Область техники
[0001] Настоящее изобретение относится к хромированной детали, представленной декоративной деталью, такой как эмблема или передняя декоративная решетка автомобиля, и способу ее изготовления. Более конкретно, настоящее изобретение относится к хромированной детали, имеющей высокую стойкость к коррозии и обеспечивающей серебристо-белое исполнение, подобное или эквивалентное шестивалентному хромированию.
Уровень техники
[0002] Как хорошо известно, например, наружные детали автомобилей или детали внешней отделки, такие как декоративные детали, включая, к примеру, эмблемы, передние декоративные решетки (решетки радиатора) и дверные ручки автомобилей, подвергают декоративному хромированию в целях улучшения эстетически привлекательного внешнего вида, повышения твердости поверхности для предотвращения царапин и, кроме того, для обеспечения коррозионной стойкости, чтобы предупредить ржавление.
[0003] Более конкретно, в декоративной хромированной детали, имеющей тело, изготовленное из металла или полимерного материала, такого как акрилонитрил-бутадиен-стирольный сополимер (АБС), тело последовательно подвергают меднению, бессернистому никелированию, блестящему никелированию и коррозионно-распределительному никелированию в качестве подготовки поверхности к хромированию, а затем на слое коррозионно-распределительного никелевого покрытия выполняют хромирование с помощью гальванической ванны с шестивалентным или трехвалентным хромом (т.н. «шестивалентное или трехвалентное хромирование»). На слое шестивалентного хромового покрытия формируют пассивирующую пленку путем обработки влажным оксидированием, таким как анодное электролитическое оксидирование, тем самым получая композитную слоистую структуру пленки (патентный документ 1). Эти операции предназначены для создания многослойной структуры, которая предотвращает коррозию благодаря повышению коррозионной стойкости, и описываются следующим образом.
[0004] Другими словами, слой хромового покрытия на поверхности образует композитную структуру вместе с нижележащим слоем никелевого покрытия, а слой никелевого покрытия образует композитную структуру вместе со слоем бессернистого никелевого покрытия, слоем блестящего никелевого покрытия и слоем коррозионно-распределительного никелевого покрытия для распределения коррозионного тока с целью повышения коррозионной стойкости. Кроме того, коррозионно-распределительное никелевое покрытие представляет собой никелевое покрытие с микропорами или никелевое покрытие с микротрещинами, в котором микротрещины образуются вследствие высоких напряжений. Под действием этих типов коррозионно-распределительного никелевого покрытия слой хромового покрытия на поверхности содержит мелкие поры (микропоры) или тонкие трещины (микротрещины). Множество этих микропор или микротрещин заставляют коррозионный ток распределяться, тем самым предотвращая местную коррозию нижележащего слоя блестящего никелевого покрытия. Это приводит в результате к повышению коррозионной стойкости.
[0005] Общая толщина всех слоев покрытия вышеупомянутой композитной слоистой структуры пленки, за исключением слоя хромового покрытия на поверхности, составляет примерно 5-100 микрометров, а самый верхний слой хромового покрытия, необходимый для сохранения эстетически привлекательного внешнего вида, является стойким к коррозии. Соответственно, эта композитная слоистая структура пленки может придать декоративной хромированной детали исполнение, пользующееся преимуществом серебристо-белого цвета слоя хромового покрытия на протяжении длительных периодов времени.
[0006] Более того, используемое с давних пор шестивалентное хромирование является превосходным по белому металлическому блестящему внешнему виду. Однако в последние годы использование шестивалентного хрома строго ограничено по экологическим соображениям, и непатентный документ 1 раскрывает в качестве метода декоративного трехвалентного хромирования, замещающего шестивалентное хромирование, процесс “TriChrome Plus”, процесс “TriChrome Light” и процесс “TriChrome Smoke” с использованием гальванической ванны однокамерного типа с трехвалентным хромом и, в дополнение, процесс “Envirochrome” и процесс “Twilight” с использованием гальванической ванны двухкамерного типа с трехвалентным хромом.
