00
00
ОС 00
V
полнено гнездо 8, В ограничительном винте вьтолнен осевой канал 11 для подпружиненного выталкивателя 12 литников. Настройка механизма произ- вопится перемещением ограничительного винта 6, который затем фиксируется. При смыкании формы головка ограничительного винта упирается в неподвижную полуформу, в то время
1388317
как за счет дальнейшего движенияподвижной полуформы резьбовые знаки устанавливаются в исходное положение. Головка ограничительного винта 6 утапливается при подходе подвижной полуформы в гнезде 8. Таким образом, процесс настройки обеспечивается pq- гулировкой положения легкодоступного ограничительного винта. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовления полимерных изделий с внешней резьбой | 1984 |
|
SU1219394A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма для изготовления полимерных изделий с резьбами | 1982 |
|
SU1115912A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма | 1989 |
|
SU1781065A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
Изобретение относится к литьевым формам для- изготовления полимерных изделий с внутренней резьбой. Цель изобретения - упрощение настройки вылета резьбовых знаков. Для этого механизм настройки вылета резьбовых знаков вьтолнен в виде установленного в торце ходового винта 1 ограничительного винта 6, для головки которого в подвижной полуформе вы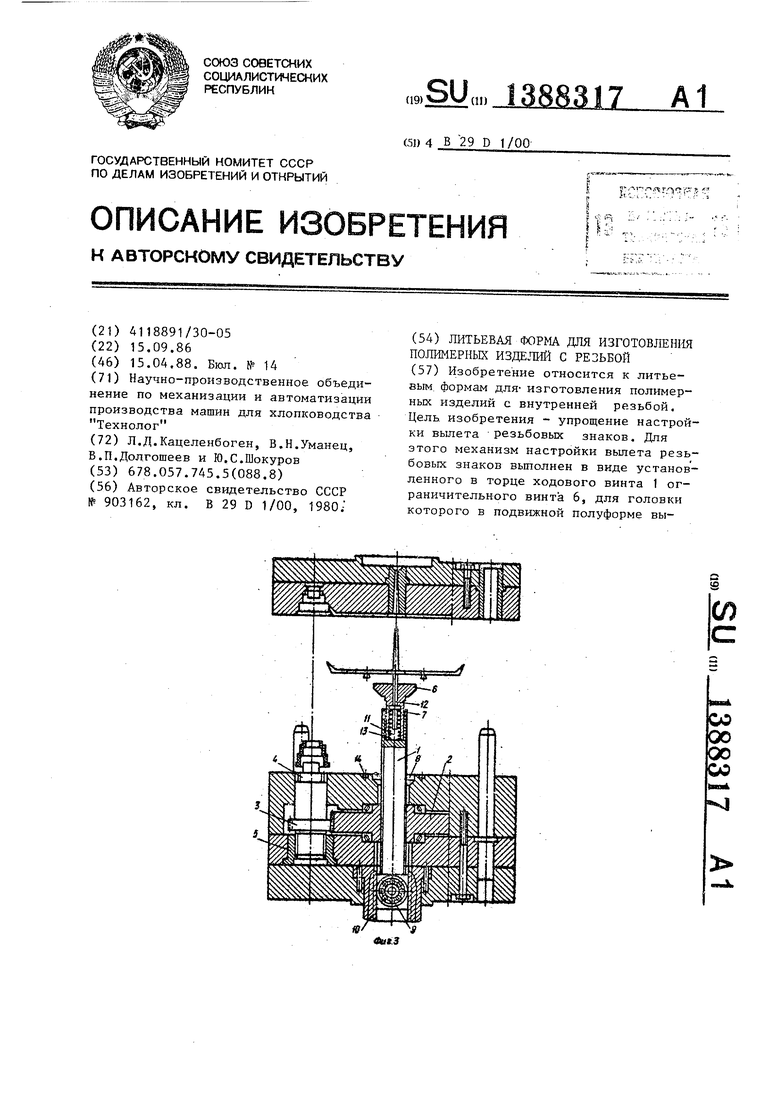
1
Изобретение относится к оснастке для переработки пластических масс и может быть использовано в литьевых формах для изготовления изделий с внутренней резьбой,
Цель изобретения - упрощение настройки вылета резьбовых знаков,
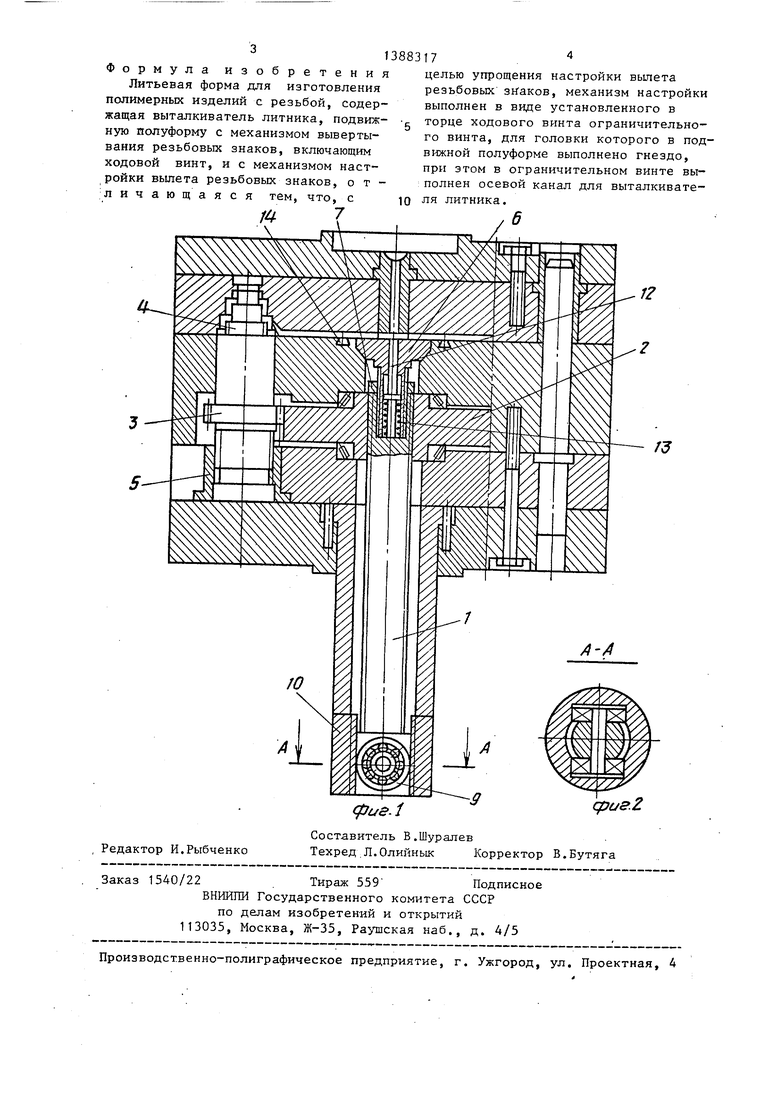
На фиг. 1 изображена литьевая форма с механизмом вывертывания резьбо- вых знаков, общий вид; на фиг. 2 - разрез А-А на фиг. 1-, на фиг, 3 - литьевая форма в разомкнутом положении .
Литьевая форма содержит располо- женньй в подвижной полумуфте механиз вьтертывания резьбовых знаков, включающий ходовой винт 1, который через ведущую шестерню 2 и ведомые шестерни 3 связан с резьбовыми знаками А, установленными в гайках 5, и механизм настройки вылета резьбовых знаков, выполненный в виде установленного в торце ходового винта 1 ограничительного винта 6 с коничес- кой головкой и Контргайки 7,
Под головку ограничительного винта 6 в подвижной полуформе выполнено гнездо 8. На хвостовой части ходово- го винта 1 установлены опорные ролики 9 во втулке 10, закрепленной в - опорной плите,
