Уровень техники
Настоящее изобретение относится к изогнутым во множестве направлений балкам, а также машине для роликового формования и способам образования изогнутых во множестве направлений балок и конструктивных элементов таких, как могут использоваться в качестве усиливающих балок бамперов, рам транспортных средств и нелинейных конструктивных элементов. Настоящее изобретение дополнительно относится к балкам и конструктивным элементам, изготовленным с помощью них. Настоящее изобретение не ограничено только усиливающими балками бамперов и/или рамами транспортных средств, а также машиной и способам образования/изготовления только этих элементов.
Роликовое формование может быть особенно экономически эффективным способом изготовления удлиненных балок и конструктивных элементов (швеллерных и трубчатых), так как роликовое формование обеспечивает массовое производство больших объемов с относительно менее дорогостоящей оснасткой и более долговечной оснасткой (по сравнению со штамповочными пуансонами, особенно когда формуются высокопрочные материалы, которые быстро износят штамповочные пуансоны). Однако, роликовое формование имеет ограничения, например ограниченную способность к формованию нелинейных изделий.
Известно несколько способов для образования изгибов и изогнутых удлиненных конструктивных элементов. Например, см. патент США № 5,092,512 на имя Sturrus, патент США № 5,454,504 на имя Sturrus и опубликованную заявку на патент США 2006/0277960 на имя Лайонс, которые раскрывают способы придания изгиба(ов) сплошной балке, выполненной из высокопрочного материала, имеющей прочность и форму, подходящие для использования в качестве усиливающей балки бампера. Однако, эти способы ограничены выполнением балок, изогнутых для образования однонаправленных вогнутых форм. Эти способы не способны образовать балку с чередующимися (туда и обратно) изгибами, которые выполнены в противоположных направлениях от сформованной роликами, продольной оси.
В частности, трудности единообразного формования посредством гибки балок и конструктивных элементов в нелинейные формы значительно увеличиваются, когда размер и изгибающий момент конструкционной балки увеличиваются, например, когда балка имеет трубчатое поперечное сечение, большее чем 50 мм × 50 мм, и/или когда листовой материал имеет высокую прочность (например, прочность на растяжение, большую чем около 60 тысяч фунтов на кв. дюйм, вплоть до прочности на растяжение 220 тысяч фунтов на кв. дюйм), и/или когда согнутый изгиб является относительно острым, например, образуя радиус меньше чем 1500 мм, и/или когда толщины листов больше чем 2 мм, особенно для комбинаций вышеприведенного.
Раскрытие изобретения
В одном аспекте настоящего изобретения, машина для роликового формования включает в себя устройство роликового формования с роликами для формования листа стального материала в конструкционную балку, задающую продольную линию. Машина дополнительно включает в себя гибочную станцию, расположенную в линию с устройством роликового формования, причем гибочная станция включает в себя устройство образования изгибов для избирательной гибки конструкционной балки в первом направлении от продольной линии и во втором направлении, противоположном первому направлению, от продольной линии, при непрерывно работающем устройстве для роликового формования.
В другом аспекте настоящего изобретения, гибочная станция предусмотрена для гибки участков балки от продольной линии, заданной балкой. Гибочная станция включает в себя основную раму и устройство образования изгибов, включающее в себя вспомогательную раму, функционально поддерживаемую на основной раме для перемещения в первое положение для гибки первого участка балки в первом направлении от продольной линии и для перемещения во второе положение для гибки второго участка балки во втором направлении от продольной линии, при этом второе направление находится на стороне, противоположной первому направлению.
В другом аспекте настоящего изобретения, способ роликового формования включает этапы: роликового формования листа материала в сплошную балку, задающую осевую линию; и гибки первого участка сплошной балки в первом направлении от продольной линии и гибки второго участка сплошной балки от продольной линии во втором направлении, отличном от первого направления, во время этапа роликового формования.
В более узком аспекте настоящего изобретения, способ включает образование рамы, включающей в себя балку с первым и вторым противоположно изогнутыми участками.
В более узком аспекте настоящего изобретения, балка образует усиливающую балку бампера и/или элемент рамы транспортного средства.
В более узком аспекте настоящего изобретения, энергопоглощающий установочный кронштейн бампера присоединен к балке на конце балки.
В более узком аспекте настоящего изобретения, балка является трубчатой и имеет размер поперечного сечения в направлении изгиба, который составляет по меньшей мере около 25 мм. Более того, прочность материала предпочтительно является прочностью на растяжение по меньшей мере около 60 тысяч фунтов на кв. дюйм для обеспечения большого отношения предела прочности к массе.
Задачей настоящего изобретения является создание балки, либо швеллерной, либо трубчатой, выполненной из стального листового материала (или имеющего аналогичную или большую прочность на растяжение) и с поперечным сечением существенного размера (например, 2 дюйма или больше в направлении сгибания), причем балка изогнута туда и обратно в противоположных направлениях от сформованной роликами, продольной оси во время процесса роликового формования.
Задачей настоящего изобретения является создание машины и способа, позволяющих гнуть балку с существенной прочностью материала и прочностью на поперечный изгиб со схемой гибки туда и обратно, включая изогнутые участки, изогнутые в противоположных направлениях от сформованной роликами, продольной оси.
Задачей настоящего изобретения является изготовление рамы, используя балочные элементы с изгибами туда и обратно, как указано выше.
Задачей настоящего изобретения является обеспечение внутренних и/или внешних стабилизаторов в машине для роликового формования, чтобы позволить машине выполнять в большей степени острые изгибы в балке, при этом сохраняя точность размеров и постоянство поперечного сечения балки.
Эти и другие аспекты, задачи и признаки настоящего изобретения будут понятными специалистам в данной области при изучении приведенного ниже описания изобретения, формулы изобретения и прилагаемых чертежей.
Краткое описание чертежей
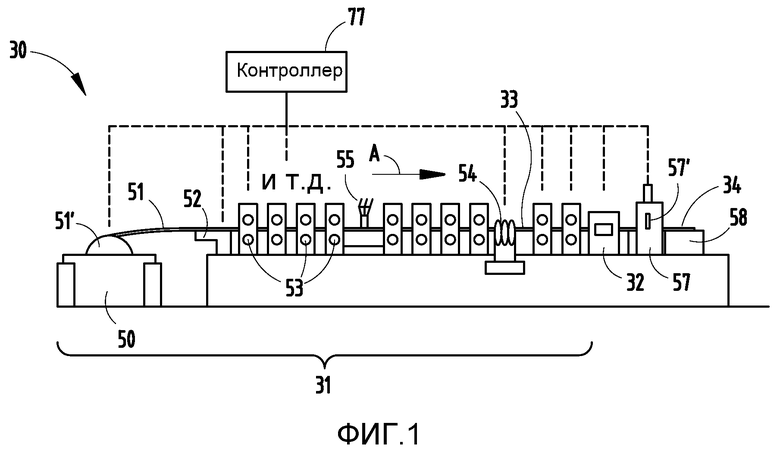
Фиг.1 представляет собой вид сбоку машины для роликового формования, включающей в себя станцию для двунаправленной гибки, согласно настоящему изобретению.
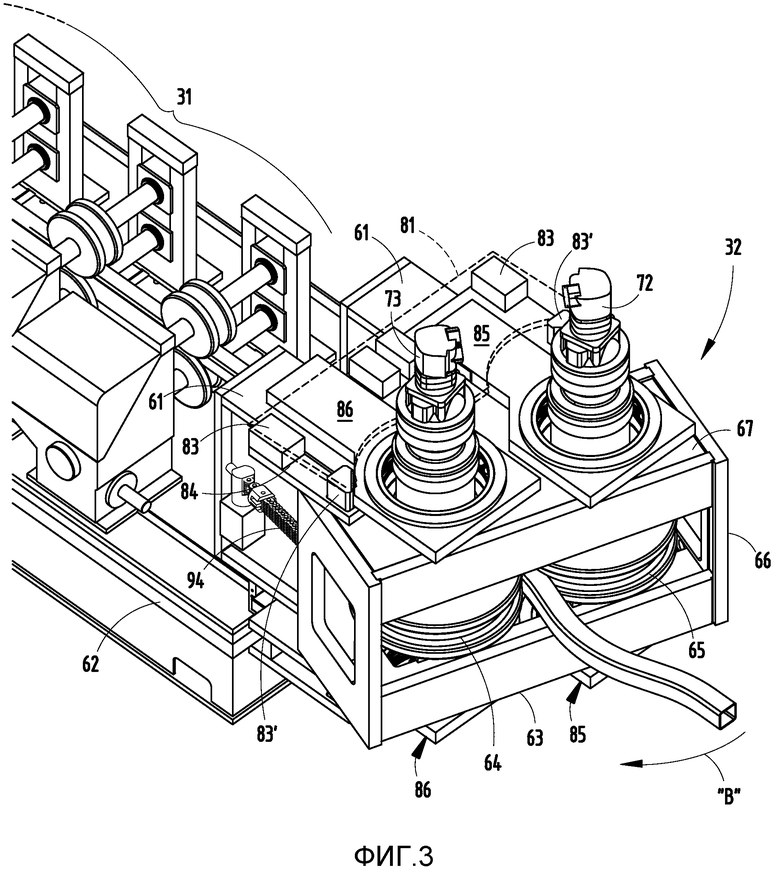
Фиг.2-3 представляют собой виды в перспективе конца машины для роликового формования, включающей в себя станцию для двунаправленной гибки, показанной на фиг.1, при этом на фиг.3 удалены элементы, чтобы лучше показать элементы под ними.
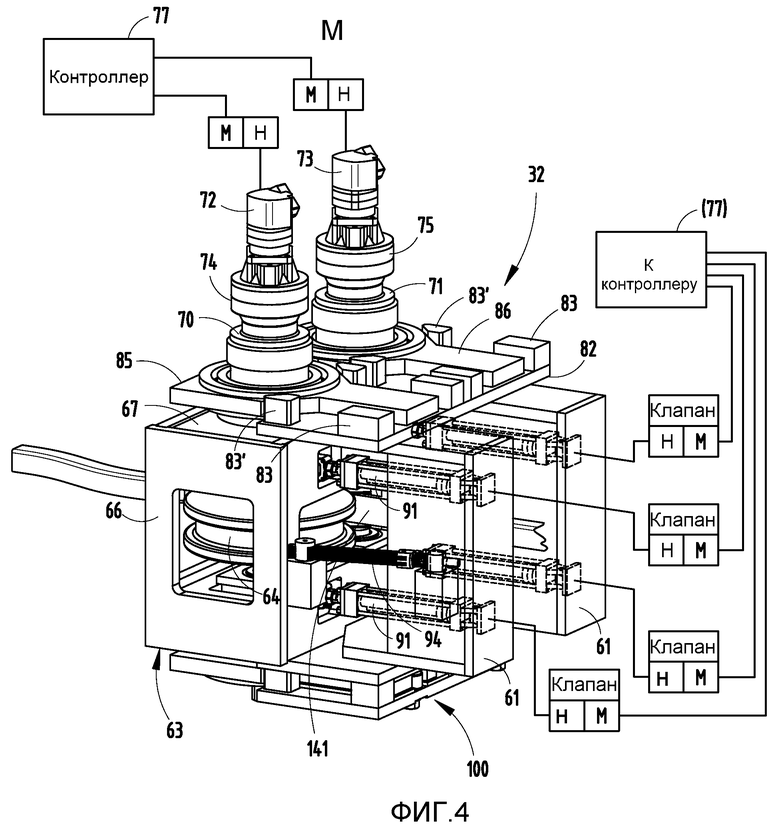
Фиг.4-5 представляют собой вид в перспективе и вид сверху гибочной станции, показанной на фиг.3 в исходном положении, в котором сплошная балка остается линейной, когда она проходит через гибочную станцию.