Патентный документ 1: публикация выложенной заявки на патент Японии № 2005-232529.
Непатентный документ 1: “Surface Technology”, Surface Finishing Society of Japan, Vol. 56, № 6, 2005, p. 20-24.
Раскрытие изобретения
Техническая задача
[0007] Однако в качестве предпосылки описанного в патентном документе 1 метода, например, нельзя ожидать, что последующая обработка катодным электролитическим хроматированием, способная легко осуществляться за короткое время, обеспечит эффект увеличения стойкости к коррозии с растворением хрома.
[0008] Более того, среди методов декоративного трехвалентного хромирования, описанных в последнем непатентном документе 1, любой процесс уступает шестивалентному хромированию в плане коррозионной стойкости и труден в применении, особенно в отношении деталей, требующих высокой коррозионной стойкости, таких как детали внешней отделки автомобилей.
[0009] Более конкретно, процесс “TriChrome Plus” значительно уступает шестивалентному хромированию в плане стойкости к коррозии в микропорах. Процесс “Envirochrome” уступает шестивалентному хромированию в плане стойкости к коррозии в микропорах и стойкости к коррозии с растворением хрома. В дополнение, процесс “Envirochrome” имеет тот недостаток, что нельзя ожидать увеличения толщины покрытия без осуществления тщательного регулирования гальванической ванны, даже если увеличение толщины покрытия предполагается в целях повышения коррозионной стойкости. Далее, процесс “Twilight” не может быть использован в том случае, когда для удобства исполнения требуется серебристо-белый цвет, подобный шестивалентному хромированию, поскольку сама пленка хромового покрытия имеет цвет темных тонов.
[0010] Настоящее изобретение было создано в свете таких проблем, и цель настоящего изобретения состоит в том, чтобы предоставить хромированную деталь, имеющую серебристо-белое исполнение, подобное или эквивалентное таковому в случае шестивалентного хромирования, и предложить способ ее изготовления.
Техническое решение
[0011] Хромированная деталь согласно настоящему изобретению включает в себя: тело; слой коррозионно-распределительного покрытия, сформированный поверх тела; слой трехвалентного хромового покрытия толщиной от 0,05 до 2,5 микрометра, сформированный на слое коррозионно-распределительного покрытия с использованием основного сульфата хрома в качестве источника металла; и пленку соединения хрома толщиной не менее 7 нм, сформированную на слое трехвалентного хромового покрытия катодным кислотным электролитическим хроматированием.
[0012] Способ изготовления хромированной детали согласно настоящему изобретению включает в себя стадии: формирование слоя коррозионно-распределительного покрытия, предназначенного для распределения коррозионного тока, поверх тела; формирование слоя трехвалентного хромового покрытия толщиной от 0,05 до 2,5 микрометра на слое коррозионно-распределительного покрытия с использованием основного сульфата хрома в качестве источника металла; и формирование пленки соединения хрома толщиной не менее 7 нм на слое трехвалентного хромового покрытия путем катодного кислотного электролитического хроматирования.
Преимущественные результаты
[0013] Согласно настоящему изобретению возможно получить деталь с покрытием, имеющую высокую коррозионную стойкость и обеспечивающую исполнение серебристо-белого цвета, подобное или эквивалентное шестивалентному хромированию.
Краткое описание чертежей
[0014] фиг.1 представляет собой увеличенный вид в поперечном сечении поверхностной части декоративной хромированной детали, иллюстрирующий предпочтительный вариант реализации настоящего изобретения.
фиг.2 представляет собой диаграмму, показывающую результаты спектрального анализа методом рентгеновской фотоэлектронной спектроскопии (РФС) в поверхностной части той же декоративной хромированной детали.
фиг.3 представляет собой микрофотографию поверхностного слоя хромового покрытия, в котором сформированы микропоры.
