Область техники
Настоящее изобретение относится к резьбовому соединению, предназначенному для использования при соединении стальных труб.
Уровень техники
В нефтяных скважинах, газовых скважинах и т.п. (далее также вместе называемых "нефтяными скважинами") для извлечения подземных ископаемых используются трубчатые изделия, предназначенные для нефтяных месторождений. Трубчатые изделия для нефтяных месторождений, которые представляют собой стальные трубы, выполнены с возможностью последовательного соединения друг с другом, и для соединения используются резьбовые соединения (см. опубликованную японскую патентную заявку № Н09-119564 (Патентный документ 1), опубликованную японскую патентную заявку № Н10-89554 (Патентный документ 2), и опубликованную японскую патентную заявку № Н09-273671 (Патентный документ 3)).
Такие резьбовые соединения для стальных труб в общем классифицируются на два типа - муфтового типа и неразъемного типа. В случае муфтового типа, одно из пары трубчатых изделий, которые должны быть соединены друг с другом, представляет собой стальную трубу, в то время как другое из пары представляет собой муфту. В этом случае стальная труба имеет охватываемую резьбовую область, созданную на внешней периферии на каждом ее конце, а соединительный элемент имеет охватывающую резьбовую область, созданную на внутренней периферии на каждом ее конце. Охватываемую резьбовую область стальной трубы ввинчивают в охватывающую резьбовую область соединительного элемента, что позволяет собрать соединение и соединить их. В случае неразъемного типа, оба из пары трубчатых изделий, которые должны быть соединены друг с другом, представляют собой стальные трубы, и отдельный соединительный элемент не используется. В этом случае, каждая стальная труба имеет охватываемую резьбовую область, созданную на внешней периферии на одном ее конце, и охватывающую резьбовую область, созданную на внутренней периферии на другом ее конце. Охватываемую резьбовую область одной стальной трубы ввинчивают в охватывающую резьбовую область другой стальной трубы, что позволяет собрать соединение и соединить их.
В общем случае, область соединения в концевой части трубы, где создана охватываемая резьбовая область, называется ниппельной частью, так как она включает элемент, который вставляется в охватывающую резьбовую область. С другой стороны, область соединения в концевой части трубы, где создана охватывающая резьбовая область, называется муфтовой частью (муфтой), так как она включает элемент, который принимает охватываемую резьбовую область. Как ниппельная часть, так и муфтовая часть имеют трубчатую форму, так как они образованы концевыми частями трубчатых изделий.
В основном, в качестве резьбовых соединений для стальных труб используются резьбовые соединения с конической резьбой, как определено стандартами API (Американский нефтяной институт). Кроме того, как описано, например, в Патентном документе 1, используются резьбовые соединения с модифицированной резьбой buttress (трапецеидальной резьбой) API, которые имеют повышенную стойкость к моменту. Стойкостью к моменту называется способность противостоять деформации, разрушению или тому подобному даже в случае, когда на резьбу действует чрезмерный момент в состоянии сборки.
Резьбовые области резьбового соединения, описанного в Патентном документе 1, включают коническую резьбу, имеющую в общем трапецеидальную форму витков. Из двух боковых поверхностей каждого витка в резьбовых областях, боковая поверхность, расположенная на задней стороне, в направлении, в котором охватываемая резьбовая область ввинчивается во время сборки, называется опорной стороной. Боковая поверхность, расположенная на передней стороне, в направлении, в котором охватываемая резьбовая область ввинчивается во время сборки, называется закладной стороной. Опорные стороны по Патентному документу 1 имеют угол (угол опорной стороны) с плоскостью, перпендикулярной оси резьбы (далее также называемой "осью соединения" или "осью трубы"), который находится в диапазоне от -20 градусов до менее 0 градусов. Угол опорной стороны, если его определять как угол, образованный опорной стороной с осью трубы, в направлении ввинчивания, находится в диапазоне от более 90 градусов до 110 градусов. Закладные стороны по Патентному документу 1 имеют угол (угол закладной стороны) с плоскостью, перпендикулярной оси трубы, который находится в диапазоне от более 30 градусов до 60 градусов. Угол закладной стороны, если его определять как угол, образованный опорной стороной с осью трубы, в направлении ввинчивания, находится в диапазоне от более 120 градусов до 150 градусов.
Закладные стороны по Патентному документу 1 выполнены для сопряжения с натягом. В резьбовых областях по Патентному документу 1, в состоянии сборки, опорные стороны охватываемой резьбовой области и опорные стороны охватывающей резьбовой области находятся в контакте друг с другом. В этом состоянии вершины и впадины этих двух областей не находятся в контакте друг с другом, и между ними образуются зазоры. Такое резьбовое соединение по Патентному документу 1 имеет высокую стойкость к моменту за счет клинового эффекта, создаваемого контактом между опорными сторонами и между закладными сторонами.
Ниппельная часть по Патентному документу 1 снабжена поверхностью примыкания, называемой упорной поверхностью, которая находится на ее переднем конце. Муфтовая часть снабжена упорной поверхностью, которая соответствует упорной поверхности в ниппельной части. При сборке ниппельной части с муфтовой частью упорную поверхность ниппельной части перемещают до примыкания к упорной поверхности муфтовой части, в результате чего они приводятся в контакт друг с другом. После примыкания упорных поверхностей, момент затяжки, который требуется для ввинчивания ниппельной части, быстро увеличивается. Это явление, при котором упорные поверхности примыкают друг к другу, называется опиранием, и момент затяжки, который возникает в момент времени опирания, называется моментом при опирании.
Если ввинчивание ниппельной части продолжается после опирания, на участках упорных поверхностей возникает текучесть (пластическая деформация), в результате чего момент затяжки больше не увеличивается или быстро снижается. Это явление и момент затяжки, который создается в момент времени, когда возникает это явление, называются превышением момента и превышенным моментом, соответственно.
Если сборку можно завершить с моментом затяжки, который находится в диапазоне от момента при опирании до превышенного момента, резьбовое соединение будет обладать наилучшими характеристиками. То есть, в резьбовом соединении создается подходящая осевая сила затяжки, в результате чего резьбовые области приводятся в прочное сцепление, так что их будет нелегко освободить. В дополнение к этому, во многих случаях резьбовые соединения снабжены уплотняющими областями, которые сопрягаются и приводятся в тесный контакт по всей периферии в состоянии, когда ниппельная часть и муфтовая часть собраны. В этом случае уплотняющие области создают между собой планируемый натяг, до тех пор, пока сборка завершается с моментом затяжки, находящимся в диапазоне от момента при опирании до превышенного момента, и, таким образом, обеспечивается требуемая герметизирующая способность. Как следствие, при выполнении операции сборки задается величина целевого момента затяжки, чтобы оценить завершение сборки. Такой момент затяжки задается равным значению в диапазоне от момента при опирании до превышенного момента.
Если, по какой-то причине, момент затяжки чрезмерно увеличивается до большей величины, чем целевой момент, перед тем, как реально возникнет опирание, операция сборки будет прекращена, так сказать, в состоянии недостаточной затяжки, и поэтому не будет возникать достаточной осевой силы затяжки. В таком случае, имеется вероятность того, что сцепление резьбовых областей ослабнет, и, таким образом, не сможет быть получена заданная прочность, или что сила контакта уплотняющих областей окажется недостаточной, и, таким образом, не будет обеспечиваться заданная герметизирующая способность. Это явление называется "высоким опиранием" (проблема, заключающаяся в том, что момент при опирании становится больше целевого момента).
С другой стороны, если момент затяжки увеличивается до большей величины, чем величина превышенного момента, будет возникать, так сказать, состояние излишней затяжки, что вызовет пластическую деформацию на участках упорных поверхностей. Если это происходит, в случае, когда рядом с упорными поверхностями созданы уплотняющие области, деформация участков упорных поверхностей, вероятно, приведет к деформации уплотняющих областей и, таким образом, к образованию зазоров между ними, что значительно снизит герметизирующую способность.
Как описано выше, резьбовое соединение по Патентному документу 1 выполнено таким образом, что, в состоянии сборки, опорные стороны резьбовых областей находятся в контакте друг с другом, и их закладные стороны находятся в контакте друг с другом, и, таким образом, между опорными сторонами или между закладными сторонами нет зазоров. Поэтому, даже если к резьбовому соединению в осевом направлении прикладывается большая растягивающая нагрузка или сжимающая нагрузка, маловероятно, что ниппельная часть и муфтовая часть будут смещаться друг относительно друга в осевом направлении. В частности, если к резьбовому соединению прикладывается сжимающая нагрузка, закладные стороны резьбовых областей воспринимают большую часть сжимающей нагрузки, что препятствует деформации участков упорных поверхностей, и, таким образом, также препятствует деформации уплотняющих областей. В результате резьбовое соединение по Патентному документу 1 обладает герметизирующей способностью, которая выше, чем у резьбовых соединений, в которых применяется резьба buttress API.
Список литературы
Патентная литература
Патентный документ 1: Опубликованная заявка на японский патент № Н09-119564.
Патентный документ 2: Опубликованная заявка на японский патент № Н10-89554.
Патентный документ 3: Опубликованная заявка на японский патент № Н09-273671.
Сущность изобретения
Техническая проблема
В случае резьбового соединения по Патентному документу 1, за счет того, что опорные стороны находятся в контакте друг с другом, и закладные стороны находятся в контакте друг с другом, создается клиновой эффект, при этом вершины и впадины не контактируют друг с другом. В резьбовом соединении по Патентному документу 1, в течение длительного периода времени в ходе ввинчивания ниппельной части вращение происходит в условиях контакта друг с другом опорных сторон и контакта друг с другом закладных сторон, при нахождении как тех, так и других под очень высоким давлением, и это приводит к увеличению вероятности заедания.
Помимо этого, резьбовое соединение по Патентному документу 1 очень подвержено влиянию размерной ошибки в ширине витка резьбы и ширине канавки. А именно, даже очень небольшая ошибка в размерах приводит к сильному изменению момента затяжки. Таким образом, существует вероятность того, что при достижении моментом затяжки целевого момента в ходе операции сборки в реальности возникает высокое опирание. Если, чтобы избежать этой проблемы, уменьшают допуски на ширину витка резьбы и ширину канавки, это значительно снижает производительность при нарезании резьбы.
Задачей настоящего изобретения является предложить резьбовое соединение для стальных труб, имеющее следующие особенности:
- повышенную стойкость к моменту при сохранении высокой герметизирующей способности;
- недопущение заедания и высокого опирания при сборке; и
- легкость изготовления.
Решение проблемы
Резьбовое соединение для стальных труб, соответствующее одному варианту реализации настоящего изобретения, включает трубчатую ниппельную и трубчатую муфтовую часть, причем ниппельную часть и муфтовую часть собирают путем ввинчивания ниппельной части в муфтовую часть.
Ниппельная часть включает упорная поверхность, уплотняющую поверхность и охватываемую резьбовую область.
Муфтовая часть включает упорная поверхность, уплотняющую поверхность и охватывающую резьбовую область, соответствующие упорной поверхности ниппельной части, его уплотняющей поверхности и его охватываемой резьбовой области, соответственно.
Как охватываемая резьбовая область, так и охватывающая резьбовая область представляют собой коническую резьбовую область, включающую витки резьбы с трапецеидальным профилем, причем каждый виток резьбы в охватываемой резьбовой области и охватывающей резьбовой области имеет ширину профиля, которая больше у основания, чем у вершины.
Охватываемая резьбовая область имеет ширину витков резьбы, которая постепенно уменьшается вдоль винтовой линии резьбы, и ширину канавок, которая постепенно увеличивается вдоль винтовой линии резьбы, если смотреть в направлении ввинчивания охватываемой резьбовой области; и охватывающая резьбовая область имеет ширину канавок, которая постепенно уменьшается вдоль винтовой линии резьбы, и ширину витков резьбы, которая постепенно увеличивается вдоль винтовой линии резьбы, если смотреть в направлении ввинчивания охватываемой резьбовой области.
В состоянии сборки упорные поверхности находятся в контакте друг с другом, уплотняющие поверхности находятся в контакте друг с другом, опорные стороны охватываемой резьбовой области находятся в контакте с опорными сторонами охватывающей резьбовой области, закладные стороны охватываемой резьбовой области находятся в контакте с закладными сторонами охватывающей резьбовой области, впадины охватываемой резьбовой области находятся в контакте с вершинами охватывающей резьбовой области, и между вершинами охватываемой резьбовой области и впадинами охватывающей резьбовой области имеются зазоры.
