ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ПРЕДЛАГАЕМОЕ ИЗОБРЕТЕНИЕ
Предлагаемое изобретение в общем относится к литьевым машинам типа термопласт-автомат, в частности к механизму настройки литьевой формы, относящемуся к литьевой машине такого типа, а также к способу настройки литьевой формы.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Существующие литьевые машины типа термопласт-автомат в качестве основных компонентов содержат зажимный узел, узел впрыска, гидравлический приводной узел, электрический управляющий узел и корпус машины. Литьевая форма должна быть настроена на заданное положение, затем перед впрыском пластмассы литьевую форму зажимают с приложением зажимной силы и выдерживают до охлаждения пластмассы и ее затвердевания, после чего литьевую форму можно открывать, в результате чего получается целевой продукт.
Некоторые из существующих в настоящее время механизмов настройки литьевой формы требуют одновременной настройки до четырех соединительных стержней, иначе говоря, четыре соединительных стержня должны настраиваться синхронно. Из-за больших размеров литьевой машины типа термопласт-автомат расстояния между упомянутыми соединительными стержнями также велики, и по этой причине эти соединительные стержни трудно настроить синхронно. Следует заметить, что некоторые литьевые машины типа термопласт-автомат не требуют синхронной настройки соединительных стержней, однако операция настройки литьевой формы в каждом производственном цикле все же осуществляется, в результате чего производственный цикл удлиняется.
Ввиду таких присущих уровню техники проблем и неудобств в этой области существует потребность в усовершенствованиях.
КРАТКОЕ ОПИСАНИЕ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Предметом предлагаемого изобретения является литьевая машина типа термопласт-автомат, снабженная механизмом настройки литьевой формы. Упомянутый механизм настройки литьевой формы выполнен с возможностью отдельной настройки каждого соединительного стержня, и нет необходимости в настройке литьевой формы в каждом производственном цикле.
Кроме того, предметом предлагаемого изобретения является способ настройки литьевой формы, осуществляемый на литьевой машине типа термопласт-автомат, снабженной соответствующим механизмом настройки.
Предметом предлагаемого изобретения является литьевая машина типа термопласт-автомат, содержащая неподвижно закрепленную пластину, подвижную пластину, расположенную на одной стороне упомянутой неподвижно закрепленной пластины, совокупность соединительных стержней, проведенных сквозь упомянутые неподвижно закрепленную пластину и подвижную пластину, при этом каждый из упомянутых соединительных стержней снабжен зубьями в его средней части и стягивающей резьбовой муфтой, стяжной канал которой выполнен с возможностью находиться во взаимодействии с упомянутыми зубьями, при этом литьевая машина типа термопласт-автомат дополнительно содержит совокупность механизмов настройки литьевой формы, расположенных на противоположной стороне неподвижно закрепленной пластины соосно с соответствующими соединительными стержнями, при этом каждый из упомянутых механизмов настройки литьевой формы содержит
опорную раму, неподвижно закрепленную на противоположной стороне неподвижно закрепленной пластины,
двигатель, установленный на упомянутой опорной раме,
ведущее колесо настройки литьевой формы, установленное с одной стороны на вале двигателя, а с другой стороны на опорной раме,
ведомое колесо настройки литьевой формы, сопряженное с упомянутым ведущим колесом настройки литьевой формы,
позиционирующий гидравлический цилиндр, установленный на опорной раме и соединенный с внешним гидравлическим контуром, при этом упомянутое ведомое колесо настройки литьевой формы имеет подвижное соединение с поршневым штоком упомянутого гидравлического цилиндра,
первый чувствительный элемент, установленный на упомянутой стягивающей резьбовой муфте и выполненный с возможностью определения наличия или отсутствия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты, и
систему управления, соединенную с упомянутым двигателем, упомянутым первым чувствительным элементом и упомянутым внешним гидравлическим контуром, при этом упомянутая система управления выполнена с возможностью подавать управляющий сигнал на приведение двигателя во вращение в случае определения первым чувствительным элементом отсутствия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты и с возможностью сразу подавать управляющий сигнал на приведение литьевой машины типа термопласт-автомат в работу в случае определения первым чувствительным элементом наличия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты.
Согласно предлагаемому изобретению литьевая машина типа термопласт-автомат содержит четыре соединительных стержня.
Ведомое колесо настройки положения литьевой формы литьевой машины типа термопласт-автомат согласно предлагаемому изобретению дополнительно содержит второй чувствительный элемент и устройство аварийной сигнализации, при этом упомянутый второй чувствительный элемент представляет собой концевой выключатель, и
упомянутый второй чувствительный элемент и упомянутое устройство аварийной сигнализации соединены с системой управления с обеспечением возможности сразу при выходе ведомого колеса настройки литьевой формы за предел, заданный этим концевым выключателем, выдачи системой управления управляющего сигнала на подачу аварийного сигнала устройством аварийной сигнализации.
Ведомое колесо настройки литьевой формы литьевой машины типа термопласт-автомат согласно предлагаемому изобретению дополнительно содержит третий чувствительный элемент и устройство аварийной сигнализации, при этом упомянутый третий чувствительный элемент представляет собой позиционно-чувствительной датчик, причем
упомянутый третий чувствительный элемент и упомянутое устройство аварийной сигнализации соединены с системой управления с обеспечением возможности при получении системой управления от первого чувствительного элемента сигнала, указывающего на наличие сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты, подачи системой управления управляющего сигнала на приведение литьевой машины типа термопласт-автомат в работу сразу после того, как позиционно-чувствительный датчик определит, что боковая поверхность ведомого колеса настройки литьевой формы и соединительный стержень упираются друг в друга, а также с обеспечением возможности подачи системой управления управляющего сигнала на подачу аварийного сигнала устройством аварийной сигнализации в ином случае.
Конец соединительного стержня, упирающийся в ведомое колесо, дополнительно снабжен удлинительным элементом, прикрепленным к упомянутому концу соединительного стержня, упирающегося в боковую поверхность ведомого колеса настройки литьевой формы.
Как ведущее колесо, так и ведомое колесо представляют собой зубчатые колеса.
