Настоящее изобретение относится к ручному измерительному прибору для цепей, а более конкретно, к ручному измерительному прибору с удлиненным, цельным корпусом, предназначенному для измерения многочисленных размеров роликовых цепей без необходимости разборки цепи.
В рамках настоящего раскрытия термин «цепь» или «цепи» определяется как цепь, кабель, шнур, нить, провод, лента, ювелирное изделие или любой другой кабель из гибкого продольного материала, хранимого на бобине или любой ее вариации. Термин «промышленная цепь» определяется как подгруппа цепей, ограниченная металлическими цепями промышленных размеров, используемых в механической промышленности, такие как роликовая цепь или шарообразная цепь. Роликовая цепь определяется как последовательность чередующихся внутренних и внешних звеньев, внешние звенья изготавливаются со штифтами, запрессованными во внешние пластины, а внутренние звенья изготавливаются с втулками, запрессованными во внутренние пластины, где каждый штифт внешнего звена соединен для вращения внутри соседней втулки внутреннего звена.
Роликовые цепи используются для переноса силы от одной вращающейся оси к соседней вращающейся оси. На велосипеде велосипедист толкает педали в круговом движении для вращения центральной звездочки, где установлен первый участок роликовой цепи. Второй участок роликовой цепи установлен на второй звездочке, установленной на заднем колесе велосипеда. Поскольку первая звездочка вращается, один участок цепи, обычно первый участок, размещается под натяжением и переносит приложенную силу вращения ко второй звездочке и, в конечном счете, заднему колесу. Роликовые цепи в механической промышленности работают по такому же принципу. Цепи могут быть укреплены при помощи применения более крупных звеньев или добавления последовательных звеньев, устанавливаемых на последовательных звездочках, устанавливаемых на ведущей оси.
Каждое звено роликовой цепи помещается циклически под напряжение на одном участке целой цепи и освобождается на других участках цепи. Например, в велосипедах верхний участок цепи находится под напряжением, тогда как нижний участок свободен для провисания под собственным весом. В результате этой циклической нагрузки цепи могут повреждаться за счет абразивного износа. Чтобы минимизировать износ, необходимо снизить трение за счет применения смазки, роликов в штифтах или вокруг них или других систем, таких как промежуточные звездочки, для лучшего распределения напряжения. Износом является любое нежелательное механическое разрушение, которое ведет, в конечном счете, к потере эффективности и поломке. Для предотвращения поломки и мониторинга и калибровки напряжения, помещенного на цепях, желательно измерение износа в роликовой цепи.
Поскольку наиболее часто встречаются роликовые цепи с внешними звеньями с двумя концевыми штифтами и концевыми втулками внутренних звеньев, вставленными вокруг концевого штифта внешнего звена, трение происходит в основном в области втулка/штифт. При первом типе износа штифт медленно повреждается и его внешний радиус уменьшается. При втором типе износа втулка медленно повреждается и ее внутренний радиус также уменьшается. В обоих этих случаях механического износа расстояние между двумя штифтами одного и того же внешнего звена остается неизменным и расстояние между двумя втулками одного и того же внутреннего звена остается неизменным. Расстояние между соседними внешними звеньями и соседними внутренними звеньями постепенно увеличивается, поскольку увеличивается износ в области втулка/штифт.
По мере износа роликовой цепи она становится длиннее. Известные способы измерения износа в технике включают в себя снятие цепи со звездочек для измерения длины в неподвижном состоянии при помощи линейки. Данный способ имеет очевидный недостаток, заключающийся в неточности и необходимости снятия цепи с рабочего положения, что может быть чрезвычайно грязной процедурой, и документировании первоначальных длин цепи до того, как происходит износ. Неизношенные цепи с ослабленными роликами могут корректировать измерение при помощи линейки.
Другая технология, используемая для измерения износа, представлена в документе US 6178824 или на рынке как Калибр 2 Rohloff™ или контрольный прибор для цепей СС-3 Pack™. Эти устройства представляют собой измерительные приборы типа «проходной/непроходной калибр», где одна часть инструмента вставляется вокруг первой втулки на пятке, а затем инструмент поворачивается вниз. Если звено изношено, носок скользит к соседней втулке. Эти измерительные устройства бессмысленны в использовании, они не регулируются под различные размеры или модели цепей, инструмент, подлежащий плавному сдвиганию в отверстии цепи, не может быть помещен рядом с преградами, а ручки могут препятствовать измерению. Эти устройства за счет их сложной геометрии также имеют предрасположенность к ошибке измерения при его проведении неподготовленными операторами. Если пятка не скользит должным образом в положение перед проведением измерения, носок не может «пройти» в звено, что приводит к ошибочной отрицательной величине.
