а и 20b снабжаются отверстиями 18 для руки. Аппарат также включает продольное уплотнительное средство 50, при помощи которого ленты 4а и 4b материала сторонок и лента 14 материала дополнительной донной вставки термически свариваются друг с другом в продольном направлении лент 4а и 4b материала сторонок с обеспечением формирования линий 17 термической сварки.
Аппарат также включает отрезное устройство 51, при помощи которого ленты 4а и 4b материала сторонок, лист 5 материала боковых вставок, лента 6 материала донной вставки и лента 14 материала дополнительной донной вставки разрезаются в поперечном направлении лент 4а и 4b материала сторонок при каждой периодически осуществляемой подаче лент 4а и 4b материала сторонок. Они разрезаются вдоль продольной центральной оси листа 5 материала боковых вставок. Ленты 4а и 4b материала сторонок, лента 6 материала донной вставки и лента 14 материала дополнительной донной вставки разрезаются на листы 4а и 4b материала сторонок, лист 6 материала донной вставки и лист 14 материала дополнительной донной вставки, показанные на Фиг.2.
В результате аппарат обеспечивает эффективное изготовление пластиковых пакетов, показанных на Фиг.1.
Следует понимать, что в аппарате одна из лент 4а материала сторонок разворачивается для закрытия лент 4а и 4b материала сторонок при помощи направляющего средства материала сторонок после совмещения ленты 6 материала донной вставки с открытой поверхностью. Лента 6 материала донной вставки складывается вдвое вдоль продольной линии 8 сгиба и помещается между лентами 4а и 4b материала сторонок. Ленты 4а и 4b материала сторонок и лист 5 материала боковых вставок затем термически свариваются друг с другом в поперечном направлении листов 4а и 4b материала сторонок при условии закрытия лент 4а и 4b материала сторонок. Ленты 4а и 4b материала сторонок, лист 5 материала боковых вставок и лента 6 материала донной вставки разрезаются в поперечном направлении лент 4а и 4b материала сторонок при условии закрытия лент 4а и 4b материала сторонок.
В связи с этим ленты 4а и 4b материала сторонок и лист 5 материала боковых вставок могут термически свариваться друг с другом в поперечном направлении листов 4а и 4b материала сторонок при условии открытия лент 4а и 4b материала сторонок. Ленты 4а и 4b материала сторонок, лист 5 материала боковых вставок и лента 6 материала донной вставки могут разрезаться в поперечном направлении лент 4а и 4b материала сторонок при условии открытия лент 4а и 4b материала сторонок. В этом случае ленты 4а и 4b материала сторонок должны направляться к поперечному уплотнительному средству 48 и отрезному устройству 51 без разворачивания одной из лент 4а материала сторонок для закрытия лент 4а и 4b материала сторонок.
Лента 6 материала донной вставки может содержать ленту, отличную от лент 4а и 4b материала сторонок. В этом случае средство формирования донного вставочного участка содержит не дополнительное направляющее средство, а средство подачи материала донной вставки, при помощи которого лента 6 материала донной вставки подается к лентам 4а и 4b материала сторонок и накладывается на открытую поверхность.
На Фиг.7 показан аппарат по изобретению, представляющий собой другой вариант осуществления изобретения.
Аппарат включает подающие ролики 24 и 25, приводимые электродвигателем, за счет чего обеспечивается продольная подача лент 4а и 4b материала сторонок относительно аппарата при помощи подающих роликов 24 и 25, как показано на Фиг.8, так же, как и в аппарате, показанном на Фиг.3. Подача ленты 4а и 4b материала сторонок производится периодически на некоторое расстояние.
Аппарат также включает средство 26 подачи материала боковых вставок, при помощи которого листы 5 материала боковых вставок складываются пополам и затем последовательно подаются к лентам 4а и 4b материала сторонок при каждой периодически осуществляемой подаче лент 4а и 4b материала сторонок, также как и в аппарате, показанном на Фиг.4.
Аппарат также включает средство формирования донного вставочного участка, которое содержит средство 52 подачи материала сторонок, при помощи которого лента 6 материала донной вставки складывается пополам, подается к лентам 4а и 4b материала сторонок и помещается между ними. Лента 6 материала донной вставки имеет ширину W3, которая при складывании пополам больше длины L2 дополнительного вставочного участка 12, как и в аппарате, показанном на Фиг.4. Дополнительный вставочный участок 12 заходит на ленту 6 материала донной вставки.