Являющийся предметом предлагаемого изобретения способ настройки литьевой формы включает следующие стадии:
стадия 1: обеспечивают получение внешним гидравлическим контуром от системы управления управляющего сигнала на подачу масла к позиционирующему гидравлическому цилиндру,
стадия 2: приводят ведомое колесо настройки литьевой формы в положение упора в соответствующий соединительный стержень,
стадия 3: обеспечивают получение первым чувствительным элементом от системы управления управляющего сигнала на определение наличия или отсутствия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты,
стадия 4: на основании сигнала от первого чувствительного элемента определяют наличие или отсутствие сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты,
стадия 5: в случае наличия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты осуществляют переход к стадии 6, в ином случае с помощью системы управления подают управляющий сигнал на приведение двигателя во вращение и затем осуществляют переход к стадии 3,
стадия 6: с помощью системы управления подают управляющий сигнал на приведение литьевой машины типа термопласт-автомат в работу и управляющий сигнал на снятие внешним гидравлическим контуром нагрузки с позиционирующего гидравлического цилиндра.
Способ согласно предлагаемому изобретению дополнительно включает следующую за стадией 6 стадию, при осуществлении которой с помощью системы управления подают на второй чувствительный элемент управляющий сигнал на определение того, упираются ли боковая поверхность ведомого колеса настройки литьевой формы и соединительный стержень друг в друга, и если да, то осуществляют переход к стадии 6, в ином случае с помощью системы управления подают управляющий сигнал на подачу аварийного сигнала устройством аварийной сигнализации.
Способ согласно предлагаемому изобретению дополнительно включает стадию, следующую за приведением двигателя во вращение по управляющему сигналу от устройства управления на стадии 5 перед переходом к стадии 3, при осуществлении которой с помощью системы управления подают на третий чувствительный элемент управляющий сигнал на определение того, находится ли ведомое колесо настройки литьевой формы за пределом, заданным третьим чувствительным элементом, при приведении ведомого колеса настройки литьевой формы в движение с помощью двигателя, и
в случае нахождения ведомого колеса настройки литьевой формы за пределом, заданным третьим чувствительным элементом, система управления подает управляющий сигнал на подачу аварийного сигнала устройством аварийной сигнализации, в ином случае осуществляется переход к стадии 3.
При вышеописанных технических решениях работа упрощается в том отношении, что вместо настройки литьевой формы при каждом производственном цикле требуется только однократная настройка при замене литьевой формы. Кроме того, отпадает необходимость в одновременной настройке литьевой формы для четырех соединительных стержней.
КРАТКОЕ ОПИСАНИЕ ПРИЛАГАЕМЫХ ЧЕРТЕЖЕЙ
Дальнейшее описание предлагаемого изобретения приводится на вариантах его осуществления со ссылками на прилагаемые чертежи.
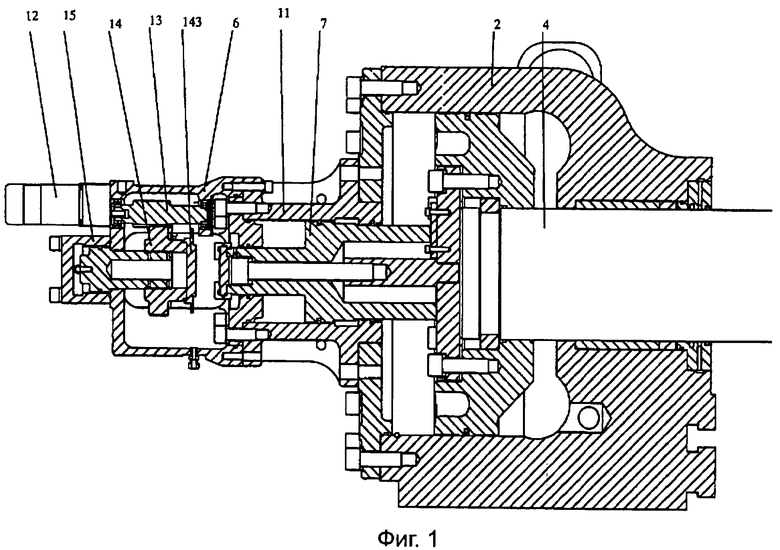
На фиг.1 показан в разрезе механизм настройки положения литьевой формы, установленный на литьевой машине типа термопласт-автомат согласно предлагаемому изобретению.
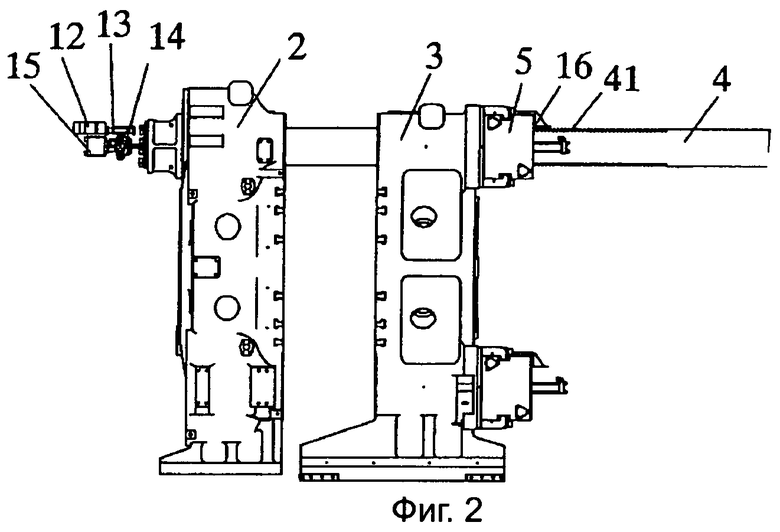
На фиг.2 показан на виде сбоку механизм настройки положения литьевой формы, установленный на литьевой машине типа термопласт-автомат согласно предлагаемому изобретению, при этом показан только один соединительный стержень, и не показана крышка механизма настройки положения литьевой формы.
