Область техники, к которой относится изобретение
Изобретение относится к газовым турбинам. Более конкретно, варианты осуществления настоящего изобретения относятся к сплавам на основе никеля для использования при литье конструктивных элементов газовой турбины.
Предпосылки изобретения
Как известно, газотурбинные двигатели работают в экстремальных условиях, воздействующих на конструктивные элементы двигателя, особенно в секции турбины, которые испытывают высокие рабочие температуры и напряжения. Чтобы конструктивные элементы турбины выдерживали эти условия, необходимо, чтобы они были изготовлены из материала, имеющего свойства, позволяющие выдерживать длительное воздействие таких повышенных температур и рабочих напряжений, получая соответствующее охлаждение, чтобы снизить их фактические рабочие температуры. Это особенно относится к рабочим лопастям или рабочим лопаткам турбины, а также к сопловым или направляющим лопаткам, которые находятся непосредственно на пути потока горячего газа из камеры сгорания.
Для улучшения эффективности (кпд) газотурбинного двигателя можно повысить рабочие температуры в камере сгорания с тем, чтобы сжечь топливо более полно. В результате также повышаются температуры в секции турбины. Чтобы материалы турбины работали при более высокой температуре без ухудшения целостности конструктивного элемента, требуется либо дополнительное охлаждение конструктивных элементов турбины, либо улучшенные характеристики материала. Однако, при перенаправлении воздуха на охлаждение конструктивных элементов турбины снижается количество воздуха, доступного для процесса горения, что снижает ее эффективность. Это противоречит цели повышения эффективности газовой турбины путем повышением рабочей температуры. Таким образом, желательно обеспечить улучшение работы без снижения существующих уровней потока воздуха и эффективности двигателя.
Результатом повышения температур горения является дальнейшее структурное изменение в материале. То есть, по мере того как повышаются рабочие температуры для данного материала, снижается его способность выдерживать нагрузки. Поскольку рабочие температуры в газотурбинных двигателях со временем повышали для того, чтобы улучшить эффективность двигателя, был предложен ряд материалов, имеющих улучшенные температурные характеристики. Одним таким примером является сплав, обычно называемый как CM-247, производимый корпорацией Cannon-Muskegon Corporation, г. Маскигон, штат Мичиган, США. Разновидность этого сплава раскрыта в патенте США № 4461659. Этот сплав является одним из многих, которые были разработаны, и имеет улучшенную прочность благодаря уменьшению растрескивания по границам зерен.
Другой усовершенствованный сплав для применения в газовых турбинах был разработан компанией General Electric Company. GTD-111 - сплав на основе никеля, имеющий улучшенную стойкость против высокотемпературной коррозии, был разработан для применения в производстве рабочих и сопловых лопаток газовых турбин. Свойства этого сплава раскрываются в патентах США №№ 6416596 и 6428637.
Кроме того, наряду с улучшенными сплавами были разработаны технологии литья, направленные на улучшение прочности рабочих и сопловых лопаток и других конструктивных элементов газовой турбины. Как будет понятно специалисту в области деталей с аэродинамическим профилем газовых турбин, прочность отлитого изделия и любая присущая ему непрочность являются функцией размера и местоположения границ между зернами в отливке. В частности, технологии литья развились от традиционного, или равноосного процесса, когда металл разливают, и межзеренные границы образуются свободно по мере остывания детали, к процессу литья с направленной кристаллизацией (НК), когда металл разливают и охлаждают таким образом, чтобы межзеренные границы образовывались лишь в одном единственном направлении, предпочтительно так, чтобы кристаллографическое направление <001> было параллельно продольному направлению детали с аэродинамическим профилем. Выравниванием межзеренных границ - типично самого слабого места отливки - в направлении, в целом перпендикулярном нагрузке на деталь с аэродинамическим профилем, достигаются существенные улучшения прочности, пластичности и сопротивления термической усталости отливки. Совсем недавно в процессе литья были проделаны усовершенствования с тем, чтобы совершенно устранить межзеренные границы, путем охлаждения отливок таким образом, чтобы образовывалась монокристаллическая, или однозеренная, структура, тем самым исключая межзеренные границы. Этот тип литья в настоящее время является самым сильным типом литья, однако, это и самый дорогой в производстве способ литья из-за различных технологических требований и стоимостей сплавов. Типично, монокристаллические отливки ограничены применениями, где наблюдаются чрезвычайно высокие температуры, существуют чрезмерно высокие механические нагрузки, или геометрия турбины диктует именно такую отливку. Дополнительная проблема в отношении процесса литья и используемого сплава связана с требующейся обработкой. То есть, в зависимости от применяемой технологии литья и используемого сплава, для того чтобы образовать конструктивный элемент турбины из этого конкретного сплава, должны осуществляться занимающие много времени и дорогостоящие процессы.
Хотя в разработке сплавов, технологии охлаждения и способах литья были проделаны существенные усовершенствования, все еще имеются значительные ресурсы для дальнейшего улучшения. В частности, существует промышленная потребность в сплаве, имеющем, по меньшей мере, характеристики сплавов существующего уровня техники, но все же имеющих улучшенный предел прочности на разрыв, лучшую жидкотекучесть, сниженные рабочие напряжения и меньшие затраты на производство.
Сущность изобретения
Настоящее изобретение предусматривает варианты сплава на основе никеля, подходящего для изготовления конструктивных элементов газовой турбины, имеющих улучшенные стабильность, механические свойства и более низкие рабочие напряжения. Одно такое снижение напряжения наблюдается по продольному (осевому) напряжению, которое является функцией плотности сплава, которая для раскрытых здесь сплавов ниже, чем у других хорошо известных сплавов, использующихся в области газовых турбин. Кроме того, этот сплав на основе никеля подвергается процессу термообработки без использования чрезмерно длительных сроков пребывания в высокотемпературной печи, одновременно имея больший интервал, в котором такая термообработка может происходить.
Раскрываются составы сплавов на основе никеля, подходящие для разнообразных форм прецизионного литья. Сюда входит состав, подходящий для равноосного литья и для литья с направленной кристаллизацией (НК). В следующем аспекте настоящего изобретения предусмотрен способ изготовления литого и термообработанного изделия из сплава на основе никеля, имеющего такой элементный состав, а также способ термообработки.
Краткое описание чертежей
Ниже настоящее изобретение описывается подробно со ссылкой на фигуры приложенных чертежей, на которых:
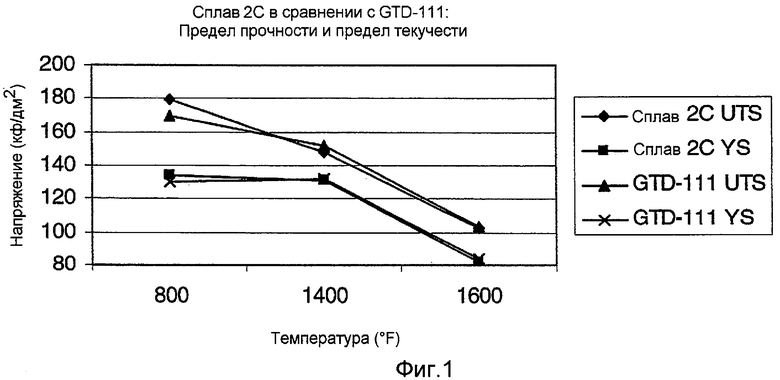
Фиг. 1 является графиком, показывающим предел прочности и предел текучести на растяжение в зависимости от температуры для варианта сплава по настоящему изобретению в сравнении с одним сплавом уровня техники.