Аппарат также включает дополнительное средство 47 подачи донной вставки, при помощи которого лента 14 материала дополнительной донной вставки складывается пополам, подается к лентам 4а и 4b материала сторонок и помещается между ними, как и в аппарате, показанном на Фиг.4. Дополнительный вставочный участок 16 заходит на ленту 16 материала донной вставки.
Аппарат также включает средство 43 подачи молнии, при помощи которого молния 19 подается к лентам 4а и 4b материала сторонок и помещается между одной из лент 4а материала сторонок и лентой 6 материала донной вставки. Лента 4а материала сторонок, ленты молнии и лента 6 материала донной вставки затем термически свариваются друг с другом при помощи средства 44 уплотнения молнии и пластины 45, как и в аппарате, показанном на Фиг.4. Кроме того, лента 4b материала сторонок и лента 6 материала донной вставки термически свариваются друг с другом в продольном направлении лент 4а и 4b материала сторонок при помощи продольного уплотнительного средства 53 и пластины 45, как показано на Фиг.9.
Аппарат также включает продольное уплотнительное средство 50, при помощи которого ленты 4а и 4b материала сторонок и лента 14 материала дополнительной донной вставки термически свариваются друг с другом. Аппарат также включает пробойник 49, при помощи которого пробиваются ленты 4а и 4b материала сторонок и лента 6 материала донной вставки для формирования в них отверстий 18 для руки так же, как и в аппарате, показанном на Фиг.4.
Ленты 4а и 4b материала сторонок, лист 5 материала боковых вставок, лента 6 материала донной вставки и лента 14 материала дополнительной донной вставки разрезаются в поперечном направлении лент 4а и 4b материала сторонок отрезным устройством 51.
В результате аппарат обеспечивает эффективное изготовление пластиковых пакетов, показанных на Фиг.1.
На Фиг.10 показан другой пластиковый пакет. Пластиковый пакет включает первый и второй выступы 20а и 20b, образованные листом материала донной вставки и листами материала сторонок, выходящими за пределы и выступающими из донного вставочного участка 3 с его противоположных боковых краев таким образом, что они находятся друг напротив друга и совмещены друг с другом. Листы материала сторонок и лист материала донной вставки термически свариваются друг с другом вдоль противоположных боковых кромок 21 первого и второго выступов 20а и 20b. Первый и второй выступы 20а и 20b снабжены отверстиями 18 для руки, как и у пластикового пакета, показанного на Фиг.1.
Однако пластиковый пакет включает третий выступ 20с, представляющий собой донный выступ, выполненный в дополнение к первому и второму выступам 20а и 20b. Третий выступ 20с образован листом материала донной вставки сложенным в два слоя, выходящим за пределы и выступающим из участка 3 донной вставки между его противоположными боковыми кромками. Третий выступ 20с проходит параллельно противоположным боковым кромкам донного вставочного участка 3. Кроме того, не первый выступ 20а, а третий выступ 20с снабжен молнией 19. Молния 19 размещена между слоями листа материала донной вставки. Лист материала донной вставки термически сваривается с лентами охватываемого и охватывающего элементов таким образом, что линии 22 термической сварки формируются вдоль молнии 19. Кроме того, в третьем выступе 20с формируется паз 54 на одной из его противоположных боковых кромок. Пазы могут формироваться на третьем выступе 20с на его противоположных кромках.
В результате обеспечивается протягивание третьего выступа 20с за паз 53 вдоль молнии 19. После этого возможно открытие пластикового пакета при помощи молнии 19 для извлечения содержимого и последующее закрытие пластикового пакета при помощи молнии 19.
Третий выступ 20с может иметь открытый край (см. Фиг.10D). В этом случае нет необходимости формировать паз 54 на третьем выступе 20с.
У данного пластикового пакета сторонки 1 и участок 3 донной вставки термически свариваются друг с другом вдоль противоположных торцевых кромок сторонок 1 таким образом, что линии 55 термической сварки формируются вдоль противоположных торцевых кромок сторонок 1.
