Изобретение относится к области производства стеклокерамических материалов с заданными свойствами из природного и техногенного сырья и может быть использовано при получении теплоизолирующих, стеновых и фасадных конструкций в строительстве.
Известны способы получения керамических блоков традиционного обжига, в том числе частично поризованного и пустотелого кирпича, характеризующиеся большой длительностью процесса, жесткими требованиями к качеству сырья и громоздким и дорогим комплексом технологического оборудования (RU 2194680 С1, 20.12.2002, RU 2237031 С1, 27.08.2004).
Общими недостатками перечисленных способов переработки минерального природного или техногенного сырья в строительный материал являются большая длительность цикла производства готового продукта (блока), достигающая десятков часов, и высокие удельные энергетические затраты.
Известен способ получения многослойного пористого стеклокерамического блока и изделий из него (RU 2223237 С1, 10.05.2004), включающий загрузку шихты в зону нагрева дозированно в виде нескольких дискретных слоев, формируемых вне зоны нагрева и сплавляемых друг с другом посредством теплового удара. Формирование очередного слоя при этом осуществляется на стадии вязкой стеклофазы в предыдущем слое, в том числе с использованием суглинков. Температуру нагрева выбирают в диапазоне 415-1450°C. Для деления блока на элементы заданной формы на поверхности вспененного слоя выполняют канавки глубиной 0,1-1.0 его толщины и заполняют его шихтой либо тугоплавким компонентом. Изделия могут быть покрыты декоративным (защитным) слоем.
Недостатком способа является большая длительность процесса формирования стеклокерамического блока, обусловленная его многослойностью, поскольку на формирование каждого из слоев затрачивается не менее 5-6 минут. Кроме того, способ осложняется необходимостью формирования канавок и использованием абразивного способа обработки для получения ровной поверхности. Другим существенным недостатком является низкая эффективность нагрева, так как прогревается в основном лишь поверхность блока, обращенная к своду, вследствие чего период нагрева блока увеличивается с двух-трех до пяти-шести минут. При этом возрастает неравномерность вспучивания и оплавления гранул в слое, приводящая к неоднородности структуры, как в слоях, так и между слоями.
Известен способ получения блоков пеностекла (SU 1158511 А1, 1985), включающий стадию приготовления шихты, варку стекла в контролируемой атмосфере при температуре 1350-1510°C, размалывание его с газообразователем и повторную термообработку в форме при температуре 700-800°C с последующим отжигом.
Недостатком этого способа является большая длительность технологического цикла, повышенные энергозатраты, невысокие прочностные характеристики конечного продукта, необходимость жесткого контроля параметров процесса и обеспечения их высокой стабильности на всех стадиях изготовления пеностекла. В результате на основе данного способа производится преимущественно гранулированное пеностекло и в значительно меньшей мере конструкционные блоки.
Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению является «Способ получения пористого остеклованного блока» (SU 1787965 А1, 14.08.1993), согласно которому пористый остеклованный блок получают путем непрерывной загрузки шихты, одновременного вспенивания ее и формирования блока с использованием в качестве шихты кварцесодержащих суглинков с последующей подачей в зону с температурой 1060-1300°C со скоростью, обеспечивающей нагрев 180-400°C/мин. Способ обеспечивает прочность блока 8,4-15,3 МПа при плотности 400-900 кг/м.
Указанный способ имеет ряд недостатков, главным из которых является малоэффективный и неравномерный нагрев гранул шихты, обусловленный односторонним нагревом блока, при котором обеспечивается термическое воздействие лишь на верхний слой шихты. Гранулы нижележащего слоя оказываются экранированными и подвержены различному энергетическому воздействию вследствие разного времени воздействия прямого нагрева.
