Изобретение относится к области испытательной техники и позволяет повысить достоверность и точность контроля герметичности изделий, к которым предъявляются повышенные требования надежности при их эксплуатации, в таких областях промышленности, как авиационная, космическая и машиностроительная.
Наиболее высокочувствительным методом контроля герметичности изделий является масс-спектрометрический метод, метод вакуумирования. Способ широко применяется для определения негерметичности изделий для герметизированных изделий, в том числе, таких как топливные системы летательных аппаратов. При производстве топливных систем, например корпуса топливного бака ракеты с открытым торцом, возникает необходимость обеспечения высокой степени герметичности изделия. Метод вакуумирования позволяет определить степень негерметичности изделия по показаниям масс-спектрометрического прибора - течеискателя (ПТИ), регистрирующего наличие в вакуумной камере молекул газа.
Известен способ контроля герметичности /«Неразрушающий контроль», том II. /Под ред. В.В.Клюева. - М.: Машиностроение, 2003/, включающий подготовку изделия к контролю, их загрузку в вакуумную камеру, откачку вакуумной камеры откачной системой вакуумной камеры, подключение ПТИ к вакуумной камере, достижение равновесного состояния установки контроля, снятие показания ПТИ, сравнение показания ПТИ с нормой, принятие решения о годности изделий по максимально допустимым значениям порога утечки для данного изделия, установленным разработчиком изделия.
Недостатком способа является то, что при герметизации изделия не учитываются дополнительные погрешности, возникающие в связи с диффузией газа.
Известен способ контроля герметичности полых изделий (СССР, МПК 4 G01M 3/02, а.с. №1231414, 22.10.1984 г.), заключающийся в повышении точности контроля герметичности полого изделия путем снижения сигнала от диффузии индикаторного сигнала в зону контроля в период технологической выдержки под давлением.
Недостатком данного способа являются то, что влияние диффузии не устраняется полностью, при этом применение дополнительного оборудования усложняет процесс испытания.
Из уровня техники известен способ контроля герметичности полых изделий (РФ, пат. №2322655, МПК G01M 3/00, опубл. 20.04.2008 г.), заключающийся в поиске утечек с помощью гелиевого течеискателя в изделиях, имеющих свободный объем и позволяющий производить оценку годности изделий по показаниям путем их сравнения с допустимой утечкой.
Недостатком данного способа являются то, что не учитываются побочные натекания газа, возникающие при герметизации полого изделия, что снижает точность контроля.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому решению является контроль герметичности масс-спектрометрическим методом течеискания способом вакуумирования ОСТ 141499-2001, заключающийся в том, что изделие помещают в вакуумную камеру, соединенную с масс-спектрометрическим прибором (ПТИ), заполняют контрольным газом и одновременно регистрируют замеры показаний ПТИ.
Недостатком является то, что данный ОСТ не исключает погрешностей замеров от диффузии газа, полученных в результате герметизации полого изделия.
Существующие способы контроля герметичности полых изделий определяют наличие негерметичности, однако ни один из них не исключает побочных натеканий газа, полученных в результате диффузии гелия сквозь герметичное уплотнение открытого торца.
Предлагается способ контроля герметичности полого изделия с открытым торцом, при котором полое изделие герметизируют путем установки технологической заглушки на открытый торец и уплотняют соединение между стенкой изделия и технологической заглушкой, при этом по периметру технологической заглушки создают вакуумный барьер в виде кольцевой полости. Герметично закрытое полое изделие заполняют под давлением легкотекучим газом, например, гелием. В процессе технологической выдержки в результате негерметичности изделия происходит процесс диффузии и молекулы гелия через уплотнение попадают в контрольную область вакуумной камеры, за счет чего результаты замеров ПТИ получают приращение. Для исключения влияния фактора диффузии сквозь уплотнение и полученного приращения производят откачку молекул гелия за пределы контролируемой области.
Задачей предлагаемого изобретения является повышение достоверности и точности контроля герметичности полого изделия с открытым торцом путем исключения влияния фактора диффузии гелия сквозь уплотнение технологической заглушки и упрощение способа контроля.
Указанная задача достигается за счет того, что контроль герметичности полого изделия с открытым торцом осуществляют путем герметизации полого изделия, при этом открытый торец закрывают технологической заглушкой, соединение между технологической заглушкой и стенкой полого изделия уплотняют вакуумной резиной, причем в объеме технологической заглушки создают вакуумный барьер в виде кольцевой полости, соединенной с вакуумным насосом; герметизированное изделие помещают в испытательную камеру, камеру вакуумируют, заполняют изделие гелием, откачивают воздух из кольцевой полости до достижения равновесного состояния с испытательной камерой, производят замеры ПТИ, определяют время начала процесса диффузии газа через уплотнение технологической заглушки и удаляют молекулы гелия из кольцевой полости.
