Область техники, к которой относится изобретение
Изобретение относится к аппарату для последовательного изготовления пластиковых пакетов.
Уровень техники
В патентном документе JP №3,733,085 раскрыт аппарат для последовательного изготовления пластиковых пакетов, каждый из которых включает в себя сторонки и застежку (застежку-молнию). В этом аппарате два полотна материала сторонок накладываются друг на друга, полотно (корпус) материала застежки вставляется между полотнами материала сторонок, чтобы оно проходило в продольном направлении полотен материала сторонок, полотна материала сторонок и полотно материала застежки подаются в их продольном направлении и в прерывистом режиме для перемещения на заданную длину. Полотна материала сторонок содержат пластиковые пленки, тогда как полотно материала застежки изготовлено из пластикового материала. Аппарат включает в себя устройство термической сварки, с помощью которого полотна материала сторонок и массив материала застежки термически свариваются друг с другом в их продольном направлении, когда они останавливаются временно каждый раз, когда подаются в прерывистом режиме. Кроме того, полотна материала сторонок и полотно материала застежки термически свариваются друг с другом вдоль их ширины, когда они останавливаются временно каждый раз, когда подаются в прерывистом режиме. Полотна материала сторонок и полотно материала застежки затем разрезаются поперечно вдоль ширины полотен материала сторонок, когда они останавливаются временно каждый раз, когда подаются в прерывистом режиме. Аппарат может, следовательно, последовательно изготавливать пластиковые пакеты из полотен материала сторонок и полотна материала застежки. Сторонки формируются из полотен материала сторонок, тогда как застежка формируется из полотна материала застежки.
В этом аппарате полотна материала сторонок и полотно материала застежки останавливаются временно для термической сварки друг с другом в их продольном направлении. Полотна материала сторонок и полотно материала застежки могут, следовательно, термически свариваться друг с другом надлежащим образом для обеспечения прочности сварного соединения, поддерживаемой постоянной. Однако устройство для термической сварки должно иметь значительную длину и располагаться продольно относительно полотен материала сторонок. Кроме того, полотно материала застежки содержит охватываемые и охватывающие элементы, включающие в себя сопрягаемые части, причем сопрягаемые части соединяются друг с другом. Сопрягаемые части необходимо предохранять от повреждения, когда полотна материала сторонок и полотно материала застежки термически сваривают друг с другом, следовательно, устройство для термической сварки является сложным в конструкции.
С другой стороны, в патентном документе US №5,279,693 раскрыт аппарат, включающий в себя пару роликов, расположенных напротив друг друга. В этом аппарате два полотна материала сторонок накладываются друг на друга, полотно материала застежки вставляется между полотнами материала сторонок, чтобы оно проходило продольно относительно полотен материала сторонок. Полотна материала сторонок и полотно материала застежки подаются продольно для направления к роликам, вставки между роликами и сжатия роликами. Аппарат, кроме того, включает в себя лазерный излучатель, излучающий лазерный луч на полотна материала сторонок и полотно материала застежки в месте, расположенном перед роликами по ходу движения, когда полотна материала сторонок и полотно материала застежки подаются в их продольном направлении, для нагрева и расплавления полотен материала сторонок и полотна материала застежки лазерным лучом. Полотна материала сторонок и лента застежки, следовательно, свариваются друг с другом, когда они сжимаются роликами.
Этот аппарат, следовательно, не должен обязательно включать в себя устройство для термической сварки, которое является очень длинным и располагается продольно относительно полотен материала сторонок, не приводя в результате к проблеме пространства для установки оборудования. Сопрягаемые части могут удерживаться от повреждения в охватываемых и охватывающих элементах ленты застежки без затруднений. Однако в этом случае полотна материала сторонок и лента застежки должны подаваться не в прерывистом режиме, а непрерывно со скоростью, которая не изменятся во времени, для равномерного нагрева и расплавления полотен материала сторонок и ленты застежки. Следует понимать, что эта скорость изменяется во времени неизбежно, если полотна материала сторонок и лента застежки подаются в прерывистом режиме для их остановки временно. Следовательно, полотна материала сторонок не могут быть остановлены временно для термической сварки друг с другом вдоль их ширины. Полотна материала сторонок и лента застежки не могут быть остановлены временно для их поперечной резки вдоль их ширины.
Следовательно, цель данного изобретения - обеспечить аппарат для последовательного изготовления пластиковых пакетов путем использования лазерного луча надлежащим образом для преодоления вышеупомянутых проблем.
Раскрытие изобретения
Согласно данному изобретению, аппарат включает в себя пару роликов, расположенных друг напротив друга. Аппарат, кроме того, включает в себя подающее устройство, с помощью которого два полотна материала сторонок накладываются друг на друга, лента застежки вставляется между полотнами материала сторонок для его прохождения в продольном направлении полотен материала сторонок. Полотна материала сторонок и лента застежки подаются в их продольном направлении для направления к роликам, вставки между роликами и сжатия роликами. Аппарат, кроме того, включает в себя излучатель лазерного луча, излучающий лазерный луч на полотна материала сторонок и лента застежки в месте, расположенном перед роликами по ходу движения, когда полотна материала сторонок и лента застежки подаются в их продольном направлении, для нагрева и расплавления полотен материала сторонок и ленты застежки лазерным лучом. Полотна материала сторонок и лента застежки, следовательно, свариваются друг с другом, когда они сжимаются роликами. Аппарат, кроме того, включает в себя управляющее устройство, присоединенное к подающему устройству и излучателю, причем подающее устройство управляется управляющим устройством таким образом, чтобы полотна материала сторонок и лента застежки подавались в прерывистом режиме с заранее заданной скоростью, которая должна изменяться во времени. Излучатель управляется управляющим устройством и на основании принципа упреждающего управления (с положительной обратной связью) для лазерного луча, подлежащего регулированию по интенсивности излучения, причем интенсивность излучения вычисляется на основании заранее заданной скорости для получения расчетной величины интенсивности. Лазерный луч регулируется в соответствии с расчетной величиной интенсивности для нагрева и расплавления полос материала сторонок и ленты застежки равномерно, независимо от изменяемой скорости. Полотна материала сторонок и лента застежки, следовательно, свариваются друг с другом для получения прочности сварного соединения, поддерживаемой постоянной. Аппарат предназначен для последовательного изготовления пластиковых пакетов из полотен материала сторонок и ленты застежки.
В предпочтительном варианте осуществления данного изобретения величина интенсивности вычисляется таким образом, чтобы она была пропорциональна заранее заданной скорости. Кроме того, полотна материала сторонок изгибаются вдоль роликов, чтобы они имели изогнутые части, образованные в них, причем между изогнутыми частями и лентой застежки формируются клинообразные зазоры. Излучатель содержит два излучателя, расположенные напротив клинообразных зазоров, причем эти излучатели излучают лазерные лучи на полотна материала сторонок и ленту застежки в клинообразных зазорах.