Другим существенным недостатком прототипа является то, что формирование блока происходит из неоднородных по состоянию и структуре гранул шихты в течение неконтролируемых временных интервалов, значительно отличающихся от оптимальных значений, в результате чего происходит разная степень вспученности и оплавленности гранул и снижаются прочностные свойства блока. При этом повышение однородности может быть достигнуто за счет увеличения времени нагрева или повышения мощности нагревателя, что увеличивает длительность технологического процесса и увеличивает энергетические затраты.
Известно устройство получения гранул керамзита в «кипящем слое», включающее в себя зону нагрева, бункер-питатель, арматуру подачи сжатого воздуха и механизм удаления вспученных гранул. (А.А.Смирнова, Б.Л.Грановский. Печи для обжига в кипящем слое. М.: Стройиздат, 1956 г.).
Недостатком этого устройства является необходимость проведения дополнительных операций, связанных с получением готовых строительных блоков, таких как компактирование керамзита на различных связующих смолах или цемента, что приводит к большим затратам и большой длительности процесса.
Известно устройство получения газа из твердых гранул углеводородного сырья путем нагрева его в «кипящем слое» до температуры 900-1100°C и выше, включающее в себя зону нагрева, газосборник, колосник, арматуру подачи сжатого воздуха и механизм удаления шлаковых масс (А.А.Щукин. Газовое и печное хозяйство заводов. М.: Энергия, 1996 г.).
Недостатком данного устройства является необходимость в дополнительных затратах на погрузку, транспортировку, очистку и подготовку шлаковой массы для дальнейшего использования в производстве строительных блоков.
Известно устройство получения аглопорита, включающее зону нагрева, колосник, арматуру подачи сжатого воздуха и сбора газовых продуктов горения, механизм подачи сырья и извлечения готового продукта (Сведения из Интернет-сайта, Электронный ресурс www/rosstan.ru/library/stroitel/2249, доступ свободный).
Недостатком данного устройства является необходимость включения выгорающих добавок и выполнения дополнительной операции дробления аглопорита или выпиливаниия блоков из массива полученного аглопорита.
Наиболее близким по технической сущности к заявляемому устройству для получения пористого керамического блока с заданными физико-механическими свойствами является устройство для получения остеклованного блока, включающее зону нагрева, расположенную в силитовой печи, бункер-питатель и механизм удаления вспученных гранул. (SU 1787965, 15.01.1993)
Существенным недостатком данного устройства является малоэффективный и неравномерный нагрев гранул шихты, обусловленный односторонним нагревом формы с керамическим блоком, при котором обеспечивается термическое воздействие на гранулы лишь в верхней части, и связанные с этим дополнительные энергетические и временные затраты. Кроме того, керамический блок, получаемый в данном устройстве обладает невысокими качественными характеристиками, поскольку обладает неоднородной структурой и неровными гранями.
Основной задачей, решаемой заявляемой группой изобретений является создание способа и устройства, позволяющих повысить производительность и уменьшить энергозатраты на изготовление керамических блоков, а также получить пористые керамические блоки с повышенными качественными характеристиками при сохранении теплоизолирующих свойств.
Технический результат - повышение эффективности и производительности процесса изготовления керамических блоков и улучшение качественных характеристик продукции за счет получения керамических блоков с однородной структурой и ровной поверхностью всех граней, не требующих дополнительной абразивной обработки после их изготовления.
Поставленная задача решается тем, что в известном способе получения пористого керамического блока, заключающемся в нагревании и вспенивании кварцесодержащей шихты при температуре, обеспечивающей переход на стадию стеклофазы, формовании пористого керамического блока, гранулированную кварцесодержащую шихту подают в зону нагрева дозированными порциями, осуществляют перемешивание гранул, а формование осуществляют в период появления слоя жидкой стеклофазы на поверхности гранул, при этом форму с пористым стеклокерамическим блоком удаляют из зоны нагрева в начале кристаллизации.
Целесообразно нагрев кварцесодержащей шихты осуществлять при температуре 700-1700°C.
Предпочтительно в качестве кварцесодержащей шихты использовать пористую гранулированную кварцесодержащую шихту, гранулы которой имеют покрытие из легкоплавкого материала.