Для эффективного изготовления пластиковых пакетов, показанных на Фиг.10, аппарат должен включать направляющее средство для материала донной вставки, при помощи которого лента материала донной вставки при подаче складывается между противоположными боковыми кромками ленты материала донной вставки и лента материала донной вставки накладывается на открытую поверхность таким образом, что обеспечивается формирование третьего выступа 20с из ленты материала донной вставки. Молния 19 подается к ленте материала донной вставки и помещается между ее слоями у третьего выступа 20с. Лента материала донной вставки и молния 19 термически свариваются друг с другом у третьего выступа 20с при помощи средства уплотнения молнии при каждой периодически осуществляемой подаче лент материала сторонок. Таким образом третий выступ 20с снабжается молнией 19. Третий выступ 20с может формироваться до наложения ленты материала донной вставки на открытую поверхность. Молния 19 может помещаться между слоями ленты материала донной вставки у третьего выступа 20с до наложения ленты материала донной вставки на открытую поверхность. Лента материала донной вставки и молния 19 могут термически свариваться друг с другом до наложения ленты материала донной вставки на открытую поверхность.
Первый и второй выступы 20а и 20b могут включать противоположные наклонные боковые кромки 21 в форме трапеции, как показано на Фиг.11. Листы материала сторонок и лист материала донной вставки могут термически свариваться друг с другом вдоль противоположных боковых кромок 21. Листы материала сторонок и лист материала донной вставки могут термически разрезаться и соединяться друг с другом вдоль противоположных боковых кромок 21.
Для эффективного изготовления пластиковых пакетов, показанных на Фиг.11, аппарат должен включать ножи Томсона, при помощи которых ленты материала сторонок и лента материала донной вставки разрезаются вдоль противоположных боковых кромок 21 первого и второго выступов 20а и 20b при каждой периодически осуществляемой подаче лент материала сторонок для получения наклонных боковых кромок 21. Ленты материала сторонок и лента материала донной вставки затем термически свариваются друг с другом вдоль противоположных боковых кромок 21 при помощи термосварочного средства. Ленты материала сторонок и лента материала донной вставки могут термически разрезаться при помощи термического режущего средства.
Первый и второй выступы 20а и 20b могут находиться на некотором расстоянии от боковых вставочных участков 2, как показано на Фиг.12. Донный вставочный участок 3 может быть снабжен молнией 19 между противоположными боковыми кромками донного вставочного участка 3. Молния 19 проходит параллельно противоположным боковым кромкам донного вставочного участка 3.
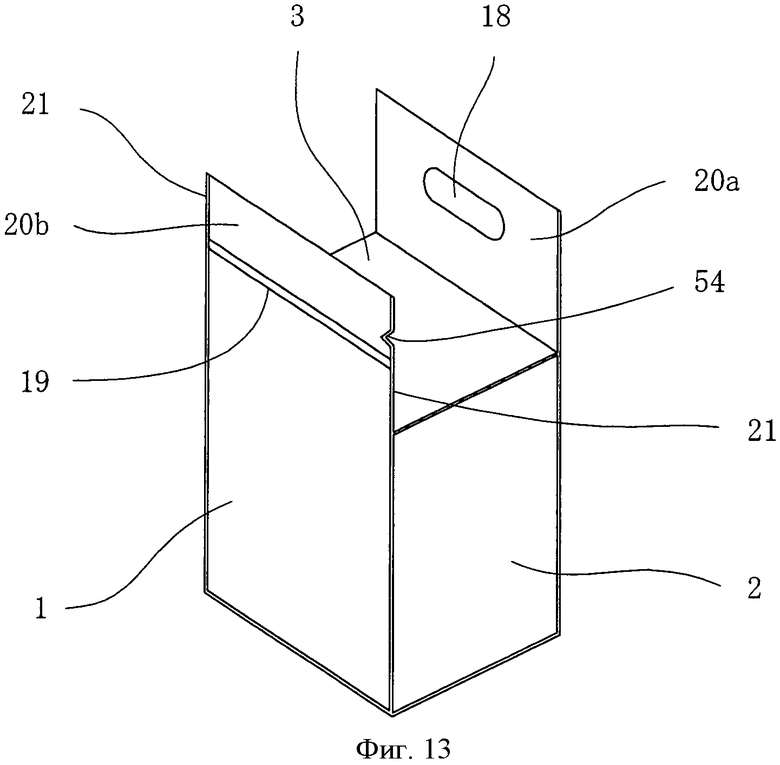
У пластикового пакета, показанного на Фиг.13, первый выступ 20а снабжен отверстием 18 для руки. Второй выступ 20b снабжен молнией 19. Кроме того, второй выступ 20b снабжен пазом 54, выполненным на одной из противоположных его боковых кромок 21 над молнией 19. Паз 54 может быть выполнен во втором выступе 20b на его противоположных кромках 21.