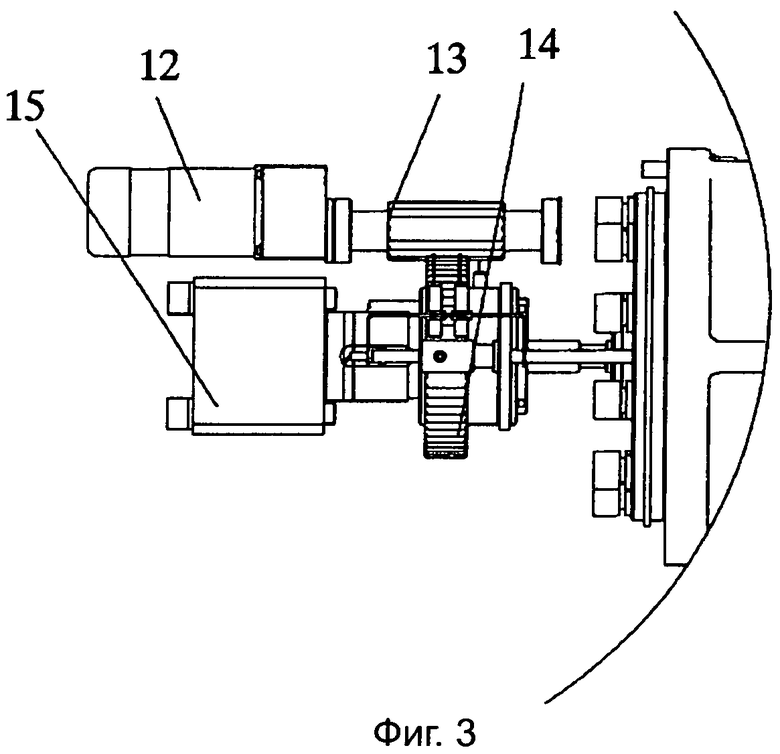
На фиг.3 изображена с увеличением часть механизма настройки положения литьевой формы, относящегося к литьевой машине типа термопласт-автомат, проиллюстрированной на фиг.2.
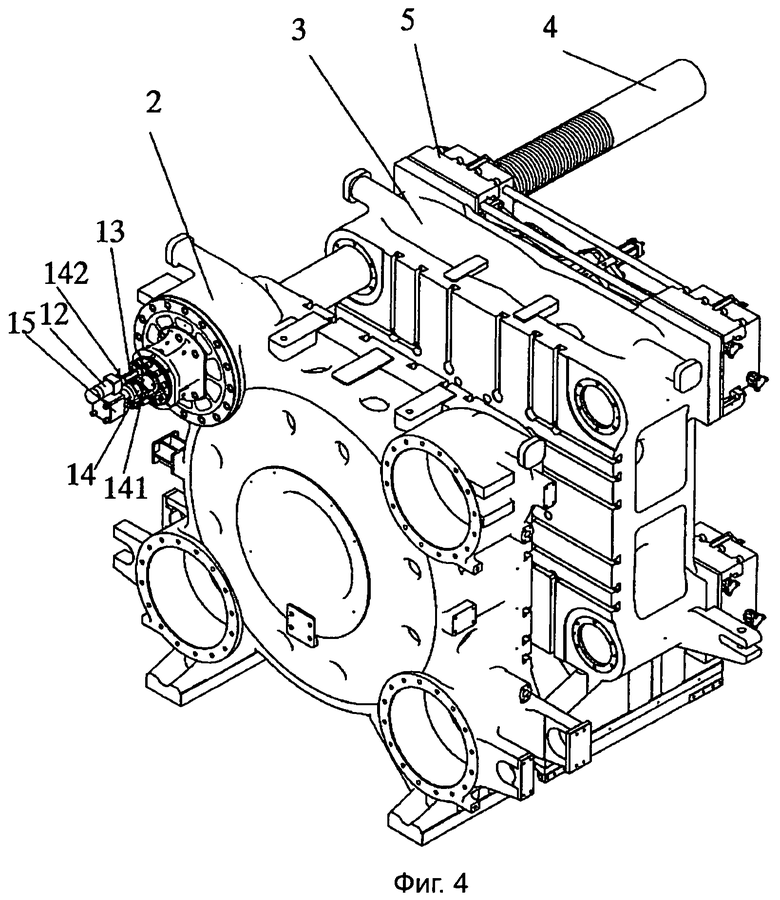
На фиг.4 показан в аксонометрии механизм настройки положения литьевой формы, установленный на литьевой машине типа термопласт-автомат, при этом показан только один соединительный стержень, и не показана крышка этого механизма настройки.
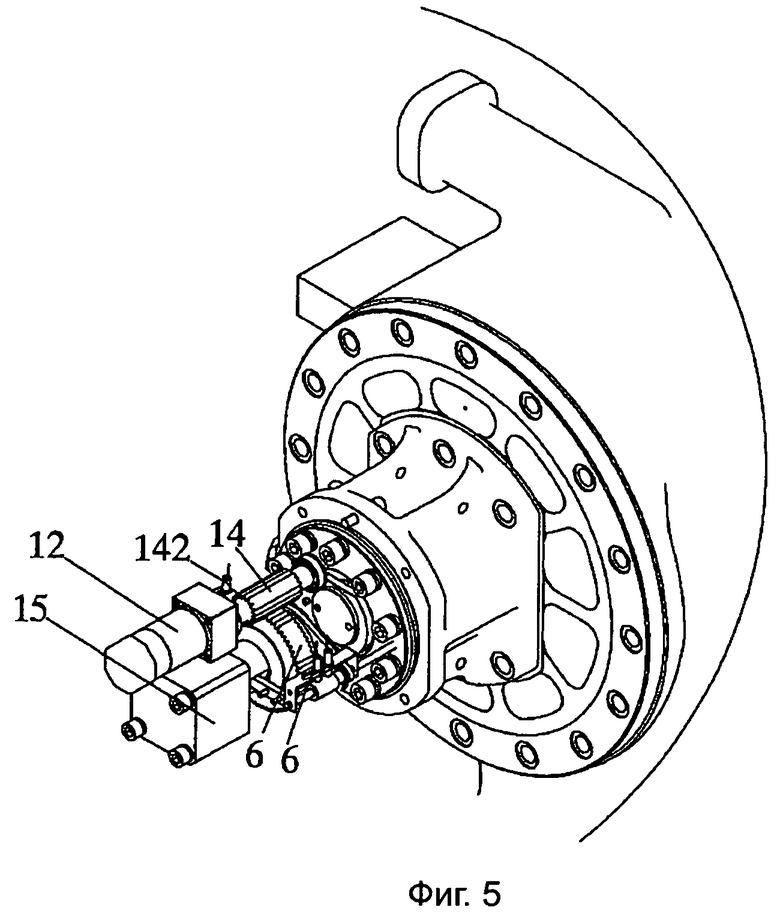
На фиг.5 показана с увеличением часть механизма настройки положения литьевой формы, относящегося к литьевой машине типа термопласт-автомат, проиллюстрированной на фиг.4.