Преимущества изобретения
Резьбовое соединение для стальных труб по настоящему изобретению имеет следующие значительные преимущества:
- может быть обеспечена повышенная стойкость к моменту при сохранении высокой герметизирующей способности;
- можно не допустить заедание и высокое опирание при сборке; и
- можно обеспечить легкость изготовления.
Краткое описание чертежей
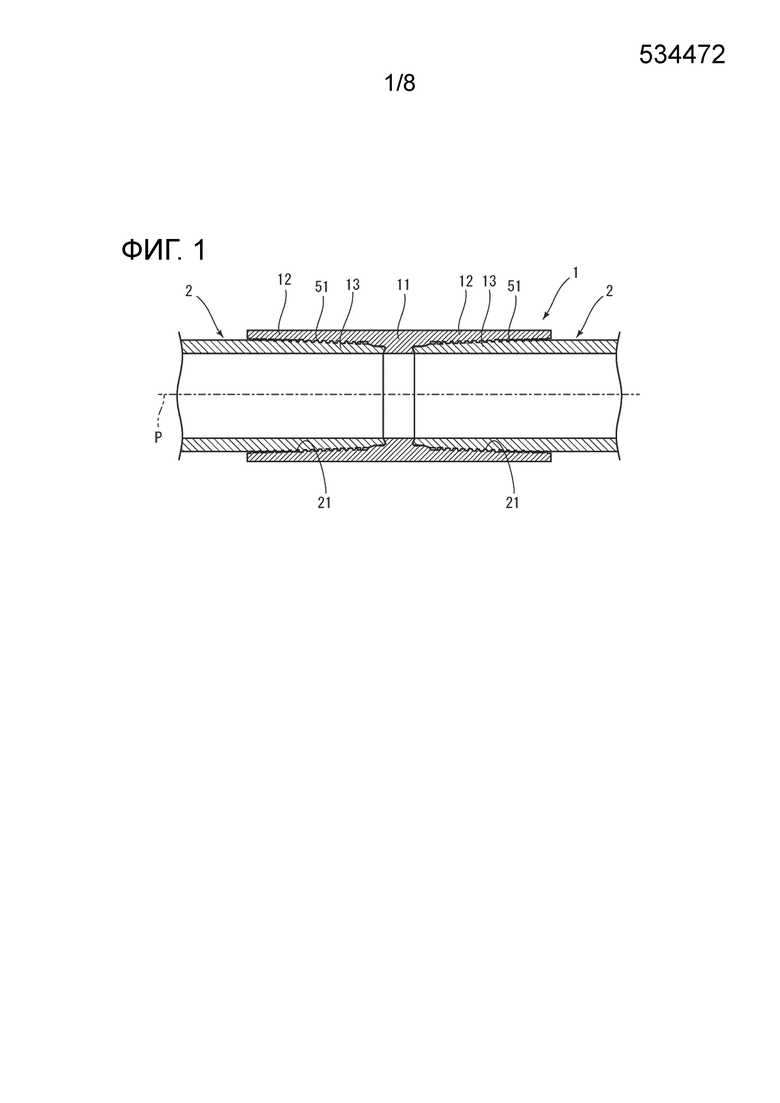
На Фиг.1 приведен продольный разрез, иллюстрирующий общую конфигурацию резьбового соединения для стальных труб, соответствующего одному варианту реализации настоящего изобретения.
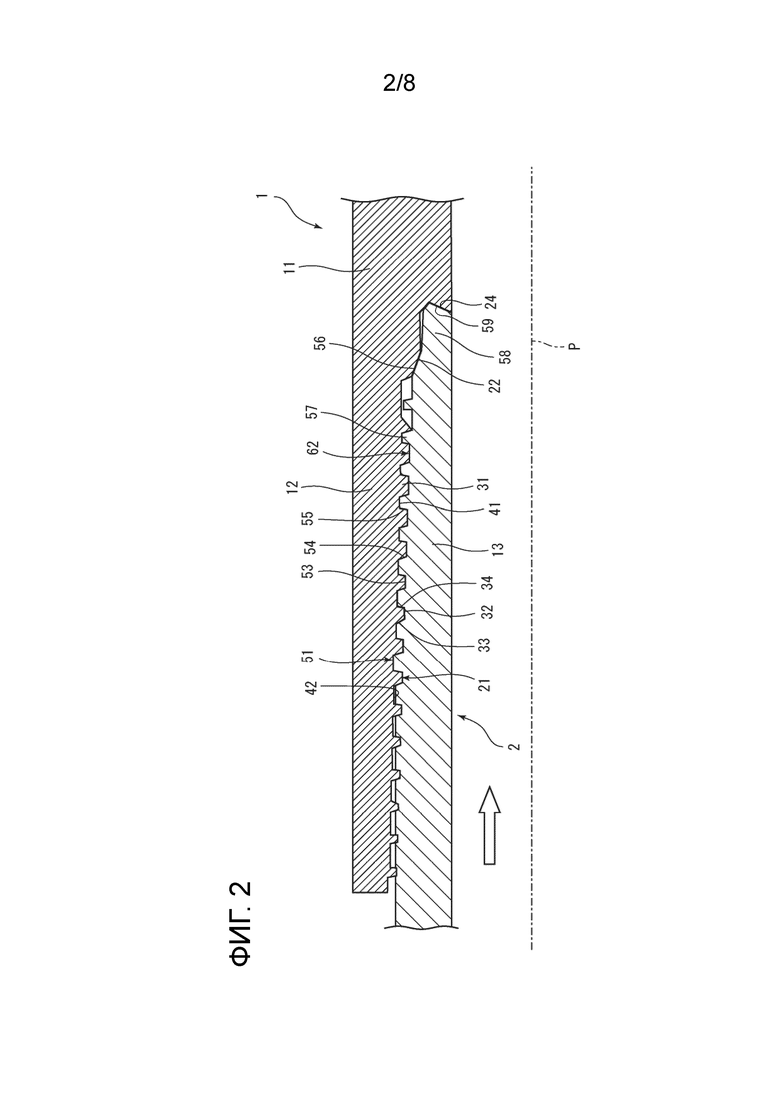
На Фиг.2 приведено продольное сечение, в увеличенном масштабе, области соединения в резьбовом соединении для стальных труб, показанном на Фиг.1.
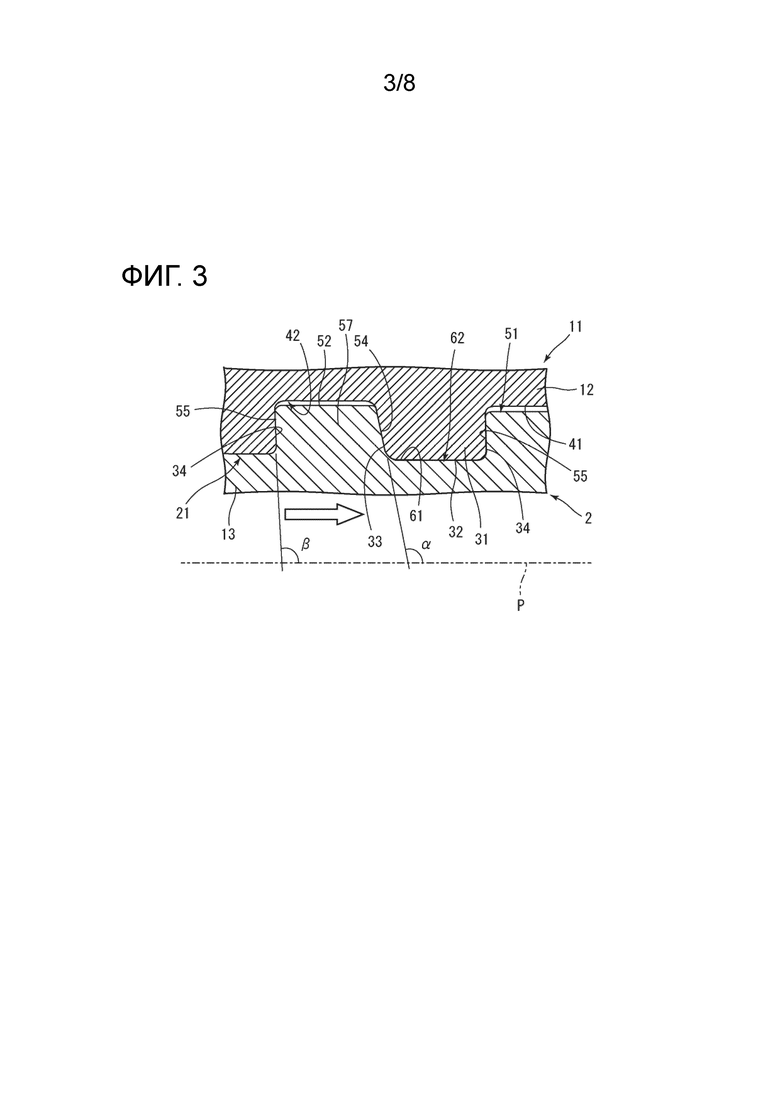
На Фиг.3 приведено продольное сечение, в увеличенном масштабе, части резьбовых областей в резьбовом соединении для стальных труб, показанном на Фиг.1.
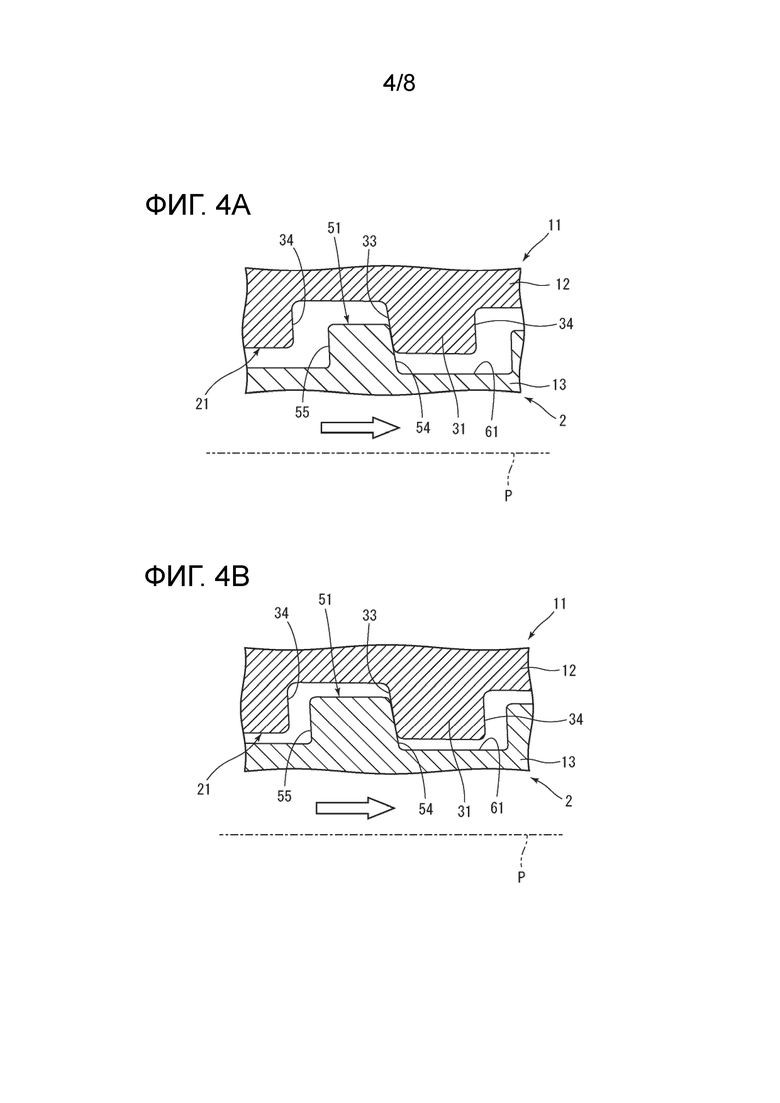
Фиг.4А представляет собой схематичную иллюстрацию того, как происходит сборка ниппельной части и муфтовой части, на этом чертеже показана ранняя стадия ввинчивания ниппельной части.
Фиг.4В представляет собой схематичную иллюстрацию того, как происходит сборка ниппельной части и муфтовой части, на этом чертеже показана промежуточная стадия ввинчивания ниппельной части.
