Изобретение относится к металлургической промышленности и может быть использовано для электрошлаковой выплавки крупных полых слитков с толщиной стенки больше 100 мм.
Известна установка электрошлакового переплава, включающая колонну с несущей кареткой, электрододержатель с клещевым зажимом для крепления инвентарной головки с прикрепленным к ней расходуемым электродом (RU 67092 U, C22B 9/18, опубликовано 10.10.2007).
Недостатком известного технического решения является сложность крепления инвентарной головки к электрододержателю.
Наиболее близким по технической сущности и достигаемому техническому результату является установка электрошлаковой выплавки, включающая колонну с верхними и нижними каретками, электрододержатель со съемной инвентарной головкой, расположенный на верхней каретке, кристаллизатор с дорном, размещенным на нижней каретке, и расходуемые электроды, размещенные в гнездах съемной инвентарной головки. (Электрошлаковые печи. Под ред. акад. Б.Е.Патона. - Киев: Наукова Думка, 1976, с.286-288, 349-252, рис.393; 394).
Недостатком известной установки для электрошлаковой выплавки полых слитков является ненадежный электрический контакт расходуемых электродов в гнездах инвентарной головки из-за использования только части поверхности сопрягаемых элементов, что не позволяет использовать высокие токовые нагрузки и выплавлять крупные полые слитки с толщиной стенки больше 100 мм и использованием электродов диаметром более 100 мм при обеспечении высокого качества металлов в получаемом изделии. Кроме того, следует отметить ненадежность и трудоемкость крепление электродов в инвентарной головке, что увеличивает долю ручного труда при наладочных работах, а значит, и стоимость получаемого изделия.
Задачей и техническим результатом изобретения является выплавка полых слитков большой массы с толщиной стенки больше 100 мм и с использованием расходуемых электродов диаметром более 100 мм при упрощении размещения массивных расходуемых электродов в съемной инвентарной головке, снижение доли ручного труда наладочных работ, повышение надежности электрического контакта в гнездах и улучшение качества металла выплавляемого изделия при снижении его стоимости.
Технический результат достигается тем, что установка электрошлаковой выплавки полых слитков с толщиной стенки больше 100 мм, включающая колонну с верхней и нижней каретками, электрододержатель со съемной инвентарной головкой, расположенный на верхней каретке, кристаллизатор с дорном, размещенным на нижней каретке, и расходуемые электроды, размещенные в гнездах съемной инвентарной головки, при этом съемная инвентарная головка выполнена в виде двух горизонтальных изолированных верхней и нежней плит, расходуемые электроды снабжены дополнительными инвентарными головками, при этом гнезда в обоих плитах и дополнительные инвертарные головки выполнены с конусными сопрягаемыми поверхностями, причем продольные оси гнезд в обеих плитах совпадают.
На основании опытных плавок было выявлено, что расходуемый электрод диаметром больше 100 мм и при длине от четырех метров обладает массой, достаточной для создания надежного электрического контакта в гнезде инвентарной головки при условии выполнения сопрягаемых поверхностей конусными. Поэтому взаимосвязь расходуемого электрода с дополнительной инвентарной головкой идеально подходит для обеспечения надежного электрического контакта, способного передавать значительные токовые нагрузки, обеспечивающие требуемые электрические параметры выплавки, что служит гарантией выплавки металла изделия очень высокого качества, пригодного для изготовления деталей самого ответственного назначения.
При этом дополнительная инвентарная головка легко сваривается на установке для электрошлаковой сварки и не требует размещения на сварочном стенде крупногабаритных объектов (типа съемной инвентарной головки). Кроме того, она легко транспортируется, что позволяет размещать расходуемые электроды с дополнительной инвентарной головкой непосредственно на электрошлаковую установку для выплавки полого слитка цеховым краном, исключая специальный стенд для сборки электродов.
Предлагаемая установка получается компактной и способной практически без всякой переналадки производить выплавку как по монофилярной, так и бифилярной схемам выплавки. Кроме того, за счет снижения доли ручного труда и уменьшения времени межплавочных простоев обеспечивается снижение стоимости металла, выплавляемого изделия.