На фиг.1 представлена схема установки для реализации способа.
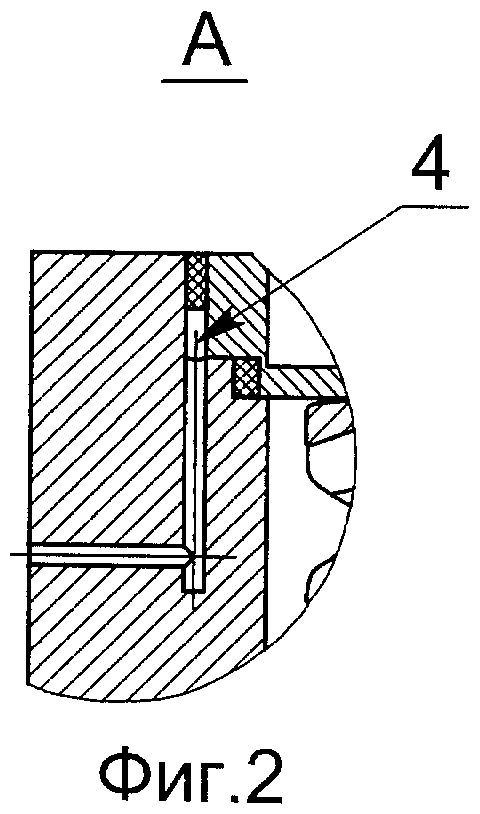
На фиг.2 изображена выноска А, на которой между уплотнительными элементами технологической заглушки показана кольцевая полость 4.
Для проведения испытания предлагаемым способом используют вакуумную камеру 1, в которую помещают полое изделие 2, герметично закрывают технологической заглушкой 3, при этом соединение между корпусом изделия 2 и технологической заглушкой 3 уплотняют вакуумной резиной таким образом, что создают кольцевую полость 4, соединенную с вакуумным насосом для откачки молекул гелия.
Предлагаемый способ реализуется следующим образом.
Предварительно проводят опрессовку испытуемого изделия 2 на прочность и герметизируют. Для герметизации открытый торец полого изделия закрывают технологической заглушкой 3, уплотняют соединение между технологической заглушкой 3 и корпусом полого изделия 2, для этого по периметру соединения устанавливают уплотнение, например, из вакуумной резины, и создают вакуумный барьер в виде кольцевой полости 4, соединенной с вакуумным насосом для откачки воздуха.
Контроль герметичности полого изделия 2 осуществляют масс-спектрометрическим методом. Полое изделие 2 герметично закрывают и помещают в камеру 1, из которой откачивают воздух, подключают прибор ПТИ-10. Герметично закрытое полое изделие 2 заполняют гелием и выдерживают под давлением в пределах 8-12 минут, при этом время технологической выдержки зависит от максимальной толщины стенки корпуса изделия 2 и значительной протяженности уплотнительного соединения. В процессе технологической выдержки проверяемого объекта в вакуумной камере 1 по истечении промежутка времени, определенного экспериментальным путем, начинается процесс диффузии гелия через уплотнительную резину. Молекулы гелия проникают через уплотнение и создают приращение результата замера. Исключают полученное приращение замера путем создания вакуумного барьера в объеме технологической заглушки. Вакуумный барьер представляет собой герметичную кольцевую полость 4, соединенную с вакуумным насосом для удаления молекул гелия из кольцевой полости 4 за пределы вакуумной камеры 1.
Для отвода молекул гелия кольцевую полость 4 вакуумируют до достижения равновесного состояния с вакуумной камерой 1. В процессе диффузии молекулы гелия свободно проникают через уплотнение в кольцевую полость 4, представляющую собой вакуумный барьер, откуда с помощью вакуумного насоса удаляются за пределы вакуумной камеры 1. Таким образом, молекулы гелия, проникающие через уплотнение, не оказывают влияния на контрольные замеры. Чистота эксперимента определяется количеством молекул гелия, проникающих в результате диффузии через уплотнение технологической заглушки 3 и удаляемых из контролируемой области вакуумной камеры 1.
При использовании предложенного способа за счет повышения точности и достоверности контроля повышается качество испытаний изделий на герметичность и, следовательно, надежность эксплуатации систем летательных аппаратов.