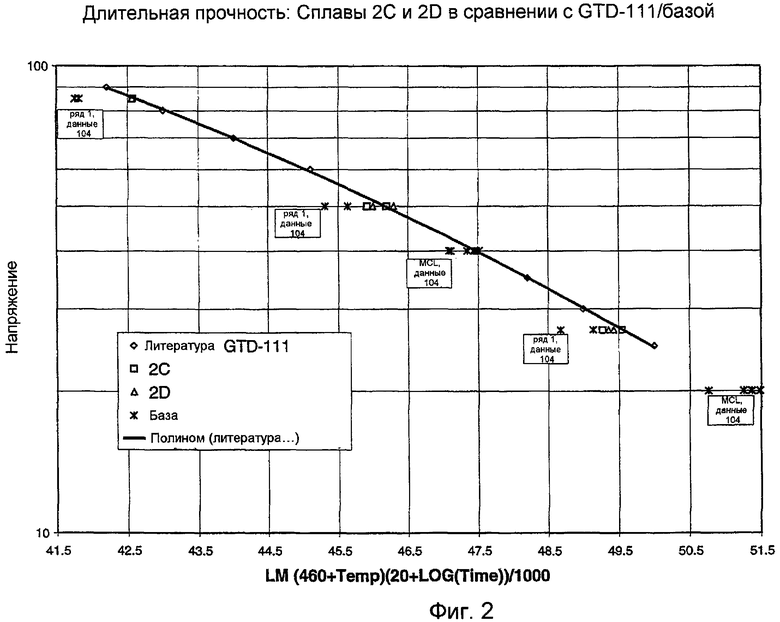
Фиг. 2 является графиком, показывающим длительную прочность в зависимости от нормированного параметра времени и температуры для варианта сплава по настоящему изобретению в сравнении со сплавами уровня техники.
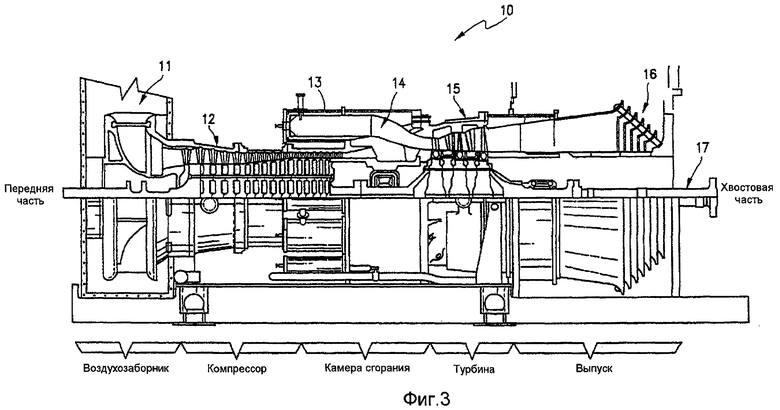
Фиг. 3 является сечением газотурбинного двигателя, указывающим место, где находятся рабочие и сопловые лопатки в соответствии с настоящим изобретением.
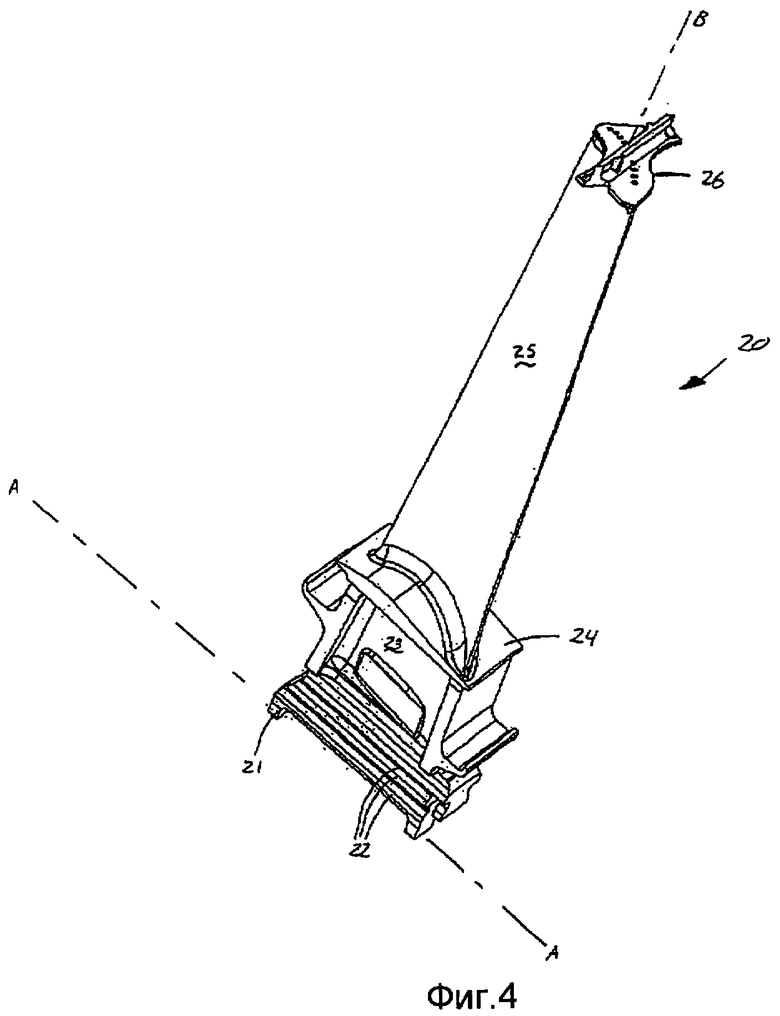
Фиг. 4 является видом в перспективе рабочей лопатки, образованной из суперсплава в соответствии с вариантом осуществления настоящего изобретения.
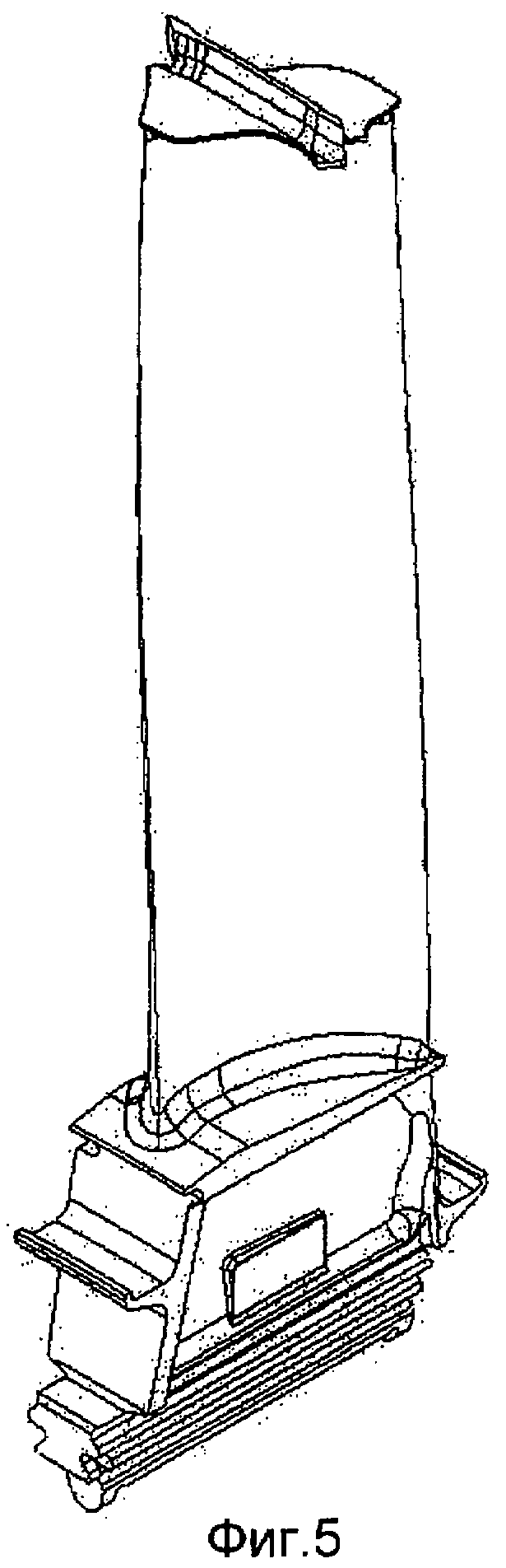
Фиг. 5 является видом в перспективе альтернативной рабочей лопатки, образованной из суперсплава в соответствии с вариантом осуществления настоящего изобретения.