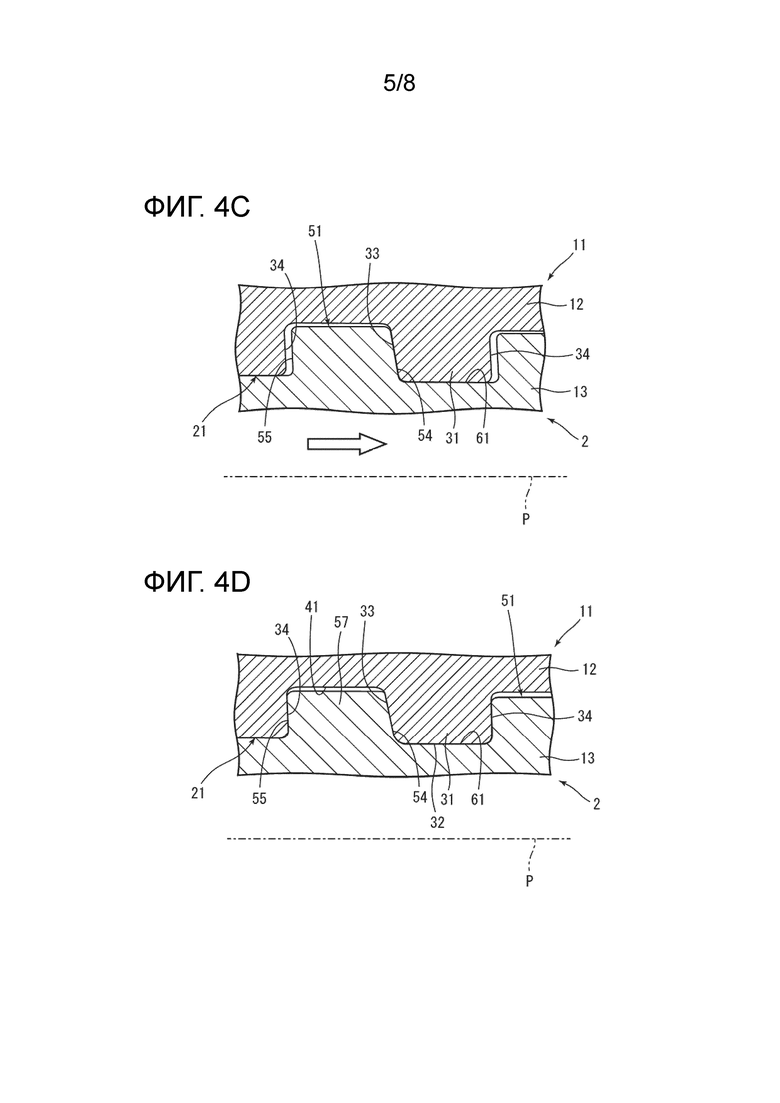
Фиг.4С представляет собой схематичную иллюстрацию того, как происходит сборка ниппельной части и муфтовой части, на этом чертеже показана окончательная стадия ввинчивания ниппельной части.
Фиг.4D представляет собой схематичную иллюстрацию того, как происходит сборка ниппельной части и муфтовой части, на этом чертеже показано состояние при завершении сборки.
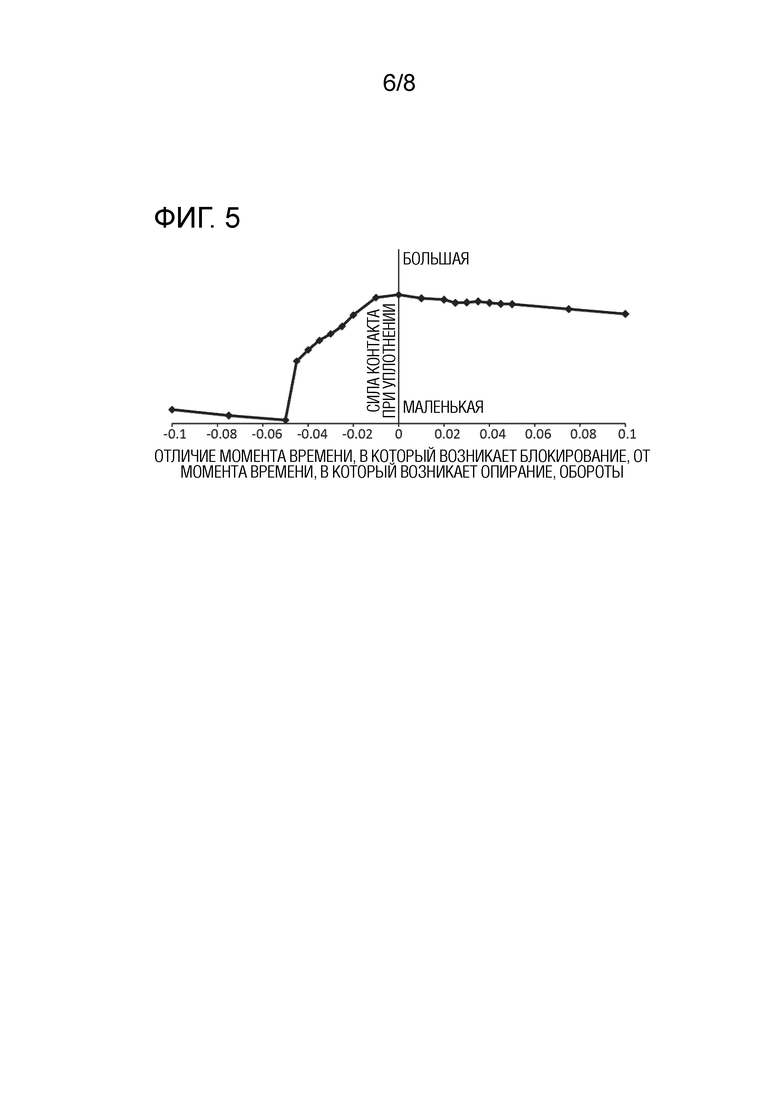
На Фиг.5 приведен график, иллюстрирующий изменение силы контакта при уплотнении в зависимости от разницы по времени между возникновением опирания и возникновением блокирования.
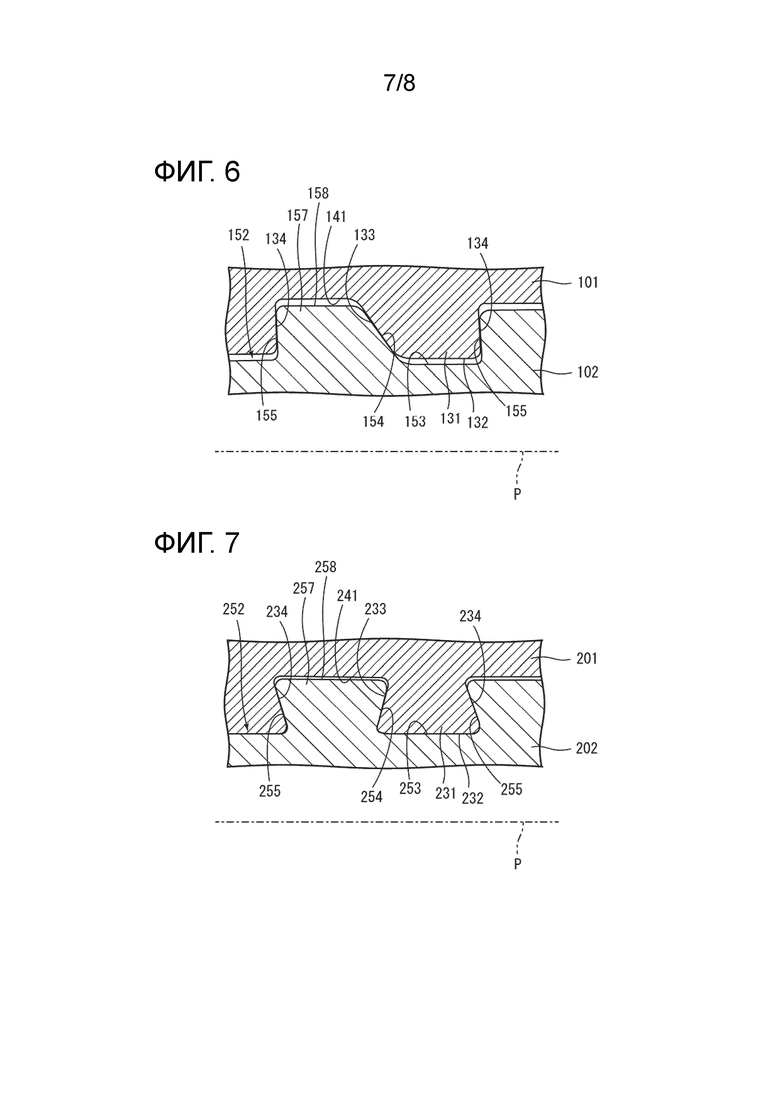
На Фиг.6 приведено продольное сечение, в увеличенном масштабе, части резьбовых областей резьбового соединения из Теста № 10, являющегося сравнительным примером.
На Фиг.7 приведено продольное сечение, в увеличенном масштабе, части резьбовых областей резьбового соединения из Теста № 11, являющегося сравнительным примером.
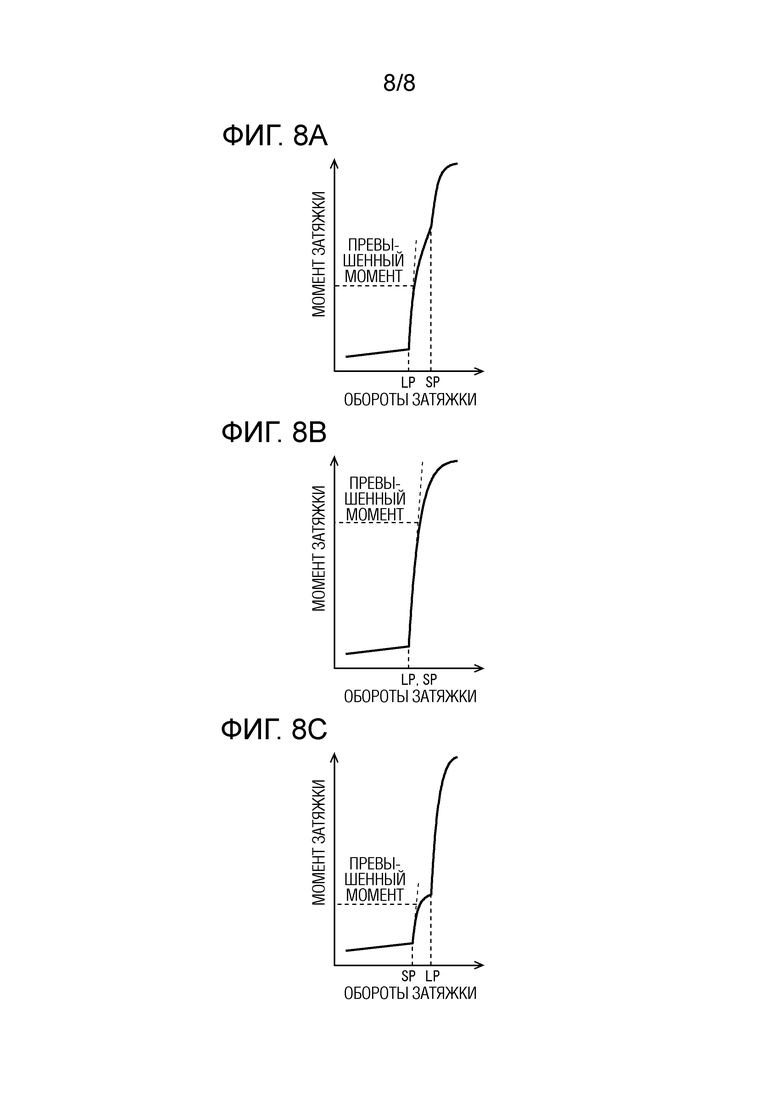
Фиг.8А схематично показан пример взаимосвязи между числом оборотов ниппельной части при затяжке и моментом затяжки, иллюстрирующий ситуацию, когда блокирование возникает до опирания.
На Фиг.8В схематично показан пример взаимосвязи между числом оборотов ниппельной части при затяжке и моментом затяжки, иллюстрирующий ситуацию, когда блокирование возникает почти одновременно с опиранием.
На Фиг.8С схематично показан пример взаимосвязи между числом оборотов ниппельной части при затяжке и моментом затяжки, иллюстрирующий ситуацию, когда блокирование возникает после опирания.