Еще одна технология представлена в документах US 5199180 и US 4888876 в виде длинных цилиндрических или треугольных телескопических прутков, которые опускаются внутрь цепи для измерения износа. Этим многосекционным устройствам также присущи проблемы. Во-первых, для проверки роликовых цепей может требоваться удержание инструмента, измеряющего износ, в трудных направлениях и положениях. По этой причине телескопическая система, открывающаяся за счет гравитации, не может измерять с нижней стороны цепи. Для получения однозначных показаний измерительные устройства должны быть максимально возможно легкими. Применение больших ручек или толстых измерительных устройств также проблематично. В случае телескопических измерительных устройств, если какой-либо из сегментов измерительного устройства частично не зафиксирован, оператор получает ошибочную положительную величину, когда носок измерительного устройства не скользит в цепь, а дает впечатление движения за счет втягивания в ручку.
Необходимо простое, легкое измерительное устройство, способное измерять износ роликовых цепей различных размеров, не имеющее шанс получения ошибочных положительных или отрицательных величин измерений за счет работы измерительного устройства в любой ориентации или конфигурации.
Настоящее изобретение относится к ручному цельному прибору для измерения износа для цепей, а более конкретно, к прибору для измерения износа с удлиненным корпусом, разрезанным на сегменты, с маркировкой, различной ширины и различных высот вдоль задней направляющей. Прибор для измерения износа роликовых цепей содержит цельный корпус с измерительным концом и ручкой, присоединенной к измерительному концу, в котором измерительный конец имеет множество соседних и соприкасающихся калиброванных сегментов, каждый из которых имеет измерительную длину, измерительную ширину и измерительную маркировку, и в котором измерительный конец определяет на одной стороне заднюю направляющую, образованную при помощи выравнивания первой стороны каждого из калиброванных сегментов, и ступенчатый функциональный узел, образованный при помощи второй стороны каждого из калиброванных сегментов.