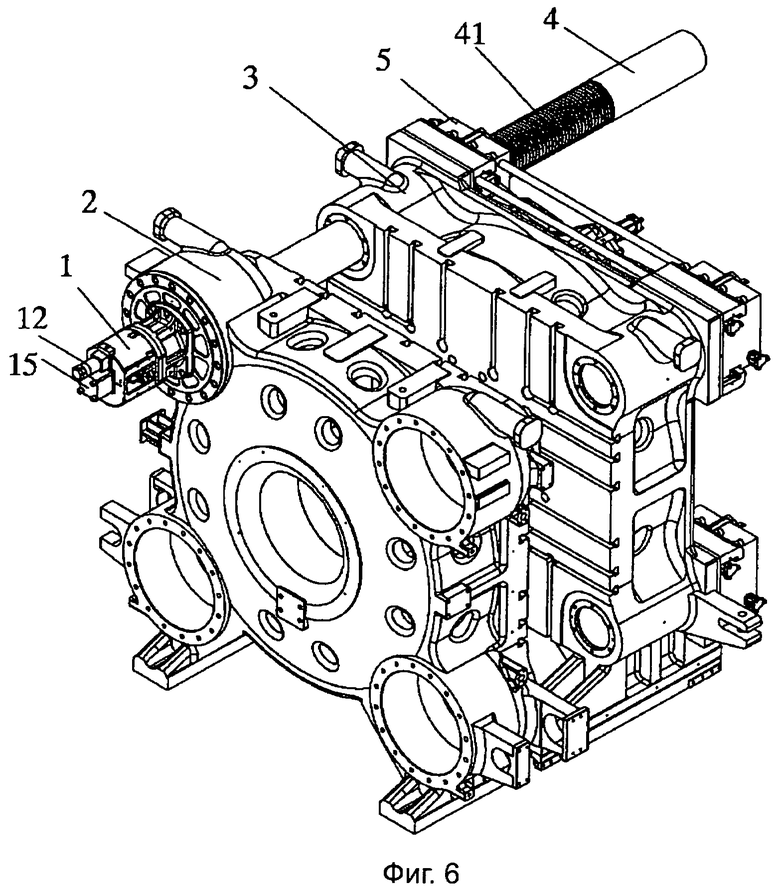
На фиг.6 показан в аксонометрии механизм настройки положения литьевой формы, установленный на литьевой машине типа термопласт-автомат, при этом показан только один соединительный стержень, и показана крышка механизма настройки положения литьевой формы.
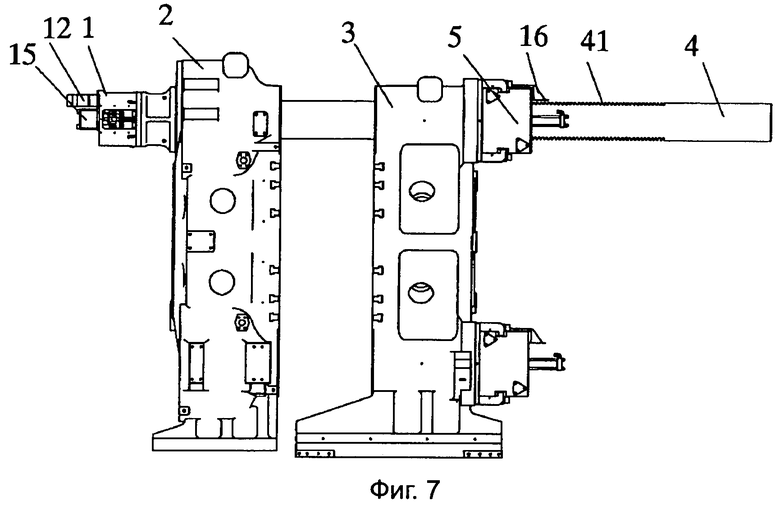
На фиг.7 изображен на виде сбоку механизм настройки положения литьевой формы, установленный на литьевой машине типа термопласт-автомат согласно предлагаемому изобретению, при этом показан только один соединительный стержень, и показана крышка механизма настройки литьевой формы.
На прилагаемых чертежах применены следующие ссылочные обозначения:
1 - механизм настройки положения литьевой формы,
11 - опорная рама,
12 - двигатель,
13 - ведущее колесо настройки положения литьевой формы,
14 - ведомое колесо настройки положения литьевой формы,
141 - второй чувствительный элемент,
142 - третий чувствительный элемент,
143 - крышка,
15 - позиционирующий гидравлический цилиндр,
16 - первый чувствительный элемент,
2 - неподвижно закрепленная пластина,
3 - подвижная пластина,
4 - соединительный стержень,
41 - зубцы,
5 - стягивающая резьбовая муфта,
7 - удлинительный элемент.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Проиллюстрированная в вариантах осуществления на прилагаемых чертежах фиг.1 - фиг.7 литьевая машина типа термопласт-автомат, снабженная механизмом 1 настройки положения литьевой формы, осуществлена согласно предлагаемому изобретению. Механизм 1 настройки положения литьевой формы, относящийся к литьевой машине типа термопласт-автомат, включает неподвижно закрепленную пластину 2, подвижную пластину 3, которая расположена на одной стороне упомянутой неподвижно закрепленной пластины 2, четыре соединительных стержня 4, которые проведены сквозь упомянутые неподвижно закрепленную пластину 2 и подвижную пластину 3, при этом каждый из упомянутых соединительных стержней (которые могут быть названы также направляющими стержнями) снабжен зубьями 41 в его средней части и стягивающей резьбовой муфтой 5, стяжной канал которой выполнен с возможностью вступать во взаимодействие с упомянутыми зубьями 41. Разумеется, рассматриваемая литьевая машина типа термопласт-автомат включает также станину, узел впрыска и другие необходимые компоненты. Но поскольку эти компоненты не имеют отношения к предлагаемому изобретению, о них в последующем изложении ничего не говорится.
Механизм 1 настройки положения литьевой формы расположен на противоположной стороне неподвижно закрепленной пластины 2, будучи расположенным на уровне с соединительными стержнями 4, т.е. существует механизм настройки положения литьевой формы для каждого соединительного стержня 4. Следовательно, имеется четыре идентичных по конструкции соединительных стержня 4 для четырех механизмов 1 настройки положения литьевой формы. Каждый механизм 1 настройки положения литьевой формы включает опорную раму 11, двигатель 12, ведущее колесо 13 настройки положения литьевой формы, ведомое колесо 14 настройки положения литьевой формы, позиционирующий гидравлический цилиндр 15 и первый чувствительный элемент 16. Кроме того, механизм 1 настройки положения литьевой формы включает также систему управления (не показана).