Можно также использовать пористую гранулированную кварцесодержащую шихту, гранулы которой выполнены из тугоплавкого материала.
Оптимально использовать в качестве кварцесодержащей шихты материалы техногенных и рудных отходов различных кварцесодержащих смесей.
Предпочтительно производить формование стеклокерамического блока при толщине слоя жидкой стеклофазы на поверхности гранул 0,5 мм-1 мм.
Целесообразно выбирать кварцесодержащую шихту с гранулами толщиной 4-12 мм.
Предпочтительно перемешивание гранул осуществлять путем наддува нагретого сжатого воздуха.
В иных вариантах исполнения способа перемешивание гранул можно осуществлять путем наддува нагретого сжатого воздуха и реакционных и/или инертных газов.
Предпочтительно удалять форму с керамическим блоком в период не более 30 сек.
Поставленная задача решается также тем, что в известном устройстве для получения пористого керамического блока из кварцесодержащей шихты, содержащем основание, установленные на нем корпус, соединенный с бункером-дозатором, снабженным задвижкой, механизм подачи и извлечения форм, в корпус введен воздушно-механический затвор, разделяющий корпус на две неравные камеры, в большей из которых расположена зона нагрева с обеспечением возможности нагрева и вспенивания кварцесодержащей шихты, а в меньшей расположена зона нагрева для обеспечения возможности формования и удаления формы с пористым керамическим блоком механизмом подачи и извлечения форм.
Целесообразно выполнить воздушно-механический затвор с возможностью перемещения в горизонтальной плоскости в пределах размеров корпуса.
Предпочтительно снабдить воздушно-механический затвор в верхней плоскости отверстиями.
Торцевые части воздушно-механического затвора выполнены заглушенными, а на одной из них установлен патрубок для подачи нагретого сжатого воздуха.
Заявляемый способ обеспечивает равномерный и всесторонний нагрев гранул шихты, при этом формирование керамического блока производится в нижней части зоны нагрева в момент максимальной вспученности и оплавленности. Для этого шихта в верхнюю часть зоны нагрева подается порциями при непрерывном перемешивании потоком нагретого сжатого воздуха до образования вязкой стеклофазы на поверхности гранул и пористой структуры внутри гранул, а формирование блока заданного размера осуществляется в нижней части зоны нагрева посредством уплотнения порции однородно вспененных и оплавленных гранул шихты в форме требуемого размера.
В заявляемом устройстве зона нагрева делится на две неравные по объему камеры, в большей из них, расположенной в верхней части, происходит вспучивание и оплавление шихты, а в меньшей, (нижней камере) формируется керамический блок. Верхняя и нижняя камеры разделены воздушно-механическим затвором, через который в верхнюю камеру подается нагретый сжатый воздух.
Способ и устройство направлены на решение одной и той же задачи одним и тем же путем, объединены общим изобретательским замыслом и в силу этого включены в группу изобретений.
При этом качественные характеристики керамического блока за счет обеспечивания однородной структуры материала, подлежащего формованию, и ровных граней керамического блока значительно улучшаются.
Сравнение с наиболее близкими аналогами способа и устройства показывает, что заявляемые способ и устройство получения пористого керамического блока содержат отличительные признаки, совокупность которых обеспечивает решение поставленной задачи с указанным техническим результатом.
Предлагаемые способ и устройство для получения пористого стеклокерамического блока позволяют получить технический результат за счет следующего.
Во-первых, шихта в зону нагрева подается дозированными порциями, достаточными для формирования одного блока сразу в заданный товарный необходимый типоразмер. При этом исключается деление блока, например, абразивным способом, снижающим прочность на десятки процентов.