Предлагаемый способ достаточно прост для промышленного применения и позволяет объективно обеспечить контроль герметичности изделия путем исключения влияния фактора диффузии через уплотнение технологической заглушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство контроля герметичности днищ топливных баков жидкостных ракет | 2016 |
|
RU2649215C1 |
| Способ и устройство контроля герметичности цилиндрических обечаек корпусов жидкостных ракет | 2016 |
|
RU2617567C1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЯ НА ГЕРМЕТИЧНОСТЬ | 1990 |
|
SU1785337A2 |
| Способ контроля герметичности керамических незамкнутых оболочек | 2024 |
|
RU2838838C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 1978 |
|
SU1840701A1 |
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2225048C2 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 1993 |
|
RU2100790C1 |
| СПОСОБ ПОДГОТОВКИ ИЗДЕЛИЙ К ИСПЫТАНИЯМ НА ГЕРМЕТИЧНОСТЬ | 2014 |
|
RU2555041C1 |
| Способ контроля герметичности изделий | 1988 |
|
SU1837184A1 |
| Способ контроля герметичности | 1985 |
|
SU1837189A1 |
Изобретение относится к области испытательной техники по проверке герметичности полых изделий и направлено на повышение качества их испытаний для повышения надежности при эксплуатации. Способ согласно изобретению позволяет исключить влияние диффузии молекул гелия через уплотнение технологической заглушки путем откачки молекул гелия из кольцевой полости вакуумного барьера. Для этого герметизированное изделие помещают в испытательную камеру, которую вакуумируют. Затем заполняют изделие гелием, откачивают воздух из кольцевой полости до достижения равновесного состояния с испытательной камерой, производят замеры течеискателя, определяют время начала процесса диффузии газа через уплотнение технологической заглушки и удаляют молекулы гелия из кольцевой полости вакуумным насосом. 2 ил.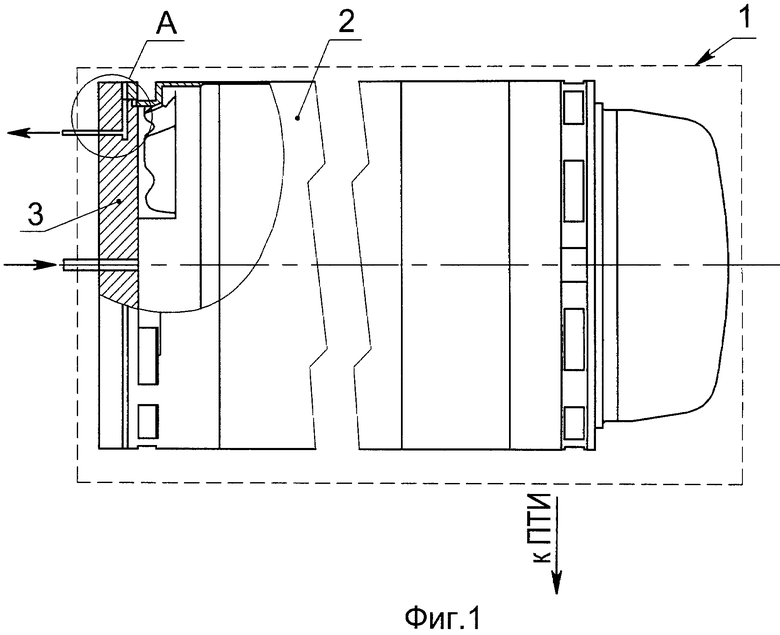
Способ контроля герметичности полого изделия с открытым торцом, заключающийся в том, что для герметизации полого изделия открытый торец закрывают технологической заглушкой, соединение между технологической заглушкой и стенкой полого изделия уплотняют вакуумной резиной, причем в объеме технологической заглушки создают вакуумный барьер в виде кольцевой полости, соединенной с вакуумным насосом; герметизированное изделие помещают в испытательную камеру, камеру вакуумируют, заполняют изделие гелием, откачивают воздух из кольцевой полости до достижения равновесного состояния с испытательной камерой, производят замеры ПТИ, определяют время начала процесса диффузии через уплотнение технологической заглушки и удаляют молекулы гелия из кольцевой полости.
| Фрикционный амортизатор центрального подвешивания тележек типа ЦНИИ-Х-3 | 1960 |
|
SU141499A1 |
| СПОСОБ ПОИСКА ТЕЧЕЙ (ВАРИАНТЫ) | 2005 |
|
RU2322655C2 |
| Способ контроля герметичности полых изделий | 1984 |
|
SU1231414A1 |
| Вакуумная камера для испытания трубчатых изделий | 1987 |
|
SU1495651A1 |
| CN 101713698 A, 26.05.2010 | |||
| US 6415650 B1, 09.07.2002. | |||