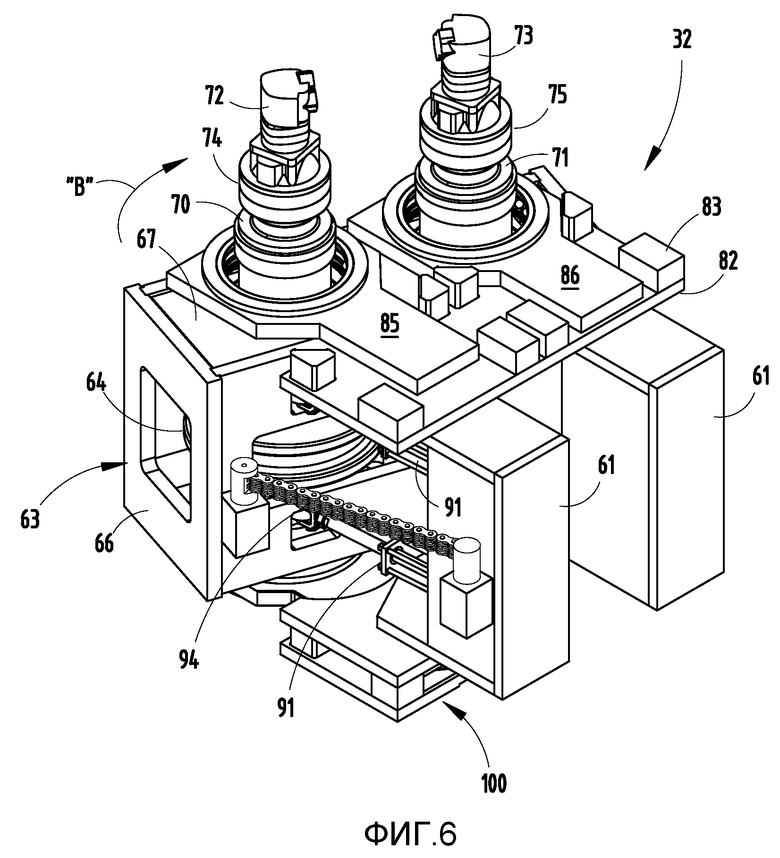
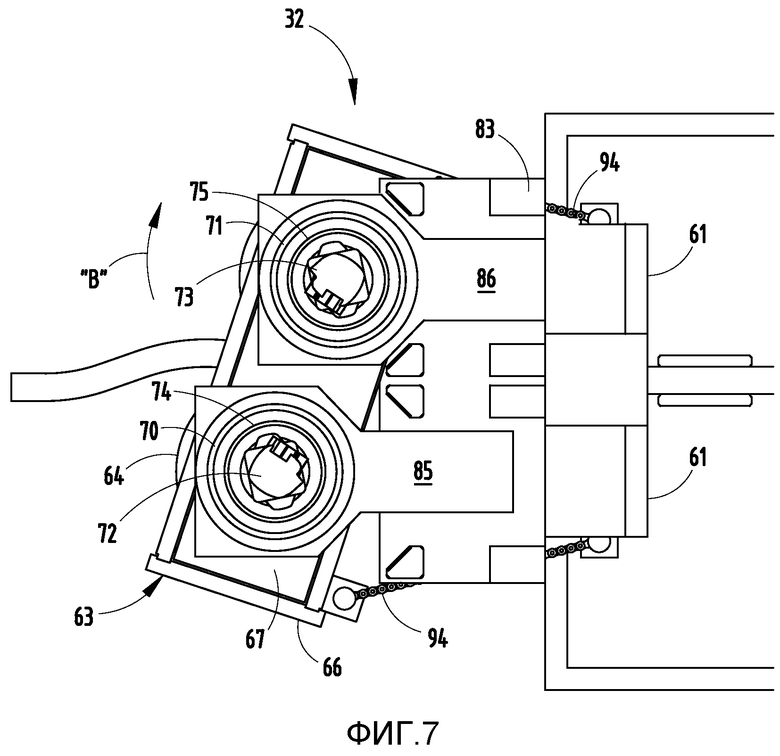
Фиг.6-7 представляют собой вид в перспективе вид и вид сверху гибочной станции аналогично фиг.2-3 в первом положении, в котором сплошная балка изогнута в первом направлении «B» от ее сформованной роликами продольной оси.
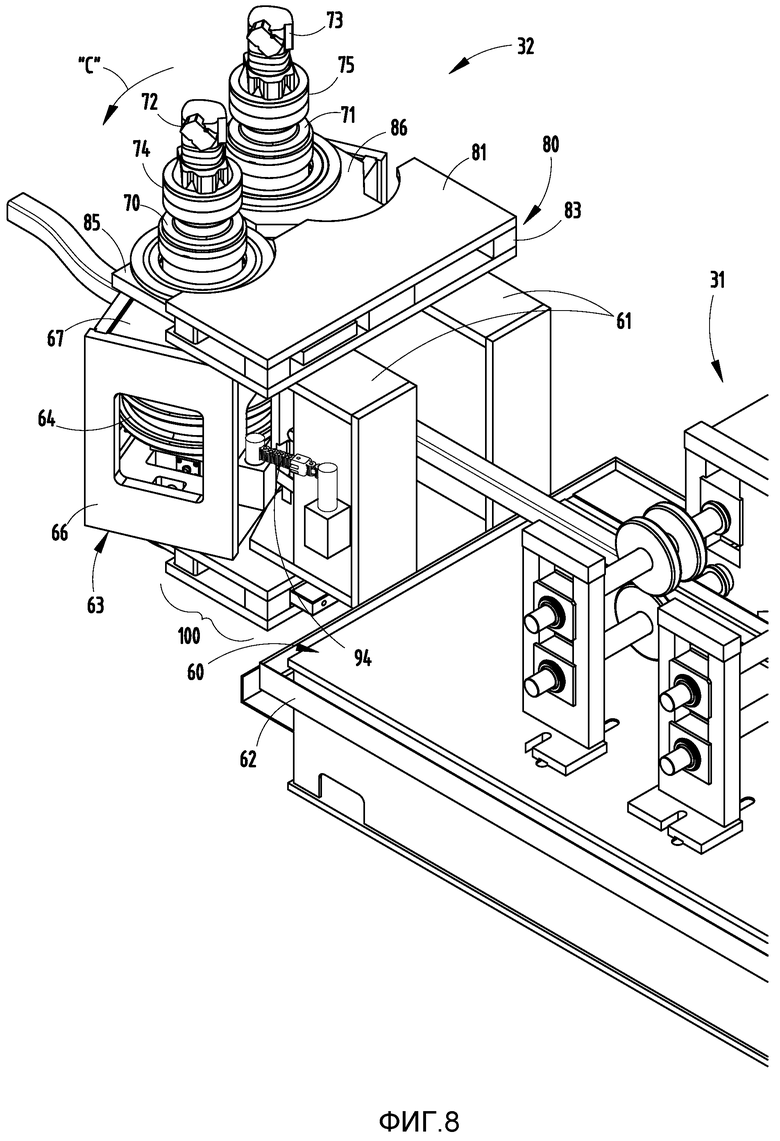
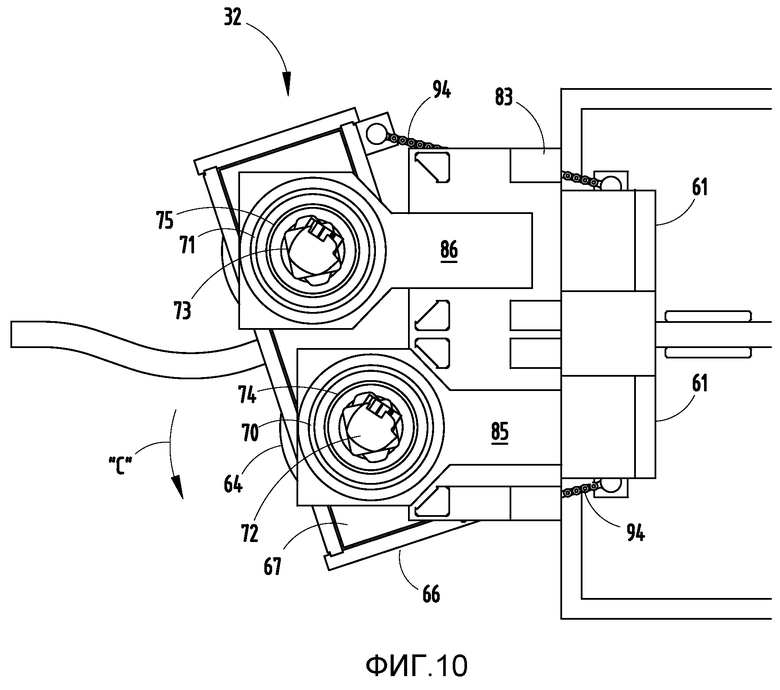
Фиг.8-10 представляют собой два вида в перспективе и вид сверху гибочной станции, показанной на фиг.3 во втором положении, в котором сплошная балка изогнута во втором направлении «C», противоположном первому направлению, и от ее сформованной роликами продольной оси.
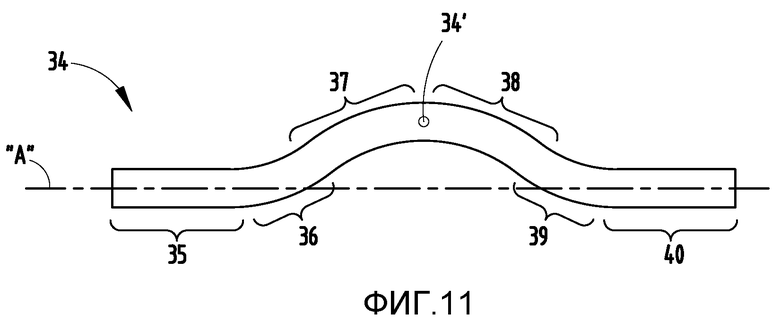
Фиг.11 представляет собой вид сверху усиливающей балки бампера (также называемой «балочным звеном»), образованной в двух направлениях с помощью машины, показанной на фиг.1, таким образом, что концевые участки балки являются коллинеарными, а центральный участок смещен.
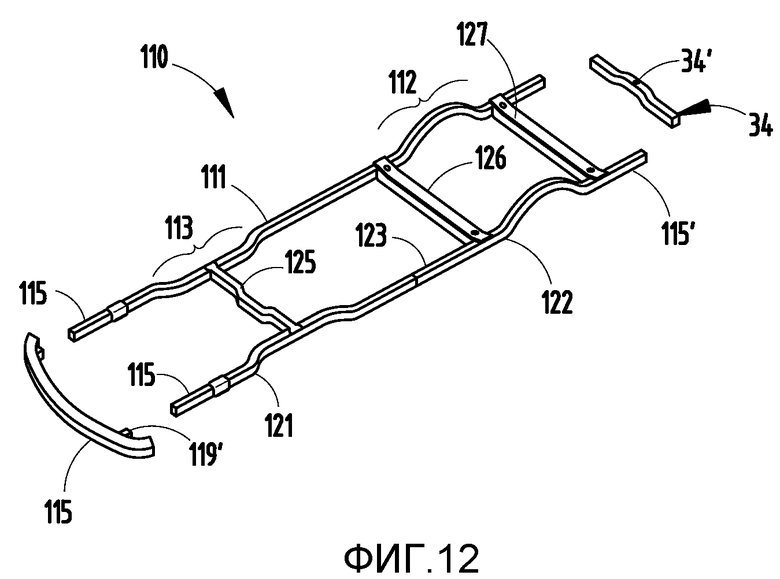
Фиг.12 представляет собой вид в перспективе рамы транспортного средства, включающей в себя изогнутые в двух направлениях балочные элементы, которые сварены друг с другом вместе с установочными кронштейнами (например, для установки усиливающих балок бамперов) для образования законченной рамы транспортного средства.
