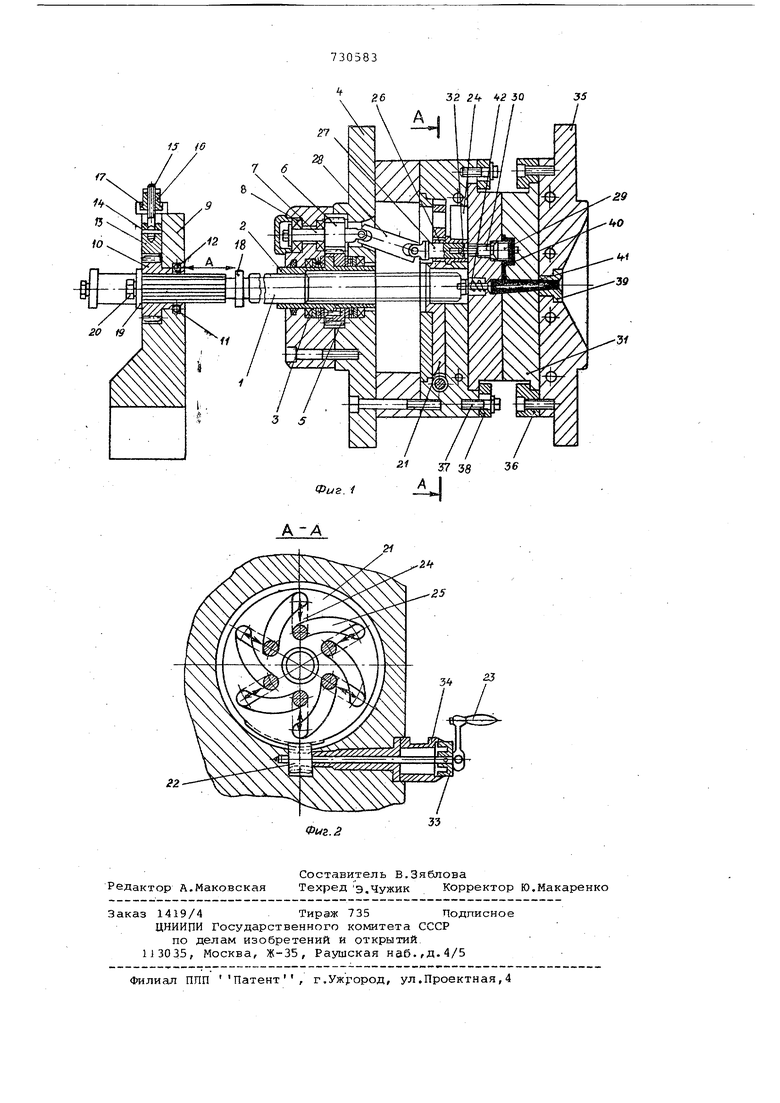
Изобретение относится к перера-. ботке пластических масс и может быть использовано в литьевых машинах для изготовления резьбовых изделий. Известен механизм свертывания рез бовых знаков, содержащий опорную рам ку с размещенными на ней свертывающими патронами, на осях которых укреплены шестерни, взаимодействующие с промежуточной шестерней. Рамка выполнена с концентрично расположенным относительно промежуточной шестерни направляющим кольцевым пазом, в котором установлены с возможностью пер мещения оси патронов 1. Недостатком известного механизма является то, что он не может быть пр менен ,для ввинчивания резьбовых знаков из изделий, отливаемых в сменных кассетных литьевых формах с различным радиальным удалением рабочих гнезд от центра форм, так как патро- ны механизма имеют возможность перемещения только концентрично промежуточной шестерне. Наиболее близким техническим реше нием к пре.плагаемому является механизм вывинчивания резьбовых знаков в литьевых формах .для полимерных изделий, содержащий корпус, ходовой винт, связанный одним концом с упором машины, а ,цругим взаимодействующий с ве,цущей шестерней, находящейся в зацеплении с ведог шми шестернями, резьбовые знаки и стопорное устройство 2 . Недостатком известного механизма является то, что он не может быть применен для вывинчивания резьбовых знаков из изделий, отливаемых в сменных кассетных литьевых формах, имеющих разную высоту пакетов и различное удаление формуюших гнезд от оси формы. Обусловлено это Отсутствием возможности свободного осевого перемещения винта, что могло бы компенсировать различные высоты паKelOB форм, а также неподвижным относительно оси формы расположением резьбовых знаков. Цель изобретения - расширение технологических возможностей механизма путем обеспечения сменных кассетных литьевых форм с различной высотой и различным радиальным удалением формующих гнезд от оси формы и межцентровым расстоянием между ними. Указанная цель достигается тем, что механизм вывинчивания резьбовых знаков в литьевых формах .для полимер-. ных. изделий, содержащий корпус, ходо вой винт, связанный одним концом с у ром машины, а другим взаимодействующий с ведущей шестерней, находящейся в зацеплении с шестерням резьбовые знаки и стопорное устройст снабжен установленными в корпусе червяком, диском с зубчатым сектором выполненным с криволинейными пазами и взаимодействующим, зубчатым сектооом с червяком, втулками со свертываю г№1ми патронами, размещенными в криволинейных пазах диска и в радиальных пазах, выполненных в корпусе и соединительными муфтами, шарнирно связанными с осями ведомых шестерен и свертывающими патронами, а ходовой винт установлен с возможностью отно тельного осевого перемещения. На фиг.1 схематически изображен предлагаемый механизм, продольный р рез; на фиг.2 - разрез А-А фиг.1. Механизм содержит винт 1, один конец которого взаимодействует с резьбовой втулкой 2, установленной на подшипниках 3 в корпусе 4.