Лента застежки содержит охватываемые и охватывающие элементы, включающие в себя сопрягаемые (соединительные) части и фланцевые части, причем сопрягаемые части соединяются друг с другом. Излучатель излучает лазерный луч на полотна материала сторонок и фланцевые части на противоположных сторонах сопрягаемых частей для нагрева и расплавления полотен материала сторонок и фланцевых частей лазерным лучом, так чтобы полотна материала сторонок и фланцевые части сваривались друг с другом вдоль двух линий сварных соединений без нагрева сопрягаемых частей лазерным лучом.
Излучатель содержит источник лазерного луча, сферическую линзу и стеклянную пластину, причем сферическая линза и стеклянная пластина расположены между источником лазерного луча и полотнами материала сторонок и между источником лазерного луча и фланцевыми частями. Стеклянная пластина имеет V-форму в поперечном сечении, чтобы она имела центральную часть, выступающую по направлению к полотнам материала сторонок и фланцевым частям. Лазерный луч усиливается и разделяется сферической линзой и стеклянной пластиной, так чтобы полотна материала сторонок и фланцевые части сваривались друг с другом вдоль двух линий сварных соединений.
Излучатель может содержать два излучателя, каждый из которых излучает лазерный луч на полотна материала сторонок и фланцевые части, так чтобы полотна материала сторонок и фланцевые части сваривались друг с другом вдоль двух линий сварных соединений.
Обработка для поглощения лазерного излучения может быть применена к ленте застежки, так чтобы лента застежки поглощала лазерный луч для генерации тепла для нагрева и расплавления ленты застежки.
Краткое описание чертежей
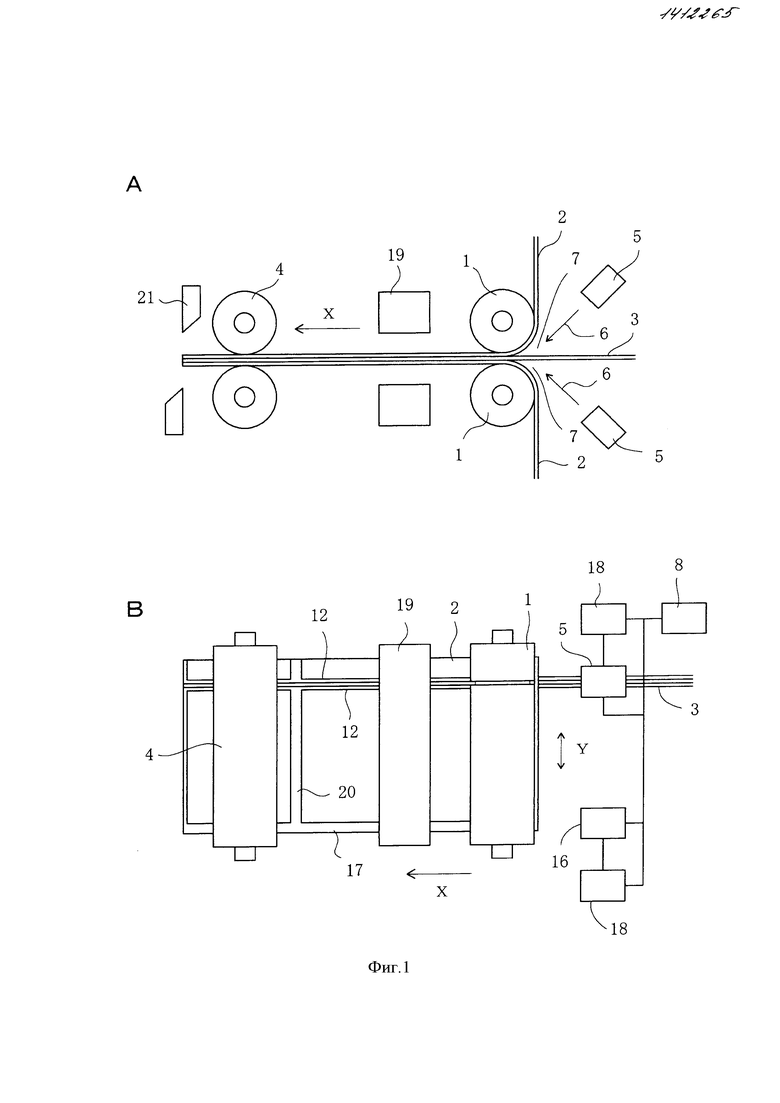
На фиг. 1 даны вид сбоку (А) предпочтительного варианта осуществления данного изобретения и вид в плане (В) аппарата, изображенного на виде (А).
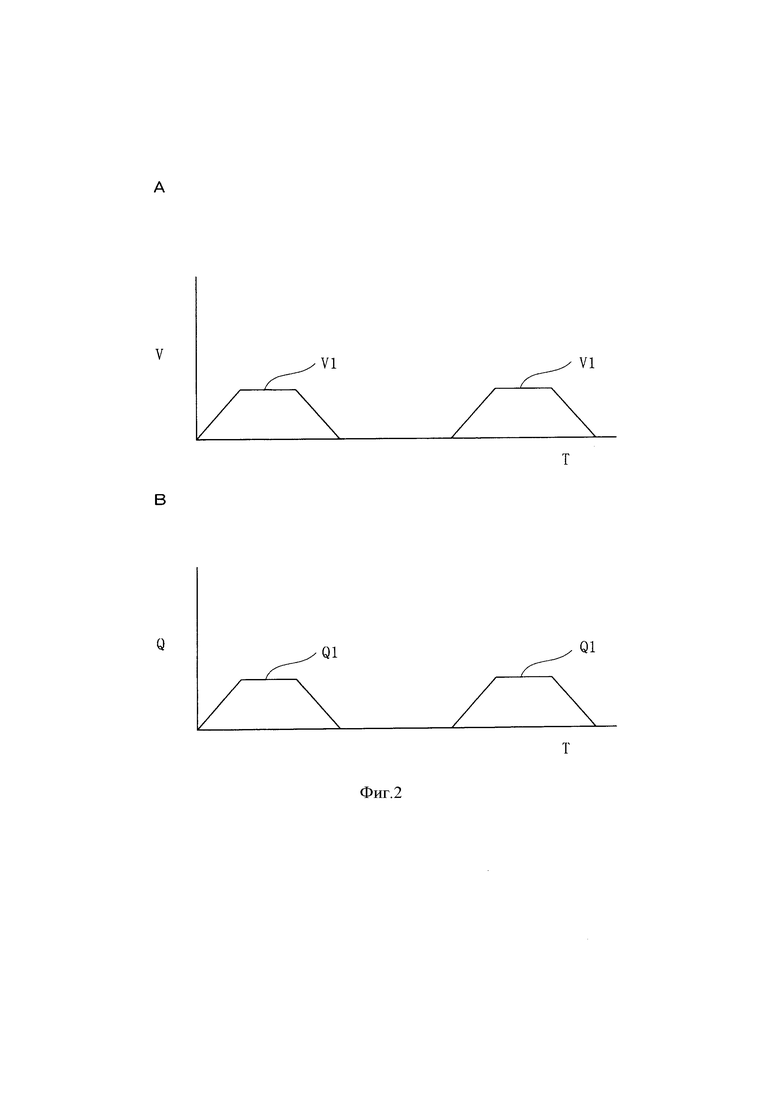
На фиг. 2 приведены график (А) скорости, с которой подаются полотна материала сторонок и лента застежки, изображенные на фиг. 1, и график (В) интенсивности лазерного излучения излучателя лазерного луча, изображенного на фиг. 1.