Опорная рама 11 установлена на противоположной стороне неподвижно закрепленной пластины 2 в качестве рамы узла, и компоненты механизма настройки положения литьевой формы прикреплены к опорной раме 11. Опорная рама 11 может быть разобрана на несколько частей в зависимости от конкретной ситуации.
На опорной раме 11 установлен двигатель 12. Двигатель 12 является приводным двигателем, он соединен с системой управления и находится под управлением системы управления.
С одной стороны ведущее колесо 13 настройки положения литьевой формы опирается на вал двигателя 12, а с противоположной стороны оно опирается на опорную раму. Ведущее колесо 13 настройки положения литьевой формы может представлять собой зубчатое колесо, которое с одной стороны опирается на вал двигателя, а с противоположной стороны соединено с возможностью вращения с опорной рамой, при этом благодаря фиксированному соединению с валом двигателя оно имеет возможность вращения при вращении двигателя 12.
Ведомое колесо 14 настройки положения литьевой формы выполнено с возможностью сопряжения с ведущим колесом 13 настройки положения литьевой формы и установлено подвижно на поршневом штоке позиционирующего гидравлического цилиндра 15. Поскольку ведущее колесо 13 настройки положения литьевой формы представляет собой зубчатое колесо, ведомое колесо 14 настройки положения литьевой формы также является зубчатым колесом и находится в зацеплении с ведущим колесом 13 настройки положения литьевой формы. Следовательно, когда ведущее колесо 13 приводится во вращение двигателем 12, ведомое колесо 14, будучи в зубчатом зацеплении с ведущим колесом 13, также приводится во вращение. Ведомое колесо 14 настройки положения литьевой формы может быть дополнительно снабжено вторым чувствительным элементом 141 и устройством аварийной сигнализации (на прилагаемых чертежах не показано). Второй чувствительный элемент 141 и устройство аварийной сигнализации соединены с системой управления. При выходе ведомого колеса 14 настройки положения литьевой формы за предел, заданный вторым чувствительным элементом 141, обеспечена возможность выдачи системой управления управляющего сигнала на подачу аварийного сигнала устройством аварийной сигнализации. Второй чувствительный элемент 141 представляет собой концевой выключатель. Ведомое колесо 14 настрой положения литьевой формы может быть дополнительно снабжено третьим чувствительным элементом 142, который представляет собой позиционно-чувствительный датчик. Третий чувствительный элемент 142 соединен с системой управления. Литьевая машина типа термопласт-автомат получает от системы управления управляющий сигнал на вступление в работу, когда боковая поверхность ведомого колеса 14 настройки положения литьевой формы упирается в соответствующий соединительный стержень 4. А устройство аварийной сигнализации получает от системы управления управляющий сигнал на подачу аварийного сигнала, когда боковая поверхность ведомого колеса 14 настройки положения литьевой формы не упирается в соответствующий соединительный стержень 4. Каждый соединительный стержень 4 дополнительно снабжен удлинительным элементом 7, прикрепленным к упомянутому концу соответствующего соединительного стержня 4, упирающегося в ведомое колесо 14 настройки положения литьевой формы. Удлинительный элемент 7 прикреплен к концу соответствующего соединительного стержня 4, упирающегося в боковую поверхность ведомого колеса 14 настройки положения литьевой формы.
К опорной раме 11 прикреплен позиционирующий гидравлический цилиндр 15, который соединен с внешним гидравлическим контуром. Система управления соединена с внешним гидравлическим контуром для обеспечения управления внешним гидравлическим контуром с целью подачи масла на позиционирующий гидравлический цилиндр 15 или с целью снятия нагрузки с гидравлического контура. Ведомое колесо 14 настройки положения литьевой формы установлено на поршневом штоке позиционирующего гидравлического цилиндра 15. Ведомое колесо 14 настройки положения литьевой формы представляет собой зубчатое колесо, имеющее центральное отверстие, снабженное внутренней резьбой. Поршневой шток снабжен соответствующей наружной резьбой, за счет чего обеспечена возможность перемещения ведомого колеса 14 настройки положения литьевой формы вдоль поршневого штока. Поршневой шток выполнен ступенчатым. А именно, на нем выполнен наплыв. Упомянутый наплыв упирается в опорную раму таким образом, что максимальное расстояние выхода поршневого штока является постоянным.
Первый чувствительный элемент 16, который установлен на стягивающей резьбовой муфте 5, используется для определения наличия или отсутствия сопряжения между зубьями соединительного стержня и стяжным каналом упомянутой стягивающей резьбовой муфты.
Система управления соединена с двигателем 12, первым чувствительным элементом 16 и внешним гидравлическим контуром. Двигатель 12 получает от системы управления управляющий сигнал на вращение, когда первым чувствительным элементом 16 определено отсутствие сопряжения между зубьями 41 каждого соединительного стержня 4 и стяжным каналом соответствующей стягивающей резьбовой муфты 5. И как только первый чувствительный элемент 16 определяет наличие сопряжения между зубьями 41 каждого соединительного стержня 4 и стяжным каналом соответствующей стягивающей резьбовой муфты 5, система управления подает на литьевую машину типа термопласт-автомат управляющий сигнал на вступление в работу.
Перед работой на литьевой машине типа термопласт-автомат должна быть установлена литьевая форма. Как показано на фиг.2, расстояние между неподвижно закрепленной пластиной 2 и подвижной пластиной 3 подобрано по высоте литьевой формы. Иначе говоря, литьевая форма должна быть готова к работе. В процессе установки литьевой формы стягивающая резьбовая муфта 5, следуя за подвижной пластиной 3, движется вдоль соответствующего соединительного стержня 4, при этом нет гарантии, что произойдет сопряжение стяжного канала стягивающей резьбовой муфты с зубцами 41 на соответствующем соединительном стержне 4. Поэтому возможна такая ситуация, что не будет обеспечено правильное сопряжение с зубцами, и не будет обеспечено правильное положение литьевой формы. В этом случае при закреплении стягивающей резьбовой муфты зубцы будут сталкиваться друг с другом, в результате чего закрепление не будет гарантировано, и возможно повреждение стягивающей резьбовой муфты 5 и соответствующего соединительного стержня 4. Из вышеизложенного следует, что существует потребность в способе настройки положения литьевой формы через настройку относительного расположения стягивающей резьбовой муфты 5 и соответствующего соединительного стержня 4.