- На резьбовой втулке 2 жестко закреплен ведущая шестерня 5, находящаяся в зацеплений с ведог«ими шестернями 6, которые жестко закреплены на осях 7 и установлены на подиипниках 8 в корпусе 4. Другой конец винта 1 связан с упором 9 литьевой машины и установлен с возможностью перемещения вдоль осина величину А относительно упора. Связь ВИН1а с упором 9 осуществл ется через стопорное устройство, состоящее из втулки с наружной шесте ней 10, укрепленной с возможностью поворота на упоре 9 при помощи размещенной в кольцевой канавке 11 пружинной шайбы 12 и взаимодействующей со стопорным элементом 13, кото рый штифтсрм 14 жестко связан с резь бовой тягой 15, и фигурной гайки 16 Гайка 16 подвижно крепится при по- мощи пазовой планки 17 к упору 9 ли тьевой машины. Винт 1 связан с возможностью сво бодного осевого перемещения с втулко шестерни 10 любым известным образом например шлицевым соединением. Вели чина свободного хода А винта 1 одтра ничена с одной стороны упором 18, ДРУГОЙ - шайбой 19, закрепленной винтом 20. В корпусе 4 установлен с возможностью поворота диск 21 с зубчатым сектором, находящимся в зацеплении с червяком 22, управляемым вручную от ручки 23,и выполнены сквозные радиальные пазы 24, а в диске 21 сквозные криволинейные пазы 35. В совмещенных радиальных пазах 24 и кр волинейных пазах 25 размещены с возможностью свободного перемещения вдоль этих пазов втулки 26, в которы иарнирно установлены свертывающие патроны 27, связанные с осями 7 ведомых шестерен с помощью соединительных муфт 28, выполненных, например, в виде шарниров гука. Резьбовые знаки включают рабочую часть 29, среднюю цилиндрическую часть 30, на которой выполнена резьба, взаимодействующая с резьбой, выполненной на одной из половин литьевой формы 31, и конец резьбового знака в виде многогранника 32, свободно входящего в углубление свертывающего патрона 27. Шаг резьбы на рабочей части 29 резьбового знака равен шагу резьбы, выполненной на его средней цилиндрической части 30. Величина А свободного осевого перемещения винта 1 берется из расчета максимальной высоты кассетной литьевой формы 31. При настройке механизма автоматического вывинчивания резьбовых знаков закрепленный на подвижной части литьевой машины корпус 4.отводится в левое крайнее положение. Вращением гайки 16 стопорный элемент 13 поднимает вверх, выводя его из зацепления с шестерней 10 и давая ей возможность свободно поворачиваться в упоре 9 литьевой машины. Вращением винта 1 вставляют в исходное положение свертывающие патроны 27, . чему соответствует совмещение нанесенной на одном из патронов риски с риской на корпусе 4. Затем вставляют на нужное межцентровое расстояние и радиальное удаление от оси формы свертывающие патроны 27, для чего вращением ручки 23 совмещают риску диска лимба 33 с соответствующим делением на.корпусе 34 лимба. После этого каждый резьбовый знак выставляют по шаблону на нужную высоту относительно плоскости разъема литьевой формы 31, совмещая при этом риски на торцах многогранника 32 резьбовых знаков с рисками, нанесенными на наружной поверхности литьёвой формы. Собранную из двух половин кассетную литьевую форму 31 устанавливают на неподвижной части 35 литьевой машины, пропуская бурты формы в пазы, образованные планками 36. Правильное положение формы фиксируется фиксатором (на черт, не показан). Посзле этого ослабляют винты 37. Подпружиненные планки 38 расходятся (на черт.пружины не показаны). Подвижную часть литьевой машины переводят вправо до прилегания посадочной плоскости корпуса 4 к наружной поверхности левой части полуформы 31, при этом многогранники 32 концов резьбовьах знаков входят в соответствующие углубления свертывающих патронов 27. Затем сближением крепежных планок .38 и затяжкой винтов 37