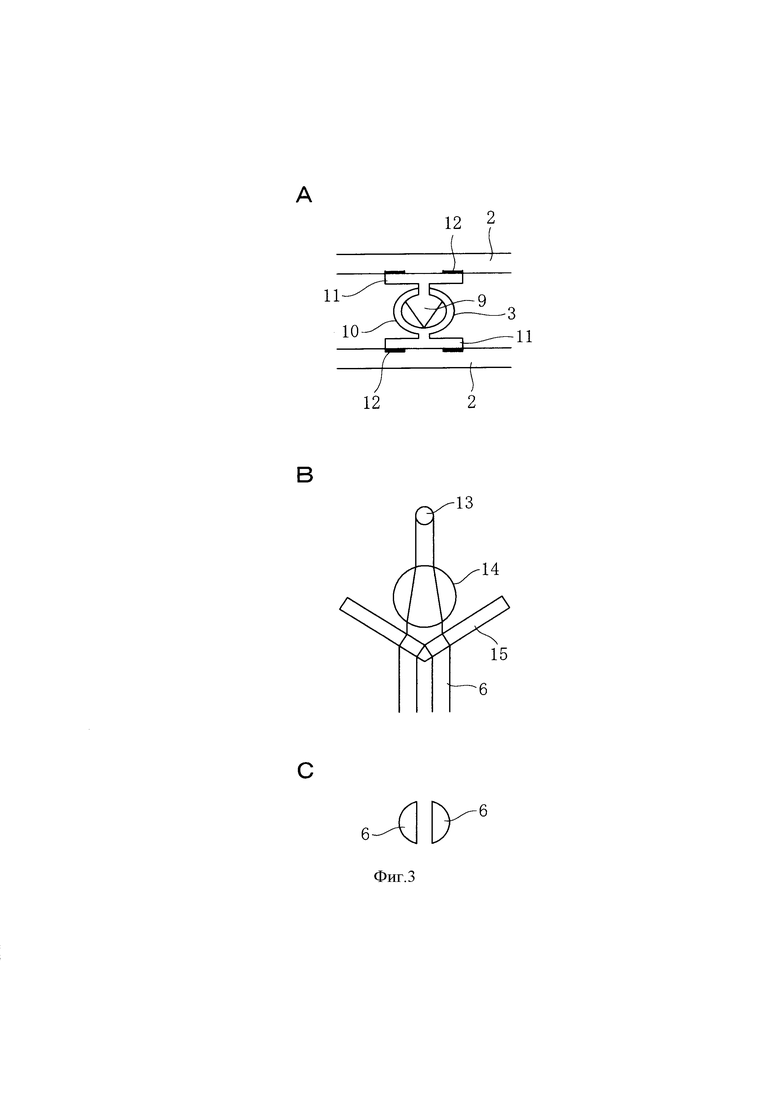
На фиг. 3 дан увеличенный вид в вертикальном разрезе (А) полотен материала сторонок и ленты застежки, изображенных на фиг. 1, поясняющий вид (В) излучателя лазерного луча, изображенного на фиг. 1, и вид в разрезе (С) лазерного луча, изображенного на виде (В), после его разделения.
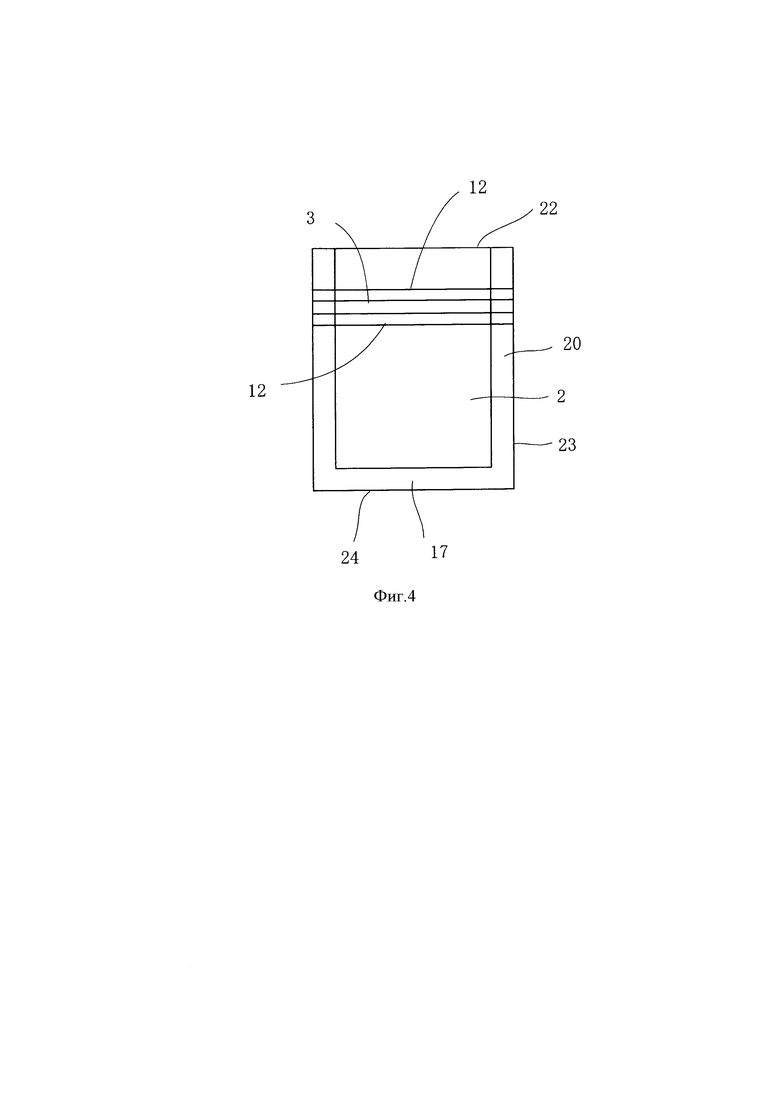
На фиг. 4 дан вид в плане пластикового пакета, изготовленного аппаратом, изображенным на фиг. 1.