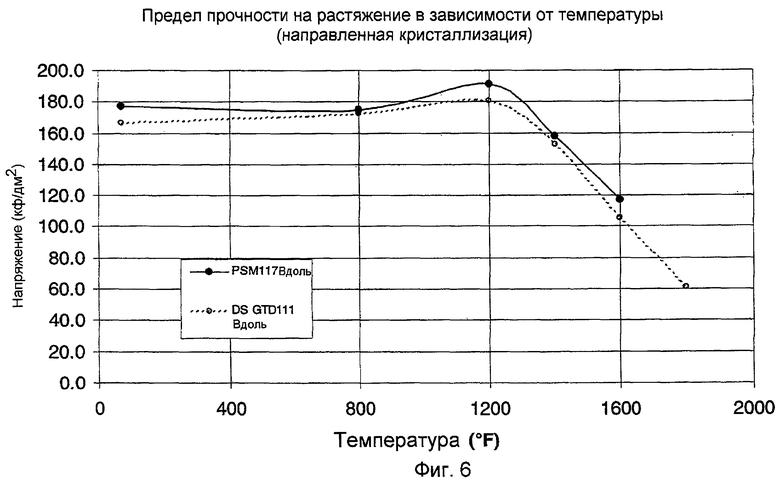
Фиг. 6 является графиком, показывающим предел прочности на растяжение в зависимости от температуры для направленно-кристаллизованного варианта сплава по настоящему изобретению в сравнении с одним сплавом уровня техники.
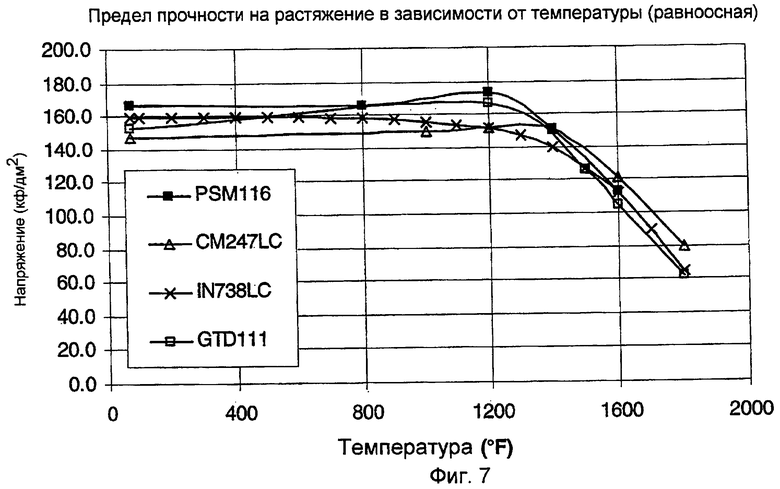
Фиг. 7 является графиком, показывающим предел прочности в зависимости от температуры для равноосного варианта сплава по настоящему изобретению в сравнении со сплавами уровня техники.
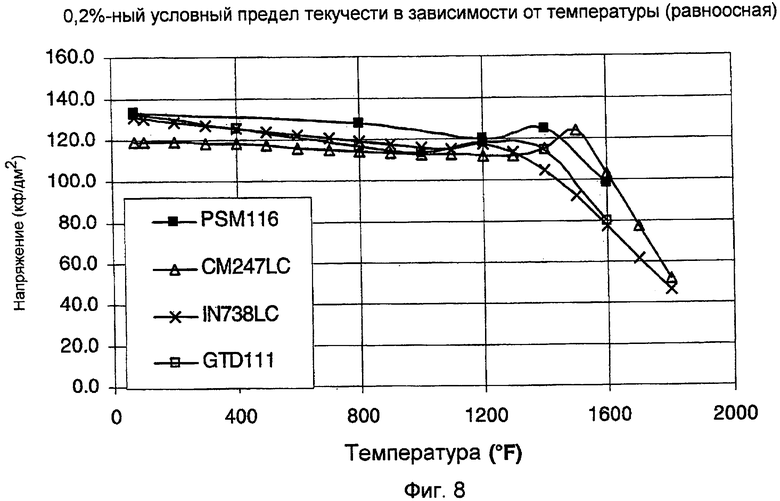
Фиг. 8 является графиком, показывающим предел текучести в зависимости от температуры для равноосного варианта сплава по настоящему изобретению в сравнении со сплавами уровня техники.
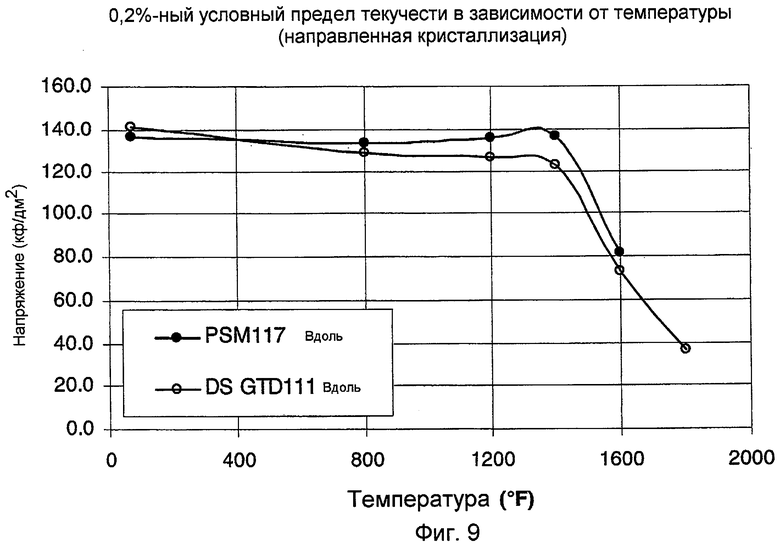
Фиг. 9 является графиком, показывающим предел текучести в зависимости от температуры для направленно-кристаллизованного варианта сплава по настоящему изобретению в сравнении с одним сплавом уровня техники.
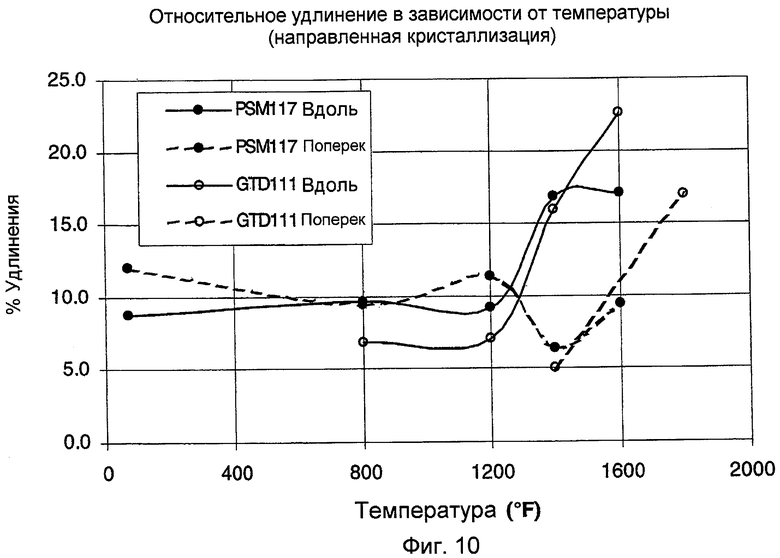
Фиг. 10 является графиком, показывающим удлинение (El) материала в зависимости от температуры для направленно-кристаллизованного варианта сплава по настоящему изобретению в сравнении с одним сплавом уровня техники.