закрепляют левую полуформу на корпусе 4 .
Механизм работает следующим образом.
Через литниковую втулку 39 производят впрыск разогретого материала. После окончания выдержки .при разъеме литьевой формы 31 изделия 40 и литниковая система остаются в подвижной части формы, удерживае№л резьбой на резьбознаках и поднутрением 41, При дальнейшем движении влево корпус 4 упор 18 винта 1 упирается в упбо 9 литьевой машины и останавливает от дальнейшего осевого движения винт под воздействием резьбы которого резьбовая втулка получает вращательное движение, что приводит к вывинчиванию резьбовых знаков из изделий 40, а затем подпружиненный(толкатель 42, смонтированный в левой полуформе упирается в торец винта и сбрасывает ли никовую систему вместе с изделием
В дальнейшем цикл работы повторяется.
Ввиду того что Данный механизм автоматического вывинчивания резьбовых знаков универсален и может быть применен для обслуживания сменных кассетных литьевых форм различной высоты и с различным радиальным удаленем рабочих гнезд от оси форм и межцентровым их расположением,отпадает необходимость в изготовлении сложных литьевых форм с встроенными в каждой из них своими механизмами вывинчивания резьбовых знаков, что значительно сокращает стоимость изготавливаемой оснастки и сроки подготовки производства за счет уменьшения объема проектных работ, снижения трудоемкости изготовления форм и снижения металлоемкости форм.
Кроме того, использование литьевых форм, обслуживаемых механизмом, повышает производительность труда
и культуру производства рабочих-литейшиков и сокращает производственные площади, занятые под хранение форм.
Формула изобретения
Механизм вывинчивания iрезьбовых знаков в литьевых формах для полимерных изделий, содержащий корпус ходовой винт, связанный одним концом с упором машины, а другим концом взаимодействующий с ведущей шестерней, находящейся в зацеплении с ведомлми шестернями, резьбовые знаки
и стопорное устройство, отличающийся тем, что, с целью расширения технологических возможностей механизма за счет обеспечения обслуживания сменных кассетных литьевых форм с различной высотой и различным радиальным удалением формующих гнезд от оси формы и межцентровым расстоянием между ними, он снабжен установленными в корпусе
червяком, диском с зубчатым сектором, выполненным с криволинейными пазами и взаимодействующими зубчатым сектором с червяком, втулками со свертывающими патронами, размещенными
в криволинейных иазах диска и в радиальных пазах,выполненных,в корпусе, и соединительными муфтами, шарнирно связанными с осями ведомых шестерен и свертывающими атронами, а ходовой
винт установлен с возможностью относительного осевого перемещения,
Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР
№ 292804, кл.В 29 С 1/00, 1969,
2, Авторское свидетельство СССР № 338395, кл.В 29 С 1/00, 1970 (прототип),.