На чертежах представлены предпочтительные варианты выполнения изобретения. Однако понятно, что настоящее раскрытие не ограничено устройствами и инструментарием, показанными на прилагаемых чертежах, на которых представлено следующее:
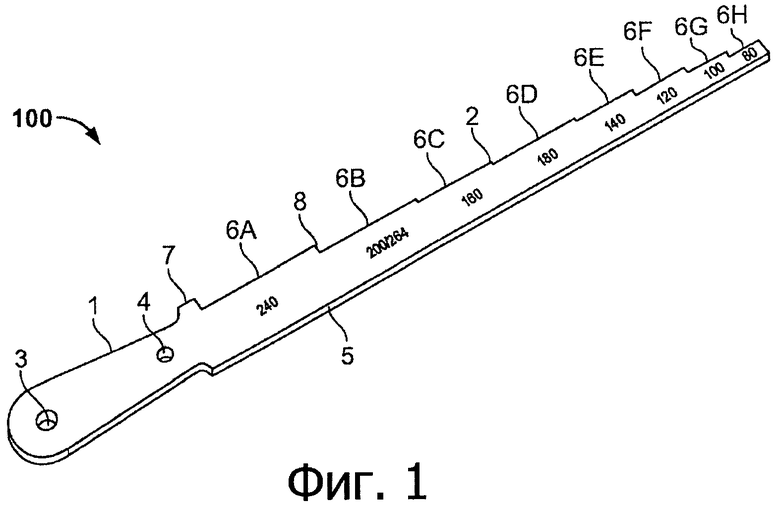
фиг.1 - вид в перспективе прибора для измерения износа роликовой цепи в соответствии с первым вариантом выполнения настоящего изобретения;
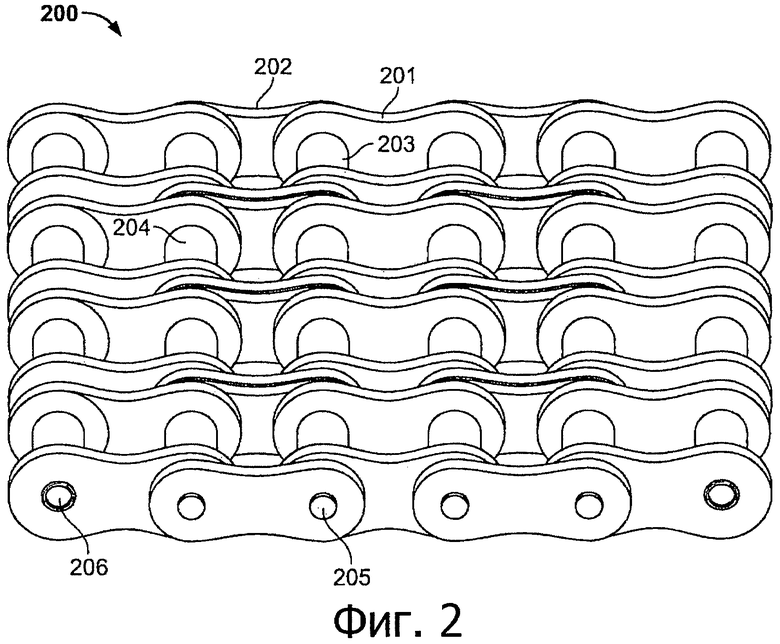
фиг.2 - вид сбоку многоклетьевой роликовой цепи, иллюстрирующий различные компоненты типовой роликовой цепи в соответствии с другим вариантом выполнения настоящего изобретения;
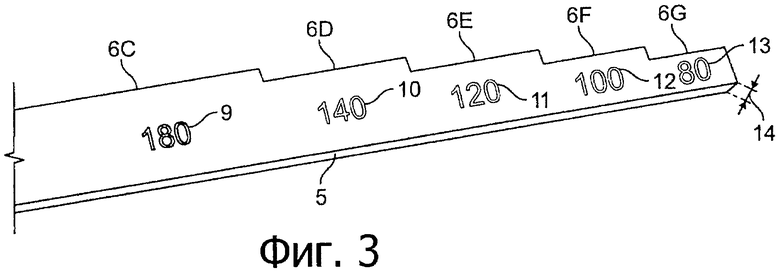
фиг.3 - вид в перспективе измерительного участка прибора для измерения износа роликовой цепи по фиг.1 в соответствии с возможным вариантом выполнения настоящего изобретения;
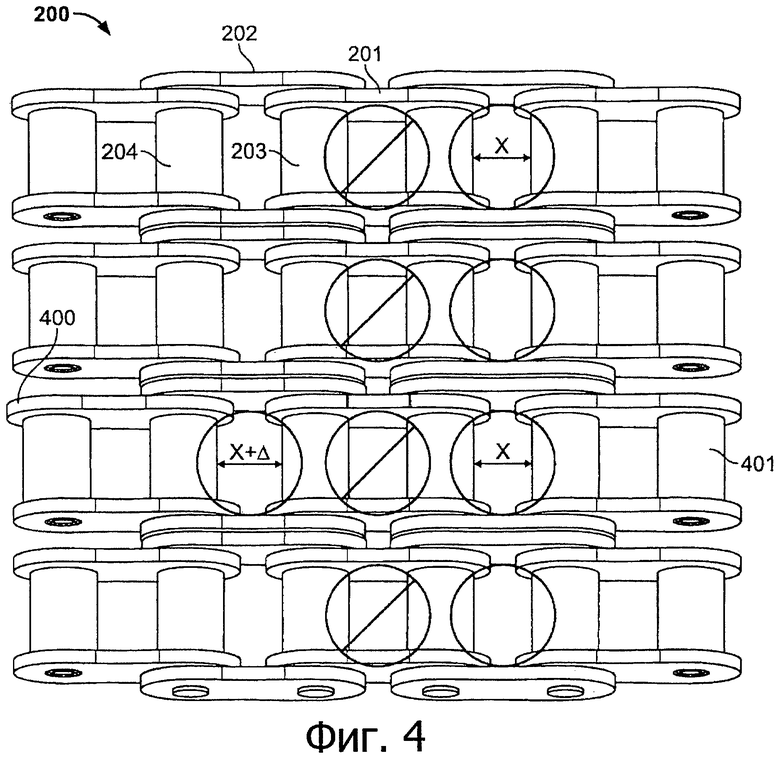
фиг.4 - вид сверху многоклетьевой роликовой цепи по фиг.2, иллюстрирующий, где производится измерение с использованием прибора для измерения износа роликовой цепи по фиг.1 в соответствии с предпочтительным вариантом выполнения настоящего изобретения;
фиг.5 - вид сбоку измерительного участка прибора для измерения износа роликовой цепи по фиг.1, вставленного между двумя соседними звеньями многоклетьевой роликовой цепи по фиг.4 в соответствии с предпочтительным вариантом выполнения настоящего изобретения;
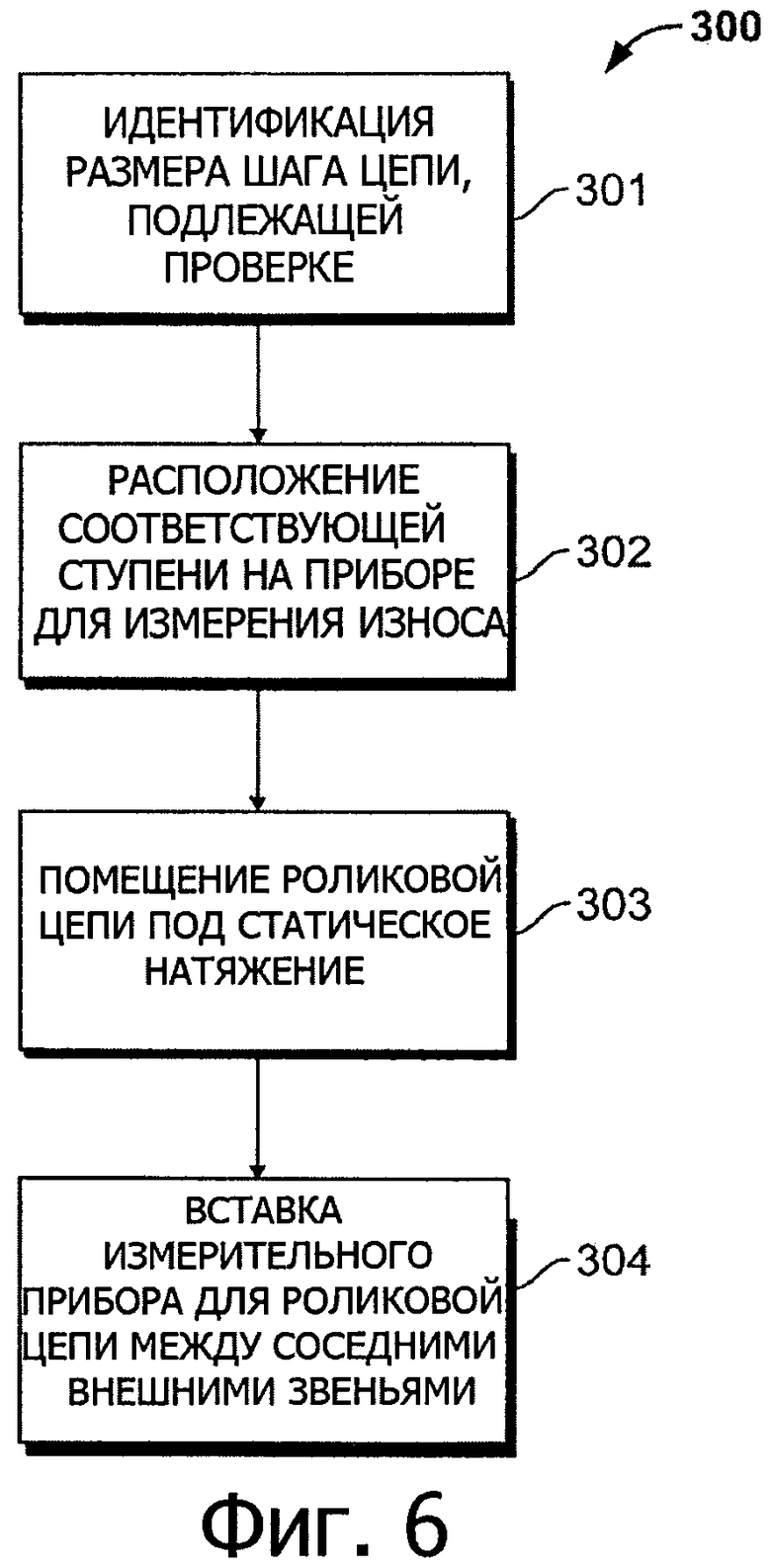
фиг.6 - блок-схема способа измерения износа роликовой цепи с использованием прибора для измерения износа роликовой цепи по фиг.1 в соответствии с одним вариантом выполнения настоящего изобретения;
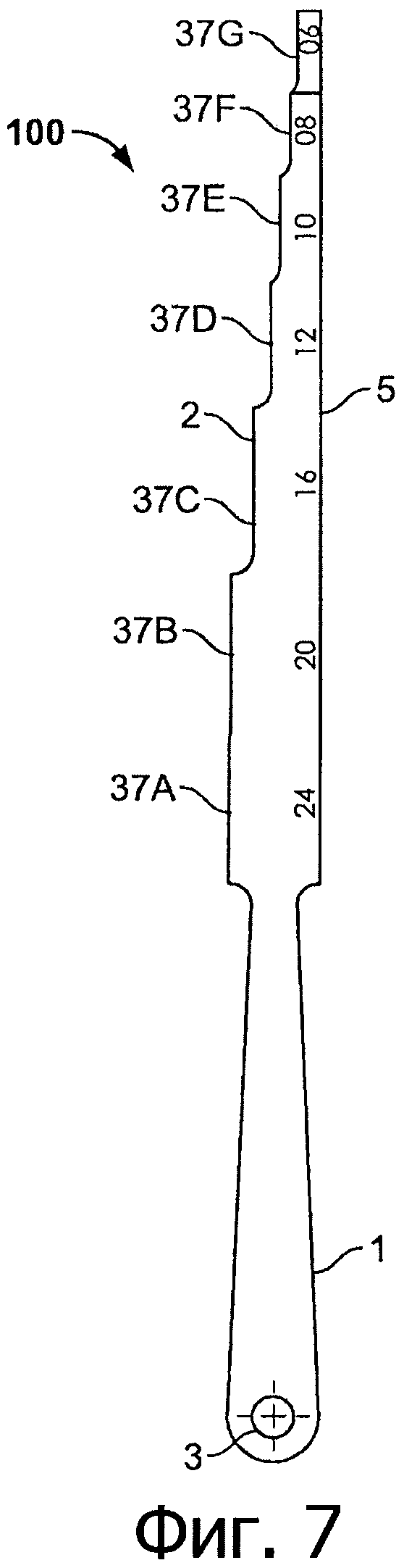