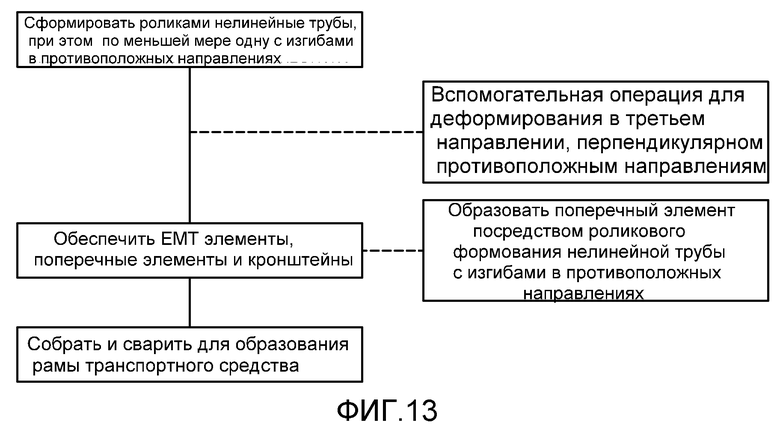
Фиг.13 представляет собой схематичную блок-схему, показывающую способ/процесс изготовления рамы транспортного средства.
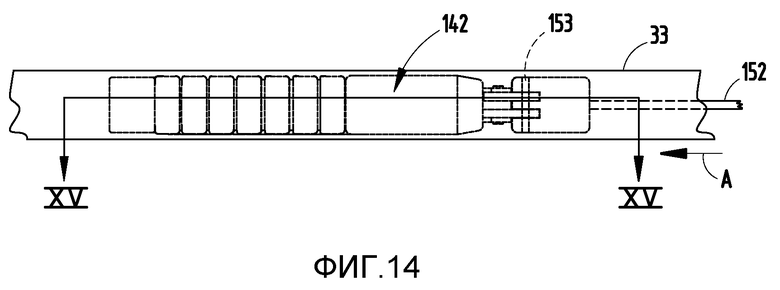
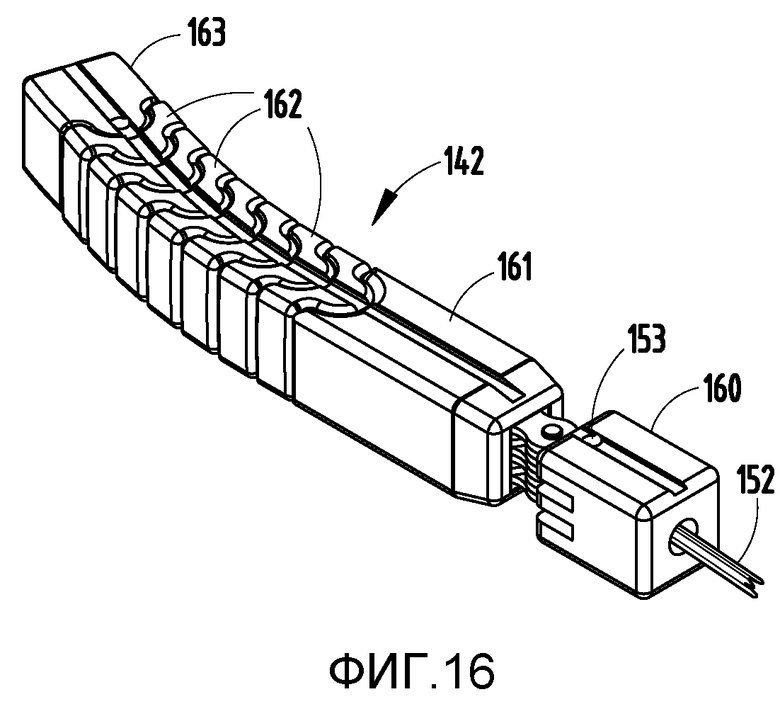
Фиг.14-18 представляют собой виды сбоку, сверху в разрезе, в перспективе, в перспективе с разнесением элементов и в перспективе с пунктирными линиями внутренней оправки, а фиг.19 представляет собой вид модифицированного звена, показанного на фиг.17.
Фиг.20-28 являются аналогичными фиг.2-10, но показывают другой вариант осуществления станции для двунаправленной гибки.
Фиг.29-30 представляют собой виды в перспективе гибочной вспомогательной рамы и узла, при этом на фиг.30 некоторые элементы удалены, чтобы лучше показать другие элементы внутри.
Подробное описание предпочтительных вариантов осуществления изобретения
Предложена машина 30 для роликового формования (фиг.1), которая включает в себя устройство 31 роликового формования (также называемое «роликовым формовочным устройством») для образования сплошной балки 33 вдоль линейного направления «A» и гибочную станцию 32, расположенную в линию с устройством 31 роликового формования, для гибки (т.е. изгибания в продольном направлении) сплошной балки 33 в первом и втором противоположных направлениях относительно продольной оси сплошной балки (также называемый здесь «двунаправленным изгибом» или «двунаправленным изгибом») «на ходу» во время непрерывной работы устройства 31 роликового формования. Также, предложен соответствующий способ роликового формования, включающий этапы роликового формования листа материала в сплошную балку и гибки первого и второго участков балки в противоположных направлениях относительно продольной оси. А именно, машина для роликового формования может образовать балку с наличием любого количества различных изогнутых участков в зависимости от функциональных требований применения, где будет использоваться конструкционная балка, как рассмотрено ниже. Машина для роликового формования, включающая в себя гибочную станцию, является прочной и, следовательно, является способной формовать множество металлических материалов, имеющих различные прочности (например, прочность на растяжение 40 тысяч фунтов на кв. дюйм или меньше, вплоть до материалов с прочностью на растяжение 220 тысяч фунтов на кв. дюйм или больше) и многие различные размеры, включая большие поперечные сечения балки (например, 40 мм × 150 мм, или 40 мм × 40 мм, или 80 мм × 120 мм), и многие различные формы поперечных сечений (например, «B»-образные, «D»-образные, «C»-образные или другие формы поперечного сечения). Показанная сплошная балка 33 разрезается на балочные звенья 34 (также называемые «усиливающими балками», или «конструкционными балками», или «балками бампера»), имеющие длину и форму, подходящую для использования в качестве усиливающих балок бамперов.
Приведенная в качестве примера усиливающая балка 34 бампера (фиг.11) выполнена из высокопрочного материала, например, стали с прочностью на растяжение 60 тысяч фунтов на кв. дюйм, с толщиной стенки около 2 мм толщины листа и имеет трубчатую форму поперечного сечения с шириной 80 мм и аналогичной высотой (в установленном на транспортном средстве состоянии). Балка 34 может использоваться в качестве усиливающей балки бампера и может включать в себя отверстие 34', например, для поддержания сцепного устройства/шара сцепного устройства прицепа. Показанная балка имеет поперечное сечение, образующее одну трубу, но предполагается, что балка может образовывать множество труб (например, «B»-образная) или открытый канал (например, «C»-образная). Показанная балка 34 образована с помощью машины 30 для роликового формования и имеет множество участков 35-40, при этом участки 36/37 изгибаются на гибочной станции в противоположных направлениях, а участки 38/39 изгибаются в противоположных направлениях в качестве части процесса гибки одновременно с и во время процесса роликового формования. Как показано, балка 34 может использоваться в качестве усиливающей балки бампера, при этом концы 35 и 40 содержат приваренные установочные кронштейны (конкретно не показаны), которые выполнены для присоединения к транспортному средству. Многие установочные кронштейны бамперов являются известными в данной области техники, таким образом их подробное рассмотрение не требуется.
В частности, центральный участок 37/38 образует одну плоскость с концами 35 и 40, но центральный участок 37/38 изогнут в смещенное положение относительно концов 35 и 40 в качестве части операции роликового формования и гибки. Центральный участок 37/38 дополнительно может быть сформован во время вспомогательной операции для размещения центрального участка 37/38 сзади, а также ниже выровненных концов 35 и 40 (при этом верхняя и нижняя поверхности поддерживаются в горизонтальном расположении в установленном на транспортном средстве состоянии). Это обеспечивает возможность использования одной поперечной балки (34) для поддержания сцепного устройства (и дышла прицепа) (см. отверстие 34' для размещения шарового сцепного устройства), а также обеспечивает надлежащую высоту и продольное положение сцепного устройства относительно рамы транспортного средства. Более того, это обеспечивает возможность оптимального расположения всех взаимно перпендикулярных стенок балки (34) в горизонтальном и вертикальном положениях для поддержания веса.
Множество различных рамных и конструктивных элементов может быть изготовлено с использованием идей, включенных в форму балки 34. Например, на фиг.12 показана рама транспортного средства, в которой элементы 111, 121, 125-127 сварены (или соединены болтами) друг с другом для образования главной рамы пассажирского транспортного средства (см. фиг.12), включая элементы для обеспечения свободного пространства для размещения колес транспортного средства и для обеспечения оптимальной нелинейной опоры для его двигателя и элементов подвески транспортного средства. А именно, изогнутые в двух направлениях участки балки, выполненные с помощью настоящей машины 30 для роликового формования, могут использоваться для образования боковых рамных элементов и поперечных балочных элементов. Каждая из показанных балок включает в себя стратегически размещенные изгибы, при этом по меньшей мере два изгиба образованы в противоположных направлениях относительно продольной оси сплошной балки. Предполагается, что может быть изготовлено большое количество дополнительных конструктивных рамных элементов и компонентов, включая рамы для спортивных транспортных средств, таких как снегоходы и вездеходные транспортные средства; рамы для других транспортных средств, таких как сельскохозяйственные машины и оборудование, грузовые автомобили, поезда и любые сухопутные, водные, воздушные и/или снегоходные транспортные средства; другие конструктивные элементы для транспортных средств, такие как дуги крыши кузова, дверные балки и тому подобное; конструктивные элементы для мебели, например для панелей перегородок, письменных столов, комплексного конторского оборудования и тому подобного; и множество других конструктивных элементов, которые являются удлиненными и требуют двунаправленного сгибания по меньшей мере в двух местах.
Более конкретно, что касается машины 30 для роликового формования (фиг.1), разматывающее устройство 50 подает листовой материал 51 из рулона 51' на правильное устройство 52 (и/или штамп для предварительного пробивания) и в устройство 31 роликового формования. Ролики 53 формуют листовой материал 51 в требуемую форму поперечного сечения, например в сплошную балку 33, образующую одну «D»-образную трубу. Сварочное устройство 54 (дополнительное, использующееся для постоянной фиксации трубы с замкнутым трубчатым поперечным сечением) сваривает листовой материал в форму постоянной трубы. Расположенное ближе по ходу закрепляющее устройство 55 (дополнительное, использующееся, если внутренние оправки являются необходимыми для поддержания формы трубчатой балки во время гибки) поддерживает расположенную дальше по ходу растяжку для фиксации внутренней(их) оправки(ок) в неподвижном положении дальше по ходу (см. фиг.14-19).