Во-вторых, нагрев порции шихты до состояния вязкой стеклофазы на поверхности гранул и пористой структуры внутри них осуществляется всесторонне путем вращения и перемешивания гранул в верхней камере, подверженной более интенсивному нагреву. Благодаря этому в два и более раз возрастает скорость образования вспененной и остеклованной однородной массы гранул, что дает соответствующее повышение производительности при неизменных теплозатратах.
В-третьих, формирование блока осуществляется в нижней камере, нагреваемой менее интенсивно, в момент максимальной однородности вспученной и остеклованной шихты путем уплотнения в соответствующей форме. Это позволяет получить блок с ровными поверхностями заданного размера и конфигурации путем установки соответствующей формы без опасности ее повреждения благодаря более низкой температуре нижней камеры.
В-четвертых, после уплотнения материала заполненная форма практически немедленно удаляется из зоны нагрева и перемещается в печь стабилизации, где из нее извлекается блок. Это позволяет повысить производительность технологического процесса и качество изделия, так как стабилизация керамических блоков осуществляется вне формы.
Повышение производительности предлагаемого способа и устройства достигается за счет создания зоны нагрева, разделенной на верхнюю и нижнюю камеры, в которых одновременно по принципу конвейера выполняются две последовательные операции. В верхней камере происходит вспенивание кварцесодержащей шихты и образование слоя жидкой стеклофазы на поверхности гранул, а в нижней камере осуществляется формирование блока и уплотнение его по всему объему, совмещенное со сбросом остеклованной массы в форму, предварительно установленную в нижней камере.
Повышение прочности керамических блоков обеспечивается равномерным и всесторонним нагревом шихты при непрерывном перемешивании в верхней камере, а формирование блока производится посредством уплотнения порции однородно вспененных и оплавленных гранул шихты под действием собственного веса при сбросе вязкой массы из верхней камеры в форму, установленную в нижней камере.
Сохранение и в значительной степени повышение теплоизолирующих свойств блока достигается тем, что формирование блока осуществляется в момент максимальной однородности гранул шихты по вспученности и оплавленности. Это обеспечивается подачей шихты в верхнюю камеру точно дозируемыми порциями и активным перемешиванием ее при продувке нагретым сжатым воздухом, поступающим через отверстия в верхней плоскости воздушно-механического затвора.
Сохранение и в некоторой мере снижение энергозатрат при производстве стеклоблоков обеспечивается разделением зоны нагрева на две неравные части, с более интенсивным нагревом верхней части, большей по объему, а меньшая по объему нижняя часть нагревается менее интенсивно, благодаря чему происходит снижение энергозатрат.
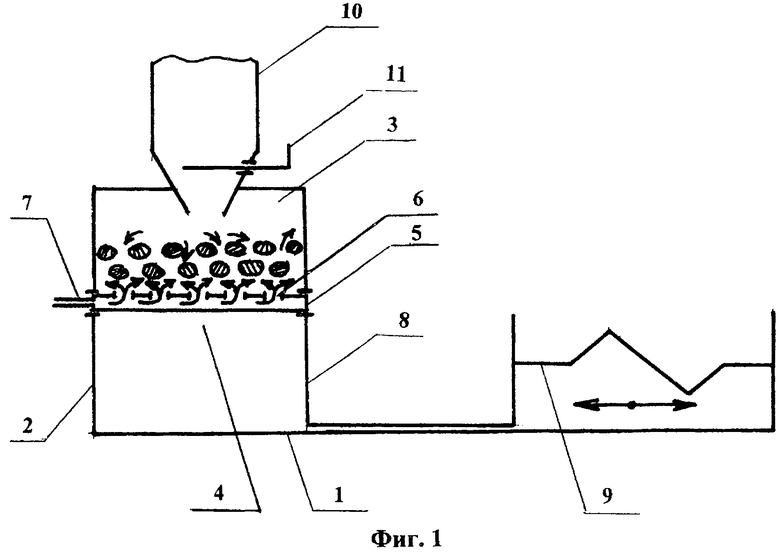
На фиг.1 схематически представлена конструкция предлагаемого устройства.