Согласно предлагаемому изобретению способ настройки положения литьевой формы, осуществленный с помощью вышеупомянутого механизма настройки, включает следующие стадии:
стадия 1: подача на внешний гидравлический контур от системы управления управляющего сигнала на подачу масла к позиционирующему гидравлическому цилиндру,
стадия 2: приведение ведомого колеса настройки положения литьевой формы в положение упора в соединительный стержень,
стадия 3: подача на первый чувствительный элемент от системы управления управляющего сигнала на определение наличия или отсутствия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты,
стадия 4: на основании сигнала от первого чувствительного элемента определяют наличие или отсутствие сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты,
стадия 5: в случае наличия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты осуществляют переход к стадии 7, в ином случае с помощью системы управления подают управляющий сигнал на приведение двигателя во вращение и затем осуществляют переход к стадии 6,
стадия 6: обеспечивают получение третьим чувствительным элементом от системы управления управляющего сигнала на определение того, находится ли ведомое колесо настройки положения литьевой формы за пределом, заданным третьим чувствительным элементом, и в случае нахождения ведомого колеса настройки положения литьевой формы за пределом, заданным третьим чувствительным элементом, с помощью системы управления подают на устройство аварийной сигнализации управляющий сигнал на подачу аварийного сигнала и выключают литьевую машину, в ином случае осуществляют переход к стадии 3,
стадия 7: обеспечивают получение вторым чувствительным элементом от системы управления управляющего сигнала на определение того, упираются ли боковая поверхность ведомого колеса настройки положения литьевой формы и соединительный стержень друг в друга, и если да, то осуществляют переход к стадии 6, в ином случае с помощью системы управления подают управляющий сигнал на подачу аварийного сигнала устройством аварийной сигнализации,
стадия 8: обеспечивают подачу системой управления управляющего сигнала на приведение литьевой машины в работу и управляющего сигнала на снятие внешним гидравлическим контуром нагрузки с позиционирующего гидравлического цилиндра.
Далее стадии процесса настройки положения литьевой формы будут описаны подробно.
На стадии 1 внешний гидравлический контур получает от системы управления управляющий сигнал на подачу масла к позиционирующему гидравлическому цилиндру 15 таким образом, что с помощью масла поршневой шток позиционирующего гидравлического цилиндра приводится в движение. Благодаря ступенчатой форме упомянутого поршневого штока происходит блокирование выполненного на нем наплыва опорной рамой, иначе говоря, максимальное расстояние выхода поршневого штока является фиксированным. При этом постоянно действующее давление масла удерживает поршневой шток в контакте с рамой (или машинной рамой), как если бы они были неподвижно скреплены между собой.
На стадии 2 ведомое колесо настройки положения литьевой формы приводится в положение упора в соединительный стержень. Для приведения каждого соединительного стержня 4 в движение таким образом, чтобы он был приведен в положение упора в ведомое колесо 14, литьевая машина типа термопласт-автомат снабжена дополнительным приводным устройством, например позиционирующим цилиндром. Как показано на фиг.1, форма соединительных стержней 4 и форма ведомого колеса 14 настройки положения литьевой формы изменяются соответственно с учетом конструкции литьевой машины типа термопласт-автомат как целого. С правой стороны ведомого колеса 14 прикреплена крышка 143. А с левой стороны соединительного стержня 4 прикреплен удлинительный элемент 7. Как можно видеть на фиг.1, между упомянутыми крышкой 143 и удлинительным элементом 7 имеется некоторое расстояние, т.е. они не упираются друг в друга. Когда на удлинительный элемент 7 действует толкающая его внешняя сила, он доходит до упора в крышку 143, которая неподвижно скреплена с ведомым колесом 14, при этом удлинительный элемент 7 неподвижно скреплен с соединительным стержнем 4. Иначе говоря, это равносильно тому, что в ведомое колесо 14 упирается соединительный стержень 4. Ведомое колесо 14 имеет с поршневым штоком резьбовое соединение, так что ведомое колесо 14 имеет возможность вращения вокруг поршневого штока, но не имеет возможности скользить вдоль него. Поэтому соединительный стержень упирается в ведомое колесо 14 без возможности его смещения.
На стадиях 3-5 первый чувствительный элемент 16 получает от системы управления управляющий сигнал на определение наличия или отсутствия сопряжения между зубьями 41 соединительного стержня 4 и стяжным каналом стягивающей резьбовой муфты 5. Кроме того, первый чувствительный элемент 16 получает от системы управления также управляющий сигнал на определение того, имеет ли место сопряжение зубьев 41 соединительного стержня 4 со стяжным каналом стягивающей резьбовой муфты 5.
Если первый чувствительный элемент 16 определяет, что сопряжение между зубьями 41 соединительного стержня 4 и стяжным каналом стягивающей резьбовой муфты 5 отсутствует, то система управления подает на двигатель 12 управляющий сигнал на вращение последнего. При этом от двигателя 12 приводится в движение ведущее колесо 13 настройки положения литьевой формы, которое приводит в движение ведомое колесо 14 настройки положения литьевой формы. Поскольку крышка 143 и соединительный стержень 4 упираются друг в друга, как только первый чувствительный элемент 16 определяет, что зубья 41 соединительного стержня 4 находятся во взаимодействии со стяжным каналом стягивающей резьбовой муфты 5, ведомое колесо 14 толкает соединительный стержень 4 вправо. Теперь система управления блокирует двигатель 12, и ведущее колесо 13 и ведомое колесо 14 не могут смещаться ни влево, ни вправо. В этом состоянии двигатель 12, ведущее колесо 13, ведомое колесо 14 и позиционирующий гидравлический цилиндр 15 зафиксированы, чем гарантируется неподвижно зафиксированное положение крышки 143. Таким образом, как только удлинительный элемент 7 упирается в крышку 143, без того, чтобы всякий раз настраивать положение литьевой формы, гарантируется сопряжение стягивающей резьбовой муфты 5 с соединительным стержнем 6.
Если не происходит сопряжения зубьев 41 соединительного стержня 4 со стяжным каналом стягивающей резьбовой муфты 5, то несовпадение составляет максимум один зуб. Установленный на ведомом колесе 14 второй чувствительный элемент 141, который может представлять собой, например, концевой выключатель, ограничивает расстояние по меньшей мере до ширины одного зуба. При настройке соединительного стержня 4 с помощью ведомого колеса 14, если только ведомое колесо 14 выходит за пределы расстояния, на которое настроен второй чувствительный элемент 141, то система управления подает на устройство аварийной сигнализации управляющий сигнал на подачу аварийного сигнала. И если это имеет место, то в пределах расстояния, на которое настроен чувствительный элемент, происходит возвращение к стадии 3, т.е. система управления подает на первый чувствительный элемент 16 управляющий сигнал на определение наличия или отсутствия сопряжения между зубьями 41 соединительного стержня 4 и стяжным каналом стягивающей резьбовой муфты 5. Этим гарантируется, что ведомое колесо 14 не будет откручено от поршневого штока.