Гибочная станция 32 присоединена с последовательным расположением на конце устройства 31 роликового формования и включает в себя гибочные ролики для избирательной гибки/деформации сплошной балки 33 в любом из противоположных направлений относительно продольной оси сплошной балки 33. Отрезное устройство 57 принимает изогнутую в двух направлениях балку 33 и разрезает ее в выбранных местах относительно изгибов, образованных в изогнутой в двух направлениях балке 33, для получения балочных звеньев 34, имеющих требуемую длину и с изогнутыми участками, находящимися в стратегических местах вдоль балочных звеньев 34. Показанное изогнутое в двух направлениях балочное звено 34 включает в себя участки 35-40 (фиг.11), лежащие в общей плоскости, при этом участки 36-39 деформированы (по направлению к плоскости листа и от плоскости листа, как показано на фиг.1), таким образом элементы бамперов способны лежать на (и непрерывно поддерживаются на) поддерживающем элементе 58 стола с плоской верхней частью, когда они отделяются отрезным устройством 57 с гильотинным режущим элементом 57'.
Гибочная станция 32 (фиг.2) включает в себя опорную раму 60 с парой закрепляющих стоек 61, прикрепленных к станине 62 устройства 31 роликового формования, и дополнительно включает в себя коробчатую вспомогательную раму 63 для функционального подвижного поддержания изгибающих роликов 64 и 65 для гибки для двойного вращательного и поступательного перемещения на несущих конструкциях 80 и 100 рамы 60.
Вспомогательная рама 63 включает в себя торцевые плиты 66 и верхнюю/нижнюю поперечные плиты 67, а также переднюю/заднюю поперечные плиты 67', собранные для образования коробчатой конструкции с изгибающими роликами 64 и 65 для гибки, расположенными внутри. Валы 68 и 69 (см. продольные оси, обозначенные на фиг.2) проходят через и регулируемым образом поддерживают изгибающие ролики 64 и 65 для гибки. Каждый из валов 68 и 69 включает в себя концы, которые проходят через подшипники 70 и 71, для поддержания регулируемым образом на поперечных плитах 67. Насосы/электродвигатели 72 и 73 присоединены к верхнему концу валов 68 и 69. Электродвигатели 72 и 73 функционально соединены с и независимо управляются контроллером 74 для регулируемой частоты вращения (см. фиг.4). Корпусы электродвигателей 72 и 73 прикреплены к вспомогательной раме 63 посредством конструктивных кожухов (конкретно не показаны, но находятся в области позиций 74 и 75).
Вспомогательная рама 63 функционально поддерживается для двойного вращательного и поступательного перемещения посредством регулируемой опорной конструкции, которая сцепляется с несущими конструкциями 80 и 100 на раме 60, как показано на фиг.5, 7 и 10 (и фиг.2-10, в общем). Более конкретно, вспомогательная рама 63 поддерживается в исходном положении (фиг.4-5, причем ролики 64 и 65 задают линию, перпендикулярную продольному направлению «A» балки 33, когда балка 33 формуется роликами). Как показано на фиг.7 и 10, вспомогательная рама 63 может избирательно поворачиваться (по направлению дальше по ходу) вокруг подшипника в скользящих элементах 85 и 86, которые поддерживают вал 68 и вал 69.
В частности, регулируемая опорная конструкция (фиг.2) включает в себя верхнюю и нижнюю несущие конструкции 80 и 100, как описано ниже. Верхняя несущая конструкция 80 включает в себя верхнюю и нижнюю несущие плиты 81 и 82, прикрепленные друг к другу посредством распорок 83 для образования верхнего зазора 84. Регулируемая опорная конструкция дополнительно включает в себя первый и второй пластинчатые выдвижные, перемещающиеся по направляющим, скользящие элементы 85 и 86 в верхней части (и два дополнительных скользящих элемента 85 и 86 в нижней части), которые поддерживаются с возможностью скольжения в зазоре 84 между плитами 81 и 82 в смежных положениях. Перемещающийся по направляющим, скользящий элемент 85 включает в себя большой конец 88 (фиг.5) с подшипником как для поддержания вспомогательной рамы 63, так и обеспечения возможности поворота вспомогательной рамы 63 по дугообразной траектории дальше по ходу. Вспомогательная рама 63 также включает в себя подшипник, который, в свою очередь, поддерживает вал 68. Скользящий элемент 85 дополнительно включает в себя узкий конец 90, который сопрягаемо расположен между и устойчиво сцепляется с распорками 83 и 83'. В исходном положении ближе по ходу (фиг.4-5), наклонные поверхности между большим и узким концами 88 и 90 прилегают к ограничителям 83' для обеспечения точного расположения вспомогательной рамы 63. Скользящий элемент 86 является аналогичным скользящему элементу 85 относительно его перемещения, сцепления с несущими опорами и поддержания вспомогательной рамы 63.
Две из распорок 83' образуют ограничитель клинового типа для ограничения перемещения вверх по ходу пластинчатого, перемещающегося по направляющим, скользящего элемента 85. Когда оба пластинчатых, перемещающихся по направляющим, скользящих элемента 85 и 86 находятся в их прилегающем положении ближе по ходу (фиг.4-5), вспомогательная рама 63 является прямоугольной к сплошной балке 33, при этом ролики 64 и 65 находятся напротив друг друга в перпендикулярном расположении относительно сплошной балки 33. Когда в прилегающем положении, гибочная станция 32 не изгибает сплошную балку 33, балка 33 остается линейной.
Две пары гидравлических исполнительных механизмов 91 (фиг.4) присоединены между вспомогательной рамой 63 и стойками 61, с одним верхним и одним нижним исполнительным механизмом с каждой стороны. Исполнительные механизмы 91 с каждой стороны функционально соединены с насосом-электродвигателем 92, которые управляются контроллером гибочной машины, который, в свою очередь, управляется главным контроллером 77 для управления устройством роликового формования (фиг.1). (В частности, контроллер 77 может представлять собой отдельное устройство или основной компьютер, управляющий различными вспомогательными управляющими устройствами вокруг машины 20) Многозвенная цепь 94 (также называемая «ограничителем гибки») соединяет вспомогательную раму 63 со стойками 61 для ограничения максимального углового перемещения дальше по ходу вспомогательной рамы 63 на основной раме 60. Цепь 94 обеспечивает безопасность для уменьшения вероятности перемещения вспомогательной рамы 63 в критическое положение дальше по ходу, которое может привести в напряженное состояние и повредить элементы машины, например, если один из исполнительных механизмов 91 откажет или выйдет из-под контроля.
Как отмечено выше, регулируемая опорная конструкция дополнительно включает в себя нижнюю несущую конструкцию 100 (фиг.2), которая содержит идентичные элементы и принцип действия, что и верхняя несущая конструкция 80, включая верхний и нижний пластинчатые скользящие элементы, ограничители/распорки и исполнительные механизмы.
Как показано на фиг.4-5, гибочная станция 32 имеет исходное положение, в котором сплошная балка 33 не искривляется/деформируется/гнется. (В частности, изогнутый участок показанной балки 33 на фиг.4-5, который располагается дальше по ходу относительно гибочной станции, был изогнут/согнут до перемещения вспомогательной рамы 63 обратно в ее исходное положение, как на фиг.4-5) Гибочная станция 32 также имеет первое повернутое положение (фиг.6-7) для округлого деформирования балки 33 в первом направлении «B» от продольной оси 95 балки 33 и противоположное второе повернутое положение (фиг. 8-10) для округлого деформирования балки 33 во втором направлении «C», противоположном первому направлению, от продольной оси.
В первом положении фиг.6, пластинчатый, перемещающийся по направляющим, скользящий элемент 86 находится в исходном положении, а пластинчатый, перемещающийся по направляющим, скользящий элемент 85 перемещен по направлению дальше по ходу и немного повернут таким образом, что расстояние между валами 68 и 69 сохраняется (таким образом, они продолжают взаимодействовать с противоположными сторонами сплошной балки 33). В результате, балка 33 изгибается в направлении «B», когда она проходит между роликами 64, 65. Во втором положении (фиг.8-10), пластинчатый, перемещающийся по направляющим, скользящий элемент 85 находится в исходном положении, а пластинчатый, перемещающийся по направляющим, скользящий элемент 86 выдвинут (дальше по ходу). В результате, балка 33 изгибается в направлении «C», когда она проходит между роликами 64, 65.
Испытания показали, что настоящая гибочная станция 32 может деформировать сплошную балку 33 с изгибом радиусом 1000 мм в любом выбранном направлении при формовании материала, имеющего прочность на растяжение 190 тысяч фунтов на кв. дюйм, и трубчатой балки с поперечным сечением около 70 мм × 70 мм. Более того, гибочная станция 32 управляется регулируемым образом контроллером 77 таким образом, что кривизна изгиба может быть сделана постоянной для конкретного участка балки 33, или может быть сделана постоянно изменяющейся вдоль конкретного участка балки 33, или может быть выполнена в виде комбинации линейных участков и изгибов. Более того, изгибы могут быть выполнены таким образом, что балка 34, отрезанная от сплошной балки 33, может быть симметричной и может включать в себя выровненные концевые участки (см. фиг.11, концевые участки 35 и 40) и смещенный центральный участок.
Как описано выше, приведенная в качестве примера рама 110 транспортного средства (фиг.12) может быть выполнена из балок, изготовленных в соответствии с принципами настоящего изобретения и посредством настоящей машины и способа. Рама 110 включает в себя различные конструкционные балки/элементы, имеющие особенности, возможные теперь с использованием гибочной машины 30 согласно настоящему изобретению. Следует отметить, что противоположные стороны рамы 110 транспортного средства, как правило, будут представлять собой зеркальные отображения друг друга (или очень похожими на зеркальные отображения) в реальной раме транспортного средства. Однако, противоположные стороны показаны разными для иллюстрации того, что могут быть обеспечены различные возможности.
В частности, правая половина рамы 110 транспортного средства, показанной на фиг.12, включает в себя один удлиненный трубчатый боковой рамный элемент 111, изогнутый со сложным двунаправленным изгибом (при этом все изгибы располагаются в вертикальной плоскости) в месте 112, которое находится у заднего колеса транспортного средства в установленном на транспортном средстве состоянии, для обеспечения пространства для задней оси транспортного средства. Боковой рамный элемент 111 дополнительно включает в себя сложный изгиб (при этом все изгибы располагаются в горизонтальной плоскости) в месте 113 (но изгибы располагаются в ортогональном направлении относительно первых изгибов). Показанный второй изгиб в месте 113 незначительно менее глубокий, чем первый изгиб в месте 112. Предполагается, что второй изгиб может быть образован во время вспомогательной штамповки или отдельной операции сгибания/формования (см. фиг.13), где поддерживается трубчатая балка 34, при обеспечении требуемой трехмерной формы. Конечный элемент/кронштейн 115 рамы (иногда называемый «разрушаемой опорой») приварен к передней части бокового рамного элемента 111, например, для установки усиливающей балки 119 бампера с установочными кронштейнами 119', приваренными/прикрепленными к ней. Показанный кронштейн 115 является прямоугольным в поперечном сечении. Однако, предполагается, что кронштейн может иметь круглое поперечное сечение или другую форму. Как предполагалось здесь ранее, как правило, рама транспортного средства имеет симметричную форму, причем различие имеет место здесь для целей иллюстрации, чтобы показать альтернативы, что будет понятным для специалистов в данной области техники. Показанные кронштейн 115 и элементы рамы являются трубчатыми и могут включать в себя инициирующие разрушение отверстия для обеспечения последовательного и предсказуемого поглощения энергии при аварии/столкновении транспортного средства.