Устройство для получения пористого стеклокерамического блока содержит установленный на основании 1 корпус 2, состоящий из большей - верхней 3 и меньшей - нижней 4 камер, разделенных между собой воздушно-механическим затвором 5, выполненным с возможностью перемещения в горизонтальной плоскости. Верхняя плоскость воздушно-механического затвора 5, обращенная к верхней камере 3, снабжена отверстиями 6. Торцевые части воздушно-механического затвора 5 заглушены, и на одной из них установлен патрубок 7 для сопряжения с арматурой подачи нагретого сжатого воздуха (на рисунке не показана). В нижней камере 4 расположена форма 8, кинематически связанная с механизмом подачи и извлечения форм 9, установленным на основании 1. К верхней части корпуса 2 прикреплен бункер-дозатор 10, снабженный заслонкой 11.
Заявляемые способ и устройство для получения стеклокерамического блока работают следующим образом.
Подготовленное для использования сырье - гранулированная кварцесодержащая шихта засыпается в бункер-дозатор 10 и при открывании заслонки 11 соответствующая порция ее загружается в верхнюю камеру 3, в которой поддерживается температура в пределах 700-1700°C. Выбор диапазона температур верхней части зоны нагрева в пределах 700°C-1700°C продиктован использованием сырья с разной температурой плавления.
Нижняя граница диапазона обусловлена тем, что при более низких температурах образуется значительное количество кристаллической фазы, приводящей к ухудшению спекаемости материала, а для перевода образованных кристаллов в расплавленное состояние требуется нагрев до гораздо более высокой температуры по сравнению с температурой исходной шихты. Выбор верхней границы температурного диапазона (1700°C) обусловлен тем, что при более высоких температурах скорость оседания на стадии пористой стеклофазы начинает превышать скорость прироста объема вспученной массы.
Границы удельного времени нагрева на единицу толщины гранул (0,1-0,3 мин/мм) обусловлены протеканием интенсивных теплообменник процессов, характерных для «кипящего слоя» с размером гранул 4-12 мм. Указанные границы позволяют осуществлять технологический процесс за период времени в пределах 2-3 минут.
Одновременно с подачей в зону нагрева гранулированной кварцесодержащей шихты начинается подача нагретого, например, до 200°C воздуха через патрубок 7 воздушно-механического затвора 5 и отверстия 6 в верхнюю камеру 3, где происходит всесторонний нагрев шихты, перемешивание ее потоком нагретого сжатого воздуха, поступающего из отверстий 6, и вспенивание с удельным временем нагрева на единицу толщины гранул не более 0,3 мин/мм, в результате чего на поверхности гранул возникает слой жидкой стеклофазы. Нагрев порции шихты производится всесторонне за счет вращения и перемешивания гранул в верхней, более интенсивной части зоны нагрева до состояния вязкой стеклофазы на поверхности гранул и образования пористой структуры внутри. При этом нагрев гранул шихты до необходимого состояния в перемешиваемом подвижном объеме происходит со скоростью, превышающей скорость при одностороннем нагреве не менее чем в два раза. Это обеспечивает значительное увеличение (в два-три раза) объема вспученной остеклованной шихты, что позволяет с точностью до нескольких секунд определить момент оптимальной ее однородности и обеспечить своевременный переход к следующему этапу процесса.
Далее включается механизм отпирания (на чертеже не показан) воздушно-механического затвора 5, и реверсом потока воздуха пластичная масса сбрасывается в меньшую - нижнюю камеру 4, попадает в установленную предварительно форму 8, уплотняясь под действием собственного веса. Одновременно происходит заполнение верхней части зоны нагрева следующей порцией кварцесодержащей шихты. После этого форма 8 с пористым керамическим блоком в течение, например, двух-трех секунд (не более 30) автоматически удаляется механизмом подачи и извлечения форм 9 в зону стабилизации (на рисунке не показана), где производится разъединение формы 8. В дальнейшем происходит стабилизация блока в течение двух-трех часов без ограждающих элементов формы.