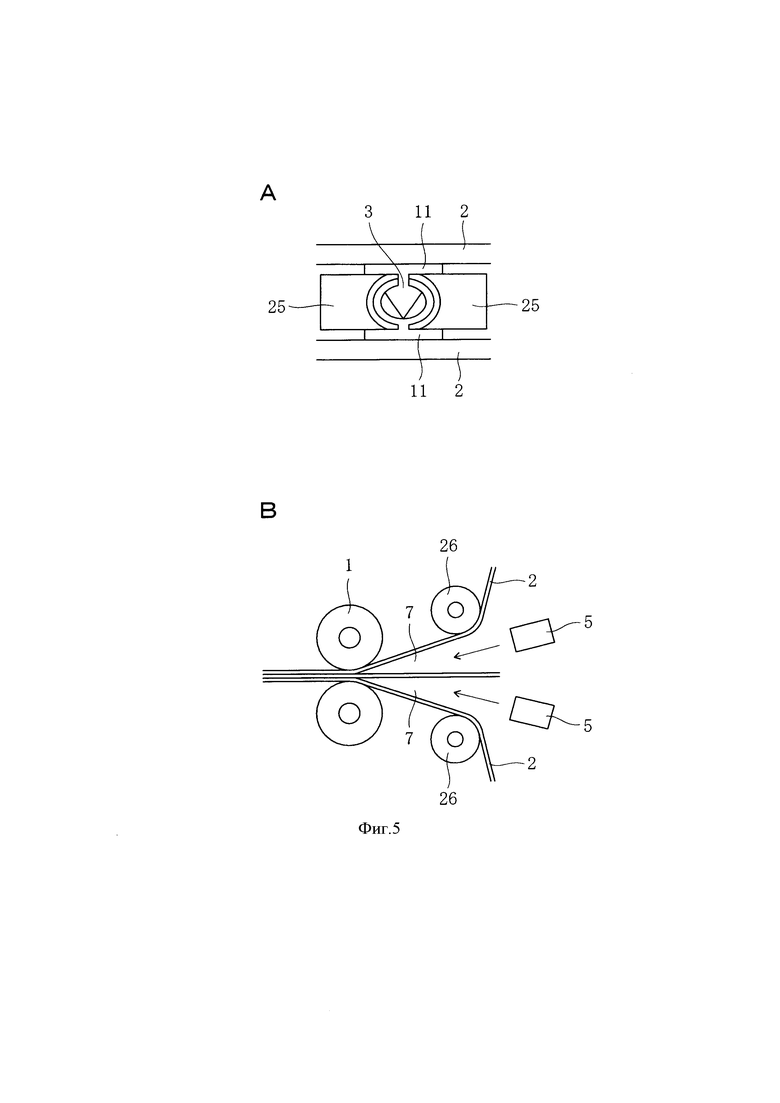
На фиг. 5 даны увеличенный вид в вертикальном разрезе (А) другого варианта осуществления данного изобретения и вид сбоку (В) другого варианта осуществления данного изобретения.
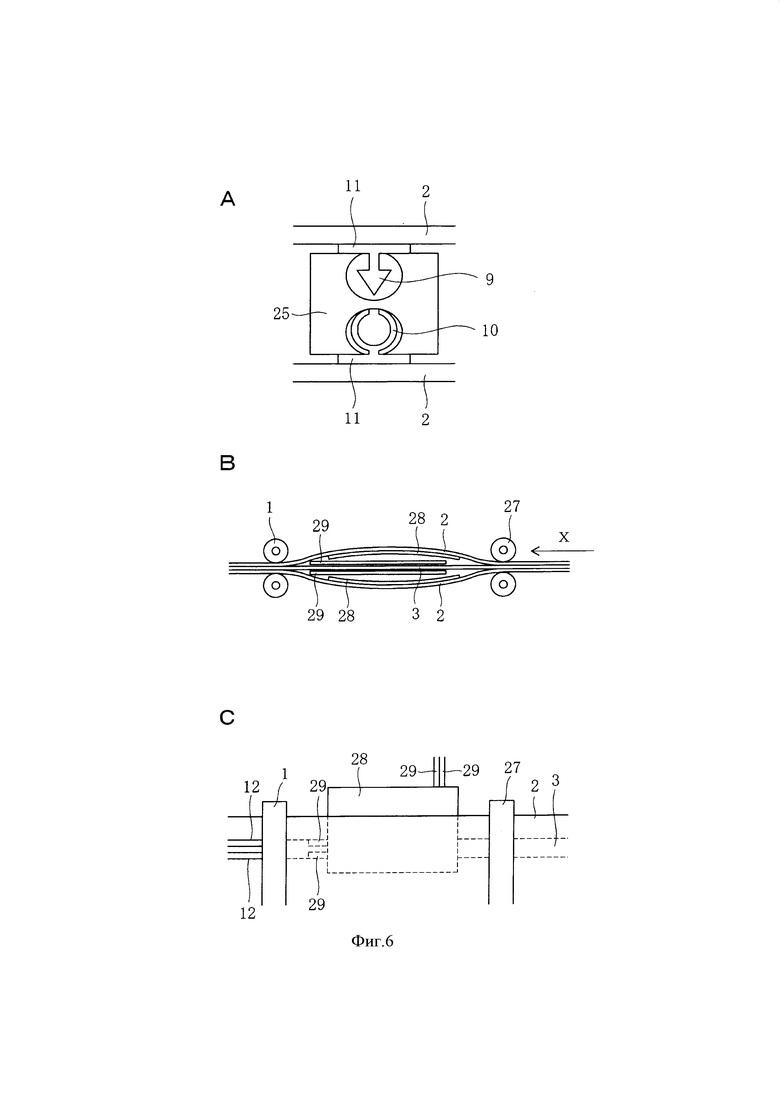
На фиг. 6 даны увеличенный вид в вертикальном разрезе (А) еще одного варианта осуществления данного изобретения, вид сбоку (В) еще одного варианта осуществления данного изобретения и вид в плане (С) аппарата, изображенного на виде (В).
Осуществление изобретения
Обращаясь теперь к чертежам, на фиг. 1 изображен аппарат для последовательного изготовления пластиковых пакетов, выполненный согласно данному изобретению. Аппарат включает в себя пару роликов 1, расположенных друг напротив друга. Аппарат, кроме того, включает в себя подающее устройство, с помощью которого два полотна 2 материала сторонок накладываются друг на друга, лента 3 застежки вставляется между полотнами 2 материала сторонок, чтобы она проходила в продольном направлении полотен 2 материала сторонок. Полотна 2 материала сторонок содержат пластиковые пленки, которые должны иметь определенную ширину, тогда как лента 3 застежки изготовлена из пластикового материала. Полотна 2 материала сторонок и лента 3 застежки подаются в их продольном направлении для направления к роликам 1, вставки между роликами 1 и сжатия роликами 1. К примеру, подающее устройство включает в себя пару роликов 4, полотна 2 материала сторонок и лента 3 застежки проходят через ролики 1 для направления к роликам 4, вставки между роликами 4, после того, как лента 3 застежки будет вставлена между полотнами 2 материала сторонок. Ролики 4 приводятся во вращение двигателем, так чтобы полотна 2 материала сторонок и лента 3 застежки подавались в заранее заданном направлении X, продольно относительно полотен 2 материала сторонок и ленты 3 застежки.