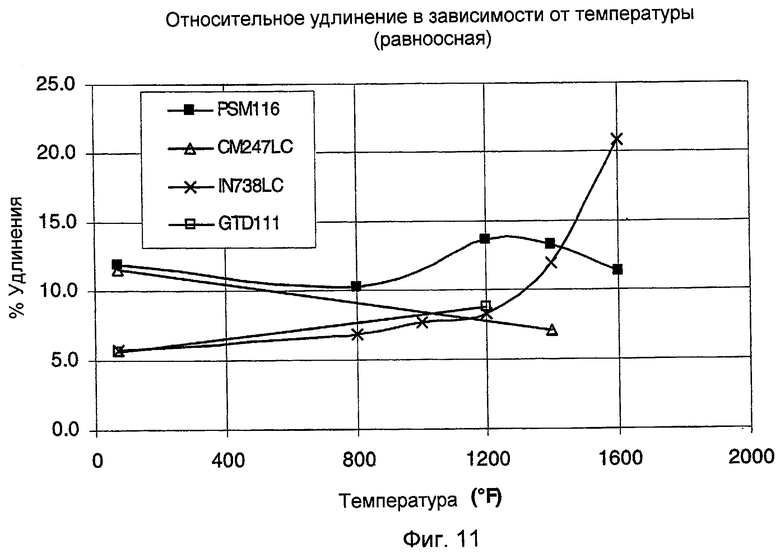
Фиг. 11 является графиком, показывающим удлинение материала в зависимости от температуры для равноосного варианта сплава по настоящему изобретению в сравнении со сплавами уровня техники.
Фиг. 12 является графиком, показывающим время до разрушения при испытании на длительную прочность рабочей лопатки, изготовленной из равноосного варианта сплава по настоящему изобретению, в сравнении с одним сплавом уровня техники.
Подробное описание изобретения
Объект настоящего изобретения описывается здесь с конкретностью, предназначенной для соответствия установленным требованиям. Однако, само это описание не предназначено ограничивать объем настоящего патента. Напротив, авторы изобретения предполагали, что заявляемый объект может также быть реализован другими способами, включая другие этапы или комбинации этапов, сходные с описанными в данном документе, в сочетании с другими существующими или будущими технологиями. Кроме того, хотя термины "этап" и/или "блок" могут использоваться здесь для обозначения разных элементов применяемых способов, эти термины не должны интерпретироваться как предполагающие какой-либо конкретный порядок среди или между различными раскрытыми здесь этапами, если только и за исключением случаев, когда порядок отдельных этапов не описан в явном виде.
Настоящим изобретением предусматривается сплав на основе никеля, подходящий для изготовления конструктивных элементов газовой турбины, и способ изготовления литого и термообработанного сплава на основе никеля. Ниже описывается примерный вариант осуществления настоящего изобретения.
Для ясности лучше всего определить некоторые из общих терминов, которые будут более подробно обсуждаться в связи с вариантами осуществления настоящего изобретения. "Газотурбинный двигатель" как использующийся здесь термин представляет собой двигатель, который выдает механическую мощность в виде либо тяги для приведения в движение транспортного средства, либо мощность на валу для приведения в действие электрического генератора. Газотурбинные двигатели обычно содержат компрессор, по меньшей мере одну камеру сгорания и турбину. "Рабочая лопатка" как использующийся здесь термин представляет собой деталь с аэродинамическим профилем, прикрепленную к диску, который вращается вокруг вала газотурбинного двигателя. Рабочие лопатки используются либо для сжатия потока воздуха, проходящего через компрессор, либо для вращения диска и вала турбины посредством воздуха, проходящего вдоль поверхности с аэродинамическим профилем. Термин "рабочая лопатка" часто используется взаимозаменяемо с просто "лопаткой", в том числе и здесь, и это не означает ограничение сути термина. "Направляющая лопатка" как использующийся здесь термин представляет собой стационарную деталь с аэродинамическим профилем, которая типично находится в обоих секциях компрессора и турбины и служит для перенаправления потока воздуха, проходящего через компрессор или турбину. Термин "направляющая лопатка" часто используется взаимозаменяемо с "сопловой лопаткой", в том числе и здесь, и это не означает ограничение сути термина. Эти типы деталей с аэродинамическим профилем часто отливают из жидкого металла. Металл можно разливать и охлаждать разнообразными способами, в том числе для образования равноосных (РО) и направленно-кристаллизованных (НК) отливок. При равноосном литье, как будет понятно специалисту, отливке дают возможность остывать так, что межзеренные границы закристаллизованного металла могут свободно образовываться в любом направлении. При литье с направленной кристаллизацией (НК-литье) металл охлаждают в одном направлении так, чтобы образовать совокупность межзеренных границ, которые идут в одном конкретном направлении.
Авторами изобретения был разработан сплав, имеющий отличные литейные свойства, пониженную плотность и улучшенную стабильность. Этот сплав имеет диапазон допустимых химических составов, в зависимости от типа применяемого способа литья, каждый из которых приводит к улучшенным механическим свойствам. Это было осуществлено с химическими составами, которые не содержат дорогих элементов, таких как рений (приблизительно 800,00$ за фунт), или очень химически активных элементов, таких как цирконий и гафний.
Сплав на основе никеля по настоящему изобретению, как первоначально задумывали авторы изобретения, состоит по существу из примерно такого состава по весу, который сведен ниже в Таблицу 1:
Состав сплава
Разработка этого сплав была сфокусирована на обнаружении эффективного сплава на основе никеля, не содержащего дорогих или чрезмерно химически активных легирующих добавок, так чтобы сплав был бы подходящим для отливки как направленно-кристаллизованных, так и равноосных конструктивных элементов. Сначала было получено семь химических составов в направленно-кристаллизованных литых слябах.
Одной областью, которая принималась во внимание при разработке сплава и которая важна в отношении функциональности сплава, была его структурная стабильность. При эксплуатации сплавы подвергаются сложным твердофазным реакциям, которые могут привести к выделению охрупчивающих фаз. Регулирование химического состава сплава так, чтобы свести на нет образование этих топологически плотноупакованных фаз (ТПУ), может быть достигнуто с некоторым успехом путем расчета средней вакансии электронов на атом сплава, величины, обозначаемой Nv3. Структурная стабильность сплава обычно рассчитывается по уравнению:  , согласно SAE AS 5491 Rev. B. Чем выше Nv3, тем менее стабилен сплав и тем более он подвержен ТПУ-структурам. Предшествующие исследования показали, что даже для наиболее стабильных сплавов этого типа могут образовываться ТПУ-фазы, если Nv3>2,45-2,49. Некоторые промышленные сплавы, такие как Rene 80 и Inconnel 738, становятся нестабильными, если Nv3>2,32-2,38.
, согласно SAE AS 5491 Rev. B. Чем выше Nv3, тем менее стабилен сплав и тем более он подвержен ТПУ-структурам. Предшествующие исследования показали, что даже для наиболее стабильных сплавов этого типа могут образовываться ТПУ-фазы, если Nv3>2,45-2,49. Некоторые промышленные сплавы, такие как Rene 80 и Inconnel 738, становятся нестабильными, если Nv3>2,32-2,38.
Ниже в Таблице 2 приведены данные по стабильности для упомянутых выше семи химических составов. Как будет показано, в зависимости от формы отливки, фактор металлургической стабильности, или структурной стабильности, сплава варьируется в диапазоне от 2,22 до 2,40.
Стабильность первого ряда сплавов
Хотя в сплавах 5 и 6 значение Nv3 не превышало 2,32, когда, как известно, образуются ТПУ-фазы, дальнейшее исследование образцов все-таки выявило небольшие нестабильности. Сплав 2, имеющий значение Nv3 в 2,31, показал наилучшие результаты в отношении структурной стабильности, не обнаружив никаких признаков ТПУ-фаз.