После выполнения вышеописанных стадий система управления возвращается к стадии 3. Благодаря вышеописанным настройкам первый чувствительный элемент 16 определяет, что зубья 41 каждого соединительного стержня 4 находятся во взаимодействии со стяжным каналом стягивающей резьбовой муфты 5. Затем система управления блокирует двигатель 12 и подает на третий чувствительный элемент 142 управляющий сигнал на определение того, упирается ли соединительный стержень 4 в ведомое колесо 14. Если соединительный стержень 4 не упирается в ведомое колесо 14, то система управления подает управляющий сигнал на выключение литьевой машины и управляющий сигнал на устройство аварийной сигнализации на подачу аварийного сигнала. В вышеописанном случае, хотя один конец соединительного стержня 4 закреплен стягивающей резьбовой муфтой 5, противоположный конец находится в подвешенном состоянии, так что не гарантировано, что соединительный стержень 4 выдержит давление, развиваемое при работе литьевой машины типа термопласт-автомат.
Если соединительный стержень 4 упирается в ведомое колесо 14, то система управления снимает нагрузку с гидравлического контура позиционирующего гидравлического цилиндра 15, и затем система управления подает на стягивающую резьбовую муфту 5 управляющий сигнал на зажатие соединительного стержня 4 и управляющий сигнал на включение литьевой машины в работу. При работе литьевой машины соединительные стержни 4 под действием силы трансформируются и обычно удлиняются. Снятие нагрузки с позиционирующего гидравлического цилиндра обеспечивает для перемещения соединительных стержней 4 большое расстояние, так что обеспечивается увеличение срока службы этих соединительных стержней.
Во время работы литьевой машины внутри нее могут возникать такие большие ударные силы, что ведомое колесо 14 может перестать упираться в соединительный стержень 4, или зубья 41 соединительного стержня могут перестать взаимодействовать со стяжным каналом стягивающей резьбовой муфты 5. Таким образом, с целью определения таких состояний на каждом цикле система управления будет выполнять некоторые из вышеописанных стадий. Следующие стадии могут содержать некоторые из вышеописанных стадий, но они не одни и те же. И при своем осуществлении они не связаны с вышеописанными стадиями.
Стадия А: внешний гидравлический контур получает от системы управления управляющий сигнал на подачу масла в позиционирующий гидравлический цилиндр.
Стадия В: первый чувствительный элемент получает от системы управления управляющий сигнал на определение наличия или отсутствия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты.
Стадия С: на основании сигнала от первого чувствительного элемента определяют, наличествует ли сопряжение между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты.
Стадия D: если да, то осуществляют переход к стадии Е, в ином случае система управления подает на устройство аварийной сигнализации управляющий сигнал на подачу аварийного сигнала.
Стадия Е: второй чувствительный элемент получает от системы управления управляющий сигнал на определение того, упирается ли боковая поверхность ведомого колеса настройки литьевой формы в соединительный стержень, и если да, то осуществляется переход к стадии F, в ином случае система управления подает на устройство аварийной сигнализации управляющий сигнал на подачу аварийного сигнала и управляющий сигнал на выключение литьевой машины.
Стадия F: литьевая машина получает от системы управления управляющий сигнал на вступление в работу, а гидравлический контур получает от системы управления управляющий сигнал на снятие нагрузки с позиционирующего гидравлического цилиндра.
Иначе говоря, при осуществлении каждого литьевого цикла система управления определяет, упирается ли ведомое колесо в соединительный стержень, и наличествует ли сопряжение между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты. При возникновении каких-либо аномалий система управления подает управляющий сигнал на подачу аварийного сигнала. При отсутствии аномалий система управления подает управляющий сигнал на включение литьевой машины в работу. Поэтому отсутствует необходимость в настройке литьевой формы в каждом цикле, при этом гарантируется надежность работы литьевой машины.
Вышеприведенное описание представлено с целью иллюстрации. Его целью не является исчерпывающее или ограничивающее раскрытие предлагаемого изобретения, и после изучения этого описания специалистам соответствующего профиля должно быть понятно, что возможны различные модификации и варианты осуществления предлагаемого изобретения. Эти модификации и варианты также попадают в объем предлагаемого изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ МАШИНА ТИПА ТЕРМОПЛАСТ-АВТОМАТ | 2008 |
|
RU2445209C2 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1388317A1 |
| МУФТА | 2008 |
|
RU2357128C1 |
| МУФТА | 2007 |
|
RU2357127C1 |
| ПРИВОДНОЕ УСТРОЙСТВО ДОЗИРУЮЩЕГО СМЕСИТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2614685C2 |
| Устройство для подачи воды к дождевальной машине в движении | 1984 |
|
SU1367834A3 |
| СУДОВОЙ ВИНТОРЕДУКТОРНЫЙ АГРЕГАТ | 2002 |
|
RU2236985C2 |
| ТРАНСМИССИЯ ВЕРТОЛЕТА | 2013 |
|
RU2559676C2 |
| Трансмиссия механическая с гидравлическими дифференциальными связями ведущих колес и многорежимной системой электронного управления их блокировкой для автотранспортного средства повышенной проходимости | 2018 |
|
RU2692737C1 |
Изобретение относится к механизму и способу настройки литьевой формы литьевой машины. Литьевая машина типа термопласт-автомат содержит механизм настройки положения литьевой формы, установленный на одной стороне неподвижно закрепленной пластины соосно с соответствующим соединительным стержнем. Каждый из механизмов настройки литьевой формы имеет идентичную конструкцию и содержит опорную раму, двигатель, ведущее колесо настройки литьевой формы, ведомое колесо настройки литьевой формы, позиционирующий гидравлический цилиндр, чувствительный элемент и систему управления. Техническим результатом изобретения является сокращение производственного цикла. 2 н. и 7 з.п. ф-лы, 7 ил.