Подробное описание предпочтительных вариантов реализации
Чтобы решить указанную выше задачу, авторы настоящего изобретения провели обширные исследования и сделали следующие открытия. Возникновение заедания и высокого опирания в резьбовом соединении для стальных труб по Патентному документу 1 обусловлено тем фактом, что в течение длительного периода времени в ходе ввинчивания ниппельной части вращение происходит при контакте опорных сторон друг с другом и контакте закладных сторон друг с другом, при нахождении как тех, так и других под очень высоким давлением. Таким образом, если при сборке будет можно уменьшить поворот (пройденное расстояние) в состоянии, когда имеет место контакт между опорными сторонами и между закладными сторонами, тогда будет можно не допустить возникновение заедания и, в результате, можно будет не допустить возникновение высокого опирания. Кроме того, если обеспечить возникновение контакта между опорными сторонами и между закладными сторонами непосредственно перед завершением сборки, создается клиновой эффект, делающий возможным повышение стойкости к моменту и герметизирующей способности, в дополнение к снижению вероятности заедания и высокого опирания.
Резьбовое соединение для стальных труб по настоящему изобретению создано на основе указанных выше открытий. Ниже описаны варианты резьбового соединения для стальных труб, соответствующего настоящему изобретению.
Резьбовое соединение для стальных труб, соответствующее представленному варианту, состоит из трубчатого ниппельной части и трубчатой муфтовой части, причем сборку ниппельной части и муфтовой части выполняют путем ввинчивания ниппельной части в муфтовую часть. Ниппельная включает упорная поверхность, уплотняющую поверхность и охватываемую резьбовую область. Муфтовая часть включает упорная поверхность, уплотняющую поверхность и охватывающую резьбовую область, соответствующие упорной поверхности ниппельной части, его уплотняющей поверхности и его охватываемой резьбовой области. Как охватываемая резьбовая область, так и охватывающая резьбовая область представляют собой коническую резьбовую область, включающую витки резьбы с трапецеидальным профилем, причем каждый виток резьбы в охватываемой резьбовой области и в охватывающей резьбовой области имеет ширину профиля, которая больше у основания, чем у вершины. Охватываемая резьбовая область имеет ширину витков резьбы, которая постепенно уменьшается вдоль винтовой линии резьбы, и ширину канавок, которая постепенно увеличивается вдоль винтовой линии резьбы, если смотреть в направлении ввинчивания охватываемой резьбовой области, и охватывающая резьбовая область имеет ширину канавок, которая постепенно уменьшается вдоль винтовой линии резьбы, и ширину витков резьбы, которая постепенно увеличивается вдоль винтовой линии резьбы, если смотреть в направлении ввинчивания охватываемой резьбовой области. В состоянии сборки упорные поверхности находятся в контакте друг с другом, уплотняющие поверхности находятся в контакте друг с другом, опорные стороны охватываемой резьбовой области находятся в контакте с опорными сторонами охватывающей резьбовой области, закладные стороны охватываемой резьбовой области находятся в контакте с закладными сторонами охватывающей резьбовой области, впадины охватываемой резьбовой области находятся в контакте с вершинами охватывающей резьбовой области, и между вершинами охватываемой резьбовой области и впадинами охватывающей резьбовой области имеются зазоры.
Когда применяется указанная выше конфигурация для форм охватываемой резьбовой области и охватывающей резьбовой области, в частности, для ширины витков резьбы и ширины канавок, в ходе ввинчивания ниппельной части в муфтовую часть не возникает плотный контакт между опорными сторонами резьбовых областей и между их закладными сторонами, вместо этого плотный контакт между ними возникает непосредственно перед завершением сборки. Когда опорные стороны приходят в плотный контакт друг с другом, и закладные стороны приходят в плотный контакт друг с другом, этим контактом создается клиновой эффект, и за счет этого увеличивается сопротивление моменту (сопротивление повороту). Таким образом, увеличивается величина момента, требующаяся для того, чтобы вызвать пластическую деформацию на участках упорных поверхностей. В результате можно повысить стойкость к моменту резьбового соединения для стальных труб.
Кроме того, впадины охватываемой резьбовой области и вершины охватывающей резьбовой области в состоянии сборки находятся в контакте друг с другом. А именно, впадины охватываемой резьбовой области и вершины охватывающей резьбовой области выполнены для сопряжения с натягом. По этой причине, в ходе ввинчивания ниппельной части, перед тем, как уплотняющие поверхности ниппельной части и муфтовой части будут приведены в контакт и начнут взаимное скольжение, в контакт друг с другом приходят впадины охватываемой резьбовой области и вершины охватывающей резьбовой области. При этом между ниппельной частью и муфтовой частью возникает соосность, что позволяет поворачивать ниппельную часть и муфтовую часть в устойчивых положениях, а также позволяет инициировать контакт уплотняющих поверхностей друг с другом в их устойчивых положениях. В результате можно не допустить заедание и повреждение из-за частичного контакта между уплотняющими поверхностями.
Кроме того, как описано выше, между опорными сторонами и между закладными сторонами воздействующее на них высокое давление не возникает до момента времени непосредственно перед завершением сборки, это высокое давление начинает действовать именно непосредственно перед завершением сборки. Таким образом, уменьшается поворот (пройденное расстояние) в состоянии, когда имеет место контакт между опорными сторонами и между закладными сторонами. В результате можно предотвратить возникновение заедания в резьбовых областях. Необходимо отметить, что при возникновении плотного контакта между опорными сторонами и между закладными сторонами создается клиновой эффект, и за счет этого быстро увеличивается момент затяжки. Это явление называется блокированием.
Кроме того, при применении указанной выше конфигурации для формы охватываемой резьбовой области и охватывающей резьбовой области, в частности для ширины витков резьбы и ширины канавок, можно гарантировать, что момент затяжки сохраняется на низком уровне в момент времени опирания (или блокирования) непосредственно перед завершением сборки. Таким образом, можно предотвратить возникновение высокого опирания. Более того, для ширины витков резьбы и ширины канавок при изготовлении не требуются строгие допуски по размерам, и поэтому будет повышаться производительность при нарезании резьбы.
Кроме того, каждый виток резьбы в охватываемой резьбовой области и охватывающей резьбовой области имеет ширину профиля, которая больше у основания, чем у вершины. Такие резьбовые области по представленному варианту легко изготавливать по сравнению с имеющими профиль ласточкина хвоста или обратный трапецеидальный профиль. При нарезании резьбы в виде ласточкина хвоста, инструмент, который должен для этого использоваться, относится к типу, имеющему режущие кромки, которые шире у их вершин и уже у их оснований, и поэтому их легко можно отломить. С другой стороны, при нарезании резьбы в резьбовых областях по представленному варианту можно использовать долговечный инструмент, имеющий режущие кромки, которые шире у их оснований, чем у их вершин. Таким образом, можно повысить производительность при нарезании резьбы и поэтому обеспечить легкость изготовления резьбового соединения.
В предпочтительном случае, в указанном выше резьбовом соединении, закладные стороны охватываемой резьбовой области образуют угол α с осью трубы, если смотреть в направлении ввинчивания, а опорные стороны охватываемой резьбовой области образуют угол β с осью трубы, если смотреть в направлении ввинчивания, причем как угол α, так и угол β составляют 90 градусов или более, и удовлетворяется условие α > β. Когда резьбовые области выполнены с такими размерами и формой, можно повысить легкость изготовления резьбового соединения. Помимо этого, до тех пор пока угол β опорных сторон находится в указанном выше диапазоне, можно предотвратить возникновение выскакивания. Выскакиванием называется сбой, при котором при приложении к резьбовому соединению большой растягивающей нагрузки резьба ниппельной части выходит из резьбы муфтовой части и происходит расцепление.
Как описано выше, при блокировании ниппельной части и муфтовой части в охватываемой резьбовой области и охватывающей резьбовой области создается клиновой эффект. Когда в дополнение к этому возникает опирание, величина момента, требующаяся для того, чтобы вызвать пластическую деформацию на участках упорных поверхностей, существенно увеличивается. Как следствие, значительно повышается стойкость к моменту резьбового соединения для стальных труб. То есть при объединении сопротивления моменту из-за опирания с сопротивлением моменту из-за блокирования значительно повышается стойкость к моменту резьбового соединения для стальных труб.
В предпочтительном случае, в указанном выше резьбовом соединении, упорные поверхности выполнены таким образом, что при сборке резьбового соединения состояние, при котором опорные стороны контактируют друг с другом, и закладные стороны также контактируют друг с другом, возникает тогда, когда при ввинчивании ниппельной части степень поворота ниппельной части относительно муфтовой части находится в заданном диапазоне, если исходить из момента времени, когда упорные поверхности приводятся в контакт друг с другом. Эта конфигурация выгодным образом создает объединенный эффект от сопротивления моменту из-за опирания и сопротивления моменту из-за блокирования.
В предпочтительном случае, в указанном выше резьбовом соединении, уплотняющая поверхность ниппельной части расположена между охватываемой резьбовой областью ниппельной части и ее упорной поверхностью. В этом случае уплотняющая поверхность муфтовой части расположена между охватывающей резьбовой областью муфтовой части и ее упорной поверхностью. Уплотняющие поверхности выполнены для сопряжения с натягом. При помощи таких уплотняющих областей можно предотвратить вытекание наружу текучих сред, протекающих внутри резьбового соединения, или попадание внутрь резьбового соединения текучих сред, находящихся снаружи него. При этой конфигурации деформация участков упорных поверхностей не допускается даже при приложении к резьбовому соединению большой сжимающей нагрузки, так как не только упорные поверхности, но также и закладные стороны резьбовых областей воспринимают сжимающую нагрузку, и в результате надежно обеспечивается герметизирующая способность уплотняющих областей.
В предпочтительном случае, в указанном выше резьбовом соединении, упорная поверхность расположена на конце ниппельной части, и между уплотняющей поверхностью и упорной поверхностью ниппельная часть имеет носовую область, которая не приходит в контакт с муфтовой частью. При этой конфигурации не допускается деформация самой носовой области, а также участков упорных поверхностей, даже при приложении большой сжимающей нагрузки к резьбовому соединению, так как носовая область служит буферной областью. Таким образом, герметизирующая способность уплотняющих областей обеспечивается еще надежнее.
Далее резьбовое соединение для стальных труб по представленному варианту будет описано подробно со ссылкой на чертежи.
Конструкция резьбового соединения
На Фиг.1 приведен продольный разрез, иллюстрирующий общую конфигурацию резьбового соединения для стальных труб, соответствующего одному варианту реализации настоящего изобретения. Резьбовое соединение по представленному варианту представляет собой резьбовое соединение муфтового типа, обеспечивающее соединение пары стальных труб 2 при помощи соединительного элемента 11.
Соединительный элемент 11 представляет собой короткую цилиндрическую трубу, проходящую вдоль оси Р трубы. Противоположные концевые части, в направлении оси Р трубы, соединительного элемента 11 составляют муфтовую часть 12. Противоположные концевые части каждой из стальных труб 2, входящих в пару, образуют ниппельные части 13. Муфтовая часть 12 снабжена охватывающей резьбовой областью 21 на ее внутренней периферии. Каждая ниппельная часть 13 снабжена охватываемой резьбовой областью 51 на ее внешней периферии. Муфтовую часть 12 и ниппельную часть 13 собирают вместе путем ввинчивания охватываемой резьбовой области 51 ниппельной части 13 в охватывающую резьбовую область 21 муфтовой части 12. Таким образом, возникает резьбовое соединение 1, образованное парой стальных труб 2 и соединительным элементом 11.
Резьбовое соединение 1 по представленному варианту применяется для соединения стальных труб 2, которые используются в нефтяных скважинах для извлечения подземных ископаемых, таких как нефть и природный газ, их подъема или их использования, а также в скважинах для горячих источников или для генерации геотермальной энергии, и, кроме того, в скважинах для подземного хранения отходов, таких как СО2 и т.п. В дополнение к этому, резьбовое соединение 1 по представленному варианту применяется для соединения стальных труб 2, которые используются для транспортировки гидрата метана, редкоземельных металлов и т.п. со дна моря на прибрежную платформу. Это резьбовое соединение 1 можно быстро собирать или разбирать.
На Фиг.2 приведено продольное сечение, в увеличенном масштабе, области соединения в резьбовом соединении для стальных труб, показанном на Фиг.1. Ниппельная часть 13 включает носовую область 58, включающую упорная поверхность 59; уплотняющую поверхность 56; и охватываемую резьбовую область 51, расположенные по порядку в направлении от конца к телу трубы. Муфтовая часть 12 включает упорная поверхность 24; уплотняющую поверхность 22; и охватывающую резьбовую область 21, расположенные по порядку в направлении от тела трубы к концу. Упорная поверхность 24, уплотняющая поверхность 22 и охватывающая резьбовая область 21 муфтовой части 12 выполнены соответствующими упорной поверхности 59, уплотняющей поверхности 56 и охватываемой резьбовой области 51 ниппельной части 13, соответственно.