фиг.4 представляет собой микрофотографию поверхностного слоя 6 хромового покрытия, в котором сформированы микротрещины.
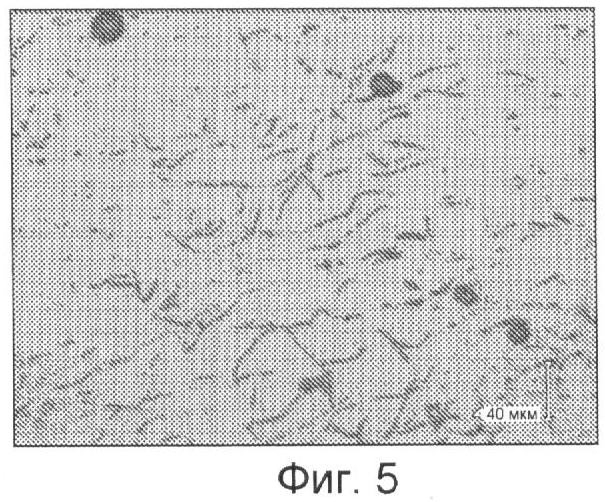
фиг.5 представляет собой микрофотографию поверхностного слоя 6 хромового покрытия, в котором сформированы микропоры и микротрещины.
фиг.6 представляет собой микрофотографию поверхностного слоя 6 хромового покрытия, в котором сформированы микротрещины.
Разъяснение ссылочных позиций
[0015] 1 Декоративная хромированная деталь
2 Тело
3 Весь слой покрытия
4 Слой медного покрытия
5 Слой никелевого покрытия
5а Слой коррозионно-распределительного никелевого покрытия
5в Слой блестящего никелевого покрытия
5с Слой бессернистого никелевого покрытия
6 Поверхностный слой хромового покрытия (слой трехвалентного хромового покрытия)
7 Пленка соединения хрома
8 Пленка композитного покрытия
Наилучший вариант осуществления изобретения
[0016] Как описано выше, хромированная деталь по настоящему изобретению включает в себя: тело; слой коррозионно-распределительного покрытия, сформированный поверх тела; слой трехвалентного хромового покрытия толщиной от 0,05 до 2,5 микрометра, сформированный на слое коррозионно-распределительного покрытия с использованием основного сульфата хрома в качестве источника металла; и пленку соединения хрома толщиной не менее 7 нм, сформированную на слое трехвалентного хромового покрытия путем катодного кислотного электролитического хроматирования. Слой коррозионно-распределительного покрытия и слой трехвалентного хромового покрытия входят в состав всего слоя покрытия, который сформирован на поверхности тела и состоит из множества металлических слоев покрытия.
[0017] Вышеупомянутый слой трехвалентного хромового покрытия имеет структуру с микропорами или структуру с микротрещинами, желательно структуры и с микропорами, и с микротрещинами. Это является преимущественным в том случае, когда слой коррозионно-распределительного покрытия, скомбинированный со слоем трехвалентного хромового покрытия, выполняет функцию активного формирования структуры с микропорами или микротрещинами в слое трехвалентного хромового покрытия. Это обусловлено тем, что комбинация со структурой с микропорами или микротрещинами, естественным образом обеспечиваемой самой пленкой трехвалентного хромового покрытия, позволяет еще более сократить размер микропор для более тонкого распределения коррозии в микропорах.