фиг.7 - вид спереди другого варианта выполнения прибора для измерения износа роликовой цепи по фиг.1 для измерения цепей размером с 06 по 20 по Британскому стандарту;
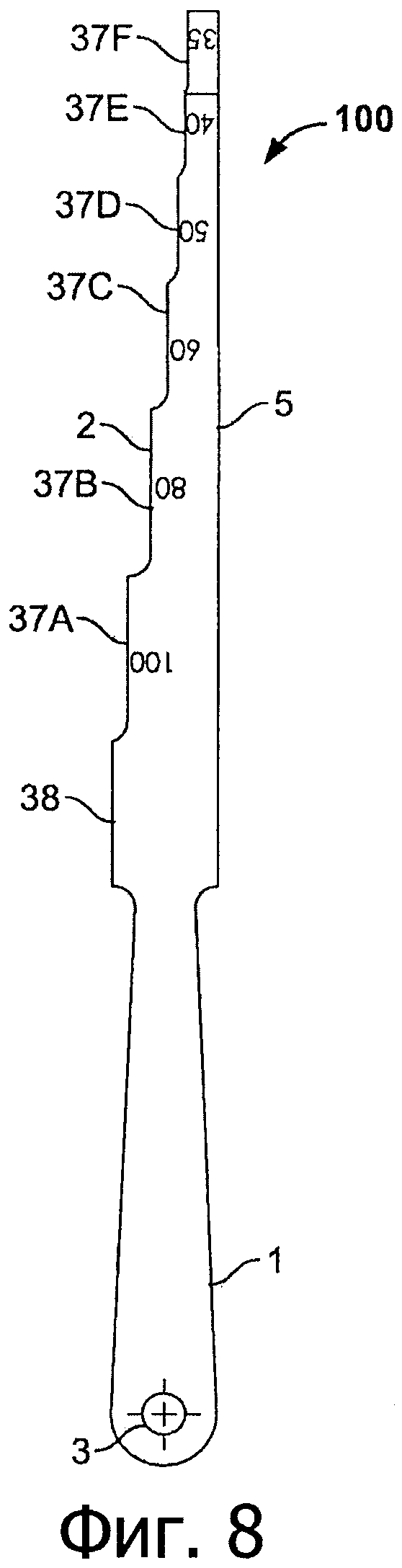
фиг.8 - вид спереди еще одного варианта выполнения прибора для измерения износа роликовой цепи по фиг.1 для измерения цепей размером с 35 по 100 по Американскому национальному стандарту ANSI.
Настоящее изобретение не ограничивается конкретными деталями показанного прибора, и могут предполагаться другие модификации и применения. В описанном здесь устройстве могут быть произведены дополнительные изменения без отклонения от истинного смысла в рамках изобретения.
Таким образом, планируется, что предмет приведенных выше описаний следует интерпретировать как иллюстративный не в ограничительном смысле.
На фиг.1 показан вид в перспективе прибора 100 для измерения износа роликовой цепи в соответствии с вариантом выполнения настоящего изобретения. Хотя дальше описывается прибор для измерения износа роликовой цепи, предполагается применение раскрываемого варианта выполнения и технологии, связанной с прибором для измерения износа цепи, используемого с любым типом цепи, пока износ может измеряться определением увеличенного расстояния, измеренного между различными звеньями цепи. В одном варианте выполнения прибор 100 для измерения износа роликовой цепи содержит цельный корпус с измерительным концом 2 и ручкой 1, соединенной с измерительным концом 2. В показанном варианте выполнения ручка 1 содержит захват 71 и круглые отверстия 3 и 4 для крепления измерительного прибора 100 к любой поверхности при помощи крепежных средств, таких как крюк, на стене или внутри ящика для инструмента (не показаны). Ручка 1 имеет закругленную ладонную часть и ребро 72 для ограничения конца направляющей 5 и стопора 7 для воздержания пользователя от проверки цепи, большей, чем та, что может быть измерена измерительным прибором 240, по