Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении стеновых и теплоизоляционных керамических изделий.
Известен способ изготовления пористых изделий, включающий нагрев и вспенивание стекла, формование заготовки, охлаждение и резку на изделия. .
Недостатком известного способа является низкое качество получаемых изделий, так как резку заготовки осуществляют после охлаждения ее.
Наиболее близким по технической сущности к предлагаемому является способ получения пористых изделий, включающий нагрев и вспучивание глины, формование заготовки, охлаждение и резку на изделия.
Недостатком этого способа является получение изделий низкого качества за счет того, что резку заготовки на изделия осуществляют после резкого охлаждения заготовки и заготовка получается хрупкой, а изделия в связи с этим после резки имеют сколы и трещины.
Цель изобретения - повышение качества изделий.
Поставленная цель достигается тем, что согласно способу получения пористых изделий, включающему нагрев и вспучивание глины, формование заготовки, охлаждение и резку на изделия, нагрев и вспучивание глины осуществляют в шахтной печи при подаче сверху, резку заготовки на изделия ведут перед охлаждением при вязкости 102- 10 Па-с., а затем осуществляют их многослойную укладку и отжиг.
VI
Ю О N СЛ
о
Достижение поставленной цели по сравнению с прототипом заключается в следующем:
повышение качества изделий за счет того, что нагрев и вспучивание глины осуще- ствляют в шахтной печи при подаче сверху, что дает возможность спекать заготовку в этой же печи, в то время как в прототипе заготовка спекается после выхода из печи, и она подвергается температурным перепа- дам, становится хрупкой и менее прочной;
повышение качества изделий за счет того, что резку заготовки на изделия ведут перед охлаждением при вязкости 102-106 Па-с, в то время как в прототипе резку заго- товки ведут после резкого охлаждения, после чего заготовка становится хрупкой и на изделиях после резки появляются сколы и трещины;
повышение качества изделий за счет то- го, что осуществляют многослойную укладку изделий, что дает равномерное остывание, так как укладка изделий друг на друга в несколько рядов создает большую массу и теплоотдача идет более равномерно;
повышение качества изделий за счет их отжига, что дает медленное остывание и устраняет образование трещин в отличие от резкого охлаждения.
Схема, осуществляющая предложен- ный способ, включает шахту с загрузочным устройством, узел нагрева, узел охлаждения и узел резки заготовки на изделия.
В качестве исходного сырья использовали сырцовые гранулы диаметром 15 мм, полученные на вспучивающейся глине Спас-Каменского месторождения и подсушенные до влажности 3%.
Исходное сырье подавали в шахту сверху через загрузочное устройство. Нагрев сырья осуществляли в узле нагрева горелками за счет сжигания топливной смеси газвоздух (1:10) в слое сырья. В слой сырья при нагреве вводили легкоплавкую добавку, керамзитовую пыль и щелочесодержащие отходы производства капролактама. При 1150°С происходило вспучивание гранул. При 1180°С обеспечивалось спекание вспученных гранул. Спеченная масса в виде отформованного бруса (заготовки) при вязкости 10 Па-с подавалась в узел резки заготовки на изделия. Затем осуществляли укладку изделий в 5 слоев и отправляли их на отжиг по обычному режиму. Полученные изделия обладают следующими физико-техническими свойствами: объемная масса 400-600 кг/м3; прочность при сжатии 80- 100 кгс/см.