[0018] Хромированная деталь в качестве детали внешней отделки автомобилей и т.п. должна иметь серебристо-белое исполнение, превосходную коррозионную стойкость в отношении коррозии в микропорах и превосходную коррозионную стойкость против хлорида кальция. Чтобы придать такой хромированной детали серебристо-белое исполнение, подобное или эквивалентное сформированному шестивалентным хромированием, превосходную коррозионную стойкость в отношении коррозии в микропорах и превосходную коррозионную стойкость против хлорида кальция, желательно, чтобы пленка композитного покрытия состояла из слоя коррозионно-распределительного покрытия, слоя трехвалентного хромового покрытия и пленки соединения хрома, удовлетворяющих всем нижеследующим условиям (а)-(с):
(а) зеркальный блеск под углом 60 градусов составляет не менее 480;
(b) оцененное значение числовой оценки составляет не менее 8,0, когда CASS-испытание, установленное в Японском промышленном стандарте JIS H 8502, проводят в течение 40 часов, а затем проводят оценку на основании доли всей площади коррозии согласно стандарту JIS H 8502 для коррозионных пятен, не меньших чем 30 микрометров;
(с) не наблюдается никаких обусловленных коррозией изменений внешнего вида после испытания на коррозию, в котором илистый стимулятор коррозии, включающий смесь 30 г каолина и 50 мл насыщенного раствора хлорида кальция, равномерно наносят на пленку композитного покрытия и выдерживают хромированную деталь в течение 336 часов в камере с постоянной температурой и влажностью, поддерживаемой в среде с 60 градусами и 23% ОВ.
[0019] По вышеупомянутой причине вышеуказанный слой коррозионно-распределительного покрытия представляет собой слой покрытия, выполняющий функцию формирования структуры с микропорами или микротрещинами в скомбинированном со слоем коррозионно-распределительного покрытия слое трехвалентного хромового покрытия, а более желательно, представляет собой слой покрытия, выполняющий функцию обеспечения структур как с микропорами, так и с микротрещинами.
[0020] Желательно, слой трехвалентного хромового покрытия получают гальваностегией в гальванической ванне, содержащей в качестве главного компонента от 90 до 160 г/л основного сульфата хрома и содержащей в качестве добавок по меньшей мере один из тиоцианата, монокарбоксилата и дикарбоксилата, по меньшей мере одну из соли аммония, соли щелочного металла и соли щелочноземельного металла, соединение бора и бромид.
[0021] Добавка, представленная тиоцианатом, монокарбоксилатом и дикарбоксилатом, действует как комплексообразующий агент стабилизации ванны, позволяющий стабильно продолжать нанесение покрытия. Добавка, представленная солью аммония, солью щелочного металла и солью щелочноземельного металла, действует как проводящая электричество соль, позволяющая электричеству легко протекать через гальваническую ванну для повышения эффективности нанесения покрытия. Кроме того, соединение бора в качестве добавки действует как рН-буфер, контролирующий колебания рН в гальванической ванне, а бромид выполняет функцию подавления образования газообразного хлора и получения шестивалентного хрома на аноде.
[0022] Более желательно, вышеупомянутый слой трехвалентного хромового покрытия получают гальваностегией в гальванической ванне, содержащей в качестве добавок: по меньшей мере один из формиата аммония и формиата калия в качестве монокарбоксилата; по меньшей мере один из бромида аммония и бромида калия в качестве бромида, и борную кислоту в качестве соединения бора.
[0023] Более конкретно, вышеупомянутый слой трехвалентного хромового покрытия представляет собой пленку трехвалентного хромового покрытия с толщиной от 0,15 до 0,5 микрометра, которую обрабатывают и получают гальваностегией, например, при таких условиях, что гальваническая ванна содержит 130 г/л основного сульфата хрома и примерно 40 г/л формиата аммония или примерно 55 г/л формиата калия, а плотность тока при гальваностегии составляет примерно 10 А/м2.
[0024] Пленка соединения хрома на хромированной детали состоит из по меньшей мере одного из оксида, гидроксида и оксигидроксида хрома, полученного катодным кислотным электролитическим хроматированием в ванне обработки, содержащей Cr(VI), и имеет толщину не менее 7 нм. Желательно, чтобы количество шестивалентного хрома, вымываемого из прокипяченной в течение 10 минут пленки соединения хрома, составляло менее 0,006 микрограмма на квадратный сантиметр.