В результате возможна переноска пакета при помощи отверстия 18 для руки после заполнения его содержимым. Также возможно перемещение 20b второго выступа за паз 54 для открытия и закрытия пластикового пакета при помощи молнии 19. Обеспечивается удобное штабелирование пластиковых пакетов за счет наложения первого и второго выступов 20а и 20b на донный вставочный участок 3.
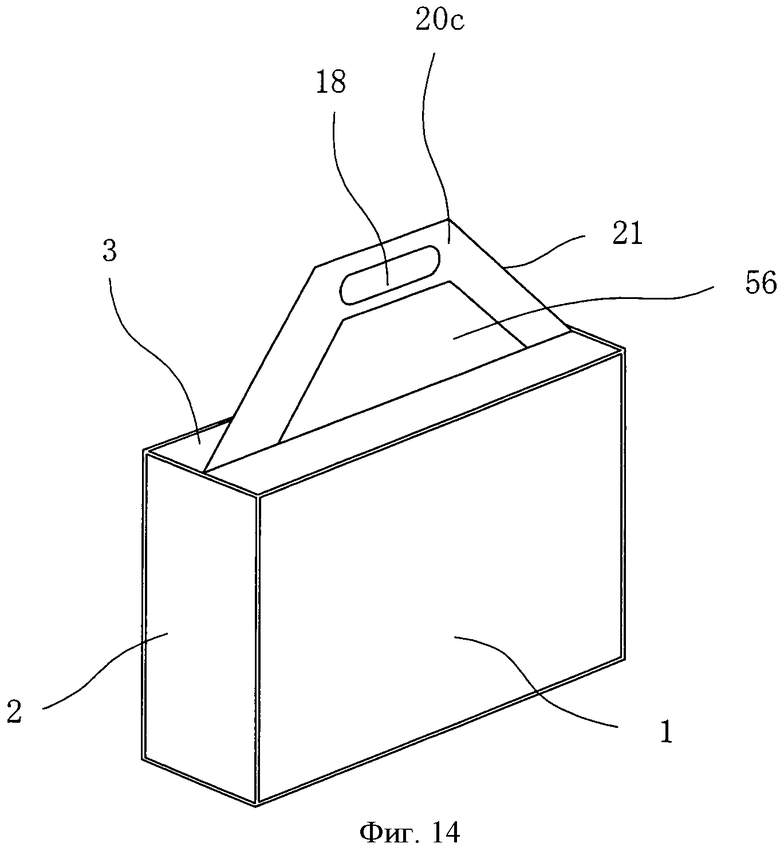
У пластикового пакета, показанного на Фиг.14, донный выступ содержит одиночный выступ 20с. Одиночный выступ 20с сформирован из листа материала донной вставки, сложенного в два слоя, выходящего за пределы и выступающего из донного вставочного участка 3 между его противоположными боковыми кромками, как и у пластикового пакета, показанного на Фиг.10. Одиночный выступ 20с проходит параллельно противоположным боковым кромкам донного вставочного участка 3. Кроме того, одиночный выступ 20с снабжен отверстием 18 для руки.
Кроме того, у пластикового пакета, показанного на Фиг.14, одиночный выступ 20с включает противоположные боковые кромки 21, которые являются наклонными и имеют форму трапеции. Лист материала донной вставки складывается в два слоя, которые термически свариваются друг с другом вдоль противоположных кромок 21 и торцевой кромки 20с таким образом, что вдоль противоположных боковых кромок 21 и торцевой кромки формируется термически сваренный участок, определяющий и закрывающий отверстие 56. Кроме того, на термически сваренном участке формируется отверстие 18 для руки, расположенное рядом с торцевой кромкой. В результате обеспечивается открытие отверстия 56 и засыпание содержимого через отверстие 56 за счет создания прореза в одиночном выступе 20с ниже отверстия 18 для руки.