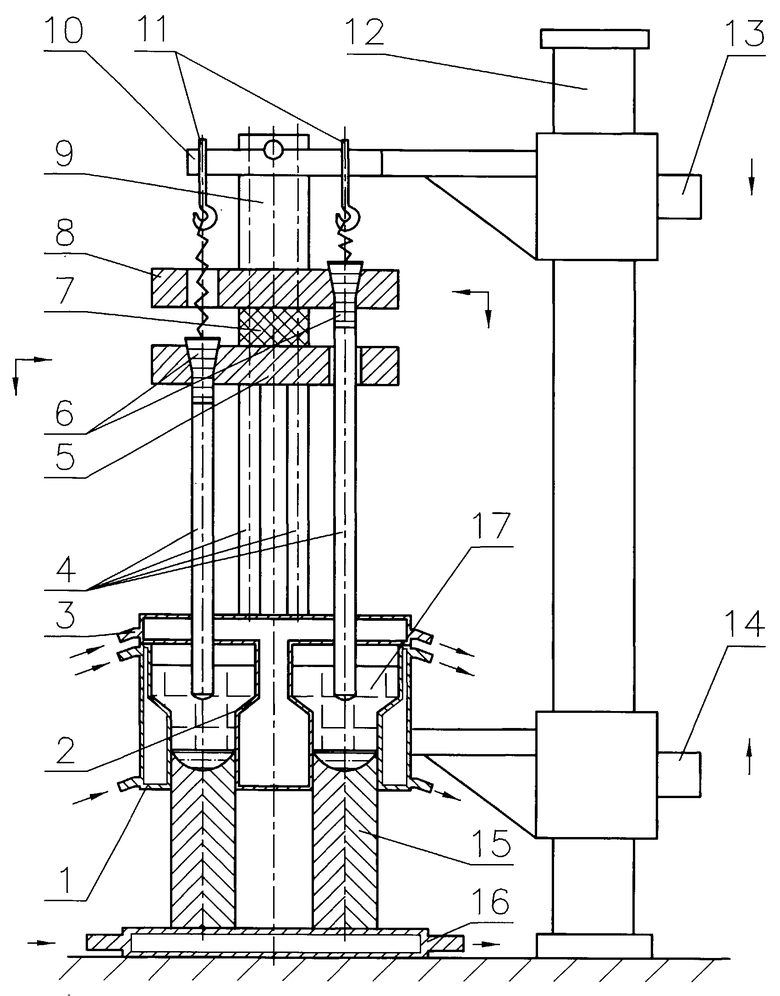
Предлагаемая установка для электрошлаковой выплавки полых слитков представлена на чертеже, включающем: кристаллизатор 1, дорн 2, кронштейн 3, расходуемый электрод 4, плиту 5, дополнительную инвентарную головку 6, изоляцию 7, плиту 8, съемную инвентарную головку 9, электрододержатель 10, трос механизма перемещения цехового крана 11, колонну 12, каретку верхнюю 13, каретку нижнюю 14, выплавляемую полую заготовку 15, поддон 16 и жидкий шлак 17.
Установка работает следующем образом. По вертикальной колонке 12 перемещаются две каретки: верхняя 13 и нижняя 14.
На электрододержателе 10 верхней каретки 13 размещают съемную инвентарную головку 9, которая включает плиту 8 и плиту 5, между которыми размещена изоляция 7.
Электрошлаковой сваркой соединяют дополнительную инвентарную головку 6 с каждым расходуемым электродом 4, используемым для переплава. Расходуемые электроды 4 с приваренными к ним дополнительными инвентарными головками 6 цеховым краном с помощью тросовой подвески 11 устанавливают в гнезда верхней плиты 8 и нижней плиты 5, размещенные на съемной инвентарной головке 9, предварительно подвешенной на электрододержателе 10 верхней каретки 13.
Благодаря тому что гнезда для размещения дополнительных инвентарных головок 6 выполнены соосно, размещение, например, инвентарных головок 6, расположенных на плите 5, можно производить краном сверху через гнезда плиты 8, при этом все гнезда выполнены с возможностью устанавливать расходуемые электроды 4 с дополнительными инвентарными головками 6 как вертикально сверху, так и при горизонтальном перемещении (стрелками условно показаны возможные направления движения при установке расходуемых электродов на съемной инвентарной головке 9).
В некоторых случаях, что определяется конструктивно в зависимости от высоты цеха и подкрановых путей крана, высоты колонны 12 и других факторов, выявляемых при строительстве и размещении установки для электрошлаковой выплавки полого слитка, в электрододержателе 10 также выполняются отверстия, соосные с аналогичными гнездами в плитах 5 и 8, а съемную инвентарную головку 9 устанавливают в электрододержателе 10 шарнирно.
На нижней каретке 14 неподвижно размещают кристаллизатор 1, на котором через кронштейн 3 установлен дорн 2. Плавильное пространство снизу кристаллизатора 1 и дорна 2 замыкает неподвижно установленный поддон 16.
Заливают жидкий шлак 17, в котором размещают расходуемые электроды 4, и начинают их расплавление в упомянутом жидком шлаке 17.
При этом каретки 13 и 14 осуществляют встречное перемещение, а выплавляемый полый слиток 15 остается на поддоне 16.
В качестве примера можно привести параметры одной из выплавленных полых заготовок:
- наружный диаметр 1300 мм;
- толщина стенки 300 мм;
- длина заготовки 4000-7000 мм;
- диаметр расходуемого электрода 330 мм;
- количество расходуемых электродов 8 шт.