Аппарат, кроме того, включает в себя излучатель 5 лазерного луча, излучающий лазерный луч 6 на полотна 2 материала сторонок и ленту 3 застежки в месте, расположенном перед роликами 1 по ходу движения, когда полотна 2 материала сторонок и лента 3 застежки подаются в их продольном направлении, для нагрева и расплавления полотен 2 материала сторонок и ленты 3 застежки лазерным лучом. В этом варианте осуществления данного изобретения полотна 2 материала сторонок направляются к роликам 1 сверху и снизу для изгибания вдоль роликов 1. Лента 3 застежки вставляется между полотнами 2 материала сторонок, когда полотна 2 материала сторонок вставляются между роликами 1. Полотна 2 материала сторонок имеют, следовательно, изогнутые части, образованные в них, причем клинообразные зазоры образуются между изогнутыми частями и лентой 3 застежки. Излучатель 5 содержит два излучателя, расположенных напротив клинообразных зазоров, причем излучатели излучают лазерные лучи 6 на полотна 2 материала сторонок и ленту 3 застежки в клинообразных зазорах для нагрева и расплавления полотен 2 материала сторонок и ленты 3 застежки лазерными лучами.
Полотна 2 материала сторонок и лента 3 застежки затем направляются к роликам 1, вставляются между роликами 1 и зажимаются роликами 1, которые приводятся во вращение за счет трения, когда полотна 2 материала сторонок и лента 3 застежки подаются в их продольном направлении. Ролики 1 могут приводиться во вращение двигателем. Полотна 2 материала сторонок и лента 3 застежки, следовательно, свариваются друг с другом, когда они сжимаются роликами 1.
Аппарат, кроме того, включает в себя управляющее устройство 8, присоединенное к подающему устройству и излучателю 5, причем подающее устройство управляется управляющим устройством 8 таким образом, чтобы полотна 2 материала сторонок и лента 3 застежки подавались в прерывистом режиме на определенную длину с заранее заданной скоростью V, изменяемой во времени Т, как показано на фиг. 2. В этом варианте осуществления данного изобретения подающее устройство включает в себя ролики 4, приводимые во вращение двигателем, как объяснялось выше. Управляющее устройство 8, следовательно, присоединено к двигателю, причем двигатель управляется управляющим устройством 8 таким образом, чтобы полотна 2 материала сторонок и лента 3 застежки подавались в прерывистом режиме для их остановки временно. К примеру, полотна 2 материала сторонок и лента 3 застежки ускоряются таким образом, чтобы скорость V изменялась и повышалась до уровня V1, когда полотна 2 материала сторонок и лента 3 застежки подаются вновь после их временной остановки. Скорость V затем поддерживается на уровне V1. После этого полотна 2 материала сторонок и лента 3 застежки замедляются таким образом, чтобы скорость V снижалась от уровня V1.
При данных обстоятельствах излучатель 5 управляется управляющим устройством 8 и на основе принципа упреждающего управления для лазерного луча 6, подлежащего регулированию по интенсивности Q излучения, причем интенсивность Q излучения вычисляется на основании заранее заданной скорости V для получения расчетной величины интенсивности Q излучения. К примеру, интенсивность Q излучения вычисляется на основании скорости V, которая заранее задается управляющим устройством 8 в соответствии с информацией, вводимой оператором. Эта информация включает в себя длину, на которую полотна 2 материала сторонок и лента 3 застежки подаются в прерывистом режиме, и т.п. Управляющее устройство 8 содержит компьютер. Интенсивность Q излучения вычисляется таким образом, чтобы она была пропорциональной заранее заданной скорости V.
Лазерный луч 6 затем регулируется в соответствии с расчетной величиной для нагрева и расплавления полотен 2 материала сторонок и ленты 3 застежки равномерно, независимо от скорости V, которая изменяется. К примеру, лазерный луч 6 регулируется в соответствии с расчетной величиной, чтобы он имел интенсивность Q излучения в расчете на единицу времени, которая увеличивается до уровня Q1, когда скорость V повышается до уровня V1. Интенсивность Q излучения поддерживается на уровне Q1, когда скорость V поддерживается на уровне V1. Интенсивность Q излучения уменьшается от уровня Q1, когда скорость V снижается от уровня V1. В результате этого излучатель 5 излучает лазерный луч 6 на полотна 2 материала сторонок и ленту 3 застежки для нагрева и расплавления их равномерно, независимо от изменяемой скорости V. Полотна 2 материала сторонок и лента 3 застежки, следовательно, свариваются друг с другом для получения прочности сварного соединения, поддерживаемой постоянной.
Следует понимать, что скорость V изменяется во времени Т неизбежно, когда полотна 2 материала сторонок и лента 3 застежки подаются в прерывистом режиме для их остановки временно. В частности, скорость V изменяется значительно, когда аппарат эксплуатируется при высокой скорости. Ввиду этого изменения, в аппарате излучатель 5 управляется не на основе принципа управления с обратной связью, а на основе упреждающего управления, в котором интенсивность Q излучения вычисляется на основании заранее заданной скорости V для получения расчетной величины интенсивности Q. Иными словами, интенсивность Q излучения вычисляется предварительно для получения расчетной величины. Лазерный луч 6 затем регулируется не в ответ на измеренный сигнал, а в соответствии с вычисленной величиной. Соответственно, в отличие от аппарата, предназначенного для работы на основе управления с обратной связью, этот аппарат не имеет проблемы времени реакции. Лазерный луч 6, может, следовательно, регулироваться по интенсивности Q излучения должным образом для нагрева и расплавления полотен 2 материала сторонок и ленты 3 застежки равномерно, независимо от скорости V, которая изменяется очень сильно.
Следует также понимать, что данное изобретение основано на идее применения принципа упреждающего управления к излучателю 5. В результате этого излучатель 5 управляется управляющим устройством 8 с высокой точностью таким образом, чтобы лазерный луч 6 регулировался по интенсивности Q достаточно, даже если аппарат эксплуатируется при высокой скорости, и скорость V изменяется очень сильно. В связи с этим следует отметить, что принцип упреждающего управления известен сам по себе. Однако в уровне техники, предшествующем данному изобретению, отсутствовала идея применения принципа упреждающего управления к излучателю 5, встроенному в аппарат для последовательного изготовления пластиковых пакетов. Соответственно, полотна 2 материала сторонок и ленту 3 застежки приходилось подавать не в прерывистом режиме, а непрерывно, когда использовали лазерный луч 6, как это имеет место в случае аппарата, описанного в патентном документе US №5,279,693. Этот факт свидетельствует о том, что данное изобретение имеет изобретательский уровень по отношению к уровню техники, предшествующему данному изобретению.