Левая половина рамы 110 транспортного средства (фиг.12) включает в себя пару удлиненных трубчатых боковых рамных элементов 121 и 122 с нахлесточным соединением 123. Нахлесточное соединение 123 может быть осуществлено посредством непосредственного наложения концов элементов 121 и 122 или может быть выполнено посредством обеспечения промежуточного патрубка, имеющего такую форму, чтобы телескопически проходить в концы элементов 121 и 122. Элементы 121 и 122 свариваются друг с другом, соединяя их по существу выровненным образом для образования бокового рамного элемента, не являющегося отличным от элемента 111. Преимущество использования рамных элементов 121 и 122 заключается в том, что они могут быть выполнены с окончательной формой при формовании на машине 30 для роликового формования с гибочной станцией 32. Кронштейны 115' могут быть приварены или присоединены болтами к (задним) концам рамы для прикрепления задней усиливающей балки 34 бампера.
Рама 110 транспортного средства также включает в себя поперечные элементы 125, 126 и 127, которые располагаются между боковыми рамными элементами 111 и жестко соединяют их. Поперечные элементы 125 и 126 представляют собой трубчатые балки (или могут представлять собой открытые каналы) и включают в себя один или более двунаправленных изгибов, чтобы соответствовать их требованиям к размерам. Концевые фланцы образованы на поперечных элементах для сцепления по поверхности с соответствующими боковыми рамными элементами и облегчения соединения сваркой. Также, если необходимо, инициирующие разрушение элементы и/или устройства управления энергией могут быть включены в поперечные элементы 125 и/или 126 и/или 127.
Фиг.13 представляет собой блок-схему, показывающую изготовление элементов и сварку узла вместе для образования рамы транспортного средства.
При некоторых обстоятельствах, может быть необходимым обеспечить в большей степени круто изогнутые изгибы, которые «ставят сложную задачу» перед возможностями вышеприведенной гибочной станции 32. В таком случае, к гибочной станции может быть добавлено вспомогательное оборудование, дополнительно улучшая ее возможность к обеспечению точного по размерам и последовательного, круто изогнутого изгиба. Рассматриваются три основных типа такого вспомогательного оборудования, включая (1) дополнительную расположенную дальше по ходу внешнюю опору, присоединенную со стороны дальше по ходу гибочной станции 32, (например, замыкающий ролик или ролики), которая взаимодействует со сплошной балкой 33, (называемую «внешним стабилизатором»), (2) расположенную ближе по ходу внешнюю опору (называемую расположенным ближе по ходу стабилизатором сгибания или «опорой траверсы»), взаимодействующую с балкой 33 непосредственно перед роликами 64, 65, и/или (3) внутренний стабилизатор 142 (показанный в виде «цепи внутренней оправки», соединенной вместе змеевидным образом) (см.фиг. 14-18). Эти принципы могут быть полезными в гибочной машине для изготовления изогнутой в двух направлениях балки или для изготовления изогнутой в одном направлении балки, но не считаются обязательно требующимися, если только балка 33 не является большой (например, больше чем 2”×2”), или использует высокопрочные материалы (например, больше чем 80 тысяч фунтов на кв. дюйм), или использует тонкостенные материалы (например, меньше чем 2,2 мм в толщину).
Расположенная ближе по ходу опора (называемая расположенным ближе по ходу стабилизатором сгибания или «опорой траверсы») (фиг.4) расположена непосредственно рядом с изгибающими роликами для поддержания балки 33 в ее линейной форме, когда она попадает на ролики 64, 65 в гибочной станции 32. Расположенная ближе по ходу опора поддерживается в боковом месте 141 и имеет сторону, выполненную с формой для сцепления по поверхности со скольжением с балкой 33 для поддержания балки 33, когда она перемещается вдоль ее сформованной роликами, продольной оси в зону защемления между роликами 64 и 65 гибочной станции. Посредством выполнения расположенной ближе по ходу опоры в виде сплошного элемента (а не в виде колеса, например), передний конец расположенной ближе по ходу опоры может быть выполнен клинообразным, таким образом, что опора, которую он обеспечивает, ближе к зоне защемления между роликами 64 и 65, когда балка 33 изгибается вокруг ролика (например, ролика 64 или ролика 65).
Благодаря поддержанию балки 33 непосредственно рядом со стороной ближе по ходу гибочной станции 32, точность размеров балки 33 может быть значительно увеличена. Причина заключается в том, что стенки балки стабилизируются и поддерживаются для предотвращения нежелательного сгибания и деформации от «противодействующих изгибающих усилий». Противодействующие изгибающие усилия (как использовано здесь) представляют собой силы реакции, которые вызывают деформацию ближе по ходу на балке 33 в направлении от направления сгибания. Эти силы реакции вызваны тем, что балка 33 действует аналогично качелям, когда она принудительно деформируется вокруг изгибающего ролика (например, ролика 64). Более конкретно, прочность балки и результирующие напряжения на балке 33 вызывают изгибание части ближе по ходу балки 33 (например, 1-5 дюймов ближе по ходу относительно места, где балка 33 соприкасается с изгибающим роликом 65) в направлении от изгибающего ролика (64).
Предполагается, что расположенная ближе по ходу внешняя опора может быть размещена с одной стороны балки 33, но предполагается, что расположенные ближе по ходу внешние опоры будут, вероятно, расположены с обеих сторон балки 33 таким образом, что стенки балки поддерживаются независимо от того, в каком направлении гнется балка 33, (т.е. расположенная ближе по ходу внешняя опора будет стабилизировать стенки балки 33 независимо от того, деформируется ли балка 33 вокруг ролика 64 в первом направлении гибки, или деформируется вокруг ролика 65 во втором (противоположном) направлении гибки).
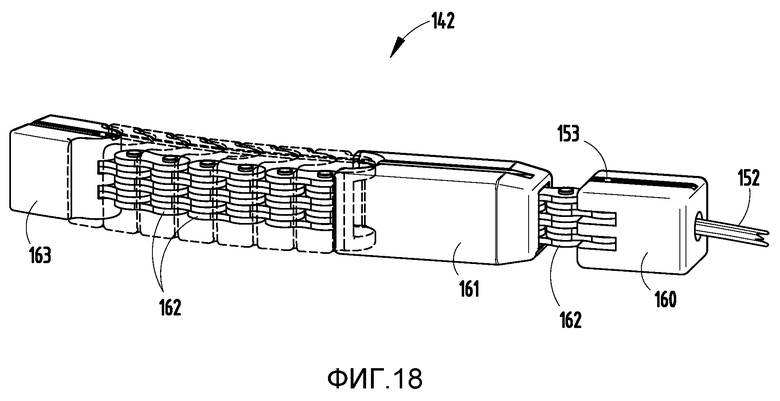
Внутренний стабилизатор 142 (фиг. 14-19) (также называемый «многозвенной внутренней оправкой» или «гибкой оправкой») включает в себя множество звеньев внутренней оправки, соединенных вместе многозвенной цепью 151, которая, в свою очередь, соединена с расположенным ближе по ходу закрепляющим устройством 55 с помощью стержня 152, например, сплошного стержня с диаметром около 1”. Звенья 160-163 имеют внешнюю форму для заполнения внутренней полости сплошной балки 33 и скольжения вдоль балки 33, когда балка 33 перемещается через гибочную станцию. Звенья 160-163 имеют наружный размер поперечного сечения, заданный таким образом, что стенки балки 33 не сжимаются в полости и форма поперечного сечения балки 33 сохраняется во время процесса образования изгиба.
Показанное самое ближнее по ходу первое звено 160 является удлиненным (например, 3-4 дюйма) и включает в себя отверстия для размещения штифта 153, который соединяет цепь 151 (и модуль 160) с проушиной на стержне 152 закрепляющего устройства. Первое звено 160 удерживается в неподвижном положении, находящемся ближе по ходу относительно зоны защемления между роликами 64 и 65. Второе звено 161 также является удлиненным (например, около 4-6 дюймов), что способствует его поддержанию выровненным с линейным направлением процесса роликового формования. Второе звено 161 также удерживается в неподвижном положении, находящемся ближе по ходу относительно зоны защемления между роликами 64 и 65. За звеном 161 следуют несколько более коротких звеньев 162 (каждое около дюйма или два в длину) и удлиненное последнее замыкающее звено 163 (удлиненное до 2-3 дюймов). Звенья 162 образуют уложенный друг за другом ряд модулей/оправок, проходящих за зону защемления между роликами 64 и 65, а звено 163 размещено дальше по ходу относительно роликов 64 и 65. Длина звеньев 160, 161 и 163 способствует поддержанию их выравнивания с формуемой сплошной балкой 33. Перемещение звеньев 162 и 163 придерживается формы, заданной роликами 64 и 65, когда ролики 64 и 65 перемещены в разные положения (см. фиг.2-10), таким образом увеличивая устойчивость сплошной балки 33, когда она перемещается через гибочную станцию.
Каждое звено 161-162 имеет сквозное отверстие, и звенья 160 и 163 имеют конструкцию для присоединения к противоположным концам звеньев цепи 151. Цепь 151 проходит через звенья 161-162 и соединяет звенья 160-163. Каждое звено 160-163 конструктивно выполнено и взаимосвязано таким образом, чтобы обеспечить возможность поворота в любом направлении из стороны в сторону. Более конкретно, каждое звено 161-163 имеет соединение, образованное суженным обращенным по направлению ближе по ходу, имеющим цилиндрическую форму выступом и сопрягаемым обращенным по направлению дальше по ходу цилиндрическим углублением, таким образом, что они прилегают для образования поворотной несущей поверхности, которая обеспечивает возможность поворота змеевидной внутренней оправки в любом направлении. Предполагается, что для скрепления элементов внутренней оправки друг с другом могут использоваться различные цепи. Показанная цепь 151 включает в себя плоские звенья 155 и поперечные штифты 156, которые соединяются образом, аналогичным велосипедной цепи или приводной цепи мотоцикла для сцепления со звездочкой. Показанные звенья 155 являются плоскими и каждое имеет форму цифры «8» (см. фиг. 15 и 17), и могут располагаться в два или три уровня, при этом концы звеньев 155 смещены в продольном направлении и совместно поворачиваются благодаря штифтам, таким образом, что образована бесконечная высокопрочная цепь, которая может сгибаться в любом направлении в горизонтальной плоскости... но не сгибаться по направлению из плоскости.
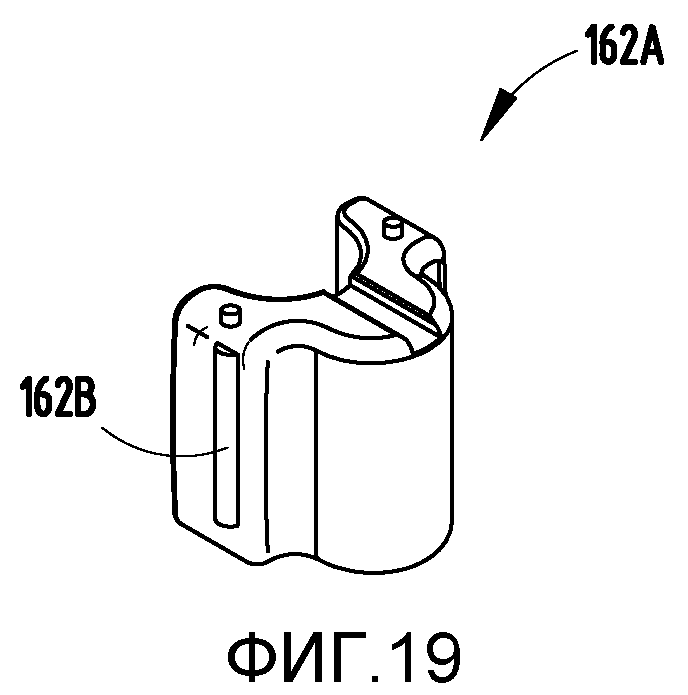
На фиг.19 показано модифицированное звено 162A, в котором по меньшей мере одна из обращенных наружу сторон звена 162A включает в себя роликовый штифт 162B. Это обеспечивает уменьшенное фрикционное сцепление сторон звеньев 162A, так как роликовый штифт 162B катится по внутренней поверхности сплошной балки 33 (вместо контакта при скольжении). Эта конструкция является более долговечной, чем со звеньями 162, но, несомненно, звенья 162A являются более дорогостоящими и потенциально непрактичными (или менее практичными), если только размер звена 162A не является достаточно большим и, одновременно, давления формования балки 33 не являются достаточно большими, чтобы оправдать применение звена 162A.