[0025] Далее, пленка соединения хрома хромированной детали представляет собой пленку с толщиной не менее 7 нм, которую получают катодным кислотным электролитическим хроматированием в течение от 10 до 90 с, при плотности тока от 0,1 до 1,0 А/дм2 в ванне с рН от 1,0 до 5,5 при температуре от 20 до 70 градусов С, причем эта ванна содержит по меньшей мере от 20 до 40 г/л любого одного из бихромата, хромата и хромового ангидрида. Желательно, пленка соединения хрома представляет собой пленку, состоящую из по меньшей мере одного из оксида, гидроксида и оксигидроксида.
[0026] Более желательно, пленка соединения хрома представляет собой пленку соединения хрома, полученную в ванне с рН от 4,0 до 5,0 при температуре примерно 35 градусов С, причем эта ванна содержит примерно 27 г/л дигидрата бихромата натрия.
[0027] Далее приведено описание способа изготовления. Способ изготовления хромированной детали по настоящему изобретению включает в себя стадии: формирование слоя коррозионно-распределительного покрытия поверх тела в целях распределения коррозионного тока; формирование слоя трехвалентного хромового покрытия толщиной от 0,05 до 2,5 микрометра на слое коррозионно-распределительного покрытия с использованием основного сульфата хрома в качестве источника металла; и формирование пленки соединения хрома с толщиной не менее 7 нм на слое трехвалентного хромового покрытия катодным кислотным электролитическим хроматированием.
[0028] Желательно, способ изготовления хромированной детали помимо вышеупомянутых стадий включает в себя достаточное число стадий промывания водой. Далее, чтобы предотвратить получение на покрываемой поверхности оксидной пленки, ингибирующей осаждение на покрываемой поверхности, желательно, чтобы интервалы между технологическими стадиями были установлены достаточно короткими, чтобы поверхность не высыхала.
[0029] В вышеуказанном способе изготовления, желательно, слой коррозионно-распределительного покрытия получают гальваностегией в гальванической ванне, выполняющей функцию обеспечения структуры с микропорами, структуры с микротрещинами или структур и с микропорами, и с микротрещинами.
[0030] Далее, в этом способе изготовления, желательно, слой трехвалентного хромового покрытия получают гальваностегией в гальванической ванне, содержащей: от 90 до 160 г/л основного сульфата хрома в качестве главного компонента; и в качестве добавок по меньшей мере один из тиоцианата, монокарбоксилата и дикарбоксилата, действующего как комплексообразующий агент стабилизации ванны, помимо добавок, стабильно поддерживающих нанесение покрытия; по меньшей мере одну из соли аммония, соли щелочного металла и соли щелочноземельного металла, действующую как электропроводная соль, позволяющая гальванической ванне легче проводить электричество для повышения эффективности нанесения покрытия; соединение бора, действующее как рН-буфер, уменьшающий колебания рН при нанесении покрытия; и бромид, добавляемый в целях подавления образования газообразного хлора и получения шестивалентного хрома на аноде.
[0031] Более желательно, гальваническая ванна содержит в качестве добавок: по меньшей мере один из формиата аммония и формиата калия, например, в качестве соли монокарбоновой кислоты, действующей в качестве комплексообразующего агента стабилизации ванны; по меньшей мере один из бромида аммония и бромида калия в качестве бромида, например; и борную кислоту в качестве соединения бора, действующего как рН-буфер.
[0032] Более конкретно, катодное кислотное электролитическое хроматирование проводят и контролируют при таких условиях, что ванна содержит 130 г/л сульфата хрома и примерно 40 г/л формиата аммония или примерно 55 г/л формиата калия, и что плотность тока при гальваностегии составляет примерно 10 А/дм2, так что полученная пленка имеет толщину от 0,15 до 0,5 микрометра.
[0033] Кроме того, в вышеупомянутом способе изготовления, желательно, катодное кислотное электролитическое хроматирование контролируют и проводят при плотности тока от 0,1 до 1,0 А/дм2 в течение от 10 до 90 секунд в ванне с рН от 1,0 до 5,5 при температуре от 20 до 70 градусов С, причем эта ванна содержит от 20 до 40 г/л по меньшей мере одного из бихромата, хромата и хромового ангидрида в сумме.