В этом варианте осуществления данного изобретения лента 3 застежки содержит охватываемые и охватывающие элементы 9 и 10, включающие в себя сопрягаемые части и фланцевые части 11, причем сопрягаемые части соединяются друг с другом, как показано на фиг. 3. Излучатель 5 излучает лазерный луч 6 на полотна 2 материала сторонок и фланцевые части 11 на противоположных сторонах сопрягаемых частей для нагрева и расплавления полотен 2 материала сторонок и фланцевых частей 11 лазерным лучом 6, так чтобы полотна 2 материала сторонок и фланцевые части 11 сваривались друг с другом вдоль двух линий 12 сварных соединений без нагрева сопрягаемых частей лазерным лучом 6. Сопрягаемые части могут, следовательно, предохраняться от повреждения в охватываемых и охватывающих элементах 9 и 10 ленты 3 застежки без затруднений.
Кроме того, излучатель 5 содержит источник 13 лазерного излучения, сферическую линзу 14 и стеклянную пластину 15, причем сферическая линза 14 и стеклянная пластина расположены между источником 13 лазерного излучения и полотнами 2 материала сторонок и между источником 13 лазерного излучения и фланцевыми частями 11. Стеклянная пластина 15 имеет V-образное поперечное сечение, чтобы она имела центральную часть, выступающую по направлению к полотнам 2 материала сторонок и фланцевым частям 11. Лазерный луч 6 усиливается и разделяется сферической линзой 14 и стеклянной пластиной 15, так чтобы полотна 2 материала сторонок и фланцевые части 11 сваривались друг с другом вдоль двух линий 12 сварных соединений.
Излучатель 5 содержит два излучателя, расположенных напротив клинообразных зазоров, как описано выше. Каждый из излучателей 5 может содержать два излучателя, каждый из которых излучает лазерный луч 6 на полотна 2 материала сторонок и фланцевую часть 11, так чтобы полотна 2 материала сторонок и фланцевые части 11 сваривались друг с другом вдоль двух линий сварных соединений.
Обработка для поглощения лазерного излучения может применяться к ленте 3 застежки, так чтобы лента 3 застежки поглощала лазерный луч 6 для генерации тепла для нагрева и расплавления ленты 3 застежки. В частности, обработка для поглощения лазерного излучения может применяться к фланцевым частям 11, так чтобы фланцевые части 11 поглощали лазерный луч 6 для генерации тепла для нагрева и расплавления фланцевых частей 11. К примеру, обработка для поглощения лазерного излучения может содержать обработку целевой поверхности, применяемую к ленте 3 застежки. Она может содержать обработку, заключающуюся в покрытии слоем абсорбента или краской ленты 3 застежки. Она может содержать обработку, заключающуюся в нанесении ленты абсорбента на ленту 3 застежки. Обработка для поглощения лазерного излучения может применяться не только к ленте 3 застежки, но также к полотнам 2 материала сторонок.
Аппарат включает в себя ролики 1 и излучатель 5, как описано выше. Аппарат может, кроме того, включать в себя излучатель 16 лазерного луча, излучающий лазерный луч на полотна 2 материала сторонок в месте, расположенном перед роликами 1 по ходу движения, когда полотна 2 материала сторонок подаются в их продольном направлении для нагрева и расплавления полотен 2 материала сторонок. В этом случае полотна 2 материала сторонок свариваются друг с другом вдоль линии 17 сварного соединения, когда они сжимаются роликами 1.
Аппарат может, кроме того, включать в себя сканирующие устройства 18, присоединенные к излучателям 5 и 16. Управляющее устройство 8 присоединено к сканирующим устройствам 18, причем сканирующее устройство управляется управляющим устройством 8 таким образом, чтобы излучатели 5 и 16 перемещались для сканирования. Сканирующие устройства 18 могут содержать привода, такие как гальванометры, с помощью которых излучатели 5 и 16 перемещаются для сканирования в заранее заданном направлении Y вдоль ширины полотен 2 материала сторонок. Линии 12 и 17 сварных соединений могут, следовательно, быть сформированы на полотнах 2 материала сторонок и ленте 3 застежки, чтобы они имели ширины, которые задаются заранее произвольным образом.
Аппарат, кроме того, включает в себя устройство 19 термической сварки, с помощью которого полотна 2 материала сторонок термически свариваются друг с другом вдоль их ширины, когда они останавливаются временно каждый раз, когда подаются в прерывистом режиме, для образования линии 20 сварного соединения. Аппарат может включать в себя излучатель лазерного луча, излучающий лазерный луч на полотна 2 материала сторонок в месте, расположенном перед роликами 1 по ходу движения, причем излучатель перемещается для сканирования для образования линии 20 сварного соединения. Аппарат, кроме того, включает в себя режущее устройство 21, с помощью которого полотна 2 материала сторонок и лента 3 застежки отрезаются поперечно вдоль ширины полотен 2 материала сторонок, когда они останавливаются временно каждый раз, когда они подаются в прерывистом режиме, для последовательного изготовления пластиковых пакетов из полотен 2 материала сторонок и ленты 3 застежки.
Аппарат может, следовательно, поэтапно изготавливать пластиковые пакеты, каждый из которых включает в себя сторонки и застежку. Сторонки формируются из полотен 2 материала сторонок, тогда как застежка формируется из ленты 3 застежки, как показано на фиг. 4. Пластиковый пакет имеет верхнюю кромку 22, вдоль которой проходит застежка. Пластиковый пакет имеет противоположные боковые кромки 23, вдоль которых проходят линии термической сварки или линии 20 сварных соединений. Пластиковый пакет имеет нижнюю кромку 24, вдоль которой проходит линия 17 сварного соединения.
Аппарат может нагревать и расплавлять полотна 2 материала сторонок и ленту 3 застежки равномерно, независимо от скорости V, которая изменяется, когда полотна 2 материала сторонок и лента 3 застежки подаются в прерывистом режиме для их остановки временно, как описано выше. Полотна 2 материала сторонок и лента 3 застежки свариваются друг с другом для получения прочности сварного соединения, поддерживаемой постоянной.
Соответственно, полотна 2 материала сторонок и ленту 3 застежки не приходится термически сваривать друг с другом в их продольном направлении. Аппарат не должен включать в себя устройство для термической сварки, имеющее значительную длину и располагающееся продольно относительно полотен материала сторонок, что не приводит в результате к возникновению проблемы пространства для установки оборудования. Аппарат должен всего лишь включать в себя излучатель 5, излучающий лазерный луч 6, когда полотна 2 материала сторонок и лента 3 застежки подаются в их продольном направлении, чтобы быть компактным в продольном направлении полотен 2 материала сторонок. Сопрягаемые части могут удерживаться от повреждения в охватываемых и охватывающих элементах 9 и 10 ленты 3 застежки без затруднений, как также было описано выше.