1. Литьевая машина типа термопласт-автомат, содержащая неподвижно закрепленную пластину, подвижную пластину, расположенную на одной стороне упомянутой неподвижно закрепленной пластины, совокупность соединительных стержней, проходящих сквозь упомянутые неподвижно закрепленную пластину и подвижную пластину, при этом каждый из упомянутых соединительных стержней снабжен зубьями в его средней части и стягивающей резьбовой муфтой, стяжной канал которой выполнен с возможностью взаимодействия с упомянутыми зубьями, и дополнительно содержащая совокупность механизмов настройки литьевой формы, расположенных на противоположной стороне неподвижно закрепленной пластины соосно с соответствующими соединительными стержнями, при этом каждый из упомянутых механизмов настройки содержит:
опорную раму, неподвижно закрепленную на противоположной стороне неподвижно закрепленной пластины,
двигатель, установленный на упомянутой опорной раме,
ведущее колесо настройки литьевой формы, установленное с одной стороны на валу двигателя, а с другой стороны на опорной раме,
ведомое колесо настройки литьевой формы, сопряженное с упомянутым ведущим колесом настройки литьевой формы,
позиционирующий гидравлический цилиндр, установленный на раме и соединенный с внешним гидравлическим контуром, при этом упомянутое ведомое колесо настройки литьевой формы подвижно соединено с поршневым штоком упомянутого гидравлического цилиндра,
первый чувствительный элемент, установленный на упомянутой стягивающей резьбовой муфте и выполненный с возможностью определения наличия или отсутствия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты, и
систему управления, соединенную с упомянутым двигателем, упомянутым первым чувствительным элементом и упомянутым внешним гидравлическим контуром, при этом упомянутая система управления выполнена с возможностью подавать управляющий сигнал на приведение двигателя во вращение в случае определения первым чувствительным элементом отсутствия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты и с возможностью сразу подавать управляющий сигнал на приведение литьевой машины типа термопласт-автомат в работу в случае определения первым чувствительным элементом наличия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты.
2. Литьевая машина по п.1, содержащая четыре соединительных стержня.
3. Литьевая машина по п.1 или 2, в которой ведомое колесо снабжено вторым чувствительным элементом и устройством аварийной сигнализации, при этом
упомянутый второй чувствительный элемент представляет собой концевой выключатель, и
упомянутый второй чувствительный элемент и упомянутое устройство аварийной сигнализации соединены с системой управления с возможностью сразу при выходе ведомого колеса за предел, заданный этим концевым выключателем, выдачи системой управления управляющего сигнала на подачу аварийного сигнала устройством аварийной сигнализации.
4. Литьевая машина по п.1 или 2, в которой ведомое колесо снабжено вторым чувствительным элементом и устройством аварийной сигнализации, при этом
упомянутый третий чувствительный элемент представляет собой позиционно-чувствительный датчик, и
упомянутый третий чувствительный элемент и упомянутое устройство аварийной сигнализации соединены с системой управления с обеспечением возможности при получении системой управления от первого чувствительного элемента сигнала, указывающего на наличие сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты, подачи системой управления управляющего сигнала на приведение литьевой машины типа термопласт-автомат в работу сразу, как только позиционно-чувствительный датчик определяет, что боковая поверхность ведомого колеса настройки литьевой формы и соединительный стержень упираются друг в друга, а также возможность подачи системой управления управляющего сигнала на подачу аварийного сигнала устройством аварийной сигнализации в ином случае.
5. Литьевая машина по п.4, в которой конец соединительного стержня, упирающийся в ведомое колесо, дополнительно снабжен удлинительным элементом, прикрепленным к упомянутому концу соединительного стержня, упирающегося в боковую поверхность ведомого колеса.
6. Литьевая машина по п.1 или 2, в которой ведущее колесо и ведомое колесо представляют собой зубчатые колеса.
7. Способ настройки литьевой формы, включающий следующие стадии:
стадия 1: обеспечение получения внешним гидравлическим контуром от системы управления управляющего сигнала на подачу масла к позиционирующему гидравлическому цилиндру,
стадия 2: приведение ведомого колеса настройки литьевой формы в положение упора в соответствующий соединительный стержень,
стадия 3: обеспечение получения первым чувствительным элементом от системы управления управляющего сигнала на определение наличия или отсутствия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты,
стадия 4: определение на основании сигнала от первого чувствительного элемента наличия или отсутствия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты,
стадия 5: в случае наличия сопряжения между зубьями соединительного стержня и стяжным каналом стягивающей резьбовой муфты осуществление перехода к стадии 6, в ином случае подача системой управления управляющего сигнала на приведение двигателя во вращение, и затем осуществляется переход к стадии 3,
стадия 6: подача с помощью системы управления управляющего сигнала на приведение литьевой машины типа термопласт-автомат в работу и управляющего сигнала на снятие внешним гидравлическим контуром нагрузки с позиционирующего гидравлического цилиндра.
8. Способ настройки литьевой формы по п.7, дополнительно включающий следующую за стадией 6 стадию, при осуществлении которой
с помощью системы управления подают на второй чувствительный элемент управляющий сигнал на определение того, упираются ли боковая поверхность ведомого колеса настройки литьевой формы и соединительный стержень друг в друга, и если да, то осуществляют переход к стадии 6, в ином случае с помощью системы управления подают управляющий сигнал на подачу аварийного сигнала устройством аварийной сигнализации.
9. Способ настройки литьевой формы по п.7, дополнительно включающий стадию, следующую за приведением двигателя во вращение по управляющему сигналу от устройства управления на стадии 5 перед осуществлением перехода к стадии 3, при осуществлении которой с помощью системы управления подают на третий чувствительный элемент управляющий сигнал на определение того, находится ли ведомое колесо настройки литьевой формы за пределом, заданным третьим чувствительным элементом, при приведении ведомого колеса настройки литьевой формы в движение с помощью двигателя, и в случае нахождения ведомого колеса настройки литьевой формы за пределом, заданным третьим чувствительным элементом, с помощью системы управления подают управляющий сигнал на подачу аварийного сигнала устройством аварийной сигнализации, в ином случае осуществляется переход к стадии 3.
| Система регулирования температуры наддувочного воздуха ДВС | 2019 |
|
RU2726865C1 |
| Установка для прочностных испытаний длинномерных образцов | 1987 |
|
SU1442865A1 |
| US 3635628 A, 18.01.1972 | |||
| Устройство для автоматического контроля толщины рукавных полимерных пленок | 1984 |
|
SU1243954A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ С ИСПОЛЬЗОВАНИЕМ ОТХОДОВ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 1998 |
|
RU2181081C2 |