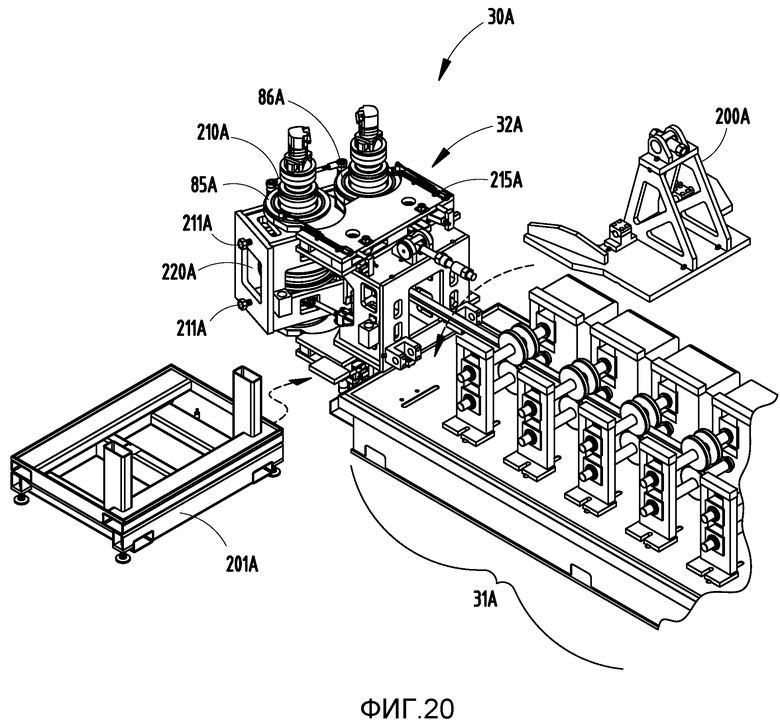
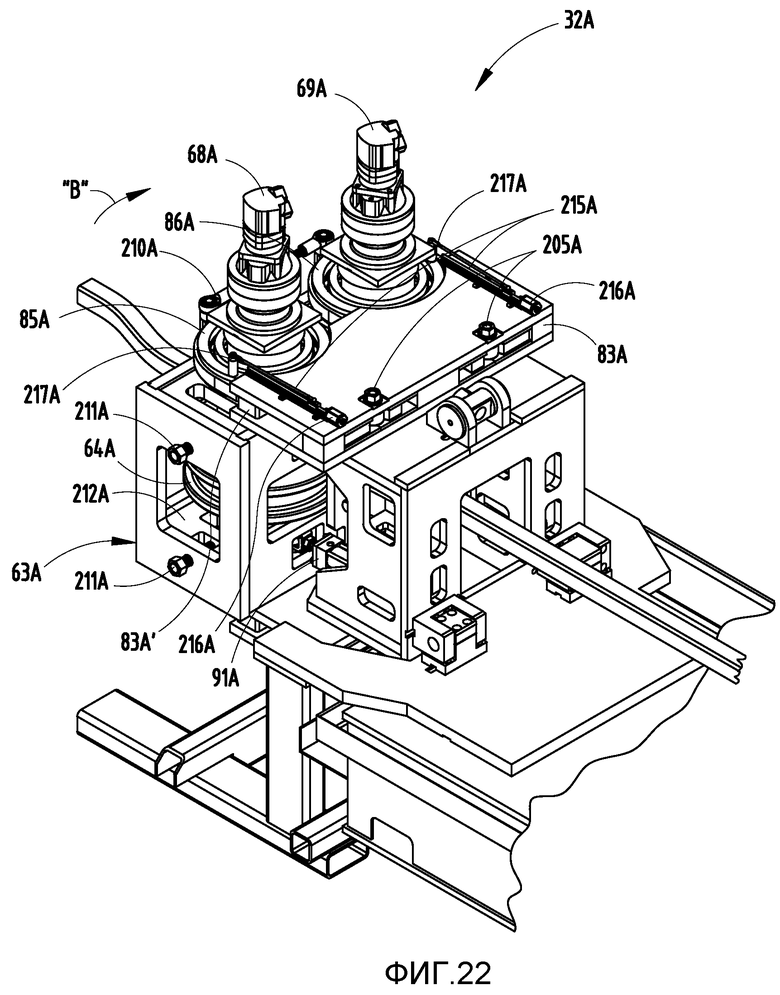
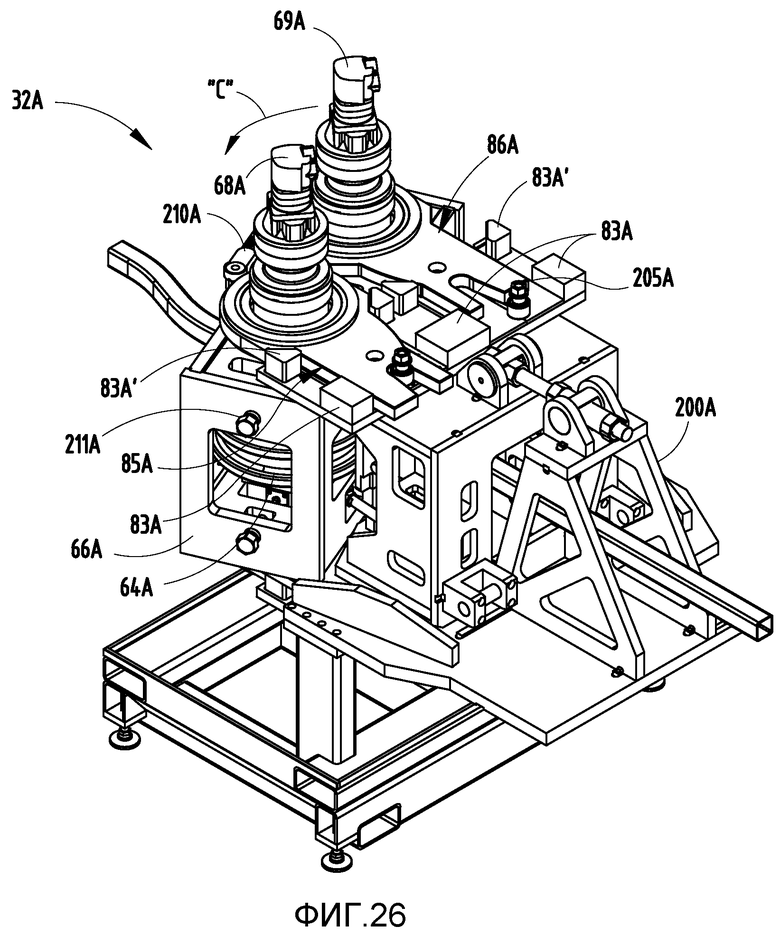
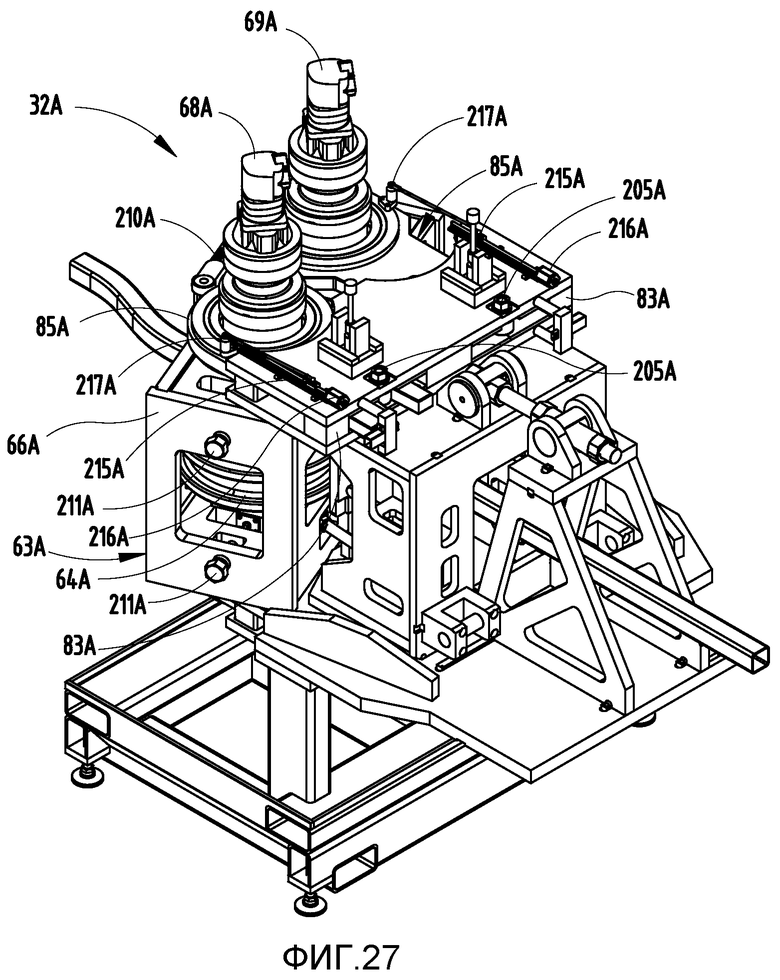
Также показана модифицированная машина 30A для роликового формования (фиг. 20-28). Элементы, которые являются аналогичными и/или идентичными машине 30, обозначены с использованием тех же самых позиций, но с буквой «A» или «B». Это сделано для уменьшения избыточного описания. Фиг.20-28, в общем, являются аналогичными фиг.2-10, соответственно, но с модификациями, как описано ниже.
Машина 30A (фиг.20) включает в себя устройство 31A роликового формования и гибочную станцию 32A. Гибочная станция 32A закрепляется жесткой вспомогательной рамой 200A и функционально поддерживается на основании 201A. В частности, вспомогательная рама 200A и основание 201A могут быть заданы с размерами для поддержания соответствующего веса и размера гибочной станции 32A, если необходимо для ее конкретных вариантов осуществления.