Кроме того, в этом аппарате полотна 2 материала сторонок могут останавливаться временно для их термической сварки вдоль их ширины с помощью устройства 19 термической сварки. Полотна 2 материала сторонок и лента 3 застежки могут быть остановлены временно для поперечной резки вдоль их ширины режущим устройством 21.
На фиг. 5 изображен другой вариант осуществления данного изобретения, в котором пластины 25 вставляются между фланцевыми частями 11 ленты 3 застежки, когда полотна 2 материала сторонок и лента 3 застежки направляются к роликам 1, так чтобы полотна 2 материала сторонок и лента 3 застежки располагались между роликами 2 для их сжатия должным образом (фиг. 5А). Полотна 2 материала сторонок могут зацепляться с роликами 26, для того чтобы клинообразные зазоры 7 образовались роликами 26 (фиг. 5В). Ролики 1 могут содержать резиновые ролики, имеющие упругость, за счет которой полотна 2 материала сторонок и лента 3 застежки сжимаются должным образом, без использования пластин 25.
На фиг. 6 изображен еще один вариант осуществления данного изобретения, в котором лента 3 застежки направляется пластиной 25, когда полотна 2 материала сторонок и лента 3 застежки сжимаются роликами 1, так чтобы охватываемые и охватывающие элементы 9 и 10 отделялись друг от друга (фиг. 6А). Подающее устройство, кроме того, включает в себя пару роликов 27, причем полотна 2 материала сторонок и лента 3 застежки направляются к роликам 27 и сжимаются роликами 27 (фиг. 6В и 6С). Пара пластин 28 вставлены между полотнами 2 материала сторонок и лентой 3 застежки, так чтобы полотна 2 материала сторонок и лента 3 застежки направлялись пластинами 28 для их размещения на расстоянии друг от друга. Излучатель содержит четыре нити 29, вставленные между пластинами 28 и лентой 3 застежки в направлении вдоль ширины полотен 2 материала сторонок, чтобы они проходили продольно направлению полотен материала сторонок между пластиной 28 и лентой 3 застежки. Лазерные лучи направляются через нити 29, так чтобы нити 29 излучали лазерные лучи на полотна 2 материала сторонок и ленту 3 застежки для нагрева и расплавления полотен 2 материала сторонок и ленты 3 застежки лазерными лучами. Полотна 2 материала сторонок и лента 3 застежки затем сжимаются роликами 1 для их сварки друг с другом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2013 |
|
RU2567702C9 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2010 |
|
RU2442689C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ МЕШКОВ | 2014 |
|
RU2579734C1 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2012 |
|
RU2495750C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ НАПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЯ ВПЕРЕД ЗАМОЧНОГО МАТЕРИАЛА | 2014 |
|
RU2578567C2 |
| СПОСОБ И АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2009 |
|
RU2463164C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНОВЫХ ПАКЕТОВ | 2008 |
|
RU2426648C1 |
| СПОСОБ СОЕДИНЕНИЯ ПЛАСТИКОВОЙ ПЛЕНКИ | 2013 |
|
RU2543900C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2656087C1 |
| ПЛАСТИКОВЫЙ ПАКЕТ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2665612C1 |
В аппарате для последовательного изготовления пластиковых пакетов излучатель лазерного луча излучает лазерный луч на полотна материала сторонок и ленту застежки для нагрева и расплавления полотен материала сторонок и ленты застежки лазерным лучом. Полотна материала сторонок и лента застежки подаются в прерывистом режиме с заранее заданной скоростью V, которая изменяется во времени Т. Излучатель управляется на основе принципа упреждающего управления для регулирования лазерного луча в отношении интенсивности Q излучения, причем интенсивность Q вычисляется на основании заранее заданной скорости V для получения расчетной величины интенсивности Q излучения. Лазерный луч регулируется в соответствии с расчетной величиной для нагрева и расплавления полотен материала сторонок и ленты застежки равномерно, независимо от изменяемой скорости V. 2 н. и 6 з.п. ф-лы, 13 ил.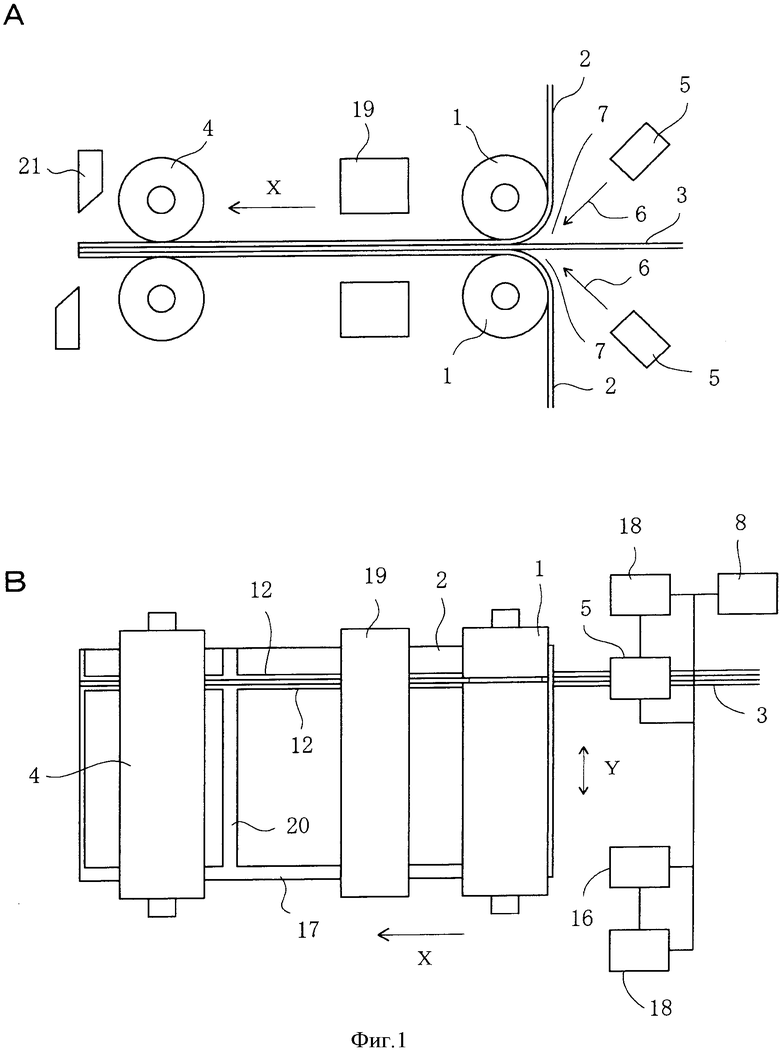
1. Аппарат для последовательного изготовления пластиковых пакетов, содержащий:
- пару роликов, расположенных напротив друг друга;
- подающее устройство, с помощью которого два полотна материала сторонок накладываются друг на друга, причем лента застежки вставляется между полотнами материала сторонок, чтобы она проходила в продольном направлении полотен материала сторонок, причем полотна материала сторонок и лента застежки подаются в их продольном направлении для направления к роликам, вставки между роликами и сжатия роликами;
- излучатель лазерного луча, излучающий лазерный луч на полотна материала сторонок и ленту застежки в месте, расположенном перед роликами по ходу движения, когда полотна материала сторонок и лента застежки подаются в их продольном направлении, для нагрева и расплавления полотен материала сторонок и ленты застежки лазерным лучом, причем полотна материала сторонок и лента застежки свариваются друг с другом, когда они сжимаются роликами; и
- управляющее устройство, присоединенное к подающему устройству и излучателю, причем подающее устройство управляется управляющим устройством таким образом, чтобы полотна материала сторонок и лента застежки подавались в прерывистом режиме с заранее заданной скоростью, изменяемой во времени, причем излучатель управляется управляющим устройством и на основе принципа упреждающего управления для регулирования лазерного луча в отношении интенсивности излучения, причем интенсивность излучения вычисляется на основании заранее заданной скорости для получения расчетной величины интенсивности излучения, причем лазерный луч регулируется в соответствии с этой расчетной величиной для нагрева и расплавления полотен материала сторонок и ленты застежки равномерно, независимо от изменяемой скорости, причем полотна материала сторонок и лента застежки свариваются друг с другом для получения прочности сварного соединения, поддерживаемой постоянной,
- причем этот аппарат предназначен для последовательного изготовления пластиковых пакетов из полотен материала сторонок и ленты застежки.