На Фиг.3 приведено продольное сечение, в увеличенном масштабе, части резьбовых областей в резьбовом соединении для стальных труб, показанном на Фиг.1. Охватываемая резьбовая область 51 ниппельной части 13 имеет витки 57 резьбы с трапецеидальным профилем и канавки 62, созданные между витками 57. Витки 57 резьбы в охватываемой резьбовой области 51 созданы по винтовой линии на внешней периферийной поверхности ниппельной части 13. Таким образом, канавки 62 в охватываемой резьбовой области 51 также созданы по винтовой линии на внешней периферийной поверхности ниппельной части 13. Нижние поверхности канавок 62 образуют впадины 61 охватываемой резьбовой области 51.
Как и в случае охватываемой резьбовой области 51 ниппельной части 13, охватывающая резьбовая область 21 муфтовой части 12 имеет витки 31 резьбы с трапецеидальным профилем в продольном сечении и канавки 42, созданные между витками 31. Витки 31 резьбы в охватывающей резьбовой области 21 созданы по винтовой линии на внутренней периферийной поверхности муфтовой части 12. Таким образом, канавки 42 в охватывающей резьбовой области 21 также созданы по винтовой линии. Нижние поверхности канавок 42 образуют впадины 41 охватывающей резьбовой области 21.
Охватываемая резьбовая область 51 ниппельной части 13 и охватывающая резьбовая область 21 муфтовой части 12 представляют собой конические резьбы, которые сопрягаются. Витки 57 резьбы в охватываемой резьбовой области 51 сопрягаются с канавками 42 в охватывающей резьбовой области 21. Канавки 62 в охватываемой резьбовой области 51 сопрягаются с витками 31 резьбы в охватывающей резьбовой области 21. При таких конфигурациях охватываемой резьбовой области 51 и охватывающей резьбовой области 21, которые описаны выше, при сборке ниппельной части 13 и муфтовой части 12 ниппельная часть 13 выполняет относительное перемещение в направлении по оси Р трубы с одновременным вращением относительно муфтовой части 12.
В приведенном ниже описании предполагается, что для сборки ниппельной части 13 стальной трубы 2 с муфтовой частью 12 соединительного элемента 11 ниппельную часть 13 перемещают относительно муфтовой части 12 в ходе ввинчивания ниппельной части 13. На Фиг.2 и 3 предполагается, что направление, в котором перемещают ниппельную часть 13 относительно муфтовой части 12, т.е., направление, в котором ввинчивают охватываемую резьбовую область 51 ниппельной части 13, представляет собой направление вправо (см. контурную стрелку на Фиг.2 и 3).
Как показано на Фиг.3, каждый виток 57 резьбы в охватываемой резьбовой области 51 имеет вершину 52, расположенную в радиальном направлении снаружи ниппельной части 13, закладную сторону 54, расположенную с передней стороны, если смотреть в направлении ввинчивания охватываемой резьбовой области 51, и опорную сторону 55, расположенную с задней стороны, если смотреть в направлении ввинчивания охватываемой резьбовой области 51. Каждая из нижних поверхностей канавок 62, расположенных между витками 57, образует впадину 61 охватываемой резьбовой области 51.
Каждый виток 31 резьбы в охватывающей резьбовой области 21 имеет вершину 32, расположенную в радиальном направлении внутри муфтовой части 12, закладную сторону 33, расположенную с задней стороны, если смотреть в направлении ввинчивания охватываемой резьбовой области 51, и опорную сторону 34, расположенную с передней стороны, если смотреть в направлении ввинчивания охватываемой резьбовой области 51. Каждая из нижних поверхностей канавок 42, расположенных между витками 31, образует впадину 41 охватывающей резьбовой области 21. В состоянии сборки закладные стороны 33 охватывающей резьбовой области 21 находятся в контакте с закладными сторонами 54 охватываемой резьбовой области 51, и опорные стороны 34 охватывающей резьбовой области 21 находятся в контакте с опорными сторонами 55 охватываемой резьбовой области 51.
Впадины 61 охватываемой резьбовой области 51 и вершины 32 охватывающей резьбовой области 21 выполнены таким образом, чтобы при сопряжении они имели натяг в радиальном направлении ниппельной части 13 и муфтовой части 12. По этой причине, в ходе ввинчивания ниппельной части 13 впадины 61 охватываемой резьбовой области 51 и вершины 32 охватывающей резьбовой области 21 начинают контактировать друг с другом перед тем, как уплотняющая поверхность 22 муфтовой части 12 и уплотняющая поверхность 56 ниппельной части 13 начнут контактировать друг с другом, как описано позднее.
Как показано на Фиг.2, в охватывающей резьбовой области 21, расстояние между витками 31 резьбы, т.е. ширина канавок 42 постепенно уменьшается вдоль винтовой линии резьбы, в то время как ширина витков 31 резьбы постепенно увеличивается вдоль винтовой линии резьбы, если смотреть в направлении ввинчивания охватываемой резьбовой области 51.
В том виде, как здесь используется, шириной канавок 42 в охватывающей резьбовой области 21 называется ширина впадин 41, а шириной витков 31 резьбы в ней называется ширина вершин 32. Шириной впадин 41 называется ширина, которая будет получена при проецировании впадин 41 на ось резьбового соединения 1, а шириной вершин 32 называется ширина, которая будет получена при проецировании вершин 32 на ось резьбового соединения 1. То есть, шириной впадин 41 называется расстояние между парой вертикальных линий, проведенных вниз от противоположных краев каждой впадины 41 к оси резьбового соединения 1. Шириной вершин 32 называется расстояние между парой вертикальных линий, проведенных вниз от противоположных краев каждой вершины 32 к оси резьбового соединения 1. В том виде, как здесь используется, противоположными краями впадин 41 называются точки пересечения линии, по которой проходит каждая впадина 41, с линией, по которой проходит каждая опорная сторона 34, и линии, по которой проходит каждая впадина 41, с линией, по которой проходит каждая закладная сторона 33. Аналогичным образом, противоположными краями вершин 32 называются точки пересечения линии, по которой проходит каждая вершина 32, с линией, по которой проходит каждая опорная сторона 34, и линии, по которой проходит каждая вершина 32, с линией, по которой проходит каждая закладная сторона 33.
Кроме того, в охватываемой резьбовой области 51, расстояние между витками 57 резьбы, т.е. ширина канавок 62, постепенно увеличивается вдоль винтовой линии резьбы, в то время как ширина витков 57 резьбы постепенно уменьшается вдоль винтовой линии резьбы, если смотреть в направлении ввинчивания охватываемой резьбовой области 51.
В том виде, как здесь используется, шириной канавок 62 в охватываемой резьбовой области 51 называется ширина впадин 61, а шириной витков 57 резьбы в ней называется ширина вершин 52. Как и в случае охватывающей резьбовой области 21, описанной выше, шириной впадин 61 называется ширина, которая будет получена при проецировании впадин 61 на ось резьбового соединения 1, а шириной вершин 52 называется ширина, которая будет получена при проецировании вершин 52 на ось резьбового соединения 1.
Как правило, соединительный элемент 11 и стальные трубы 2, которые описаны выше, например, при использовании в нефтяных скважинах, собирают друг с другом следующим образом. На буровой площадке нефтяной скважины над отверстием скважины устанавливают платформу или вышку, и сборку ниппельной части 13 с муфтовой частью 12 выполняют там. Муфтовую часть 12 (соединительный элемент 11), имеющую охватывающую резьбовую область 21, прикрепляют к платформе. Муфтовая часть 12, т.е. соединительный элемент 11, соединена со стальной трубой 2, которая уже установлена проходящей вертикально вниз в качестве трубы нефтяной скважины. Стальную трубу 2, то есть ниппельная часть 13, имеющая охватываемую резьбовую область 51, поднимают вверх при помощи крана, подъемника или тому подобного над муфтовой частью 12, удерживаемой на платформе. Стальную трубу 2 опускают в таком положении, чтобы ось Р трубы проходила вертикально, и вставляют в муфтовую часть 12. Затем ниппельную часть 13 ввинчивают в муфтовую часть 12 при помощи специальной сборочной машины, называемой механическим трубным ключом, в результате чего происходит их сборка.
Фиг.4А - Фиг.4D представляют собой схематичную иллюстрацию того, как происходит сборка ниппельной части и муфтовой части. На каждой из Фиг.4А - Фиг.4D приведено продольное сечение, в увеличенном масштабе, части резьбовых областей резьбового соединения для стальных труб, показанного на Фиг.1. На Фиг.4А показана ранняя стадия ввинчивания ниппельной части. На Фиг.4В показана промежуточная стадия ввинчивания ниппельной части. На Фиг.4С показана окончательная стадия ввинчивания ниппельной части. На Фиг.4D показано состояние при завершении сборки.
Как показано на Фиг.4А - Фиг.4D, во время ввинчивания ниппельной части 13 в муфтовую часть 12 закладные стороны 33 муфтовой части 12 и закладные стороны 54 ниппельной части 13 контактируют друг с другом на большей части процесса до завершения сборки. Это связано с тем, что собственный вес ниппельной части 13 (стальной трубы 2) воздействует на ниппельную часть 13. На Фиг.4А - Фиг.4С направление, в котором ввинчивают ниппельную часть 13 (трубу 2), указано контурной стрелкой.
Как описано выше, ширина витков 57 резьбы в охватываемой резьбовой области 51 (ниппельной части 13) задана постепенно уменьшающейся вдоль винтовой линии резьбы. Ширина канавок 42 в охватывающей резьбовой области 21 (муфтовой части 12) также задана постепенно уменьшающейся вдоль винтовой линии охватывающей резьбы. Таким образом, как показано на Фиг.4А - Фиг.4С, зазор между охватывающей резьбовой областью 21 и охватываемой резьбовой областью 51 постепенно уменьшается по мере того, как ниппельная часть 13 сцепляется по резьбе с муфтовой частью 12.
Кроме того, как описано выше, впадины 61 в охватываемой резьбовой области 51 и вершины 32 в охватывающей резьбовой области 21 выполнены таким образом, чтобы они сопрягались с натягом. Таким образом, как показано на Фиг.4С, впадины 61 охватываемой резьбовой области 51 и вершины 32 охватывающей резьбовой области 21 начинают контактировать друг с другом до того, как друг с другом начинают контактировать опорные стороны 34 охватывающей резьбовой области 21 и опорные стороны 55 охватываемой резьбовой области 51, в ходе ввинчивания ниппельной части 13 в муфтовую часть 12. При этом ниппельная часть 13 и муфтовая часть 12 приходят в соосное состояние. В результате, как показано на Фиг.4D, впадины 61 охватываемой резьбовой области 51 и вершины 32 охватывающей резьбовой области 21 будут плотно прижиматься друг к другу ко времени завершения сборки. Из-за сопряжения с натягом впадин 61 охватываемой резьбовой области 51 и вершин 32 охватывающей резьбовой области 21, давление сопряжения, которое действует между впадинами 61 и вершинами 32, постепенно увеличивается с вращением ниппельной части 13 при его ввинчивании.
Кроме того, как показано на Фиг.4D, опорные стороны 34 охватывающей резьбовой области 21 и опорные стороны 55 охватываемой резьбовой области 51 приходят в контакт друг с другом. Когда это происходит, упорная поверхность 59 ниппельной части 13 находится в контакте с упорной поверхность 24 муфтовой части 12, хотя это и не показано. Опорные стороны 34 и 55 приходят в контакт друг с другом таким образом, что к ним прикладывается заданная нагрузка из-за того, что на них начинает действовать сила реакции, созданная контактом между закладными сторонами 33 и 54, и дополнительная часть силы реакции, создаваемая, когда упорные поверхности 59, 24 приводятся в контакт друг с другом, т.е. осевая сила затяжки резьбы. Таким образом, за счет контакта между упорными поверхностями 59, 24 можно позиционировать ниппельную часть 13 относительно муфтовой части 12, а также повысить стойкость к моменту резьбового соединения 1.
Помимо этого, как описано ниже, упорная поверхность 59 в ниппельной части 13 и упорная поверхность 24 в муфтовой части 12 выполнены таким образом, чтобы опирание, представляющее собой контактирование упорных поверхностей 59, 24, и блокирование, при котором за счет контакта между опорными сторонами 55, 34 и контакта между закладными сторонами 54, 33 создается клиновой эффект, возникали, по существу, одновременно. По этой причине можно дополнительно повысить стойкость резьбового соединения 1 к моменту.