Для эффективного изготовления пластиковых пакетов, показанных на Фиг.14, аппарат должен включать ножи Томсона, при помощи которых производится разрезание ленты материала нижней вставки вдоль противоположных боковых кромок 21 одиночного выступа 20с при каждой периодически выполняемой подаче лент материала сторонок для получения наклонных противоположных боковых кромок 21. Затем слои ленты материала нижней вставки термически свариваются друг с другом вдоль противоположных кромок 21 и торцевой кромки одиночного выступа 20с таким образом, что одиночный выступ снабжается отверстием 56. Кроме того, лента материала нижней вставки пробивается пробойником с целью получения отверстия 18 для руки, формируемого в ленте материала нижней вставки при каждой периодически выполняемой подаче лент материала сторонок, за счет чего обеспечивается снабжение одиночного выступа 20с отверстием 18 для руки.
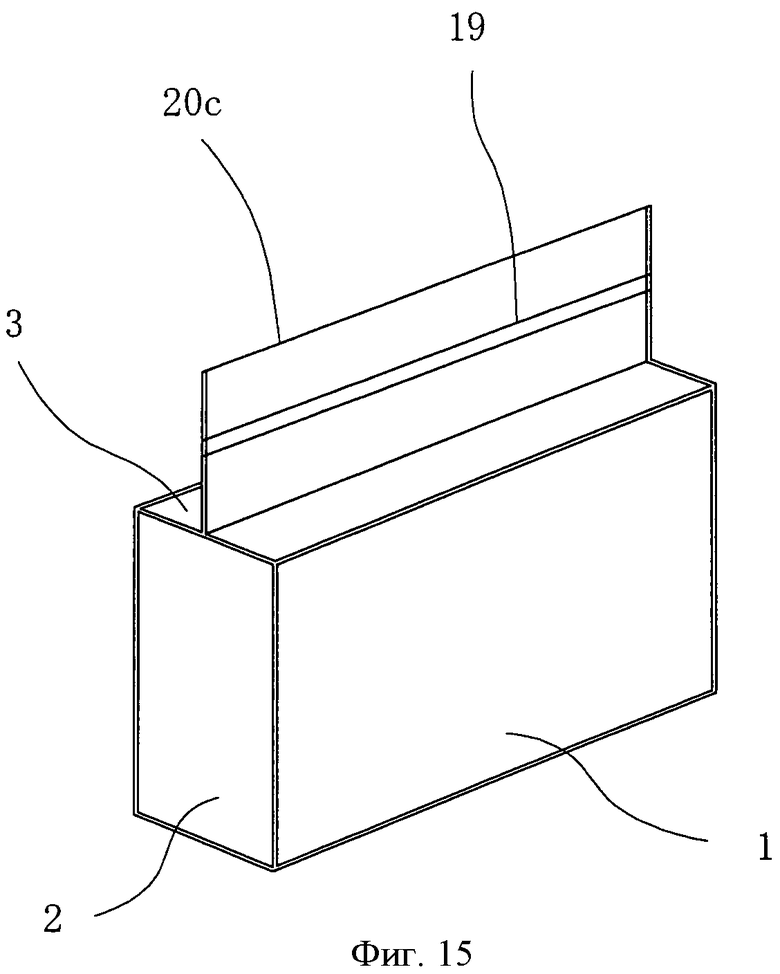
Одиночный выступ 20с может быть снабжен молнией 19, как показано на Фиг.15.