фиг.1, от опускания ручки 1 между различными звеньями цепи 200, подлежащей измерению, как показано на фиг.2. На фиг.1 показан прибор 100 для измерения износа, вырезанный из тонколистовой или нержавеющей стали, изготовленной из предварительно закаленной стали. Также предполагается применение ручки 1 с толщиной, отличной от толщины измерительного конца 2.
Прибор 100 для измерения износа содержит измерительный конец 2 с множеством соседних и примыкающих калиброванных сегментов, показанных как 6A, 6B, …, 6H. Каждый из этих сегментов имеет измерительную длину и толщину, по меньшей мере, толщины цепи, подлежащей проверке. Роликовые цепи, как показано на фиг.1, описываются с использованием американского стандарта ANSI, где последняя цифра 0 применяется для стандартной цепи, 1 для легковесной цепи и 5 для втулочной цепи без ролика. Первая цифра (цифры) обозначают шаг цепи (или расстояние между двумя штифтами) в восьмых частях дюйма. На фиг.1 показан измерительный прибор 100 с последовательными сегментами 6A, 6B, …, 6G, имеющий маркировку 240, 200/264, 160, 180, 140, 120, 100, и 80 соответственно, соответствующую стандартным цепям 3, 2½, 2, 2¼, 1¾, 1½, 1¼ и 1 в дюймах, соответственно. На фиг.7 показан прибор 100 для измерения износа цепи, где каждый из сегментов 37A, 37B, …, 37G калиброван на основании Британских стандартов для обеспечения цепей, имеющих маркировку 24, 20, 16, 12, 10, 8, и 6 соответственно, соответствующую стандартным цепям с шагом 1 1/2, 1 1/4, 1, 3/4, 5/8, 1/2 и 3/8 в дюймах соответственно. На фиг.8 показан прибор 100 для измерения износа цепи, где каждый из сегментов 39A, 39, …, 39F включает маркировку 100, 80, 60, 50, 40 и 35, соответствующую стандартным цепям с 1 1/4, 1, 1/2, 5/8, 1/2 и 3/8 для втулочных цепей, в дюймах, соответственно. Каждая из этих трех моделей приборов 100 для измерения износа направлена на несколько возможных вариантов выполнения настоящего изобретения.