Любым из известных способов изготавливают расходуемые электроды диаметром 330 мм (поз.4). Затем соединяют дополнительные инвентарные головки (поз.6) электрошлаковой сваркой с упомянутыми расходуемыми электродами, при этом в месте их сварки диаметры должны совпадать. В плитах 5 и 8 выполняют гнезда для размещения дополнительных инвентарных головок 6. В дальнейшем после первой плавки от расходуемых электродов остаются огарки, к которым во всех последующих плавках будут привариваться новые расходуемые электроды.
Съемная инвентарная головка (поз.9) изготавливается только для одного размера выплавляемой полой заготовки, например, с наружным диаметром 1300 мм и толщиной стенки 300 мм. Упомянутую съемную инвентарную головку изготавливают с возможностью выплавки как по монофилярной схеме, так и по бифилярной. Например, для монофилярной схемы электроды могут быть размещены только на плите 8, а для бифилярной схемы на плитах 5 и 8 со смещением между собой в шахматном порядке. Для других размеров полых заготовок изготавливается своя съемная инвентарная головка, и используются другие дополнительные инвентарные головки и расходуемые электроды.
В приведенном чертеже используется наиболее перспективная схема выплавки полых заготовок с перемещаемыми навстречу друг другу расходуемыми электродами и плавильной оснасткой, позволяющая получать наиболее длинные заготовки, а при бифилярном варианте плавки гарантирует снижение энергозатрат на 15-20% в сравнении со всеми другими схемами переплава для случая получения полых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И СПОСОБ ЕЕ УПРАВЛЕНИЯ | 2011 |
|
RU2486264C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2448173C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ ПОЛОГО СЛИТКА | 2009 |
|
RU2424325C2 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ | 2009 |
|
RU2424336C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ КРУПНЫХ ПОЛЫХ И СПЛОШНЫХ СЛИТКОВ | 2011 |
|
RU2456355C1 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СЛИТКОВ | 2011 |
|
RU2489505C2 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА | 2013 |
|
RU2533579C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СТАЛИ С ПОЛУЧЕНИЕМ ПОЛОГО СЛИТКА | 2013 |
|
RU2532537C1 |
| Многоэлектродная печь для электрошлакового переплава | 1976 |
|
SU687846A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2011 |
|
RU2479649C1 |
Изобретение относится к специальной электрометаллургии и может быть использовано при выплавке крупных полых заготовок с толщиной стенки больше 100 мм. Установка содержит колонну с верхней и нижней каретками, электрододержатель со съемной инвентарной головкой, расположенный на верхней каретке, кристаллизатор с дорном, размещенный на нижней каретке, расходуемые электроды, размещенные в гнездах съемной инвентарной головки. Съемная инвентарная головка выполнена в виде двух горизонтальных изолированных верхней и нижней плит, а расходуемые электроды снабжены дополнительными инвентарными головками, при этом гнезда в обоих плитах и дополнительные инвентарные головки выполнены с конусными сопрягаемыми поверхностями, причем продольные оси гнезд в обоих плитах совпадают. Изобретение позволяет использовать монофилярную и бифилярную схемы выплавки полого слитка за счет установки дополнительной инвентарной головки на каждом расходуемом электроде, а также снизить долю ручного труда наладочных работ, повысить надежность электрического контакта в гнездах инвентарной головки и улучшить качество металла выплавляемого изделия при снижении его стоимости. 1 ил.
Установка для электрошлаковой выплавки полых слитков с толщиной стенки более 100 мм, содержащая колонну с верхней и нижней каретками, электрододержатель со съемной инвентарной головкой, расположенный на верхней каретке, кристаллизатор с дорном, размещенный на нижней каретке, расходуемые электроды, размещенные в гнездах съемной инвентарной головки, отличающаяся тем, что съемная инвентарная головка выполнена в виде двух горизонтальных изолированных верхней и нижней плит, а расходуемые электроды снабжены дополнительными инвентарными головками, при этом гнезда в обоих плитах и дополнительные инвентарные головки выполнены с конусными сопрягаемыми поверхностями, причем продольные оси гнезд в обоих плитах совпадают.
| Электрошлаковые печи | |||
| /Под редакцией академика Б.Е.Патона | |||
| - Киев: Наукова Думка, 1976, с.286-288, с.349-352, рис.393, 394 | |||
| RU 94021738 A1, 20.04.1996 | |||
| Ламповый детектор | 1939 |
|
SU67092A1 |
| Установка для электрошлакового переплава | 1972 |
|
SU405412A1 |
| SE 7309894 A, 14.01.1975 | |||
| US 3721286 A, 20.03.1973. | |||