Чтобы улучшить механические свойства сплава на основе никеля, необходимо подвергнуть сплав термообработке. Для термообработки дисперсионно упрочненного сплава, такого как сплав на основе никеля по настоящему изобретению, сначала нужно нагреть сплав до температуры, близкой к сольвусу γ'-температуры, выше которой растворяется основная упрочняющая фаза γ'. Эта термообработка обычно называется термообработкой на твердый раствор. Последующее воздействие более низких температур старения будет вызывать выделение упрочняющей γ'-фазы таким образом, что будут улучшаться механические свойства. Прочность сплава повышается с количеством γ'. Ее распределение и параметр решетки также являются теми факторами, которые влияют на степень прочности, которая может быть сообщена осаждением γ'.
Интервал термообработки - разность между сольвусом и солидусом (температурой, при которой начинается плавление) - в настоящем изобретении намного увеличен. Именно в этом интервале должна проводиться термообработка на твердый раствор для того, чтобы надежно обработать деталь без ее расплавления. Относительно малые изменения в количествах алюминия, титана и тантала могут вызвать довольно большие изменения сольвуса γ'. Если сплав содержит высокие уровни алюминия, титана или тантала, то температура сольвуса γ' повышается, тем самым уменьшая интервал термообработки. Чтобы определить температуры сольвуса γ' и солидуса, проводили дифференциальный термический анализ (ДТА). Как будет понятно специалисту в материаловедении, ДТА измеряет разность температур между образцом и термически инертным эталоном по мере повышения температуры. График этой разности дает информацию о происходящих в образце реакциях, в том числе о фазовых переходах, о температурах плавления и кристаллизации. Некоторые типичные результаты этого анализа показаны ниже в Таблице 3.

Как можно видеть из приведенных выше данных, интервал термообработки для сплава 2 - наиболее структурно стабильного из сплавов - который также имел широкий интервал термообработки, составлял приблизительно 150° F. В зависимости от состава сплава интервал термообработки может варьироваться от 120 до 160° F. Такой широкий интервал указывает на то, что сплав можно безопасно термообрабатывать в условиях производства, не сталкиваясь с возможностью расплавления. Это особенно важно, так как часто термообработка больших деталей в больших партиях не может проводиться с очень точным контролем температуры, часто меняющейся в диапазоне до +/- 25° F.
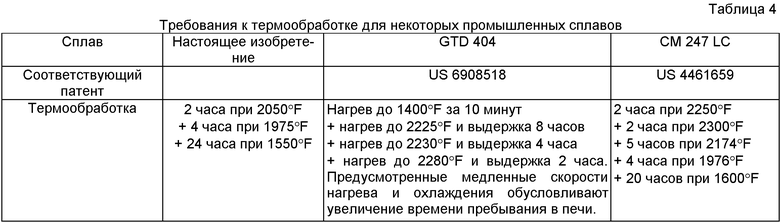
Другая выгода от термообработки сплава по настоящему изобретению связана с его свойствами на растяжение и усталостными свойствами (длительной прочностью при ползучести). Было установлено, что никакой ощутимой выгоды не достигается от термообработки сплава по настоящему изобретению на твердый раствор при более высоких температурах или от подвергания его более сложным обработкам старением, как это имеет место в случае других высокотемпературных сплавов на основе никеля. Сплавы, разработанные посредством настоящего изобретения, подвергали термообработке на твердый раствор при 2050° F +/- 25° F в течение 2 часов +/-15 минут, с последующим охлаждением закалкой в потоке газа до температуры менее 1100° F. Закалка предпочтительно происходит в газовой среде, выбранной из группы, содержащей аргон, гелий и водород. Затем сплавы нагревали до 1975°F +/- 25°F и подвергали старению в течение 4 часов +/- 15 минут с последующим охлаждением закалкой в потоке газа снова до температуры ниже 1100°F. Наконец, сплав нагревали до 1550°F +/- 25°F и стабилизировали 24 часа +/- 30 минут с последующим охлаждением до температуры ниже 1100°F, но чаще всего до комнатной температуры. Этот цикл термообработки происходит при относительно низкой температуре и включает меньше циклов по сравнению с другими хорошо известными сплавами, что делает этот цикл очень экономичным циклом термообработки. Это более понятно при сравнении описанных здесь циклов термообработки с циклами для других сходных сплавов, как показано в Таблице 4.
В зависимости от типа отливаемого конструктивного элемента газовой турбины, временная привязка циклов термообработки может меняться. Например, если рабочая или направляющая лопатка газовой турбины должна покрываться теплобарьерным покрытием (ТБП) для дополнительной защиты от высоких рабочих температур, то второй и третий этапы процесса термообработки могут происходить после того, как было нанесено ТБП. Этап нагревания сплава до 1975° F +/- 25° F и выдерживания в течение 4 часов также служит для обработки покрытия как части процесса нанесения этого покрытия.
Другим важным признаком настоящего изобретения является плотность сплава. Как будет понятно специалисту в области деталей с аэродинамическим профилем газовых турбин, продольное напряжение на детали с аэродинамическим профилем пропорционально квадрату плотности, или [напряжение σ ∝ (плотность ρ)2]. То есть, чем ниже плотность сплава, используемого для получения детали с аэродинамическим профилем, тем ниже продольные напряжения, обнаруживаемые у такой детали с аэродинамическим профилем.
Удельные плотности для сплава 2 были рассчитаны, а также измерены на образцах-отливках. Чтобы более точно рассчитать плотность в этом конкретном диапазоне химических составов, было выведено уравнение. Это уравнение не чувствительно к уровням кобальта и хрома и определяется как:
D = 0,307667639+(%Mo)(0,000452137)+(%W)(0,001737591)-(%Al)(0,004497133)-(%Ti)(0,001240936 )+(%Ta)(0,002133375),
где %Mo равно весовой процентной концентрации молибдена, %W равно весовой процентной концентрации вольфрама, %Al равно весовой процентной концентрации алюминия, %Ti равно весовой процентной концентрации титана, и %Ta равно весовой процентной концентрации тантала.
Степень соответствия уравнения отличная, что можно видеть из сравнения измеренных плотностей образца-отливки с рассчитанными плотностями, как показано в Таблице 5.
Плотность экспериментальных сплавов
Как обсуждалось ранее, плотность этого нового сплава существенна из-за более низких внутренних рабочих напряжений. Плотность сплава в настоящем изобретении меньше или равна 0,30 ф/дм3 (фунтов на кубический дюйм). Более низкий уровень плотности этого сплава можно лучше оценить при сравнении с другими сплавами, обычно использующимися в области газовых турбин, как показано в Таблице 6.
Плотности различных сплавов для газовых турбин
Другой важный фактор в том, что касается плотности сплава, относится к получающимся в результате весу и частоте конструктивного элемента. Чем ниже плотность, тем ниже вес конструктивного элемента. Для вращающейся рабочей лопатки турбины крепление лопатки натягивает диск в то время, как лопатка удерживается в диске. Это натяжение является функцией веса лопатки. Более легкая лопатка будет меньше натягивать диск и в результате иметь меньшие напряжения на креплении.
Плотность также влияет на частоту собственных колебаний (ЧСК) детали с аэродинамическим профилем, будь то рабочая или направляющая лопатка. Как будет понятно специалисту, частота собственных колебаний детали с аэродинамическим профилем является критичной в том, что она должна оставаться вне критической частоты двигателя (60 Гц для двигателя, работающего при 3600 оборотах в минуту). Детали с аэродинамическим профилем должны иметь частоту, не совпадающую не только с рабочей частотой двигателя (в данном примере 60 Гц), но также и с любой кратной ей величиной (т.е. 120 Гц, 180 Гц). Современные рабочие лопатки турбины, изготовленные из сплава с более высокой плотностью, имеют частоту собственных колебаний чуть выше частоты двигателя. Если рабочая или направляющая лопатка остается при собственной частоте двигателя или любой кратной ей величине в течение длительного периода времени, может произойти поломка лопатки из-за многоцикловой усталости. Изготовление рабочих/направляющих лопаток турбины из сплава с более низкой плотностью не только снижает вес конструктивного элемента и напряжение на крепления лопаток, но также повышает ее частоту собственных колебаний, что еще больше удаляет частоту рабочей или направляющей лопатки от частоты двигателя, тем самым снижая вероятность многоцикловой усталости.