В одном варианте выполнения в измерительном приборе используется пластина толщиной 0,188 дюйма с наименьшим сегментом, имеющим толщину всего 1,173 дюйма. Для более крупных измерительных приборов, таких как показанные на фиг.1, измерительный прибор 100 имеет основную толщину 0,25 дюйма. Каждый сегмент 6A-H, как показано на фиг.1, имеет толщину измерения, показанную на фиг.5, как 30-35 и включает в себя маркировку измерения 9-13, как показано на фиг.3. В качестве типового варианта выполнения ширины каждого сегмента ниже приведена толщина каждого сегмента с допуском +0,002 дюйма и -0,000 дюйма:
Хотя показаны стандартные плоские цепи, предполагается применение любого типа геометрии цепи. Также не показано применение соединительного звена для замыкания роликовой цепи в конфигурацию в виде замкнутого контура с использованием штифта, удерживаемого при помощи С-образной скрепки, подгоночного штифта, действующего за счет трения, отогнутого звена или соединительного звена в виде пружинного зажима. Как показано, большинство роликовых цепей изготавливается из ровной углеродистой или легированной стали, но нержавеющая сталь также предполагается в других типах применений, где смазывание может представлять проблему.
В предпочтительном варианте выполнения измерительная маркировка наносится на среднем участке сегментов 6A-H так, чтобы скрывать измерение между боковыми пластинами 202 внешнего звена. Возвращаясь к фиг.1, измерительный конец 2 ограничивает на одной стороне корпуса измерительного прибора заднюю направляющую 5, образованную выравниванием первой стороны каждого из калиброванных сегментов 6A-H, а на противоположной стороне - ступенчатый функциональный узел, образованный второй стороной каждого из калиброванных сегментов 6A-H. При расположении различных калиброванных сегментов 6A-H в виде ступенчатого функционального узла сегмент с наименьшей шириной 6H расположен в самом дальнем от ручки 1 положении. Измерительный прибор 100 может быть использован для множества различных роликовых цепей 200 размеров, как показано, когда более мелкие сегменты пропускаются сквозь проверяемую область для достижения последующих сегментов, таких как 6F. Как показано на фиг.5, например, если должна быть измерена цепь #100, пользователь вставляет первый сегмент 6H, предназначенный для проверки роликовых цепей #80, сквозь отверстие между соседними звеньями, подлежащее измерению, до тех пор, пока ступенчатый функциональный узел сегмента 6F не достигнет внешнего ролика 203. Измерительная маркировка 9-13 на каждом из калиброванных сегментов 6A-H представляет размер цепи, подлежащей измерению, маркированным сегментом.
Фиг.4 представляет вид сверху многоклетьевой роликовой цепи по фиг.2, иллюстрирующий, где измеряется цепь с применением прибора 100 для измерения износа роликовой цепи по фиг.1 в соответствии с одним вариантом выполнения настоящего изобретения. На центральном участке роликовой цепи 200 показаны окружности с диагональной полосой. Участки цепи, которые не должны проверяться между двумя роликами 203, расположены на том же внешнем звене. Показанные окружности соответствуют многочисленным положениям, в какие места роликовой цепи 200 должен вставляться прибор 100 для измерения износа, для полной проверки роликовой цепи 200. Расстояние без износа обозначено X на фиг.4, а расстояние с износом - X+Δ, где символ Δ (коэффициент дельта) представляет маленькое изменение в виде приращения, связанное с изношенным звеном. В одном варианте выполнения изобретения коэффициент дельта составляет, по меньшей мере, 3% от размера отверстия цепи (т.е. шага) без износа для регулируемой приводной роликовой цепи и, по меньшей мере, 1,5% от цепи без износа для приводной роликовой цепи с фиксированным центром. В предпочтительном варианте выполнения измерительный конец 2 включает в себя восемь калиброванных сегментов 6A-H, а ширина калиброванного сегмента для цепей #200 и #264 равна и показана на 6В. В еще одном предпочтительном варианте выполнения, когда цепь достигает коэффициента дельта в 3%, цепь может начать перескакивать на другой зуб звездочки. Повреждения могут происходить при более низких значениях коэффициента дельта, таких как, например, 1,5%.