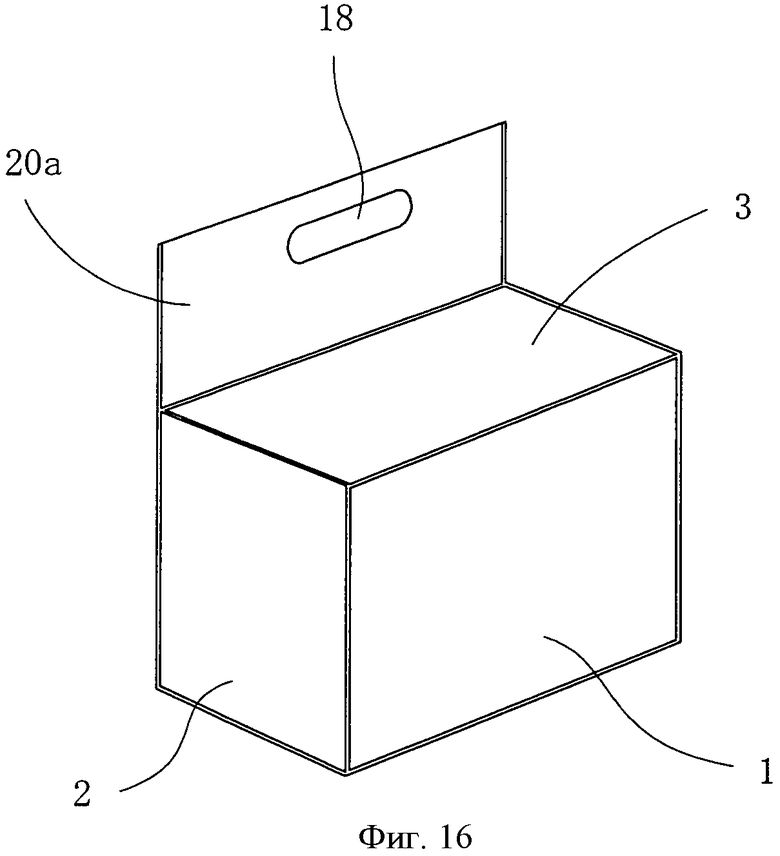
У пластикового пакета, показанного на Фиг.16, донный выступ содержит одиночный выступ 20а. Одиночный выступ 20а образован одним из листов материала сторонок и листом материала нижней вставки, выходящим за пределы и выступающим из материала 3 донной вставки. Одиночный выступ 20а снабжен отверстием 18 для руки.
У пластикового пакета, показанного на Фиг.17, одиночный выступ 20а снабжен молнией 19.
У пластикового пакета, показанного на Фиг.18, одиночный выступ 20а снабжен адгезионным средством. Адгезионное средство содержит термоклей 57. В связи с этим одиночный выступ 20а включает внешнюю поверхность, образованную одним из листов материала сторонок, выходящего за пределы и выступающего из донного вставочного участка 3. Одиночный выступ 20а также включает внутреннюю поверхность, образованную листом материала нижней вставки, выходящего за пределы и выступающего из донного вставочного участка 3. Термоклей 57 наносится на внутреннюю поверхность одиночного выступа 20а, съемная бумажная лента 58 устанавливается на термоклей 57. Слой термоклея 57 и съемная бумажная лента 58 находятся на некотором расстоянии от торцевой кромки одиночного выступа 20а и проходят в горизонтальном направлении. В результате обеспечивается закрытие пластикового пакета путем удаления съемной бумажной ленты 58 со слоя термоклея 57, сгибания одиночного выступа 20а на участке между торцевой кромкой одиночного выступа 20а и слоем термоклея 57 и помещения торцевой кромки на слой термоклея 57. Последующее открытие пластикового пакета осуществляется путем отделения торцевой кромки от слоя термоклея 57. Один из листов материала сторонок и лист материала донной вставки могут термически свариваться друг с другом у торцевой кромки одиночного выступа 20а. В этом случае один из листов материала сторонок и лист материала донной вставки должны разрезаться вдоль торцевой кромки при открытии пластикового пакета.
Термоклей 57 и съемная бумажная лента 58 могут располагаться рядом с торцевой кромкой одиночного выступа 20а, как показано на Фиг.19. Одиночный выступ 20а сгибается в сторону донного вставочного участка 3 таким образом, что одиночный выступ 20а и донный вставочный участок 3 склеиваются друг с другом при помощи термоклея 57. Термоклей 57 может наноситься на внешнею поверхность одиночного выступа 20а рядом с его торцевой кромкой, при этом съемная бумажная лента 58 помещается на слое термоклея 57, как показано на Фиг.20. Одиночный выступ 20а сгибается на участке ниже участка нанесения термоклея 57, при этом участок нанесения термоклея 57 размещается напротив донного вставочного участка 3 для обеспечения склеивания одиночного выступа 20а и донного вставочного участка 3 при помощи термоклея 57. Участок нанесения термоклея 57 может располагаться напротив внутренней поверхности одиночного выступа 20а для обеспечения склеивания внешней и внутренней поверхностей одиночного выступа 20а.