Размер порции гранул шихты подбирается таким образом, чтобы во вспененном и уплотненном состоянии материал заполнил весь объем формы.
Формование керамического блока производится в нижней, менее интенсивной части зоны нагрева в момент максимальной однородности вспученной и остеклованной шихты путем уплотнения под действием собственного веса, благодаря чему обеспечивается однородная структура объема и ровная поверхность блока.
Сформированный в форме керамический блок удаляется из нижней части зоны нагрева в течение нескольких секунд, не более 30. При этом одновременно из бункера-дозатора в верхнюю часть зоны нагрева поступает следующая порция шихты и цикл повторяется.
В зависимости от вида сырья процесс получения блока от момента начала загрузки порции шихты до момента удаления блока на стабилизацию колеблется от нескольких десятков до нескольких сотен секунд, а объем получаемых блоков лежит в пределах от единиц до нескольких десятков кубических дециметров.
Заявляемый способ может быть проиллюстрирован следующими примерами конкретной реализации, один из которых является примером реализации способа-прототипа.
Пример 1. Реализация способа-прототипа
Кварцесодержащий суглинок подавали непрерывно в форму, установленную в силитовой печи, при температуре зоны нагрева 1300°C со скоростью нагрева 400°C/мин. Вспенивание, оплавление и кристаллизация материала происходило в форме. Длительность процесса составила 6 мин. Получили блок с неоднородной структурой и неровной поверхностью. Блок удаляли из формы выпиливанием. Плотность полученного блока составила 550 кг/м3, прочность 9,8 МПа.
Пример 2. Порция гранул кварцесодержащего суглинка, имеющих размер от 4 до 6 мм, подавали в бункер-дозатор, а далее в корпус печи цилиндрической формы, в которой с помощью нагревательных элементов была создана зона нагрева с температурой 1250°C. Снизу через патрубок и отверстия в воздушно-механическом затворе подавали горячий воздух со скоростью 3-4 м/сек для перемешивания кварцесодержащей шихты. Время нагрева для вспенивания кварцесодержащей шихты в верхней камере выбирали с учетом размера гранул (в среднем 5 мм толщины), которое составило 2,5 мин. После появления тонкого слоя стеклофазы 0,5-1 мм и вспучивания гранул до объема, превышающего первоначальный объем не менее чем в 2 раза, открывали затвор между нижней и верхней камерой и сбрасывали оплавленную шихту в форму, поданную в нижнюю камеру, температура в которой не менее чем на 200°C была ниже температуры верхней камеры. Удаляли форму с керамическим блоком в начале кристаллизации за 3 с из корпуса. После стабилизации блока вне корпуса размыкали края формы и удаляли керамический блок из корпуса. Длительность процесса составила 3 мин. Получили керамический блок с однородной структурой и ровной поверхностью всех граней. Прочность полученного керамического блока составила 10,5 МПа, а плотность материала блока составила 600 кг/м3.
Пример 3. Порция гранул кварцесодержащей тугоплавкой глины, имеющих размер от 7 до 8 мм, подавали в бункер-дозатор, а далее в корпус печи цилиндрической формы, в которой с помощью нагревательных элементов была создана зона нагрева с температурой 1700°C. Снизу через патрубок и отверстия в затворе подавали горячий воздух, обогащенный пропаном, со скоростью 3-4 м/сек для перемешивания кварцесодержащей шихты. Время нагрева для вспенивания кварцесодержащей шихты в верхней камере составило 3 мин. После появления тонкого слоя стеклофазы 0,5-1 мм и вспучивания гранул до объема, превышающего первоначальный объем в 1,5 раза, открывали затвор между нижней и верхней камерой и сбрасывали оплавленную шихту в форму, поданную в нижнюю камеру, температура в которой составила 1400°C. Удаляли керамический блок в начале кристаллизации за 3 с из корпуса. После стабилизации керамического блока вне корпуса размыкали края формы и удаляли из нее блок. Длительность процесса составила 3,5 мин. Получили керамический блок с однородной структурой и ровной поверхностью всех граней. Прочность полученного блока составила 16 МПа, а плотность материала блока составила 900 кг/м3.