Позицией 400 на фиг.4 обозначена ситуация, где часть роликовой цепи 200 изношена. Внутреннее расстояние между внешней поверхностью втулок 203, 204, которое первоначально составляло X, становится X+Δ. Тогда измерительный прибор 100 проскальзывает в положение, показанное на фиг.5. В случае где роликовая цепь имеет размер #100 по Американскому размеру ANSI, приращение X+Δ позволяет секции 6F проскальзывать между штифтами 205, отдаленными на шаг износа Y+Δ до тех пор, пока маркировка 12 не скроется за внешней пластиной 202. На фиг.1 показан измерительный прибор 100, где направляющая 5 позволяет инструменту скользить без повреждения различных роликов или втулок 203 роликовой цепи 200, показанной на фиг.2. Также предполагается применение стопора 7 или множества стопоров или направляющих, размещенных вдоль измерительного конца 2 для облегчения вставки измерительного прибора 100 внутрь роликовой цепи 200 для снятия измерений.
Фиг.6 представляет блок-схему способа измерения износа роликовой цепи при помощи прибора для измерения износа роликовой цепи. Способ 300 измерения износа роликовой цепи включает в себя последовательные шаги идентификации 301 размера шага P цепи 100, подлежащей проверке, расположения 302 соответствующей ступени 6A-G на приборе 100 для измерения износа роликовой цепи, как описано выше, помещения 303 роликовой цепи 200 под статическое натяжение и вставки 304 прибора 100 для измерения износа роликовой цепи последовательно между соседними внешними звеньями.
Специалисты в данной области техники признают, что, хотя описание было проиллюстрировано в связи с предпочтительными вариантами выполнения и способами, нецелесообразно ограничивать изобретение указанными вариантами выполнения и способами. Напротив, задача настоящего описания - покрыть все модификации и варианты выполнения, не раскрытые в полном объеме.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬНАЯ ЦЕПНАЯ СТОЙКА СО СТАНДАРТНЫМ ПОДШИПНИКОМ | 2009 |
|
RU2530204C2 |
| РУКОЯТКА УПРАВЛЕНИЯ МЕДИЦИНСКИМ УСТРОЙСТВОМ С МНОЖЕСТВОМ ПРОВОЛОК НАТЯЖЕНИЯ | 2012 |
|
RU2594817C2 |
| РЕГУЛИРОВОЧНОЕ УСТРОЙСТВО ДИСКОВОГО ТОРМОЗА И ДИСКОВЫЙ ТОРМОЗ С УКАЗАННЫМ УСТРОЙСТВОМ | 2015 |
|
RU2651963C1 |
| УПРАВЛЯЕМЫЙ/АВТОНОМНЫЙ РАЗМЕТОЧНЫЙ МОСТ | 2006 |
|
RU2367625C1 |
| САМОФИКСИРУЮЩАЯСЯ РУКОЯТКА УПРАВЛЕНИЯ МЕДИЦИНСКОГО УСТРОЙСТВА С МЕХАНИЗМОМ СЦЕПЛЕНИЯ С КУЛАЧКОВЫМ ПРИВОДОМ | 2012 |
|
RU2608440C2 |
| УСТРОЙСТВА И СПОСОБЫ ДЛЯ ИЗМЕРЕНИЯ ШЕЙКИ МАТКИ | 2010 |
|
RU2556524C2 |
| МНОГОФУНКЦИОНАЛЬНАЯ МАШИНА ТРЕНИЯ (ВАРИАНТЫ) | 2015 |
|
RU2624992C2 |
| СИСТЕМА И СПОСОБ ДВУХМЕРНОГО И ТРЕХМЕРНОГО ОТОБРАЖЕНИЯ ДЛЯ ПРОВЕРКИ ПЕЧНОЙ ТРУБЫ | 2005 |
|
RU2392658C2 |
| ИЗОГНУТАЯ ВО МНОЖЕСТВЕ НАПРАВЛЕНИЙ БАЛКА, УСТРОЙСТВО РОЛИКОВОГО ФОРМОВАНИЯ И СПОСОБ | 2009 |
|
RU2503517C2 |
| СКРЫТЫЙ ОКОННЫЙ СПРИНКЛЕР | 2020 |
|
RU2816231C2 |
Настоящее изобретение относится к области дефектологии и направлено на создание простого и легкого в изготовлении и в использовании ручного прибора, способного измерять точный износ роликовых цепей различных размеров, что обеспечивается за счет того, что прибор для измерения износа роликовых цепей содержит цельный корпус с измерительным концом и ручкой, присоединенной к измерительному концу. При этом измерительный конец включает множество соседних и соприкасающихся калиброванных сегментов для ввода между соседними внешними звеньями в звене роликовой цепи. Каждый из калиброванных сегментов имеет измерительную длину, измерительную ширину и измерительную маркировку. Измерительный конец каждого из калиброванных сегментов определяет на одной стороне заднюю направляющую, образованную при помощи выравнивания первой стороны каждого из калиброванных сегментов, и ступенчатый функциональный узел, образованный при помощи второй стороны каждого из калиброванных сегментов. 2 н. и 8 з.п. ф-лы, 8 ил.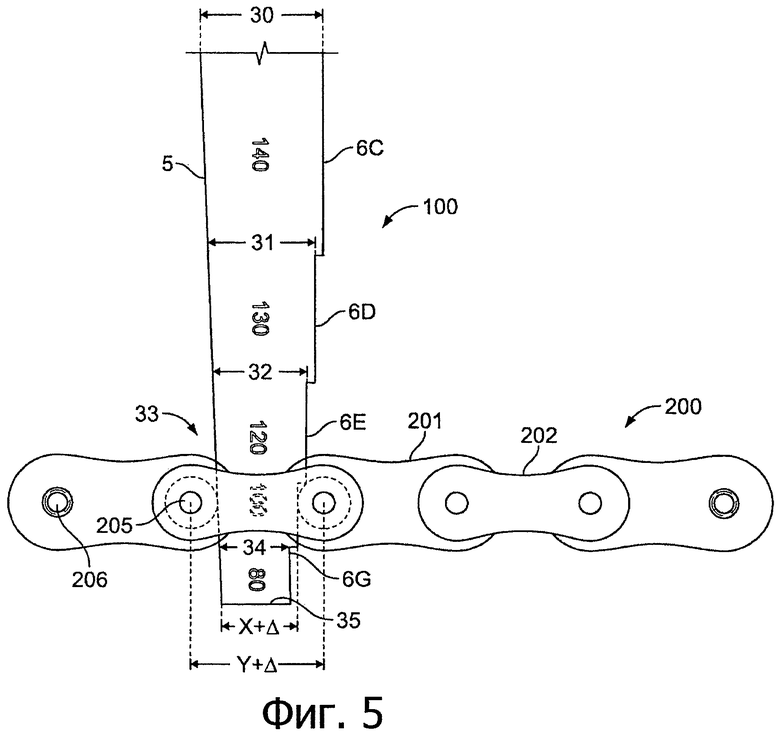