В ограничительном винте 6 выполнен осевой канал 11 для выталкивателя 12 литника с пружиной 13.
По обе стороны от гнезда 8 выполнены выемки-задержки 14 литников.
Форма работает следующим образом,
Предварительно устанавливают вы- лет резьбовых знаков, для чего ограничительный винт 6 ввертывают на
определенную глубину и фиксируют контргайкой 7,
При смыкании формы торец конической головки винта 6 наталкивается на неподвижную плиту и ходовой винт 1 останавливается, а взаимодействующая с ним ведущая шестерня 2, продолжая движение с подвижной полуформой, вращается и через ведомые шее-, терни 3 передает вращение резьбовым знакам 4, которые вывинчиваются из гаек 5, Закрепленная в опорной плите втулка 10 при этом взаимодействует с опорньми роликами 9 ходового винта, а в гнездо 8 вводится коническая головка, которая в момент смыкания формы плотно поджимается к неподвижной плите совместно с подвижно
полуформой,
I
Затем распла в термопласта впрыскивается в оформляюш 1е полости формы, и форма после соответствующей вьщержки раскрывается. Подвижная полуформа отходит от неподвижной плиты с отделенными от отлитых изделий литниками, удерживаемыми на ней выемками-задержками 14, Далее хвостовик наталкивается на упор термопласт-автомата и ходовой винт 1 останавливается, при этом подвижная полуформа, продолжая движение, отходит с гнездом 8 от .поверхности конической головки винта 6, литники освобождаются от удержания выемками-задержками 14 и под действием усилия пружины 13 удаляются выталкивателем 12, Резьбовые знаки 4 в это время, получая вращение от ведущей шес терни 2, ввинчиваются в гайки 5, но вьшинчиваются из готовых изделий, которые затем сбрасываются.
313883
Формула изобретения
Литьевая форма для изготовления полимерных изделий с резьбой, содержащая выталкиватель литника, подвиж- -с ную иолуформу с механизмом вывертывания резьбовых знаков, включающим ходовой винт, и с механизмом настройки вьшета резьбовых знаков, отличающаяся тем, что, с
17
целью упрощения настройки вылета резьбовых знаков, механизм настройки выполнен в виде установленного в торце ходового винта ограничительного винта, для головки которого в подвижной полуформе выполнено гнездо, при этом в ограничительном винте выполнен осевой канал для выталкивателя литника.
//
(t/e.f
cpue.Z
| Механизм для скручивания резьбовых изделий | 1980 |
|
SU903162A1 |
| Солесос | 1922 |
|
SU29A1 |