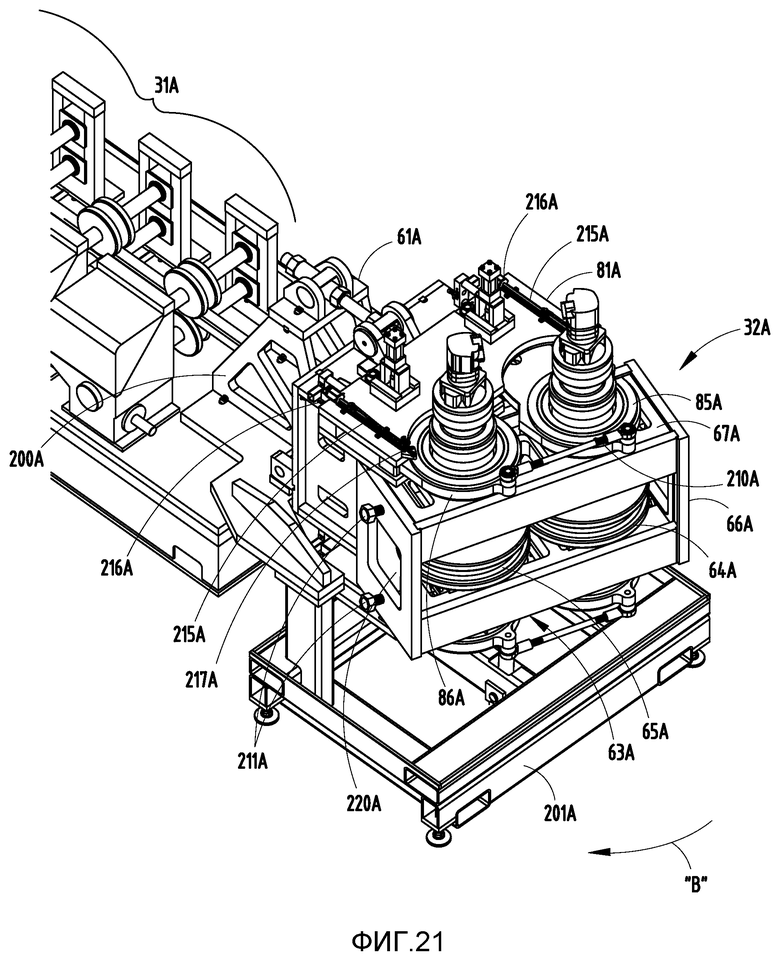
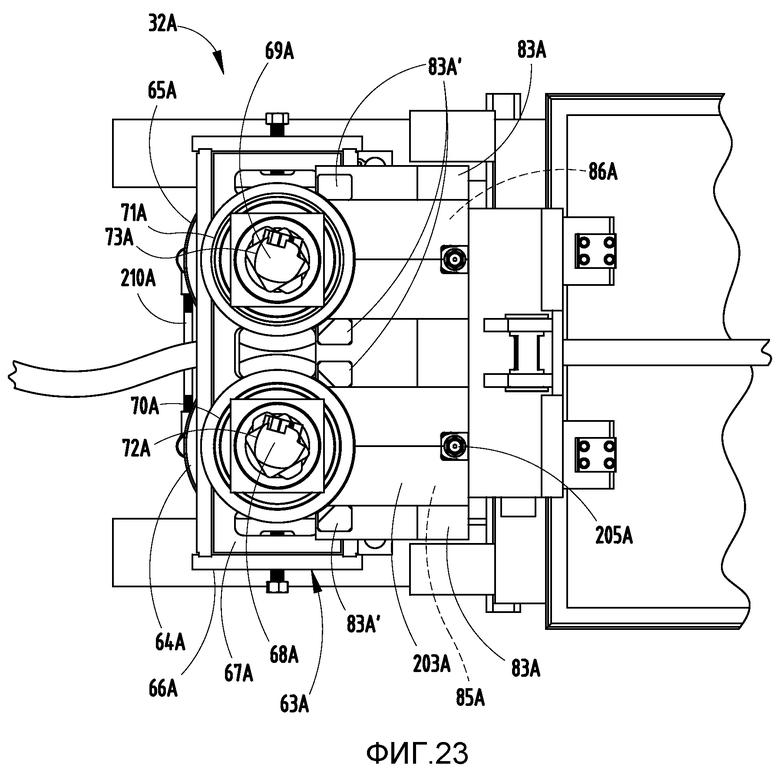
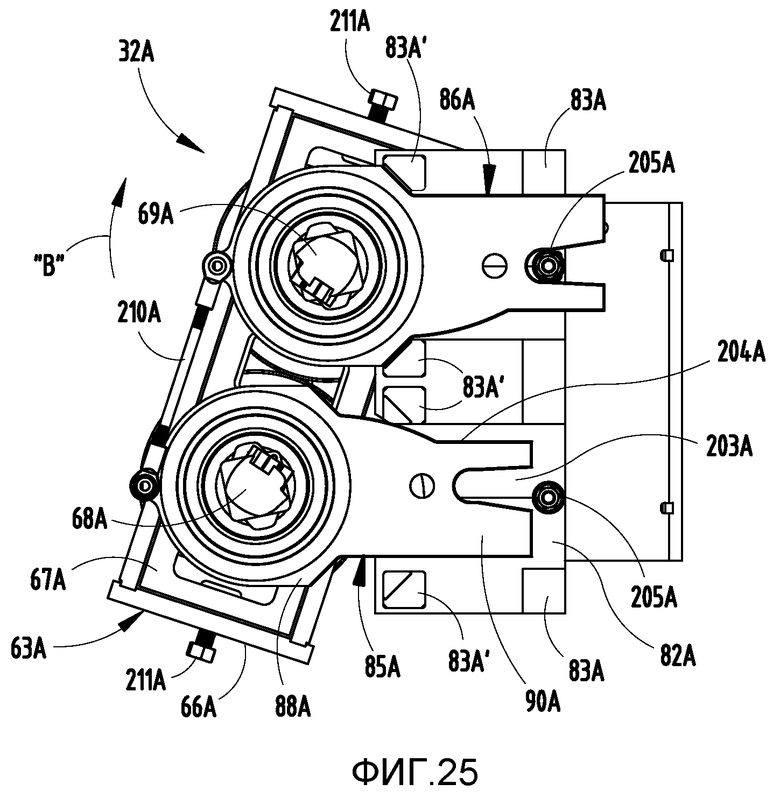
В гибочной станции 32A, пластинчатые выдвижные скользящие элементы 85A и 86A (фиг.20, но см. фиг.25) модифицированы для улучшенной работы и переналадки процесса гибки. Более конкретно, скользящие элементы 85A и 86A представляют собой зеркальные отображения друг друга, таким образом только один элемент необходимо описать. Скользящий элемент 85A (фиг.25) включает в себя суженный хвостовой участок 90A, включающий в себя хвостовой паз 203A и образованную внутреннюю поверхность 204A. Хвостовой паз 203A имеет форму для сцепления с роликовым подшипником 205A на опоре, закрепленной в плите 82A. Стороны паза 203A являются немного наклоненными, таким образом вход в паз 203A образует широкое отверстие, обращенное к роликовому подшипнику 205A. Это позволяет пазу 203A захватывать роликовый подшипник 205A, при этом по-прежнему обеспечивая некоторое нелинейное перемещение скользящего элемента 85A во время выдвижения. Нижняя часть паза 203A задана с размерами для плотного сцепления с роликовым подшипником 205A, таким образом скользящий элемент 85A точно позиционируется, когда он находится в его исходном положении ближе по ходу.
Передние части скользящих элементов 85A и 86A скреплены друг с другом посредством соединительного стержня 210A. Соединительный стержень 210A является регулируемым по длине таким образом, что ролики 64A, 65A устанавливаются по отношению друг к другу для взаимодействия с балкой 33A, при этом соединительный стержень 210A также может регулироваться. Когда скользящий элемент 85A перемещается по направлению дальше по ходу, соединительный стержень 210A вызывает поворот большого конца 88A скользящего элемента 85A по дугообразной траектории дальше по ходу вокруг оси 69A во время выдвижения. Образованная внутренняя поверхность 204A имеет форму для приспособления к этому перемещению скользящего элемента 85A... позволяя внутренней поверхности 204A избежать столкновения с распоркой 83A' и/или 83A.
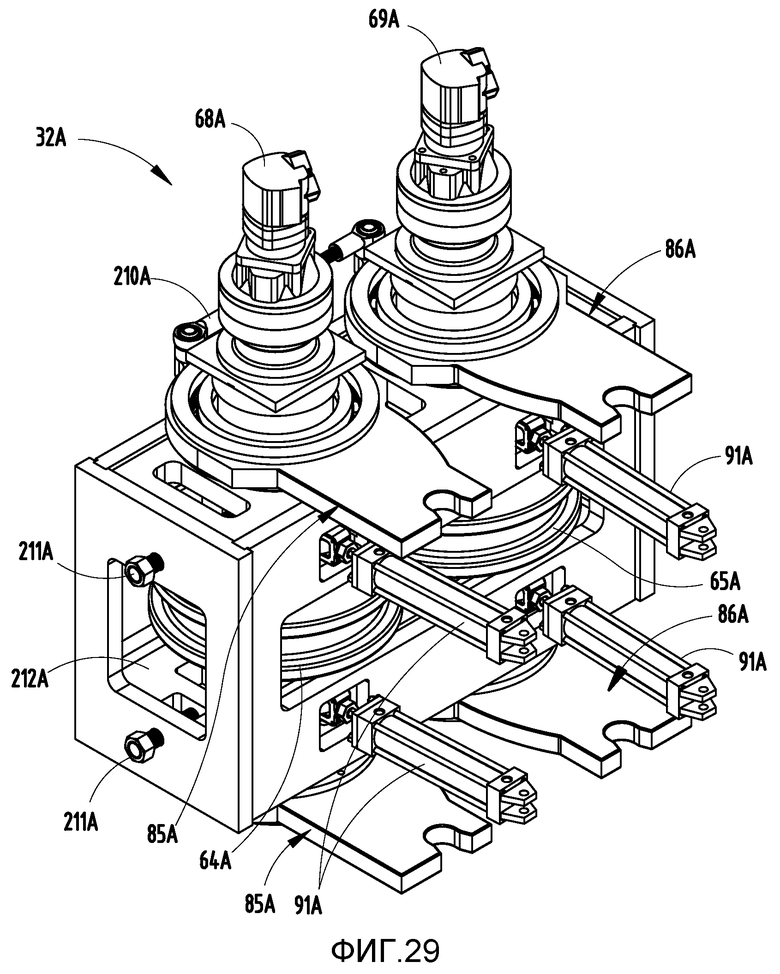
Механизм регулирования (фиг.29-30) предусмотрен в гибочной станции 32A для обеспечения установки роликов 64A и 65A по направлению к (и от) друг друга. Предусмотрены регулировочные болты 211A и регулируемая несущая опора 212A для поддержания роликов 64A и 65A. Они функционально поддерживаются на вспомогательной раме 63A для установки положения изгибающих роликов друг относительно друга (так, чтобы быть плотно прижатыми к сплошной балке 33A). Как отмечено выше, соединительный стержень 210A также является регулируемым для обеспечения аналогичного регулирования по его длине.
Следует отметить, что цепь (94) «ограничителя гибки» исключена в данной гибочной станции. Вместо этого, система с потенциометрами или датчиками присоединена между неподвижной частью гибочной станции 32A и вспомогательной рамой 63A. Потенциометры 215A соединены с контроллером 77 для управления исполнительными механизмами 91A... которые, в свою очередь, управляют положением вспомогательной рамы 32A и изгибающих роликов 64A, 65A, таким образом, что для балки 33A задаются конкретные требующиеся радиусы гибки (т.е., продольная кривизна). Потенциометры 215A также работают для определения, когда (если) гибочная станция «чрезмерно выдвинута» по направлению дальше по ходу. Более конкретно, потенциометр 215A (фиг.21) присоединен с каждой стороны гибочной станции 32A, при этом один конец 216A присоединен к плите 81A, а его другой расположенный дальше по ходу конец 217A присоединен к вспомогательной раме 63A. Эти потенциометры 215A соединены электрически с контроллером 77, таким образом, если возникает проблема, машина немедленно останавливается.
Различные модификации вносятся в различные элементы для выдерживания высоких напряжений, создаваемых в настоящей гибочной станции. Также, модификации вносятся для повышения эффективности работы. Например, отверстия 220A в боковых торцевых плитах 66A и других плитах вспомогательной рамы 63A позволяют оператору смотреть внутрь гибочной станции, обеспечивая лучший контроль, так как можно видеть, что происходит внутри гибочной станции. Также, закрепляющая стойка 200A выполняется для дополнительного выдерживания напряжения и для выдерживания большой величины напряжения без разрушения или неприемлемой деформации.