В состоянии, когда ниппельная часть 13 и муфтовая часть 12 собраны, охватываемая резьбовая область 51 и охватывающая резьбовая область 21 находятся в таком положении, что опорные стороны 55, 34 контактируют друг с другом, закладные стороны 54, 33 контактируют друг с другом, и впадины 61 охватываемой резьбовой области 51 и вершины 32 охватывающей резьбовой области 21 контактируют друг с другом, как показано на Фиг.4D. При этом между вершинами 52 охватываемой резьбовой области 51 и впадинами 41 охватывающей резьбовой области 21 имеются зазоры.
Как показано на Фиг.3, закладные стороны 54 и опорные стороны 55 охватываемой резьбовой области 51 выполнены таким образом, что углы, образованные ими с осью Р трубы, если смотреть в направлении ввинчивания охватываемой резьбовой области 51, составляют 90 градусов или более. А именно, угол α, образованный закладными сторонами 54 с осью Р трубы, если смотреть в направлении ввинчивания охватываемой резьбовой области 51, и угол β, образованный опорными сторонами 55 с осью Р трубы, если смотреть в направлении ввинчивания охватываемой резьбовой области 51, каждый составляет 90 градусов или более, и удовлетворяется условие α > β. То же справедливо для охватывающей резьбовой области 21. То есть закладные стороны 33 охватывающей резьбовой области 21 наклонены в той же степени, что и закладные стороны 54 охватываемой резьбовой области 51, а опорные стороны 55 охватывающей резьбовой области 21 наклонены в той же степени, что и опорные стороны 34 охватываемой резьбовой области 51.
При нарезании имеющей такую конфигурацию резьбы в охватываемой резьбовой области 51 и охватывающей резьбовой области 21, инструмент, который может легко сломаться, имеющий режущие кромки, которые шире у их вершин и уже у их оснований, не используется. Таким образом, повышается производительность при нарезании резьбы, и поэтому резьбовое соединение 1 можно легко изготавливать. Помимо этого, когда к резьбовому соединению 1 прикладывается большая растягивающая нагрузка, перемещение ниппельной части 13 в направлении действия нагрузки надежным образом ограничивается, так как угол β опорных сторон составляет 90 градусов или более. По этой причине можно более надежным образом предотвратить возникновение выскакивания.
Для того, чтобы в полной мере получить другие преимущества, кроме легкости изготовления, наиболее предпочтительно, если угол α закладных сторон и угол β опорных сторон оба составляют 90 градусов. Однако угол α и угол β, оба составляющие 90 градусов нелегко получить при изготовлении. Таким образом, предпочтительно, чтобы угол α закладных сторон находился в диапазоне от 92 до 114 градусов. Наиболее предпочтительно, если угол α закладных сторон находится в диапазоне от 93 до 106 градусов. Угол β опорных сторон задается равным 90 или более, так как, если он менее 90 градусов, может произойти выскакивание. Однако, если угол β опорных сторон является слишком большим, то необходимо, чтобы режущие кромки инструмента были чрезвычайно острыми, в результате чего срок службы инструмента будет значительно уменьшаться. Соответственно, угол β опорных сторон предпочтительно находится в диапазоне от 91 до 106 градусов при соблюдении того, что удовлетворяется условие α > β. Более предпочтительно, угол β опорных сторон находится в диапазоне от 92 до 101 градуса при соблюдении того, что удовлетворяется условие α > β.
Кроме того, витки 57, 42 резьбы в охватываемой резьбовой области 51 и охватывающей резьбовой области 21 имеют ширину профиля, которая больше у основания, чем у вершины. По этой причине нарезание резьбы для создания резьбовых областей по представленному варианту является легким по сравнению с нарезанием резьбы для создания резьбовых областей, имеющих форму ласточкина хвоста, при которой упомянутая ширина больше у вершины, чем у основания. Это обусловлено тем, что при нарезании резьбы для создания резьбовых областей по представленному варианту, можно использовать долговечный инструмент, имеющий режущие кромки, которые шире у их оснований, чем у их вершин. Таким образом, можно повысить производительность при нарезании резьбы, и поэтому резьбовое соединение 1 можно легко изготавливать.
Как показано на Фиг.2, уплотняющая поверхность 56 ниппельной части 13 и уплотняющая поверхность 22 муфтовой части 12 сопряжены и приведены в тесный контакт друг с другом в состоянии, когда ниппельная часть 13 и муфтовая часть 12 собраны. Из-за сопряжения уплотняющих поверхностей 56, 22 с натягом, они создают уплотняющие области за счет контакта "металл - металл" и за счет этого обеспечивают герметизацию.
Носовая область 58 ниппельной части 13 проходит от переднего края уплотняющей поверхности 56 ниппельной части 13 в направлении вдоль оси Р трубы. На переднем конце носовой области 58 обеспечена упорная поверхность 59. В состоянии сборки носовая область 58 не контактирует с муфтовой частью 12, создавая зазор с этой частью 12. При приложении к резьбовому соединению 1 большой сжимающей нагрузки, пластически деформируются не только участки упорных поверхностей 59, 24, которые находятся в контакте друг с другом, но также и носовая область 58, служащая буферной областью. Поэтому степень пластической деформации уменьшается как для самой носовой области 58, так и для участков упорных поверхностей 59, 24. В результате предотвращается пластическое деформирование уплотняющих областей (уплотняющих поверхностей 56, 22), соседних носовой области 58, и поэтому уплотняющими областями обеспечивается более надежная герметизация.
Упорная поверхность 59 в ниппельной части 13 и упорная поверхность 24 в муфтовой части 12 выполнены таким образом, что угол, образованный каждой из них с осью Р трубы, если смотреть в направлении ввинчивания охватываемой резьбовой области 51, меньше 90 градусов. Во время сборки ниппельной части 13 с муфтовой частью 12 упорные поверхности 59, 24 приводятся в контакт друг с другом при ввинчивании ниппельной части 13 и служат стопорами для ограничения этого ввинчивания.
В предпочтительном случае упорные поверхности 59, 24 расположены в таких местах, чтобы блокирование и опирание могли возникать одновременно. Однако трудно обеспечить точно одновременное блокирование и опирание. Существует высокая вероятность того, что либо опирание, либо блокирование возникнет прежде другого из них.
На Фиг.5 приведен график, иллюстрирующий изменение силы контакта при уплотнении в зависимости от разницы по времени между возникновением опирания и возникновением блокирования. Здесь было исследовано влияние разницы по времени между возникновением опирания и возникновением блокирования на силу контакта между уплотняющими поверхностями 22, 56. На Фиг.5 диапазон положительных значений, указывающих отличие момента времени, в который возникает блокирование, от момента времени, в который возникает опирание, представляет собой случай, когда блокирование возникает после опирания.
Результаты, показанные на Фиг.5, демонстрируют, что при возникновении опирания перед блокированием (на Фиг.5 - в диапазоне положительных значений, указывающих отличие момента времени, в который возникает блокирование, от момента времени, в который возникает опирание) гарантируется сила контакта между уплотняющими поверхностями 22 и 56. С другой стороны, видно, что при возникновении блокирования перед опиранием (на Фиг.5 - в диапазоне отрицательных значений, указывающих отличие момента времени, в который возникает блокирование, от момента времени, в который возникает опирание) достаточная сила контакта при уплотнении может быть получена при условии, что разница по времени, в виде степени поворота ниппельной части 13 относительно муфтовой части 12, меньше заданной величины (менее 0,050 оборота, как видно из Фиг.5).
Соответственно, упорные поверхности 59, 24 предпочтительно выполнены таким образом, что: состояние, в котором опорные стороны 55, 34 контактируют друг с другом и закладные стороны 54, 33 также контактируют друг с другом (блокирование) возникает тогда, когда при ввинчивании ниппельной части 13 степень его поворота относительно муфтовой части 12 находится в заданном диапазоне, если исходить из момента времени, когда упорные поверхности 59, 24 приводятся в контакт друг с другом (момент времени опирания) при сборке. А именно, конфигурация может быть такой, чтобы в случае, если блокирование возникает перед опиранием, это блокирование возникало в период, когда степень поворота ниппельной части 13 во время его ввинчивания меньше, чем степень поворота в момент возникновения опирания на менее чем 0,050 оборота. В данном случае, более предпочтительно, чтобы блокирование возникало в период, когда степень поворота ниппельной части 13 меньше, чем степень поворота в момент возникновения опирания на 0,045 оборота или менее. В противном случае, блокирование может возникать после опирания. Еще более предпочтительно, если блокирование возникает одновременно с опиранием.
Примеры
Чтобы подтвердить преимущества резьбового соединения по представленному варианту, были выполнены численное моделирование и анализ с использованием метода упругопластических конечных элементов, и были оценены стойкость к моменту, стойкость к заеданию и герметизирующая способность. В дополнение к этому, была оценена технологичность изготовления резьбового соединения путем реального изготовления экспериментальных изделий.
Общие особенности резьбовых соединений (стальных труб и муфт), относящиеся к свойствам и размерам, были следующими.
- Размер стальной трубы: внешний диаметр приблизительно 169 мм и толщина стенки приблизительно 9 мм (стандарт API, труба 6-5/8 дюйма 24#).
- Сортамент стальной трубы: стандарт API, L80 (номинальный предел текучести при растяжении 552 МПа (80 кг/кв. дюйм)).
- Охватывающая резьбовая область и охватываемая резьбовая область: шаг резьбы (между опорными сторонами) 6, 35 мм (четыре витка резьбы на дюйм), высота резьбы (высота опорной стороны) 1,5 мм, длина резьбы 100 мм и угол β опорных сторон 93 градуса.
Другие факторы изменялись, как показано в приведенной ниже Таблице 1. Тесты №№ 1-8 представляют собой примеры изобретения, которые удовлетворяют условиям по представленному варианту. Тесты №№ 9-11 представляют собой сравнительные примеры, которые не удовлетворяют условиям по представленному варианту.
Как показано в приведенной ниже Таблице 1, резьбовые соединения из Примеров изобретения №№ 1-8 имеют резьбовые области, выполненные, как показано на Фиг.3. Резьбовое соединение из Сравнительного примера № 9 имеет резьбовые области с трапецеидальным профилем, соответствующим резьбе buttress API. Резьбовое соединение из № 9 имеет: сопряжение с натягом впадин охватываемой резьбовой области и вершин охватывающей резьбовой области; зазоры между вершинами охватываемой резьбовой области и впадинами охватывающей резьбовой области; и, кроме того, зазоры между закладными сторонами. Резьбовое соединение из Сравнительного примера № 10 имеет резьбовые области с трапецеидальным профилем. Резьбовое соединение из № 10 имеет сопряжения с натягом опорных сторон и закладных сторон, а также имеет зазоры между всеми вершинами и впадинами охватываемой и охватывающей резьбовых областей. Резьбовое соединение из Сравнительного примера № 11 имеет резьбовые области с профилем в виде ласточкина хвоста, в котором ширина больше у вершины, чем у основания.
На Фиг.6 приведено продольное сечение, в увеличенном масштабе, части резьбовых областей резьбового соединения из Теста № 10, являющегося сравнительным примером. Как показано на Фиг.6, в резьбовом соединении из Теста № 10, витки 131 резьбы, которые образуют охватывающую резьбовую область муфтовой части 101, имеют трапецеидальный профиль. Закладные стороны 133 охватывающей резьбовой области представляют собой наклонные поверхности, наклоненные под заданным углом относительно оси Р трубы. Закладные стороны 133 и опорные стороны 134 охватывающей резьбовой области находятся в контакте с закладными сторонами 154 и опорными сторонами 155, соответственно, витков 157 резьбы, которые образуют охватываемую резьбовую область ниппельной части 102. Закладные стороны 133 охватывающей резьбовой области имеют сопряжение с натягом с закладными сторонами 154 охватываемой резьбовой области. При этом между вершинами 132 охватывающей резьбовой области и впадинами 153 охватываемой резьбовой области, а также между впадинами 141 охватывающей резьбовой области и вершинами 158 охватываемой резьбовой области имеются зазоры. Ссылочным номером 152 на Фиг.6 указана канавка в охватываемой резьбовой области ниппельной части 102.
На Фиг.7 приведено продольное сечение, в увеличенном масштабе, части резьбовых областей резьбового соединения из Теста № 11, являющегося сравнительным примером. Как показано на Фиг.7, в резьбовом соединении из Теста № 11 витки 231 резьбы, которые образуют охватывающую резьбовую область муфтовой части 201, имеют профиль в виде ласточкина хвоста. Вершины 232, закладные стороны 233 и опорные стороны 234 охватывающей резьбовой области находятся в контакте с впадинами 253, закладными сторонами 254 и опорными сторонами 255 охватываемой резьбовой области ниппельной части 202, соответственно. При этом между впадинами 241 охватывающей резьбовой области и вершинами 258 охватываемой резьбовой области имеются зазоры. Ссылочным номером 252 на Фиг.7 указана канавка в охватываемой резьбовой области ниппельной части 202.