Пример 4. Порция гранул кварцесодержащей легкоплавкой глины, имеющих размер от 10 до 12 мм, подавали в бункер-дозатор, а далее в корпус печи цилиндрической формы, в которой с помощью нагревательных элементов была создана зона нагрева с температурой 700°C. Снизу через патрубок и отверстия в затворе подавали горячий воздух с инертным газом со скоростью 3-4 м/сек для перемешивания гранул. Время нагрева для вспенивания кварцесодержащей шихты в верхней камере с учетом размера гранул составило 2 мин. После появления тонкого слоя стеклофазы 0,5-1 мм и вспучивания гранул до объема, превышающего первоначальный объем не менее чем в 2,5 раза, открывали затвор между нижней и верхней камерой и сбрасывали оплавленную шихту в форму, поданную в нижнюю камеру, температура в которой составляла 450°C. Скачкообразное снижение температуры между зонами нагрева привело к быстрому началу кристаллизации. В течение 5 сек удаляли форму с керамическим блоком и отправляли ее на стабилизацию. Длительность процесса составила 2,5 мин. Далее из формы с размыкающимися стенками удаляли пористый керамический блок. Получили керамический блок с однородной структурой и ровной поверхностью всех граней. Прочность на сжатие керамического блока составила 2,5 МПа, а плотность материала блока составила 300 кг/м3.
Заявляемые способ и устройство для получения пористого керамического блока были реализованы в опытном производстве на конвейерной печи, обеспечивающей следующие технические характеристики.
При мощности нагревателей в 240 кВт и объеме получаемого материала в 75 дм3 длительность одного цикла составила 2-3 минуты, что обеспечило производительность для разного состава сырья в пределах 1,5-2,25 м3/час, а удельные энергозатраты составили 107-160 кВт/час на 1 м3 изделия. Температура нагрева верхней камеры устанавливалась не ниже температуры спекаемости используемого сырья, в пределах 0,8 Т плавления. В нижней камере поддерживалась температура на 200-250°C ниже, чем в верхней камере, то есть в интервале устойчивой кристаллизации получаемого материала и ниже предельных рабочих температур материала формы.
Таким образом, при реализации заявляемой группы изобретений достигается конвейерный режим работы, позволяющий значительно повысить производительность, практически вдвое сократить потери тепла и получить керамический блок с однородной структурой и ровной поверхностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРИСТОГО ОСТЕКЛОВАННОГО БЛОКА | 2013 |
|
RU2525076C1 |
| Способ получения многослойного пористого стеклокерамического блока и изделий из него | 2001 |
|
RU2223237C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ СТЕКЛОКЕРАМИКИ (ВАРИАНТЫ) | 2015 |
|
RU2582152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ПОРИСТОГО СТЕКЛОКЕРАМИЧЕСКОГО БЛОКА | 2006 |
|
RU2338702C2 |
| Шихта для изготовления стеклокерамического пропанта | 2021 |
|
RU2763562C1 |
| Способ получения пористого остеклованного блока | 1989 |
|
SU1787965A1 |
| СПОСОБ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ПЕРЛИТА | 2013 |
|
RU2531966C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВСПЕНЕННОГО МАТЕРИАЛА И ШИХТА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2520280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИДРОФОБНОЙ ЛЕГКОВЕСНОЙ МИКРОСФЕРЫ НА ОСНОВЕ ПЕРЛИТА | 2013 |
|
RU2531970C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ БЛОКОВ | 2012 |
|
RU2513807C2 |
Изобретение относится к области производства стеклокерамических материалов, используемых для получения теплоизолирующих, стеновых и фасадных конструкций в строительстве. Технический результат изобретения заключается в повышении производительности и уменьшении энергозатрат на изготовление керамических блоков, а также получении однородной структуры и ровной поверхности всех граней блока. Гранулированную кварцесодержащую шихту подают в зону нагрева дозированными порциями. Осуществляют перемешивание гранул. Формование пористого керамического блока осуществляют в период появления слоя жидкой стеклофазы на поверхности гранул. Форму с пористым керамическим блоком удаляют из зоны нагрева в начале кристаллизации. 2 н. и 12 з.п. ф-лы, 1 ил.