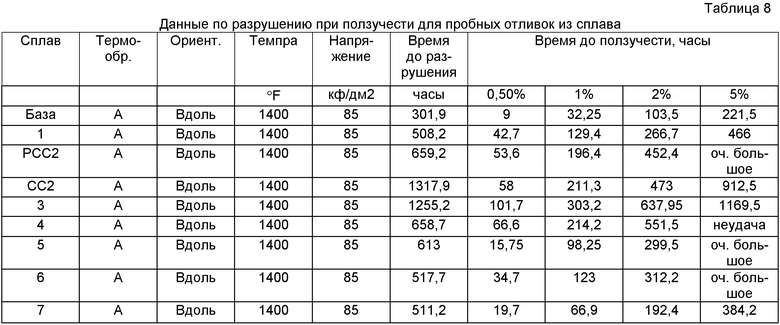
Механические свойства для двух экспериментальных точек для сплавов первого ряда показаны в Таблицах 7 и 8. В Таблице 7 приведены данные по пределу прочности на растяжение (UTS) и данные по пределу текучести (YS) при температурах 800° F и 1400° F, а в Таблице 8 представлены данные по длительной прочности при 1400° F. В каждую из таблиц включены также данные, называемые "базой". В следующих таблицах и на фигурах проводится сравнение между разработанными сплавами и базовым сплавом и GTD-111. Базой является сплав, использующийся в настоящее время правопреемником данной заявки при производстве некоторых деталей с аэродинамическим профилем, причем база имеет свойства, сходные со свойствами сплава GTD-111.
Как обсуждалось ранее, цель данной программы разработки состоит в том, чтобы получить стабильный сплав, обладающий улучшенной прочностью, который имеет улучшенную жидкотекучесть и меньшие затраты на производство. Обращаясь к Таблице 7, там выделены две пробные отливки из сплава 2, а также базового сплава. Как можно видеть из этих данных, сплав 2 (обе пробные отливки) имеют UTS в пределах приблизительно 3% базового сплава при более низкой температуре 800° F, одновременно имея более высокий YS. Хотя сплав 7 имеет более высокий UTS, он имеет более узкий интервал термообработки (135° F в сравнении 153° F для сплава 2). Сплав 3 также имеет более узкий интервал термообработки, чем сплав 2, и имеет меньший UTS. Недостатки других разработанных сплавов становятся очевидными при более высоких рабочих температурах.
При типичных рабочих температурах турбины, близких к 1400° F, сплав 2 (обе пробные отливки) имеет UTS и YS выше, чем база. Кроме того, как обсуждалось ранее, сплав 2 был полностью структурно стабильным и имел самый широкий интервал термообработки, что улучшает условия его получения. Как можно видеть, другие сплавы при 1400° F либо не имели прочности сплава 2, либо начинали проявлять структурные нестабильности (ТПУ-фазы), как ранее обсуждалось в Таблице 2 и воспроизведено ниже.
Механические свойства пробных отливок из сплава
Помимо прочности различных сплавов, другой мерой возможностей сплава является разрушение при ползучести (смотри Таблицу 8). Ползучесть является пластической деформацией, вызванной скольжением, происходящим вдоль кристаллографических направлений из-за постоянных нагрузки/напряжения, прикладываемых при повышенной температуре. Ползучесть типично измеряют в процентах деформации и числе часов, необходимых для того, чтобы вызвать эту деформацию при заданной нагрузке и температуре. Из данных в Таблице 8 можно видеть, что все сплавы продемонстрировали улучшение в отношении усталостной долговечности при ползучести и числа часов для деформации ползучести в 0,5%, 1%, 2% и 5%. Хотя сплав 3 продемонстрировал лучшую усталостную долговечность при ползучести, чем сплав 2, сплав 3 имел другие недостатки в отношении интервала термообработки и структурной стабильности, как показано в Таблице 7.
Из этих и других данных можно установить, что сплав 2 был предпочтительным составом, который обеспечивал требуемую прочность, структурную стабильность и делал возможным более благоприятный для производства процесс.
Затем проводили дальнейший анализ и разработку сплава 2 для определения его окончательного состава. В частности, были разлиты и оценены четыре маленькие плавки (плавки по 30 фунтов) в виде направленно-кристаллизованных слябов. Плавки этих размеров выбирали как более представительные по размеру и весу для типичных применений отливок в газовых турбинах. Для этих плавок число электронных вакансий, Nv3, было в пределах 2,220-2,280. Результирующие химические составы этих четырех сплавов показаны в Таблице 9.
Химические составы вариантов сплава 2
Механические свойства сплавов 2A-2D сравнивали с базой для определения предпочтительного сплава. Обращаясь к Таблице 10, можно видеть, что сплав 2C давал улучшенные YS и UTS при 800° F по сравнению с базой, а также лучший YS в поперечном направлении при 1400° F. График характеристик сплава 2C в сравнении с GTD-111 показан на фиг. 1. Данные по длительной прочности для сплавов 2C и 2D сравниваются с базовым сплавом и GTD-111 на фиг. 2. Из этого графика можно видеть, что сплав 2C имеет более высокую длительную прочность, чем у базы, и в этом отношении схож со сплавом GTD-111.
Свойства на растяжение экспериментальных вариантов сплава 2 по этому изобретению в сравнении с GTD 111 НК
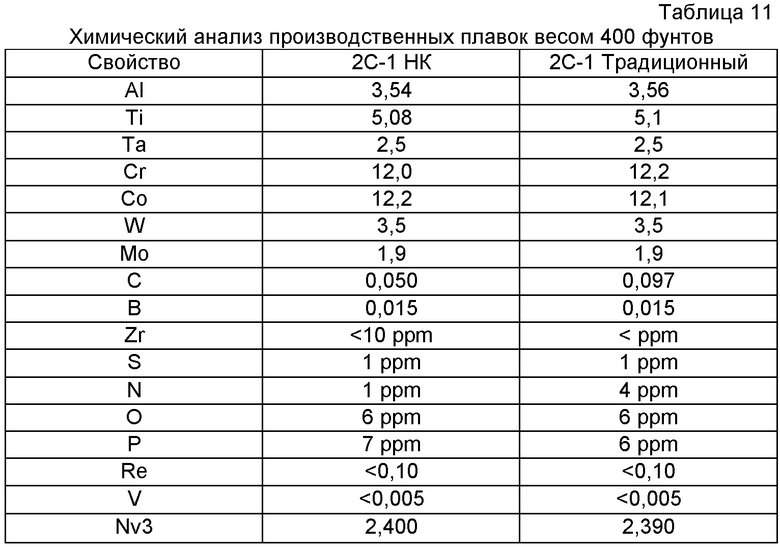
Определив, что сплав 2 является предпочтительным сплавом, и более конкретно, что сплав 2C является предпочтительным элементным составом из-за его улучшенного предела прочности на растяжение при 800° F, было желательным удостовериться в возможности получения соответствующих производственному масштабу количеств сплава как в направленно-кристаллизованных (НК), так и в традиционных, или равноосных, отливках. Чтобы оценить отливки производственного масштаба, были получены две плавки лигатурного сплава весом 380 фунтов. Как будет понятно специалисту по прецизионному литью, для того чтобы отлить такой сплав на основе никеля, как в настоящем изобретении, с разными методами кристаллизации (НК в сравнении с равноосным), необходимо изменить содержание углерода. В частности, равноосное литье требует большего содержания углерода, приблизительно 0,07-0,10%, тогда как НК-литье требует всего приблизительно 0,03-0,06%. В Таблице 11 показаны результаты химического анализа отливок из пробных плавок, отлитых в каждой конфигурации.