Следует понимать, что в вышеупомянутой конструкции могут быть выполнены изменения и дополнения, не отступающие от идей настоящего изобретения, и, более того, следует понимать, что такие идеи охватываться приведенной ниже формулой изобретения, если только формулой изобретения не определено иное.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВОЕ ФОРМУЮЩЕЕ УСТРОЙСТВО С ТРЕХМЕРНЫМ ГИБОЧНЫМ УЗЛОМ И СПОСОБ | 2010 |
|
RU2544220C2 |
| РОЛИКОВОЕ ЛИСТОГИБОЧНОЕ УСТРОЙСТВО С БЫСТРОРЕГУЛИРУЕМЫМ УСТРОЙСТВОМ ДЛЯ ОБРАЗОВАНИЯ ИЗГИБОВ | 2006 |
|
RU2405644C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТОЙ БАЛКИ С ОДНОЙ ЦЕНТРАЛЬНОЙ СЕКЦИЕЙ | 2011 |
|
RU2595706C2 |
| РЕГУЛИРУЕМОЕ ОТРЕЗНОЕ УСТРОЙСТВО ДЛЯ РОЛИКОВЫХ ЛИСТОГИБОЧНЫХ МАШИН | 2008 |
|
RU2477190C2 |
| РОЛИКОВАЯ ГИБОЧНАЯ МАШИНА | 2018 |
|
RU2765679C2 |
| МНОГОФУНКЦИОНАЛЬНАЯ ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА | 1997 |
|
RU2129929C1 |
| ГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ГОФРА В МЕТАЛЛИЧЕСКОМ ЛИСТЕ | 2019 |
|
RU2787816C2 |
| ГИБКА ТОНКОГО СТЕКЛА | 2017 |
|
RU2753297C2 |
| ГИБОЧНАЯ СИСТЕМА ДЛЯ ФОРМИРОВАНИЯ ГОФРА В ЧАСТИ И СПОСОБ ИСПОЛЬЗОВАНИЯ УСТРОЙСТВА | 2020 |
|
RU2812036C2 |
| ГОФРИРОВАННАЯ УГЛОВАЯ ЧАСТЬ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРУЮЩЕЙ МЕМБРАНЫ ДЛЯ РЕЗЕРВУАРА, И ГИБОЧНАЯ СИСТЕМА ДЛЯ ОБРАЗОВАНИЯ ГОФРА В УГЛОВОЙ ЧАСТИ | 2020 |
|
RU2813235C2 |








Изобретения относятся к обработке металлов давлением и могут быть использованы при изготовлении высокопрочных балок, изогнутых в противоположных направлениях. Машина для роликового формования включает устройство роликового формования и гибочную станцию, Устройство роликового формования содержит ролики для формования листа стального материла в конструкционную балку. Гибочная станция используется на производственной линии с упомянутым устройством роликового формования. Станция содержит устройство образования изгибов, включающее первый и второй скользящие элементы. Способ роликового формования включает этапы роликового формования листа стального материала в конструкционную балку и гибки первого и второго участков балки в противоположных направлениях. В результате обеспечивается возможность получения балки с точными размерами и постоянным поперечным сечением. 4 н. и 18 з.п. ф-лы, 30 ил.
1. Машина для роликового формования, содержащая:
устройство роликового формования, включающее ролики для формования листа стального материала в конструкционную балку, задающую продольную линию; и
гибочную станцию, используемую на производственной линии с устройством роликового формования, содержащую устройство образования изгибов для избирательной гибки конструкционной балки, при этом устройство образования изгибов включает первый скользящий элемент, образованный по меньшей мере одной первой удлиненной пластиной, удлиненной в направлении ближе по ходу, по существу параллельном продольной линии, и выполненной с возможностью перемещения между исходным положением ближе по ходу и по меньшей мере одним первым положением дальше по ходу для деформирования конструкционной балки в первом направлении от продольной линии, и второй скользящий элемент, образованный по меньшей мере одной второй удлиненной пластиной, удлиненной в направлении ближе по ходу, по существу параллельном продольной линии, и выполненной с возможностью перемещения между исходным положением ближе по ходу и по меньшей мере одним вторым положением дальше по ходу для деформирования конструкционной балки во втором направлении, противоположном первому направлению, от продольной линии, при непрерывно работающем устройстве роликового формования, при этом каждый из первого и второго скользящих элементов выполнен с возможностью независимого перемещения и гибки конструкционной балки, только когда другой из первого и второго скользящих элементов находится в исходном положении.
2. Машина по п.1, в которой ролики формуют лист в трубчатую форму, а устройство роликового формования включает сварочное устройство для постоянной фиксации балки с трубчатой формой.
3. Машина по п.1, в которой гибочная станция включает противоположные ролики для гибки и регулируемую опорную конструкцию для поддержания регулируемым образом каждого из противоположных роликов для гибки для поступательного перемещения.
4. Машина по п.3, в которой гибочная станция включает вспомогательную раму для поддержания противоположных роликов для гибки, при этом вспомогательная рама функционально поддерживается первым и вторым скользящими элементами и регулируемой опорной конструкцией и включает по меньшей мере один исполнительный механизм для вращательного перемещения вспомогательной рамы в любом из первого и второго направлений.
5. Машина по п.4, в которой опорная конструкция выполнена с возможностью избирательного перемещения по меньшей мере одного из противоположных роликов частично вокруг другого противоположного ролика в направлении дальше по ходу.
6. Машина по п.4, в которой опорная конструкция поддерживает вспомогательную раму для перемещения по любой из первой или второй дугообразных траекторий, которые проходят в направлении дальше по ходу.
7. Машина по п.6, в которой опорная конструкция включает отдельные исполнительные механизмы, присоединенные к каждому из скользящих элементов для перемещения противоположных роликов для гибки из исходного положения ближе по ходу, в котором балка не гнется, в различные положения дальше по ходу, в которых балка гнется сначала в первом направлении, а затем во втором направлении.
8. Машина по п.6, в которой противоположные ролики включают первый и второй валы, установленные на вспомогательной раме, а первый и второй скользящие элементы функционально избирательно поддерживают вспомогательную раму для поворота вокруг первого и второго валов.
9. Машина по п.8, в которой гибочная станция включает раму с парой верхних направляющих и парой нижних направляющих, каждая из которых образует полость между ними, при этом каждый из первого и второго скользящих элементов включает участок, проходящий в одну из полостей для управляемого перемещения между соответствующими парами направляющих.
10. Машина по п.1, в которой гибочная станция включает основную раму, вспомогательную раму, подвижно поддерживаемую основной рамой, при этом скользящие элементы взаимодействуют с возможностью скольжения с основной рамой для подвижного поддержания вспомогательной рамы на выбранной одной из двух разных дугообразных траекторий.
11. Машина по п.10, включающая ограничители, взаимодействующие со скользящими элементами для точного задания исходного положения ближе по ходу, в котором конструкционная балка остается линейной и не выполняется с криволинейной в продольном направлении формой.
12. Машина по п.3, включающая расположенную ближе по ходу опору, размещенную непосредственно ближе но ходу и рядом с роликами для гибки.
13. Машина по п.1, включающая по меньшей мере одну внутреннюю оправку, расположенную частично между противоположными роликами в гибочной станции.
14. Машина по п.13, в которой по меньшей мере одна внутренняя оправка включает в себя множество внутренних звеньев, соединенных с образованием уложенной друг над другом цепи, сгибаемой в заданной плоскости, но в противоположных направлениях в указанной плоскости.
15. Гибочная станция, используемая для гибки участков конструкционной балки от продольной линии, заданной балкой, содержащая:
основную раму; и
устройство образования изгибов, включающее ограничители и вспомогательную раму, функционально поддерживаемую на основной раме первым и вторым скользящими элементами для перемещения из исходного положения, в котором первый и второй скользящие элементы прилегают к ограничителям для поддержания вспомогательной рамы, по существу, перпендикулярно продольной линии при недеформированной балке, и для перемещения в первое угловое положение, в котором только второй скользящий элемент прилегает к ограничителям для гибки первого участка балки в первом направлении от продольной линии, а также для перемещения во второе угловое положение, в котором только первый скользящий элемент прилегает к ограничителям для гибки второго участка балки во втором направлении от продольной линии, при этом второе направление находится на стороне, противоположной первому направлению.
16. Гибочная станция по п.15, включающая по меньшей мере одну внутреннюю оправку, расположенную частично между противоположными роликами в устройстве образования изгибов.
17. Гибочная станция по п.16, в которой по меньшей мере одна внутренняя оправка включает множество внутренних звеньев, соединенных с образованием уложенной друг над другом цени, сгибаемой в заданной плоскости, но в противоположных направлениях в указанной плоскости.
18. Способ роликового формования, включающий этапы:
роликового формования листа стального материала в конструкционную балку, задающую продольную линию;
обеспечения устройства образования изгибов, включающего вспомогательную раму, скользящие элементы, функционально поддерживающие концы вспомогательной рамы для углового перемещения, деформирующие балку элементы, установленные на скользящих элементах, и ограничители, на каждой стороне взаимодействующие со скользящими элементами для поддержания первого и второго концов вспомогательной рамы в исходном положении, в котором балка не деформирована; и
гибки первого участка балки в первом направлении от продольной линии посредством углового перемещения вспомогательной рамы при поддержании взаимодействия по меньшей мере одного из скользящих элементов с ограничителями для поддержания первого конца при перемещении второго конца от ограничителей; а затем гибки второго участка балки от продольной линии во втором направлении, отличном от первого направления посредством углового перемещения вспомогательной рамы при поддержании взаимодействия по меньшей мере одного из скользящих элементов с ограничителями для поддержания второго конца при перемещении первого конца от ограничителей, во время этапа роликового формования.
19. Способ по п.18, в котором второе направление является противоположным первому направлению.
20. Способ по п.19, включающий обеспечение исполнительного механизма, выполненного с возможностью поворота вспомогательной рамы в любом из противоположных направлений от продольной линии, и управление исполнительным механизмом для размещения вспомогательной рамы в требуемых угловых местах и ориентациях относительно балки.
21. Способ по п.20, включающий формование балки в третьем направлении, отличном от первого и второго направлений.
22. Гибочная станция, используемая на производственной линии с устройством роликового формования, содержащая:
устройство образования изгибов для избирательной гибки отформованной роликовым формованием конструкционной балки, включающее первый скользящий элемент, образованный по меньшей мере одной первой удлиненной пластиной, удлиненной в направлении ближе по ходу, по существу параллельном продольной линии, и выполненной с возможностью перемещения между исходным положением и по меньшей мере одним первым угловым положением для деформирования конструкционной балки в первом направлении от продольной линии, и второй скользящий элемент, образованный по меньшей мере одной второй удлиненной пластиной, удлиненной в направлении ближе по ходу, по существу параллельном продольной линии, и выполненной с возможностью перемещения между исходным положением и по меньшей мере одним вторым угловым положением для деформирования конструкционной балки во втором направлении, противоположном первому направлению, от продольной линии, при непрерывно работающем устройстве роликового формования, при этом каждый из первого и второго скользящих элементов имеет узкий конец и широкий конец и образует поверхность прекращения взаимодействия между ними, причем гибочная станция включает ограничители, которые прилегают к поверхности прекращения взаимодействия при нахождении в исходном положении.
| US 20070180880 A1, 09.08.2007 | |||
| Гибкая оправка | 1984 |
|
SU1253694A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| US 20030038489 A1, 27.02.2003. | |||