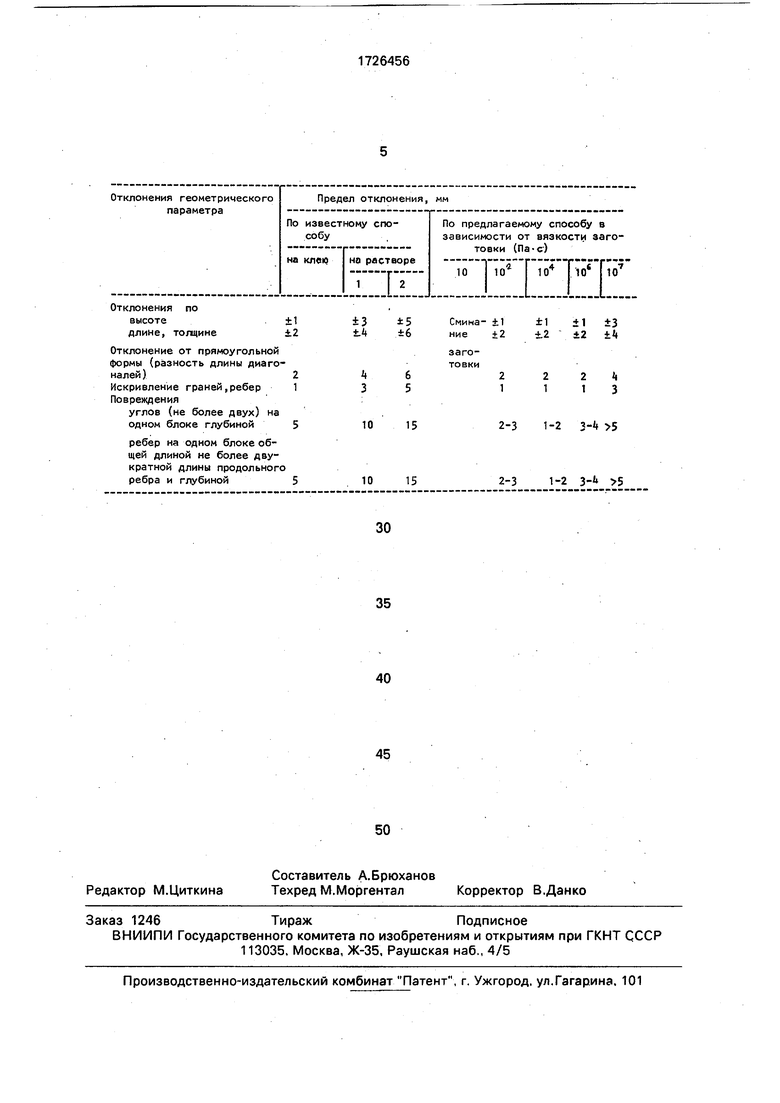
В таблице представлены сравнительные данные по отклонению геометрических параметров изделий, полученных по предлагаемому и известному способам.
Как видно из таблицы, повреждение углов и ребер после резки заготовки при оптимальной вязкости (104 Па С) составляет 1-2 мм, по известному способу - 5 мм. Таким образом, предлагаемый способ улучшает качество получаемых изделий.
Технико-экономический эффект от внедрения изобретения достигается за счет повышения качества изделий.
Формула изобретения Способ получения пористых изделий, включающий нагрев и вспучивание глины, формование заготовки, охлаждение и резку на изделия, отличающийся тем, что, с целью повышения качества изделий, нагрев и вспучивание глины осуществляют в шахтной печи при подаче сверху, резку заготовки на изделия ведут перед охлаждением при вязкости 10 -106 Па-с, а затем осуществляют их многослойную укладку и отжиг.
Отклонения по высоте длине, толщине
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ КЕРАМИКИ "РЕДОКСИД" И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2104254C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ СПОСОБНОГО ВСПУЧИВАТЬСЯ ПРИРОДНОГО ГЛИНИСТОГО СЫРЬЯ | 2011 |
|
RU2469008C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2162831C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2132834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2085545C1 |
| Способ получения плотного материала из порошка титана | 2023 |
|
RU2822495C1 |
| Способ изготовления пористо-пустотелых керамических изделий для биологической глубокой очистки сточных вод | 1991 |
|
SU1753945A3 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНОГО ЭЛЕМЕНТА | 1994 |
|
RU2092466C1 |
| Способ получения многослойного пористого стеклокерамического блока и изделий из него | 2001 |
|
RU2223237C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ КЕРАМИКИ | 1994 |
|
RU2117648C1 |
Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении стеновых и теплоизоляционных керамических из- делий. С целью повышения качества изделий способ включает нагрев и вспучивание глины в шахтной печи при подаче сверху, формование заготовки, охлаждение, резку заготовки на изделия при вязкости 10-10 Па.с, многослойную укладку и отжиг. Полученные изделия имеют следующие показатели: объемная масса 400-600 кг/м3, прочность при сжатии 80-100 кгс/см , отклонение от линейных размеров по высоте ± 1 мм, по длине и толщине ± 2 мм, отклонение от прямоугольной формы 2 мм, искривление граней ребер 1 мм, повреждение углов (не более двух) на одном блоке глубиной от 1-2 до 3-4 мм, ребер на одном блоке общей длиной не более двукратной длины продольного ребра и глубиной от 1-2 до 3-4 мм. 1 табл. сл С
Отклонение от прямоугольной формы (разность длины диагоналей ) Искривление граней,ребер Повреждения
углов (не более двух) на одном блоке глубиной
ребер на одном блоке общей длиной не более двукратной длины продольного ребра и глубиной
10
15
2-3 1-2 3- 5
10
15
2-3
1-2 3-Ь 5
| Патент США № 3527587, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| ПОДВЕСНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ХРОМИРОВАНИЯ ПОРШНЕВБ1Х КОЛЕЦ | 0 |
|
SU231998A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