1. Способ получения пористого керамического блока, заключающийся в нагревании и вспенивании кварцесодержащей шихты при температуре, обеспечивающей переход на стадию стеклофазы, формовании пористого керамического блока, отличающийся тем, что гранулированную кварцесодержащую шихту подают в зону нагрева дозированными порциями, осуществляют перемешивание гранул, а формование пористого керамического блока осуществляют в период появления слоя жидкой стеклофазы на поверхности гранул, при этом форму с пористым керамическим блоком удаляют из зоны нагрева в начале кристаллизации.
2. Способ по п.1, отличающийся тем, что нагрев кварцесодержащей шихты осуществляют при температуре 700-1700°C.
3. Способ по п.1, отличающийся тем, что в качестве кварцесодержащей шихты используют пористую гранулированную кварцесодержащую шихту, гранулы которой имеют покрытие из легкоплавкого материала.
4. Способ по п.1, отличающийся тем, что используют пористую гранулированную кварцесодержащую шихту, гранулы которой выполнены из тугоплавкого материала.
5. Способ по п.1, отличающийся тем, что в качестве кварцесодержащей шихты используют материалы техногенных и рудных отходов кварцесодержащих смесей.
6. Способ по п.1, отличающийся тем, что формование производят при толщине слоя жидкой стеклофазы на поверхности гранул 0,5 мм-1 мм.
7. Способ по п.1, отличающийся тем, что используют гранулы толщиной 4-12 мм.
8. Способ по п.1, отличающийся тем, что перемешивание гранул осуществляют путем наддува нагретого сжатого воздуха.
9. Способ по п.1, отличающийся тем, что перемешивание гранул осуществляют путем наддува нагретого сжатого воздуха и реакционных и/или инертных газов.
10. Способ по п.1, отличающийся тем, что форму удаляют в период не более 30 с.
11. Устройство для получения пористого керамического блока из кварцесодержащей шихты, содержащее основание, установленные на нем корпус, соединенный с бункером-дозатором, снабженным задвижкой, механизм подачи и извлечения форм, отличающееся тем, что в корпус введен воздушно-механический затвор, разделяющий корпус на две неравные камеры, в большей из которых расположена зона нагрева с обеспечением возможности нагрева и вспенивания кварцесодержащей шихты, а в меньшей расположена зона нагрева для обеспечения возможности формования и удаления формы с пористым керамическим блоком механизмом подачи и извлечения форм.
12. Устройство по п.11, отличающееся тем, что воздушно-механический затвор выполнен с возможностью перемещения в горизонтальной плоскости.
13. Устройство по п.11, отличающееся тем, что воздушно-механический затвор в верхней плоскости снабжен отверстиями.
14. Устройство по п.11, отличающееся тем, что торцевые части воздушно-механического затвора заглушены, а на одной из них установлен патрубок для подачи нагретого сжатого воздуха.
| Способ получения пористого остеклованного блока | 1989 |
|
SU1787965A1 |
| Установка для гранулирования порошкообразных многокомпонентных материалов | 1987 |
|
SU1491558A1 |
| Способ получения пористых изделий | 1990 |
|
SU1726456A1 |
| US 2008076655 A1, 27.03.2008 | |||
| DE 19835591 A1, 17.02.2000 | |||
| JP 7024299 A, 27.01.1995. | |||