Все резьбовые соединения из Тестов №№ 1-11, за исключением резьбового соединения из Теста № 11, имеют упорные поверхности, показанные на Фиг.2. То есть, резьбовое соединение из Теста № 11 выполнено таким образом, что перемещение его ниппельной части и муфтовой части полностью ограничивается блокированием самих резьбовых областей, и поэтому они не снабжены упорными поверхностями, которые могут мешать блокированию.
зазоры между закладными сторонами
В ходе численного моделирования и анализа были созданы модели резьбовых соединений из Тестов №№ 1-11, и для каждого из них была проанализирована сборка ниппельной части и муфтовой части, чтобы вычислить момент при опирании (или момент во время блокирования), превышенный момент и максимальное контактное давление из контактных давлений, действующих на опорные стороны и закладные стороны резьбовых областей при завершении сборки (далее называемое "максимальным давлением в зоне контакта сторон). Оценка высокого опирания была сделана с использованием моментов при опирании, и оценка стойкости к моменту была сделана с использованием величин превышенного момента. Оценка вероятности заедания в резьбовых областях была сделана с использованием максимальных давлений в зоне контакта сторон.
Кроме того, был проведен анализ путем моделирования испытания серии А, определенного в стандарте ISO 13679:2002, который представляет собой спецификацию испытаний для резьбовых соединений, и была определена минимальная величина силы контакта между уплотняющими поверхностями. При помощи этого была оценена герметизирующая способность резьбовых соединений.
Кроме того, резьбовые соединения из Тестов №№ 2, 9 и 11 были изготовлены в реальности, и была оценена технологичность изготовления резьбовых соединений.
В приведенной ниже Таблице 2 показаны результаты численного моделирования и анализа. В Таблице 2 значения момента при опирании, превышенного момента, минимальной силы контакта между уплотняющим поверхностями и максимального давления в зоне контакта сторон представляют собой относительные значения на основе вычисленных значений для резьбового соединения из № 9, являющихся эталонными (1,0).
В Таблице 2 подразумевается, что, чем больше значения момента при опирании, тем выше вероятность высокого опирания. Таблица 2 показывает, что резьбовое соединение из Сравнительного примера № 10 имеет большую вероятность высокого опирания. С другой стороны, резьбовые соединения из Примеров изобретения №№ 1-8 имеют моменты при опирании, сравнимые с моментами для резьбовых соединений из Сравнительных примеров №№ 9 и 11, и имеют более низкую вероятность высокого опирания, чем у резьбового соединения из Сравнительного примера № 10.
В Таблице 2 подразумевается, что, чем больше значения превышенного момента, тем лучше стойкость к моменту. Как показано в Таблице 2, резьбовые соединения из Примеров изобретения №№ 1-8 имеют значения превышенного момента больше, чем у резьбового соединения из Сравнительного примера № 9. В частности, значения превышенного момента для резьбовых соединений из Примеров изобретения № 1-3 сравнимы со значениями превышенного момента в Сравнительных примерах №№ 10 и 11.
В Таблице 2 подразумевается, что, чем больше значения максимального давления в зоне контакта сторон, тем выше вероятность заедания во время процесса сборки. Как показано в Таблице 2, вероятности заедания для резьбовых соединений из Примеров изобретения №№ 1-8 гораздо ниже, чем для резьбового соединения из Сравнительного примера № 10 и сравнимы с вероятностью для резьбового соединения из Сравнительного примера № 11.
В Таблице 2 подразумевается, что, чем больше значения минимальной силы контакта между уплотняющими поверхностями, тем лучше герметизирующая способность. Как показано в Таблице 2, герметизирующая способность резьбовых соединений из Примеров изобретения №№ 1-4 сравнима с герметизирующей способностью резьбовых соединений из Сравнительных примеров №№ 9-11 или лучше нее. В частности, герметизирующая способность резьбовых соединений из Примеров изобретения №№ 1-3 сравнима с герметизирующей способностью резьбового соединения из № 11 или лучше нее, и, таким образом, видно, что они имеют еще более высокую герметизирующую способность.
В приведенной ниже Таблице 3 показаны результаты оценки технологичности изготовления резьбового соединения. В Таблице 3 периоды нарезания резьбы для реально изготовленных резьбовых соединений из Тестов №№ 2, 9 и 11 указаны следующим образом: наименьший период нарезания резьбы, т.е. период нарезания резьбы для резьбового соединения из Теста № 9 принят равным 1,0, и периоды нарезания резьбы для других резьбовых соединений представляют собой относительные значения на его основе. В дополнение к этому, в Таблице 3 сроки службы инструмента для реально изготовленных резьбовых соединений указаны следующим образом: наименьший срок службы, т.е. срок службы инструмента для резьбового соединения из Теста № 11 принят равным 1, и сроки службы инструмента для других резьбовых соединений представляют собой относительные значения на его основе.
Как показано в Таблице 3, период нарезания резьбы для резьбового соединения из Примера изобретения № 2 равен приблизительно половине периода нарезания резьбы для резьбового соединения из № 11, которое имеет резьбовые области с профилем в виде ласточкина хвоста, и близок к периоду нарезания резьбы для резьбового соединения из № 9, которое имеет трапецеидальную резьбу. Срок службы инструмента для резьбового соединения из Примера изобретения № 2 не так продолжителен, как срок службы инструмента для резьбового соединения из № 9, но гораздо дольше, чем срок службы инструмента для резьбового соединения из № 11.
Как описано выше, резьбовое соединение 1 для стальных труб по представленному варианту выполнено следующим образом. В направлении, в котором ввинчивается охватываемая резьбовая область 51, ширина витков 57 резьбы в охватываемой резьбовой области 51 постепенно уменьшается вдоль винтовой линии резьбы, в то время как ширина канавок 62 в ней постепенно увеличивается вдоль винтовой линии резьбы; и ширина канавок 42 в охватывающей резьбовой области 21 постепенно уменьшается вдоль винтовой линии резьбы, в то время как ширина витков 31 резьбы в ней постепенно увеличивается вдоль винтовой линии резьбы.
Соответственно, когда охватываемая резьбовая область 51 и охватывающая резьбовая область 21 приходят в сцепление с блокированием в ходе ввинчивания ниппельной части 13 в муфтовую часть 12, за счет контакта между опорными сторонами 55, 34 и контакта между закладными сторонами 54, 33 создается клиновой эффект, и в результате момент затяжки быстро увеличивается. Таким образом, можно увеличить величину момента, требующуюся, чтобы вызвать пластическую деформацию на участках упорных поверхностей 59, 24 после опирания. Следовательно, можно повысить стойкость к моменту резьбового соединения 1. Также, за счет применения описанных выше конфигураций охватываемой резьбовой области 51 и охватывающей резьбовой области 21 можно предотвратить возникновение высокого опирания и, так как высокая точность размеров резьбовой области больше не является необходимой, можно повысить технологичность изготовления резьбового соединения 1.
Резьбовое соединение 1 для стальных труб по представленному варианту выполнено таким образом, что в ходе ввинчивания ниппельной части 13 в муфтовую часть 12 вершины 32 охватывающей резьбовой области 21 и впадины 61 охватываемой резьбовой области 51 приходят в контакт друг с другом перед тем, как в контакт друг с другом придут уплотняющая поверхность 22 муфтовой части 12 и уплотняющая поверхность 56 ниппельной части 13. Необходимо отметить, что вершины 32 охватывающей резьбовой области 21 и впадины 61 охватываемой резьбовой области 51 выполнены таким образом, чтобы они начинали контактировать друг с другом перед тем, как в контакт друг с другом приводятся уплотняющие поверхности 22, 56 с получением заданного натяга, когда сборка ниппельной части 13 с муфтовой частью 12 завершена.
Как указано выше, контакт между опорными сторонами 55, 34 и между закладными сторонами 54, 33 создает клиновой эффект с приведением их в очень плотный контакт друг с другом. Однако в ходе процесса до того, как это произойдет, в контакте друг с другом находятся только закладные стороны 54, 33, с такой незначительной степенью контакта, которая может быть вызвана весом стальной трубы 2 (муфтовой части 12). По этой причине можно снизить вероятность заедания в резьбовых областях. Помимо этого, уплотняющие поверхности 22, 26 приводятся в контакт друг с другом после того, как в контакт друг с другом пришли вершины 32 охватывающей резьбовой области 21 и впадины 61 охватываемой резьбовой области 51. По этой причине муфтовую часть 12 и ниппельную часть 13 можно расположить концентрично в ходе ввинчивания ниппельной части 13 в муфтовую часть 12. В результате можно предотвратить заедание, которое может быть обусловлено частичным контактом между уплотняющими поверхностями 22 и 26, когда эти поверхности 22 и 26 приводятся в контакт друг с другом.
Отметим, что вершины 32 охватывающей резьбовой области 21 и впадины 61 охватываемой резьбовой области 51 могут быть параллельными оси Р трубы или наклоненными относительно этой оси Р. Кроме того, формы сечений вершин 32 в охватывающей резьбовой области 21 и впадин 61 в охватываемой резьбовой области 51 не обязательно должны быть образованы точными прямыми линиями, но могут быть образованы изогнутыми линиями, имеющими кривизну, или комбинацией из прямой линии и изогнутой линии.
В предпочтительном случае степень изменения ширины витков 57 резьбы в охватываемой резьбовой области 51 можно регулировать подходящим образом в соответствии с наружным диаметром резьбового соединения 1 и длиной охватываемой резьбовой области 51. Однако, если степень изменения ширины витков 57 резьбы должна быть большой, при нарезании витков 57 необходимо неоднократное возвратно-поступательное перемещение инструмента, нарезающего резьбу, и поэтому производительность при нарезании резьбы снижается, что приводит к увеличению стоимости изготовления. Таким образом, по соображениям технологичности изготовления, степень изменения ширины витков 57 резьбы в охватываемой резьбовой области 51 предпочтительно не превышает 3-кратной, и более предпочтительно не превышает 2-кратной, если сравнивать ширину витков 57 резьбы на противоположных концах винтовой линии.
Чем больше высота резьбы в охватываемой резьбовой области 51 и охватывающей резьбовой области 21, или чем меньше шаг резьбы в охватываемой резьбовой области 51 и охватывающей резьбовой области 21, тем больше повышается стойкость к моменту резьбового соединения 1. Однако в этом случае будет снижаться жесткость на срез охватываемой резьбовой области 51 и охватывающей резьбовой области 21. В таком случае необходимо использовать инструмент, имеющий режущие кромки, которые являются узкими и длинными, и поэтому повышается вероятность того, что произойдет отламывание, разрушение или тому подобное. Чтобы избежать этих проблем, высота резьбы и шаг резьбы могут быть заданы таким образом, чтобы, как наименьшая ширина канавок 62 в охватываемой резьбовой области 51, так наименьшая ширина канавок 42 в охватывающей резьбовой области 21 составляли более 0,7 высоты каждой резьбы.
Упорная поверхность 24 муфтовой части 12 и упорная поверхность 59 ниппельной части 13 выполнены таким образом, что блокирование и опирание могут возникать одновременно. За счет этого можно обеспечить высокую стойкость к моменту, и между уплотняющими поверхностями 22, 56 обеспечивается заданный натяг, в результате чего можно получить планируемую герметизирующую способность.
Когда отличие момента времени, в который возникает блокирование, от эталонного момента времени, в который возникает опирание, находится в диапазоне±0,150 оборота, если выразить его в виде степени поворота 13 ниппельной части при его ввинчивании в муфтовую часть 12, можно повысить стойкость к моменту. Чтобы получить дополнительное повышение стойкости к моменту, более предпочтительно, чтобы степень поворота была в пределах±0,080 оборота. Чтобы дополнительно гарантировать достаточную силу контакта при уплотнении, степень поворота на отрицательной стороне, т.е., степень поворота от момента времени, в который возникает предшествующее блокирование, до момента времени, в который возникает последующее опирание, в предпочтительном случае должна быть как можно меньше. Соответственно, чтобы надежно получить как высокую герметизирующую способность, так и высокую стойкость к моменту, степень поворота предпочтительно должна находиться в диапазоне от +0,150 оборота до менее чем -0,050 оборота, и более предпочтительно - в диапазоне от +0,080 оборота до -0,045 оборота.