Сделав вывод о том, что сплав 2C может с успехом отливаться как НК, так и равноосным способом, следующим этапом в разработке сплава был переход от отливок пробных плавок к пробной отливке конструктивных элементов газовой турбины. Сечение типичного газотурбинного двигателя показано на фиг. 3 с обозначением каждой секции двигателя. В случае сплава 2C были отлиты две рабочие лопатки из секции турбины, совместимые с каждой 2-ой и 3-ей ступенью турбины General Electric Frame 7FA. Рабочие лопатки 2-ой ступени были приблизительно 18 дюймов в длину и весили приблизительно 19 фунтов каждая. Чертеж этого типа газотурбинной лопатки показан на фиг. 4. Эту лопатку обычно отливают способом направленной кристаллизации из-за рабочих температур и уровней напряжений, испытываемых лопаткой. Ее отливают из CM 247 - сплава на основе никеля, особенности которого были обсуждены ранее и раскрываются в патенте США № 4461659 и имеющего плотность выше, чем у раскрытого здесь сплава. Средний выход продукции (% приемлемых отливок) для этой детали с аэродинамическим профилем, отлитой из CM-247, составляет приблизительно 80%. Пробные отливки рабочих лопаток этой ступени турбины дали 100%-ый выход. Хотя объем выборки был маленьким, нет никаких указаний на то, что этот выход будет другим при запуске в производство.
Что касается рабочей лопатки 3-ей ступени, то она имеет приблизительно 23 дюйма в длину и весит приблизительно 26 фунтов. Чертеж газотурбинной лопатки этого типа показан на фиг. 5. Эту лопатку типично отливают традиционным, или равноосным способом также из CM 247. Однако типичный выход этой детали при отливке из CM 247 составляет всего лишь приблизительно 20%. Применение сплава по настоящему изобретению повышало выход годного литья до 100%. Хотя объем выборки был маленьким, нет никаких указаний на то, что этот выход будет другим при запуске в производство.
В результате дополнительных испытаний и анализа были сделаны небольшие модификации состава сплава 2C для того, чтобы дать более технологичный состав, а также чтобы еще больше улучшить возможности материала. Полученный в результате состав чуть отличается в равноосной и в НК-форме, но обе они охватываются составом сплава, перечисленным в Таблице 12.
Состав сплава
С помощью таких анализа и испытаний было достигнуто лучшее понимание возможностей материала в случае сплава 2C как в равноосной, так и в направленно-кристаллизованной форме. Равноосная форма сплава 2C была обозначена PSM116, а НК-форма сплава 2C была обозначена PSM117. PSM117 проанализировали и в продольном, и в поперечном направлениях. Как будет понятно специалисту, "продольный" или "вдоль" относится к направлению вдоль межзеренных границ, тогда как "поперечный" или "поперек" является направлением под 90° к направлению зерна. Модификации, сделанные для создания производственной формы равноосного и НК-сплава, включали незначительные изменения концентраций элементов, причем некоторые увеличены, а некоторые уменьшены. После механического испытания производственных образцов было определено, что предел прочности на растяжение улучшился по сравнению со сплавом 2C и сплавом уровня техники GTD-111. Это было справедливо как для равноосной, так и для НК-форм на верхней границе рабочего диапазона турбинной лопатки, выше, чем приблизительно 1200°F (смотри фиг. 6 и 7). Как можно видеть на фиг. 7, равноосная форма сплава по настоящему изобретению также имеет улучшенный предел прочности на растяжение в большей части температурного профиля по сравнению со сплавами уровня техники Canon-Muskegon 247 и Inconnel 738.
Кроме того, для того же рабочего диапазона предел текучести равноосного сплава, PSM116, также был немного улучшен относительно сплава 2C, сплавов уровня техники GTD-111, CM-247 и IN-738 (смотри фиг. 8). Обращаясь к фиг. 9, можно видеть сходные улучшения предела текучести в сравнении со сплавом уровня техники GTD-111 для НК-образцов из сплава по настоящему изобретению. Эти улучшения предела текучести и предела прочности на верхней границе рабочего диапазона являются важными, так как рабочие лопатки турбины, изготовленные из этого сплава, имеют тенденцию работать при таких повышенных температурах (1200° F и выше).
Обращаясь теперь к фиг. 10 и 11, там показано удлинение материала при повышенной температуре соответственно для направленно-кристаллизованной и равноосной форм по настоящему изобретению. В целом, для обеих форм сплава относительное удлинение больше при более высоких рабочих температурах, чем при более низких температурах. Обращаясь к фиг. 10, НК-форма сплава имеет чуть большее удлинение, чем у сплава уровня техники GTD-111. Однако, при более высоких рабочих температурах, выше приблизительно 1400°F, относительное удлинение у НК-формы (PSM117) меньше, чем у GTD-111. Это именно та структура, которая наиболее желательна для технологии газовых турбин. Для рабочих и направляющих лопаток турбины, которые работают при повышенных температурах, наличие меньших степеней удлинения является показателем более прочного конструктивного элемента. Что касается фиг. 11, то там показано относительное удлинение в зависимости от температуры для равноосной формы сплава по настоящему изобретению, PSM116. Относительное удлинение для равноосного сплава в большей части температурного профиля выше, чем у сплавов уровня техники.
Обращаясь к фиг. 12, дополнительная выгода от сплава по настоящему изобретению показана в терминах срока службы до разрушения при ползучести от процента длины лопатки, выполненной из этого сплава. Срок службы конструктивного элемента измеряется в часах до того, как произойдет разрушение. Как можно видеть из фиг. 12, при заданной температуре и механической нагрузке равноосная форма сплава 2C, PSM116, обнаруживает увеличение срока службы до разрушения (показана безразмерная шкала) от хвостовика выполненной из сплава лопатки до положения по длине в по меньшей мере 80% в сравнении с равноосной формой сплава уровня техники GTD-111.
Помимо раскрытого состава сплава, раскрыт способ изготовления литого и термообработанного изделия из сплава на основе никеля, включающий получение сплава в соответствии с ранее описанными уровнями состава и подвергание сплава описанному ранее процессу термообработки.
Настоящее изобретение было описано в связи с частными вариантами осуществления, которые во всех отношениях следует рассматривать как иллюстративные, а не ограничительные. Для специалистов среднего уровня в той области, к которой относится настоящее изобретение, будут очевидны альтернативные варианты осуществления без отклонения от его объема.