[0034] Более желательно, катодное кислотное электролитическое хроматирование проводят с 2,7 г/л дигидрата бихромата натрия в качестве хроматной соли при рН от 4,0 до 5,0 при температуре ванны 35°С.
[0035] Фиг.1 представляет собой схему, иллюстрирующую более конкретный пример настоящего изобретения, показывающую увеличенный вид в поперечном сечении детали внешней отделки автомобиля в качестве декоративной хромированной детали.
[0036] Декоративная хромированная деталь 1, показанная на этом же чертеже в качестве примера, включает в себя отформованное из сополимера АБС изделие в качестве тела 2. На поверхности тела 2 сформирован весь слой 3 покрытия, состоящий из множества металлических слоев покрытия. Весь слой 3 покрытия покрыт пленкой 7 соединения хрома.
[0037] Более конкретно, на поверхности тела 2, которое представляет собой отформованное из сополимера АБС изделие, в целях повышения его гладкости или т.п. сформирован слой 4 медного покрытия, служащий в качестве основы. На этом слое 4 медного покрытия сформирован слой 5 никелевого покрытия. Далее, на слое 5 никелевого покрытия сформирован слой трехвалентного хромового покрытия в качестве поверхностного слоя 6 хромового покрытия. Эти слой 4 медного покрытия, слой 5 никелевого покрытия и поверхностный слой 6 хромового покрытия составляют весь слой 3 покрытия с композитной структурой. Весь слой 3 покрытия покрывает тело 2, обеспечивая исполнение, пользующееся серебристо-белым цветом поверхностного слоя 6 хромового покрытия. Толщина всего слоя 3 покрытия составляет в общем примерно от 5 до 100 микрометров.
[0038] Сравнивая поверхностный слой 6 хромового покрытия со слоем 5 никелевого покрытия, слой 5 никелевого покрытия является более склонным к электрохимической коррозии, и, соответственно, слой 5 никелевого покрытия имеет композитную структуру в целях повышения коррозионной стойкости. Более конкретно, слой 5 никелевого покрытия имеет трехслойную структуру, состоящую из слоя 5а коррозионно-распределительного никелевого покрытия, который предназначен для распределения коррозионного тока и действует как основа поверхностного слоя 6 хромового покрытия, слоя 5b блестящего никелевого покрытия под ним и слоя 5с бессернистого никелевого покрытия, включающего следы серы, содержащейся в придающей блеск добавке слоя 5b блестящего никелевого покрытия, тем самым повышая коррозионную стойкость. Слой 5а коррозионно-распределительного никелевого покрытия соответствует слою коррозионно-распределительного покрытия по настоящему изобретению. Слой 5а коррозионно-распределительного никелевого покрытия, поверхностный слой 6 хромового покрытия и пленка 7 соединения хрома составляют композитную пленку 8 покрытия.
[0039] Коррозионная стойкость слоя 5 никелевого покрытия повышена, потому что в паре слоя 5b блестящего никелевого покрытия и слоя 5с бессернистого никелевого покрытия бессернистое никелевое покрытие имеет более благородный потенциал. Благодаря такой разности потенциалов коррозия протекает в поперечном направлении слоя 5b блестящего никелевого покрытия, а развитие коррозии в сторону слоя 5с бессернистого никелевого покрытия или по направлению в глубину подавляется. Соответственно, коррозия протекает в сторону слоя 5с бессернистого никелевого покрытия и слоя 4 медного покрытия, тем самым увеличивая продолжительность времени до тех пор, пока коррозия проявится как дефекты внешнего вида, такие как отслоение слоев покрытия. Более того, чтобы подавить местную коррозию нижележащего слоя 5b блестящего никелевого покрытия, поверхностный слой 6 хромового покрытия содержит в своей поверхности многочисленные мелкие поры (микропоры) или тонкие трещины (микротрещины). Существование этих многочисленных микропор или микротрещин позволяет коррозионному току распределяться и подавляет местную коррозию в слое 5b блестящего никелевого покрытия, тем самым повышая коррозионную стойкость. Микропоры и микротрещины в поверхностном слое 6 хромового покрытия получают с помощью слоя 5а коррозионно-распределительного никелевого покрытия, предназначенного для распределения коррозионного тока.