2. Аппарат по п. 1, отличающийся тем, что в нем интенсивность рассчитывается таким образом, чтобы она была пропорциональной заранее заданной скорости.
3. Аппарат по п. 1, отличающийся тем, что в нем полотна материала сторонок изгибаются вдоль роликов, чтобы они имели сформированные в них изогнутые части, причем между изогнутыми частями и лентой застежки образуются клинообразные части,
причем излучатель содержит два излучателя, расположенных напротив клинообразных частей, причем эти излучатели излучают лазерные лучи на полотна материала сторонок и ленту застежки в клинообразном зазоре.
4. Аппарат по п. 1, отличающийся тем, что в нем лента застежки содержит охватываемые и охватывающие элементы, включающие в себя сопрягаемые части и фланцевые части, причем сопрягаемые части соединяются друг с другом, причем излучатель излучает лазерный луч на полотна материала сторонок и фланцевые части на противоположных сторонах сопрягаемых частей для нагрева и расплавления полотен материала сторонок и фланцевых частей лазерным лучом, так чтобы полотна материала сторонок и фланцевые части сваривались друг с другом вдоль двух линий сварных соединений без нагрева сопрягаемых частей лазерным лучом.
5. Аппарат по п. 4, отличающийся тем, что в нем излучатель содержит источник лазерного излучения, сферическую линзу и стеклянную пластину, причем сферическая линза и стеклянная пластина расположены между источником лазерного излучения и полотнами материала сторонок и между источником лазерного излучения и фланцевыми частями, причем стеклянная пластина имеет V-образное поперечное сечение, чтобы она имела центральную часть, выступающую по направлению к полотнам материала сторонок и фланцевым частям, причем лазерный луч усиливается и разделяется сферической линзой и стеклянной пластиной, так чтобы полотна материала сторонок и фланцевые части сваривались друг с другом вдоль двух линий сварных соединений.
6. Аппарат по п. 4, отличающийся тем, что в нем излучатель содержит два излучателя, каждый из которых излучает лазерный луч на полотна материала сторонок и фланцевые части, так чтобы полотна материала сторонок и фланцевые части сваривались друг с другом вдоль двух линий сварных соединений.
7. Аппарат по п. 1, отличающийся тем, что в нем обработка для поглощения лазерного излучения применяется к ленте застежки, так чтобы лента застежки поглощала лазерное излучение для генерации тепла для нагрева и расплавления ленты застежки.
8. Аппарат для последовательного изготовления пластиковых пакетов, содержащий:
- пару роликов, расположенных напротив друг друга;
- подающее устройство, с помощью которого два полотна материала сторонок накладываются друг на друга, причем лента застежки вставляется между полотнами материала сторонок, чтобы она проходила в продольном направлении полотен материала сторонок, причем полотна материала сторонок и лента застежки подаются в их продольном направлении для направления к роликам, вставки между роликами и сжатия
роликами; и
- излучатель лазерного луча, излучающий лазерный луч на полотна материала сторонок и ленту застежки в месте, расположенном перед роликами по ходу движения, когда полотна материала сторонок и лента застежки подаются в их продольном направлении, для нагрева и расплавления полотен материала сторонок и ленты застежки лазерным лучом, причем полотна материала сторонок и лента застежки свариваются друг с другом, когда они сжимаются роликами,
- причем лента застежки содержит охватываемые и охватывающие элементы, включающие в себя сопрягаемые части и фланцевые части, причем сопрягаемые части соединяются друг с другом, причем излучатель излучает лазерный луч на полотна материала сторонок и фланцевые части на противоположных сторонах сопрягаемых частей для нагрева и расплавления полотен материала сторонок и фланцевых частей лазерным лучом, так чтобы полотна материала сторонок и фланцевые части сваривались друг с другом вдоль двух линий сварных соединений без нагрева сопрягаемых частей лазерным лучом, и
- причем излучатель содержит источник лазерного излучения, сферическую линзу и стеклянную пластину, причем сферическая линза и стеклянная пластина расположены между источником лазерного излучения и полотнами материала сторонок и между источником лазерного излучения и фланцевыми частями, причем стеклянная пластина имеет V-образное поперечное сечение, чтобы она имела центральную часть, выступающую по направлению к полотнам материала сторонок и фланцевым частям, причем лазерный луч усиливается и разделяется сферической линзой и стеклянной пластиной, так чтобы полотна материала сторонок и фланцевые части сваривались друг с другом вдоль двух линий сварных соединений,
- причем этот аппарат предназначен для последовательного изготовления пластиковых пакетов из полотен материала сторонок и ленты застежки.
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ВОДНОГО РАСТВОРА СОЛИ, В ЧАСТНОСТИ ХЛОРИДА КАЛЬЦИЯ, ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ ПОВЕРХНОСТНОГО АНТИОБЛЕДЕНИТЕЛЯ, А ТАКЖЕ УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ ВОДНОГО РАСТВОРА ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ ПОВЕРХНОСТНОГО АНТИОБЛЕДЕНИТЕЛЯ | 2009 |
|
RU2505347C2 |
| WO 2011118718 A1, 29.09.2011 | |||
| АВТОМАТИЧЕСКАЯ ВОДОРАЗБОРНАЯ КОЛОНКА ДЛЯ ПРОДАЖИ ВОДЫ | 1925 |
|
SU3005A1 |
| УСОВЕРШЕНСТВОВАННЫЙ ПЛАСТИКОВЫЙ СЕТЧАТЫЙ ПАКЕТ | 2008 |
|
RU2489333C2 |
| . | |||