Из предшествующего должно быть видно, что настоящее изобретение хорошо адаптировано для достижения всех сформулированных выше целей и задач, вместе с другими преимуществами, которые являются очевидными и присущими системе и способу. Следует понимать, что некоторые признаки и субкомбинации являются полезными и могут применяться безотносительно к другим признакам и субкомбинациям. Это предполагается формулой изобретения и находится в пределах ее объема.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЬЯ РАБОЧИХ ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК | 2013 |
|
RU2524515C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЬЯ РАБОЧИХ ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК | 2013 |
|
RU2525883C1 |
| ЛОПАТКА ГАЗОТУРБИННОЙ УСТАНОВКИ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИКЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2581339C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЬЯ РАБОЧИХ ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК | 2014 |
|
RU2542194C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК | 2014 |
|
RU2538054C1 |
| ВЫСОКОПРОЧНЫЙ, СТОЙКИЙ К ВЫСОКОТЕМПЕРАТУРНОЙ КОРРОЗИИ И ОКИСЛЕНИЮ СУПЕРСПЛАВ НА ОСНОВЕ НИКЕЛЯ И НАПРАВЛЕННО ОТВЕРЖДЕННОЕ ИЗДЕЛИЕ ИЗ ЭТОГО СУПЕРСПЛАВА | 2002 |
|
RU2295585C2 |
| СОСТАВ ШИХТОВОЙ ЗАГОТОВКИ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИКЕЛЯ С РАВНООСНОЙ СТРУКТУРОЙ ДЛЯ ЛИТЬЯ РАБОЧИХ ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК | 2014 |
|
RU2562202C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК И СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2014 |
|
RU2539643C1 |
| ЖАРОПРОЧНЫЙ КОРРОЗИОННО-СТОЙКИЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЬЯ КРУПНОГАБАРИТНЫХ РАБОЧИХ И СОПЛОВЫХ ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК | 2018 |
|
RU2678353C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЬЯ ДЕТАЛЕЙ ГОРЯЧЕГО ТРАКТА ГАЗОТУРБИННЫХ УСТАНОВОК, ИМЕЮЩИХ РАВНООСНУЮ СТРУКТУРУ | 2015 |
|
RU2581337C1 |
Изобретение относится к области металлургии, в частности к сплавам на основе никеля, подходящим для литья конструктивных элементов газовой турбины. Заявлены способ термообработки на твердый раствор литого сплава на основе никеля и способ изготовления конструктивного элемента газовой турбины. Способ термообработки сплава, состоящего по существу из, вес.%: алюминий 3,35-3,65, титан 4,85-5,15, тантал 2,30-2,70, хром 11,50-12,50, кобальт 11,50-12,50, железо 0,0-0,15, медь 0,0-0,10, вольфрам 3,3-3,7, молибден 1,70-2,10, углерод примерно 0,04-0,12, бор 0,010-0,020, цирконий 0,0-20 миллионных долей, гафний 0,0-0,05, сера 0,0-0,0012, азот 0,0-25 миллионных долей, кислород 0,0-10 миллионных долей, никель и случайные примеси - остальное, включает нагревание до 2050° F +/-25° F и выдерживание в течение 2 часов +/-15 минут, охлаждение сплава закалкой в потоке газа до 1100° F или ниже, нагрев сплава до 1975° F +/-25° F и выдерживание в течение 4 часов +/-15 минут, охлаждение сплава закалкой в потоке газа до 1100° F или ниже, нагревание сплава до 1550° F +/-25° F и выдерживание в течение 24 часов +/-30 минут, и охлаждение сплава до 1100° F или ниже. Способ изготовления конструктивного элемента газовой турбины из литого сплава на основе никеля, включающий получение сплава и его термообработку. Сплав характеризуется пониженной плотностью, высокой прочностью и стабильностью. Конструктивные элементы газовой турбины характеризуются повышенной стабильностью и низкими рабочими напряжениями. 2 н. и 14 з.п. ф-лы, 12 ил., 12 табл.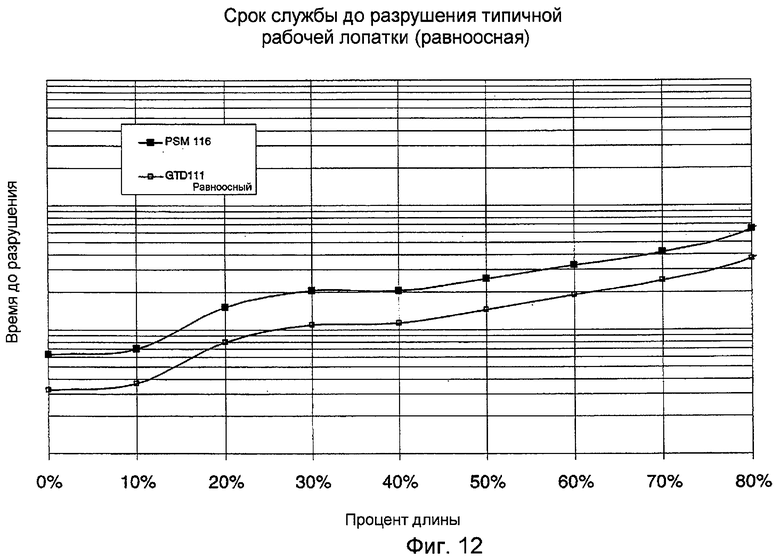
1. Способ термообработки на твердый раствор литого сплава на основе никеля, состоящего по существу из примерно следующего состава, вес.%:
причем упомянутый способ включает в себя нагревание указанного сплава до 2050°F +/-25°F и выдерживание в течение 2 ч +/-15 мин, охлаждение указанного сплава закалкой в потоке газа до 1100°F или ниже, нагревание указанного сплава до 1975°F +/-25°F и выдерживание в течение 4 ч +/-15 мин, охлаждение указанного сплава закалкой в потоке газа до 1100°F или ниже, нагревание указанного сплава до 1550°F +/-25°F и выдерживание в течение 24 ч +/-30 мин, и охлаждение указанного сплава до 1100°F или ниже.
2. Способ по п.1, в котором перед нагреванием указанного сплава до 1975°F +/-25°F наносят теплобарьерное покрытие.
3. Способ по п.1, в котором указанный сплав имеет интервал термообработки приблизительно 150°F, причем указанный интервал определен как разность между сольвусом и солидусом для указанного сплава.
4. Способ по п.1, в котором указанный газ для указанного охлаждения выбран из группы, содержащей аргон, гелий и водород.
5. Способ изготовления конструктивного элемента газовой турбины из литого сплава на основе никеля, включающий получение указанного сплава, состоящего по существу из примерно следующего состава, вес.%:
и термообработку указанного сплава на твердый раствор, включающую нагревание указанного сплава до 2050°F +/-25°F и выдерживание в течение 2 ч +/-15 мин, охлаждение указанного сплава закалкой в потоке газа до ниже 1100°F, нагревание указанного сплава до 1975°F +/-25°F и выдерживание в течение 4 ч +/-15 мин, охлаждение указанного сплава закалкой в потоке газа до ниже 1100°F, нагревание указанного сплава до 1550°F +/-25°F и выдерживание в течение 24 ч +/-30 мин; и охлаждение указанного сплава до ниже 1100°F.
6. Способ по п.5, в котором указанное содержание углерода в весовых процентах составляет примерно 0,08-0,12, а указанное содержание циркония в весовых процентах составляет до 10 миллионных долей.
7. Сплав по п.6, в котором указанный сплав дополнительно содержит кремний с содержанием в весовых процентах до 0,05.
8. Способ по п.7, в котором указанный сплав плавят с получением отливки в виде рабочей или сопловой лопатки или диафрагмы газовой турбины, имеющей равноосную структуру.
9. Способ по п.5, в котором указанное содержание углерода в весовых процентах составляет примерно 0,04-0,07, указанное содержание серы в весовых процентах составляет до 10 миллионных долей, а указанное содержание азота в весовых процентах составляет до 10 миллионных долей.
10. Способ по п.9, в котором указанный сплав плавят с получением отливки в виде рабочей или сопловой лопатки или диафрагмы газовой турбины, имеющей направленно-кристаллизованную структуру.
11. Способ по п.5, в котором перед нагреванием указанного сплава до 1975°F +/-25°F наносят теплобарьерное покрытие.
12. Способ по п.5, в котором указанный сплав имеет интервал термообработки приблизительно 150°F.
13. Способ по п.5, в котором фактор металлургической стабильности указанного сплава, рассчитанный по формуле  , составляет 2,22-2,40.
, составляет 2,22-2,40.
14. Способ по п.5, в котором плотность указанного сплава рассчитывают по уравнению:
D=0,307667639+(%Mo)(0,000452137)+(%W)(0,001737591)-(%Al)(0,004497133)-(%Ti)(0,001240936)+(%Ta)(0,002133375),
где %Мо = весовая процентная концентрация молибдена,
%W = весовая процентная концентрация вольфрама,
%Al = весовая процентная концентрация алюминия,
%Ti = весовая процентная концентрация титана и
%Та = весовая процентная концентрация тантала.
15. Способ по п.14, в котором указанная плотность меньше или равна 0,30 фунта/дюйм3.
16. Способ по п.5, в котором указанный газ для указанного охлаждения выбран из группы, содержащей аргон, гелий и водород.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| US 3929467 A, 30.12.1975 | |||
| Элеваторный склад | 1980 |
|
SU943141A2 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1996 |
|
RU2112069C1 |