На каждой из Фиг.8А - Фиг.8С схематично показан пример взаимосвязи между числом оборотов ниппельной части при затяжке и моментом затяжки при сборке ниппельной части с муфтовой частью. Фиг.8А - Фиг.8С представляют собой так называемый "график момента". Фиг.8А иллюстрирует ситуацию, когда блокирование возникает перед опиранием. Фиг.8В иллюстрирует ситуацию, когда блокирование возникает почти одновременно с опиранием. Фиг.8С иллюстрирует ситуацию, когда блокирование возникает после опирания. На Фиг.8А - Фиг.8С LP это момент времени, в который возникает блокирование, и SP это момент времени, в который возникает опирание.
То, находится ли разница между моментом времени, в который возникает блокирование, и эталонным моментом времени, в который возникает опирание, в пределах заданного диапазона (от +0,150 оборота до менее -0,050 оборота), в виде степени поворота ниппельной части при ввинчивании, можно определить следующим образом. А именно, перед выполнением сборки измеряются положения резьб охватываемой резьбовой области ниппельной части и охватывающей резьбовой области муфтовой части, и на основе этого изучается график момента, полученный во время сборки.
Если говорить конкретно, сначала для ниппельной части выбирается произвольный виток резьбы в охватываемой резьбовой области, и измеряется осевое расстояние Х от выбранного витка резьбы до упорной поверхности. Для муфтовой части выбирается канавка из множества канавок охватывающей резьбовой области, которая имеет ту же ширину, что и виток резьбы, выбранный для измерения в ниппельной части, и измеряется осевое расстояние Y от выбранной канавки до упорной поверхности. Вычисляется разность А между расстоянием Х и расстоянием Y. Затем вычисляется значение А/Р, где Р - шаг резьбы, измеренный между опорными сторонами в охватываемой резьбовой области или охватывающей резьбовой области. Теоретически А/Р это отличие момента времени, в который возникает блокирование, от эталонного момента времени, в который возникает опирание, т.е. в виде степени поворота ниппельной части при ввинчивании.
Необходимо отметить, что в реальности в ходе резьбы возникают изменения в пределах допуска при изготовлении, либо небольшие изменения в ходе резьбы возникают в результате обработки поверхности, примененной к поверхностям ниппельной части, муфтовой части и т.п. Таким образом, более точное А/Р определяют путем добавления к А/Р, вычисленному описанным выше образом, разницы, обусловленной изменениями в ходе резьбы, или вычитания из А/Р этой разницы. На основе этого в реальности собирают ниппельную часть и муфтовую часть, для которых было выполнено указанное выше измерение, и изучают линию графика момента, полученную во время сборки.
Например, как показано на Фиг.8В, когда отличие момента времени, в который возникает блокирование, от эталонного момента времени находится в пределах заданного диапазона, в поднимающейся части линии (называемой "дельта-момент") почти не наблюдается ступенек, что указывает на то, что превышенный момент, который характеризует стойкость к моменту, является очень большим. Если отличие момента времени, в который возникает блокирование, от эталонного момента времени находится вне заданного диапазона, в дельта-моменте появляются ступеньки, как показано на Фиг.8А или Фиг.8С. Обычно превышенным моментом считается значение момента в момент времени, когда в дельта-моменте впервые появляется ступенька (участок отклонения от прямой линии). Таким образом, когда отличие момента времени, в который возникает блокирование, от эталонного момента времени находится вне заданного диапазона, невозможно получить высокую стойкость к моменту.
Другие варианты
Хотя выше был описан один вариант реализации настоящего изобретения, необходимо понимать, что приведенный выше вариант является просто иллюстративным примером, при помощи которого реализуется настоящее изобретение. Таким образом, настоящее изобретение не ограничивается приведенным выше вариантом, и подходящим образом могут быть выполнены модификации приведенного выше варианта, без выхода за пределы сущности и объема этого изобретения.
В приведенном выше варианте, при сборке соединительного элемента 11 и стальной трубы 2 они устанавливаются в таком положении, что ось Р трубы проходит вертикально. Однако соединительный элемент 11 и стальная труба 2 могут быть установлены в любом положении во время сборки, пока можно выполнить их сборку.
В приведенном выше варианте уплотняющая поверхность 22 муфтовой части 12 находится между охватывающей резьбовой областью 21 и упорной поверхностью 24, а уплотняющая поверхность 56 ниппельной части 13 находится между охватываемой резьбовой областью 51 и упорной поверхностью 59. Уплотняющие поверхности и упорные поверхности находятся рядом, и ниппельная часть имеет носовую область в его концевой части. Однако резьбовое соединение 1 по представленному варианту может быть объединено с любой другой уплотняющей структурой. Резьбовое соединение 1 по представленному варианту не подвержено существенному повреждению на уплотняющих поверхностях, упорных поверхностях и в носовой области даже при приложении неоднократной нагрузки. Следовательно, можно получить более надежную герметизирующую способность, чем у обычных резьбовых соединений для стальных труб.
Приведенный выше вариант резьбового соединения можно применять не только в качестве резьбового соединения муфтового типа, но также и в качестве резьбового соединения неразъемного типа.
Промышленная применимость
Резьбовое соединение для стальных труб, соответствующее настоящему изобретению, можно использовать как резьбовое соединение, предназначенное для соединения стальных труб.
Ссылочные обозначения
1 - Резьбовое соединение для стальных труб
2 - Стальная труба
11 - Соединительный элемент
12 - Муфтовая часть
13 - Ниппельная часть
21 - Охватывающая резьбовая область
22 - Уплотняющая поверхность муфтовой части
24 - Упорная поверхность муфтовой части
31 - Виток резьбы в охватывающей резьбовой области
32 - Вершина в охватывающей резьбовой области
33 - Закладная сторона в охватывающей резьбовой области
34 - Опорная сторона в охватывающей резьбовой области
41 - Впадина в охватывающей резьбовой области
42 - Канавка в охватывающей резьбовой области
51 - Охватываемая резьбовая область
52 - Вершина в охватываемой резьбовой области
54 - Закладная сторона в охватываемой резьбовой области
55 - Опорная сторона в охватываемой резьбовой области
56 - Уплотняющая поверхность ниппельной части
57 - Виток резьбы в охватываемой резьбовой области
58 - Носовая область
59 - Упорная поверхность ниппельной части
61 - Впадина в охватываемой резьбовой области
62 - Канавка в охватываемой резьбовой области
Р - Ось трубы
α - Угол, образованный закладной стороной охватываемой резьбовой области с осью трубы
β - Угол, образованный опорной стороной охватываемой резьбовой области с осью трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2014 |
|
RU2642922C2 |
| Резьбовое соединение трубных изделий нефтяного сортамента | 2023 |
|
RU2818433C1 |
| МУФТОВЫЙ ПРЕДОХРАНИТЕЛЬ ДЛЯ РЕЗЬБОВОГО ЗАМКА ДЛЯ ТРУБ | 2013 |
|
RU2569413C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2756365C1 |
| Резьбовое соединение обсадных труб | 2018 |
|
RU2704075C1 |
| Двухупорное резьбовое соединение бурильных труб | 2020 |
|
RU2744965C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2015 |
|
RU2631590C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2015 |
|
RU2647169C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2762926C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ И ЕГО ПРИМЕНЕНИЕ | 2020 |
|
RU2796572C1 |
Изобретение относится к резьбовому соединению для стальных труб. Резьбовое соединение (1) состоит из ниппельной части (13) и муфтовой части (12). Ниппельная часть (13) включает упорную поверхность (59), уплотняющую поверхность (56) и охватываемую резьбовую область (51). Муфтовая часть (12) включает упорную поверхность (24), уплотняющую поверхность (22) и охватывающую резьбовую область (21). Как охватываемая резьбовая область (51), так и охватывающая резьбовая область (21) представляют собой коническую резьбовую область, включающую витки (57, 31) резьбы с трапецеидальным профилем. Охватываемая резьбовая область (51) имеет ширину витков (57) резьбы, которая постепенно уменьшается вдоль винтовой линии резьбы, и ширину канавок (62), которая постепенно увеличивается вдоль винтовой линии резьбы. Охватывающая резьбовая область (21) имеет ширину канавок (42), которая постепенно уменьшается вдоль винтовой линии резьбы, и ширину витков (31) резьбы, которая постепенно увеличивается вдоль винтовой линии резьбы. За счет этого можно не допустить заедание во время сборки при одновременном сохранении высокой герметизирующей способности, а также обеспечить легкость изготовления. 4 з.п. ф-лы, 8 ил., 3 табл.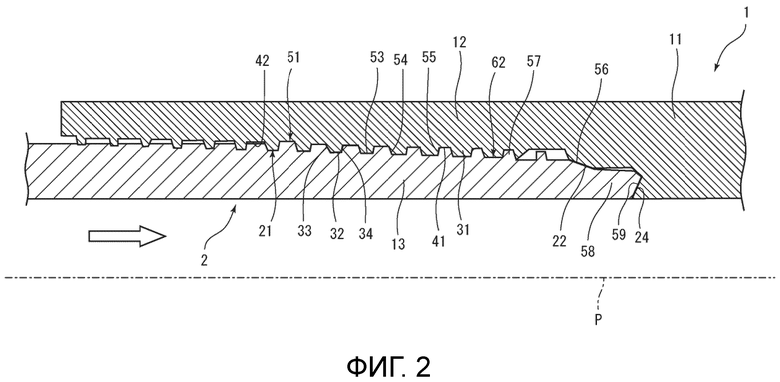
1. Резьбовое соединение для стальных труб, содержащее трубчатую ниппельную часть и трубчатую муфтовую часть, причем ниппельная часть и муфтовая часть собираются путем ввинчивания ниппельной части в муфтовую часть, в котором:
ниппельная часть включает упорную поверхность, уплотняющую поверхность и охватываемую резьбовую область;
муфтовая часть включает упорную поверхность, уплотняющую поверхность и охватывающую резьбовую область, соответствующие упорной поверхности ниппельной части, ее уплотняющей поверхности и ее охватываемой резьбовой области, соответственно;
причем как охватываемая резьбовая область, так и охватывающая резьбовая область представляют собой коническую резьбовую область, включающую витки резьбы с трапецеидальным профилем, и каждый виток резьбы в охватываемой резьбовой области и охватывающей резьбовой области имеет ширину профиля, которая больше со стороны основания, чем со стороны вершины,
при этом:
охватываемая резьбовая область имеет ширину витков резьбы, которая постепенно уменьшается вдоль винтовой линии резьбы, и ширину канавок, которая постепенно увеличивается вдоль винтовой линии резьбы, в направлении ввинчивания охватываемой резьбовой области; и охватывающая резьбовая область имеет ширину канавок, которая постепенно уменьшается вдоль винтовой линии резьбы, и ширину витков резьбы, которая постепенно увеличивается вдоль винтовой линии резьбы, в направлении ввинчивания охватываемой резьбовой области, и
в собранном состоянии упорные поверхности находятся в контакте друг с другом, уплотняющие поверхности находятся в контакте друг с другом, опорные стороны охватываемой резьбовой области находятся в контакте с опорными сторонами охватывающей резьбовой области, закладные стороны охватываемой резьбовой области находятся в контакте с закладными сторонами охватывающей резьбовой области, впадины охватываемой резьбовой области находятся в контакте с вершинами охватывающей резьбовой области, и между вершинами охватываемой резьбовой области и впадинами охватывающей резьбовой области имеются зазоры.
2. Резьбовое соединение для стальных труб по п.1, в котором закладные стороны охватываемой резьбовой области образуют угол α с осью трубы, в направлении ввинчивания, и опорные стороны охватываемой резьбовой области образуют угол β с осью трубы, в направлении ввинчивания, причем угол α и угол β каждый составляют 90 градусов или более, и удовлетворяется условие α > β.
3. Резьбовое соединение для стальных труб по п.1, в котором упорные поверхности выполнены таким образом, что во время сборки резьбового соединения состояние, при котором опорные стороны контактируют друг с другом, и закладные стороны также контактируют друг с другом, возникает тогда, когда степень поворота ниппельной части относительно муфтовой части при ввинчивании ниппельной части находится в заданном диапазоне, исходя из момента времени, когда упорные поверхности приводятся в контакт друг с другом.
4. Резьбовое соединение для стальных труб по любому из пп.1-3, в котором уплотняющая поверхность ниппельной части расположена между охватываемой резьбовой областью ниппельной части и ее упорной поверхностью.
5. Резьбовое соединение для стальных труб по п.4, в котором упорная поверхность расположена на конце ниппельной части, причем ниппельная часть имеет носовую область между уплотняющей поверхностью и упорной поверхностью.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2008 |
|
RU2439416C1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