1. Прибор для измерения износа роликовой цепи, содержащий: цельный корпус с измерительным концом и ручку, соединенную с измерительным концом, в котором измерительный конец включает множество соседних и соприкасающихся калиброванных сегментов для ввода между соседними внешними звеньями в звене роликовой цепи, каждый из калиброванных сегментов имеет измерительную длину, измерительную ширину и измерительную маркировку, причем измерительный конец ограничивает на одной стороне заднюю направляющую, образованную выравниванием на первой стороне каждого из калиброванных сегментов, и ступенчатого функционального узла, образованного второй стороной каждого из калиброванных сегментов.
2. Прибор по п.1, в котором измерительная маркировка на каждом из калиброванных сегментов представляет размер цепи, подлежащей измерению, маркированным сегментом.
3. Прибор по п.2, в котором измерительная ширина каждого из калиброванных сегментов является размером отверстия цепи, подлежащей измерению, маркированным сегментом, без износа плюс коэффициент износа дельта.
4. Прибор по п.3, в котором коэффициент дельта составляет, по меньшей мере, 3% от размера отверстия цепи без износа для регулируемой приводной роликовой цепи.
5. Прибор по п.3, в котором коэффициент дельта составляет, по меньшей мере, 1,5% от размера отверстия цепи без износа для приводной роликовой цепи с фиксированным центром.
6. Прибор по п.1, в котором измерительный конец содержит восемь калиброванных сегментов с маркировкой измерений 240, 200/264, 160, 180, 140, 120, 100 и 80 соответственно.
7. Прибор по п.6, в котором ширина калиброванных сегментов 200 и 264 равна.
8. Прибор по п.1, в котором измерительный конец содержит семь калиброванных сегментов с маркировкой измерений 24, 20, 16, 12, 10, 08 и 06 соответственно.
9. Прибор по п.1, в котором измерительный конец содержит шесть калиброванных сегментов с маркировкой измерений 100, 80, 60, 50, 40 и 35 соответственно.
10. Способ измерения износа роликовой цепи, в котором идентифицируют размер шага цепи, подлежащей проверке, располагают на роликовой цепи соответствующую ступень прибора для измерения износа роликовой цепи, содержащего цельный корпус с измерительным концом и ручку, соединенную с измерительным концом, в котором измерительный конец включает множество соседних и соприкасающихся калиброванных сегментов для ввода между соседними внешними звеньями в звене роликовой цепи, каждый из калиброванных сегментов имеет измерительную длину, измерительную ширину и измерительную маркировку, причем измерительный конец ограничивает на одной стороне заднюю направляющую, образованную выравниванием на первой стороне каждого из калиброванных сегментов, помещают роликовую цепь под статическое натяжение и вводят прибор для измерения износа роликовой цепи последовательно между соседними внешними звеньями.
| US 5199180 A, 06.04.1993 | |||
| US 4888876 A, 26.12.1989 | |||
| US 4150488 A, 24.04.1979 | |||
| JP 11248401 A, 17.09.1999 | |||
| US 6178824 B1, 30.01.2001 | |||
| Прибор для определения удлинения и длины втулочно-роликовых цепей | 1977 |
|
SU905608A2 |