Для эффективного изготовления пластиковых пакетов, показанных на Фиг.18, 19 или 20, аппарат должен включать средство нанесения термоклея, представляющее собой дополнительное средство, при помощи которого термоклей 57 наносится на внутреннюю или внешнюю поверхность одиночного выступа 20а при каждой периодически осуществляемой подаче лент материала сторонок, за счет чего одиночный выступ 20а снабжается слоем термоклея 57, при этом на слой термоклея 57 помещается съемная бумажная лента 58.
Термоклей 57 может наносится на донный выступ любого пластикового пакета. Адгезионное средство может содержать пасту или двухстороннюю клеевую ленту. В этом случае дополнительное средство содержит средство нанесения адгезионного средства, при помощи которого наносится паста или двухсторонняя клеевая лента.
В каждом из вариантов осуществления изобретения донный выступ может быть сформирован из одной из лент материала сторонок, выходящего за пределы и выступающего из донного вставочного участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2013 |
|
RU2567702C9 |
| СПОСОБ И АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2009 |
|
RU2463164C1 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2014 |
|
RU2593141C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ НАПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЯ ВПЕРЕД ЗАМОЧНОГО МАТЕРИАЛА | 2014 |
|
RU2578567C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ПАКЕТОВ | 2011 |
|
RU2462360C1 |
| ПЛАСТИКОВЫЙ ПАКЕТ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2665612C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНОВЫХ ПАКЕТОВ | 2008 |
|
RU2426648C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ПАКЕТОВ | 2009 |
|
RU2446052C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА | 2017 |
|
RU2706442C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2656087C1 |
Аппарат для эффективного изготовления пластиковых пакетов, каждый из которых включает сторонки, боковые вставочные участки и донный вставочный участок, аппарат содержит средство формирования сторонок, средство формирования боковых вставочных участков, средство формирования донного вставочного участка и дополнительное средство. Причем при помощи средства формирования сторонок две ленты материала сторонок располагаются одна напротив другой и накладываются друг на друга и подаются в продольном направлении аппарата, а сторонки формируются из лент материала сторонок. При помощи средства формирования боковых вставочных участков листы материала боковых вставок складываются пополам, соединяются с лентами материала сторонок и размещаются между ними таким образом, что они проходят в поперечном направлении лент материала сторонок, а боковые вставочные участки формируются из листов материала боковых вставок. При помощи средства формирования донного вставочного участка лента материала нижней вставки соединяется с лентами материала сторонок таким образом, что она проходит в продольном направлении лент материала сторонок, а донный вставочный участок формируется из ленты материала донной вставки таким образом, что, по меньшей мере, один донный выступ выступает из донного вставочного участка. При помощи дополнительного средства донный выступ снабжается отверстием для руки, молнией, отверстием или адгезионным средством. Изобретение обеспечивает создание аппарата, обеспечивающего более эффективное изготовление пластиковых пакетов. 12 з.п. ф-лы, 20 ил.
1. Аппарат для эффективного изготовления пластиковых пакетов, каждый из которых включает сторонки, боковые вставочные участки и донный вставочный участок, аппарат содержит:
средство формирования сторонок, при помощи которого две ленты материала сторонок располагаются одна напротив другой и накладываются друг на друга и подаются в продольном направлении аппарата, сторонки формируются из лент материала сторонок;
средство формирования боковых вставочных участков, при помощи которого листы материала боковых вставок складываются пополам, соединяются с лентами материала сторонок и размещаются между ними таким образом, что они проходят в поперечном направлении лент материала сторонок, боковые вставочные участки формируются из листов материала боковых вставок;
средство формирования донного вставочного участка, при помощи которого лента материала нижней вставки соединяется с лентами материала сторонок;
таким образом, что она проходит в продольном направлении лент материала сторонок, донный вставочный участок формируется из ленты материала донной вставки таким образом, что, по меньшей мере, один донный выступ выступает из донного вставочного участка;
дополнительное средство, при помощи которого донный выступ снабжается отверстием для руки, молнией, отверстием или адгезионным средством.