[0040] При этом тело 2 необязательно ограничено полимерным материалом, представленным сополимером АБС. Тело 2 должно быть изготовлено из материала, пригодного к декоративному хромированию, и в этом плане не имеет значения, изготовлено ли тело 2 из полимера или металла. В случае полимерного материала гальваностегия может быть выполнена путем придания электропроводности его поверхности посредством нанесения покрытия методом химического восстановления, прямого процесса или т.п.
[0041] Слой 4 медного покрытия во всем слое 3 покрытия необязательно ограничен слоем меди. Обычно медное покрытие формируют на теле 2 в целях вышеупомянутого повышения гладкости, уменьшения различия между коэффициентами линейного расширения тела 2 и слоя 5 никелевого покрытия и т.п. Однако вместо медного покрытия можно использовать, например, никелевое покрытие или покрытие из медно-оловянного сплава, способное обеспечивать подобные эффекты.
[0042] Кроме того, слой 5 никелевого покрытия во всем слое 3 покрытия необязательно является слоем никеля. Эффекты по повышению стойкости к коррозии в микропорах могут быть ожидаемыми не только для никелевого покрытия, но и для упомянутого выше покрытия из медно-оловянного сплава. Соответственно, вместо никелевого покрытия может быть использовано покрытие из медно-оловянного сплава. В этом случае также необходимо предусмотреть слой коррозионно-распределительного покрытия.
[0043] В дополнение, в некоторых случаях между слоем 5b блестящего никелевого покрытия и слоем 5с бессернистого никелевого покрытия предусматривают триникелевое покрытие в целях предотвращения развития коррозии к слою 5с бессернистого никелевого покрытия. Настоящее изобретение также может быть применено и в таком случае.
[0044] Слой 5а коррозионно-распределительного никелевого покрытия, предназначенный для распределения коррозионного тока, декоративной хромированной детали 1 предпочтительно представляет собой покрытие, которое формирует структуру с микропорами или микротрещинами в поверхностном слое 6 хромового покрытия, а более предпочтительно, покрытие, которое формирует структуру с микропорами (микропористую структуру). Это обусловлено тем, что в случае покрытия, формирующего структуру с микротрещинами, предусмотренный на нем поверхностный слой 6 хромового покрытия имеет тенденцию быть тонким, особенно вокруг части, удаленной от противоэлектрода при гальваностегии всей детали, тем самым приводя в некоторых случаях к низкой коррозионной стойкости детали.
[0045] Когда вышеописанные дефекты, возникающие при нанесении покрытия, надежно исключены, является особенно предпочтительным, чтобы слой 5а коррозионно-распределительного никелевого покрытия был образован покрытием, формирующим структуры и с микропорами, и с микротрещинами в поверхностном слое 6 хромового покрытия, который представляет собой слой трехвалентного хромового покрытия. Это обусловлено тем, что если слою 5а коррозионно-распределительного никелевого покрытия придана функция формирования структур и с микропорами, и микротрещинами в поверхностном слое 6 хромового покрытия, то комбинация с микропористой структурой, естественным образом входящей в сам поверхностный слой 6 хромового покрытия (пленку трехвалентного хромового покрытия), позволяет сделать микропоры еще более миниатюрными. Это позволяет более тонко распределять коррозию в микропорах.