2. Аппарат по п.1, в котором донный выступ сформирован одной из лент материала сторонок и лентой материала донной вставки, выходящих за пределы и выступающих из донного вставочного участка таким образом, что они располагаются одна напротив другой и накладываются друг на друга.
3. Аппарат по п.1, в котором донный выступ сформирован одной из лент материала сторонок или лентой материала донной вставки, выходящей за пределы и выступающей из донного вставочного участка.
4. Аппарат по п.1, дополнительно содержащий:
направляющее средство для материала сторонок, при помощи которого одна из лент материала сторонок при подаче складывается вдоль продольной линии сгиба, открывая ленты сторонок и формируя из них открытую поверхность, при этом лента материала донной вставки накладывается на открытую поверхность.
5. Аппарат по п.4, в котором средство формирования донного вставочного участка содержит дополнительное направляющее средство, при помощи которого лента материала сторонок при подаче складывается вдоль продольной линии сгиба таким образом, что на другой ленте материала сторонок обеспечивается формирование сложенного участка, лента материала донной вставки формируется сложенным участком и накладывается на открытую поверхность.
6. Аппарат по п.4, в котором средство формирования донного вставочного участка содержит средство подачи материала донной вставки, при помощи которого лента материала донной вставки подается к лентам материала сторонок и накладывается на открытую поверхность.
7. Аппарат по п.4, в котором средство ленты материала сторонок подается периодически на некоторое расстояние.
8. Аппарат по п.7, в котором средство формирования боковых вставочных участков содержит средство подачи материала боковых вставок, при помощи которого листы материала боковых вставок последовательно подаются к лентам материала сторонок при каждой периодически осуществляемой подаче лент материала сторонок.
9. Аппарат по п.7, дополнительно содержащий:
продольное уплотняющее средство, при помощи которого ленты материала сторонок и лента материала донной вставки термически свариваются друг с другом в продольном направлении лент материала сторонок при каждой периодически осуществляемой подаче листов материала сторонок.
10. Аппарат по п.7, дополнительно содержащий:
поперечное уплотняющее средство, при помощи которого ленты материала сторонок и лист материала боковых вставок термически свариваются друг с другом в поперечном направлении лент материала сторонок при каждой периодически осуществляемой подаче листов материала сторонок; отрезное устройство, при помощи которого ленты материала сторонок, лист материала боковых вставок и лента материала донной вставки разрезаются по ширине лент материала сторонок при каждой периодически выполняемой подаче листов материала сторонок.
11. Аппарат по п.10, в котором одна из лент материала сторонок развертывается для закрытия лент материала сторонок при помощи направляющего средства материала сторонок после наложения ленты материала донной вставки на открытую поверхность, лента материала донной вставки складывается пополам вдоль продольной линии сгиба и помещается между лентами материала сторонок, ленты материала сторонок и лист материала боковых вставок термически свариваются друг с другом в поперечном направлении лент материала сторонок при условии закрытия лент материала сторонок, ленты материала сторонок, лист материала боковых вставок и лента материала донной вставки разрезаются в поперечном направлении лент материала сторонок при условии закрытия лент материала сторонок.
12. Аппарат по п.10, в котором ленты материала сторонок и лист материала боковых вставок термически свариваются друг с другом в поперечном исправлении лент материала сторонок при условии открытия лент материала сторонок, ленты материала сторонок, лист материала боковых вставок и лента материала донной вставки разрезаются в поперечном направлении лент материала сторонок при условии открытия лент материала сторонок.
13. Аппарат по п.1, в котором средство формирования донного вставочного участка содержит средство подачи материала донной вставки, при помощи которого лента материала донной вставки складывается пополам и подается к лентам материала сторонок и размещается между ними.
| Путеизмерительный шаблон | 1987 |
|
SU1541332A1 |
| US 5112138 А, 12.05.1992 | |||
| US 5938337 А, 17.08.1999 | |||
| US 2004136619 A1, 15.07.2004. | |||