[0046] Толщина поверхностного слоя 6 хромового покрытия декоративной хромированной детали 1, представляющей собой деталь внешней отделки автомобиля, желательно составляет от 0,05 до 2,5 микрометра, а более желательно от 0,15 до 0,5 микрометра. В случае, когда эта толщина составляет менее 0,05 микрометра, иногда оказывается затруднительным обеспечить исполнение детали с эстетически привлекательным внешним видом и коррозионную стойкость покрытия. В поверхностном слое 6 хромового покрытия с толщиной более 2,5 микрометра в части детали возникают обусловленные напряжениями трещины, тем самым иногда снижая коррозионную стойкость. В качестве способа формирования поверхностного слоя 6 хромового покрытия оптимальным является так называемая гальваностегия, но может быть использовано покрытие хромовым сплавом.
[0047] Самая внешняя пленка 7 соединения хрома на поверхностном слое 6 хромового покрытия декоративной хромированной детали 1 желательно представляет собой пленку толщиной не менее 7 нм, сформированную катодным электролитическим хроматированием. Пленка 7 соединения хрома с толщиной менее 7 нм в некоторых случаях делает затруднительным обеспечение коррозионной стойкости хромированной детали. В настоящем изобретении толщина соединения хрома определяется как глубина распыления, где концентрация кислорода составляет половину максимума при элементном анализе от поверхности декоративной хромированной детали по направлению в глубину (профилирование по глубине) от поверхности декоративной хромированной детали методом рентгеновской фотоэлектронной спектроскопии (РФС).
[0048] В вышеупомянутом способе изготовления декоративной хромированной детали 1 концентрация основного сульфата хрома желательно составляет от 90 до 160 г/л. Когда его концентрация является меньшей чем 90 г/л, осаждение поверхностного слоя 6 хромового покрытия ухудшается, и поверхностный слой 6 хромового покрытия становится слишком тонким, тем самым иногда делая затруднительным обеспечение эстетически привлекательного исполнения детали и коррозионной стойкости покрытия. С другой стороны, когда его концентрация превышает 160 г/л, ухудшается стабильность ванны, и некоторые компоненты могут выпадать в осадок.
[0049] При катодном кислотном электролитическом хроматировании в способе изготовления вышеупомянутой декоративной хромированной детали 1 ванна желательно содержит по меньшей мере от 20 до 40 г/л любого одного из бихромата, хромата и хромового ангидрида. Когда его/их концентрация составляет менее 20 г/л, вышеупомянутая обработка имеет ухудшающее действие, и иногда не может быть получена достаточная коррозионная стойкость. С другой стороны, когда его/их концентрация превышает 40 г/л, поверхность детали может становиться матовой.
[0050] Желательно, ванна обработки имеет рН от 1,0 до 5,5. При ванне обработки с рН менее 1,0 деталь может потускнеть до коричневого цвета. С другой стороны, при ванне обработки с рН более 5,5 в некоторых случаях может быть не получена достаточная коррозионная стойкость.
[0051] Более того, температура ванны обработки желательно составляет от 20 до 70 градусов С. Когда ее температура составляет менее 20 градусов С, скорость реакции на поверхности поверхностного слоя 6 хромового покрытия низка, и в некоторых случаях может быть не получена достаточная коррозионная стойкость. С другой стороны, когда ее температура составляет более 70 градусов С, скорость реакции слишком велика, и пленка получается неравномерно, тем самым иногда вызывая потускнение в детали до коричневого цвета.
[0052] Кроме того, плотность тока желательно составляет от 0,1 до 1,0 А/дм2. Когда плотность тока составляет менее 0,1 А/дм2, соединение хрома не осаждается в достаточной степени, и необходимая и достаточная коррозионная стойкость не может быть получена. С другой стороны, когда плотность тока составляет более 1,0 А/дм2, скорость реакции слишком высока, и пленка получается неравномерно, тем самым иногда вызывая потускнение в детали до коричневого цвета.
[0053] Продолжительность обработки желательно составляет от 10 до 90 секунд. При обработке в течение менее 10 секунд продолжительность обработки слишком коротка для достаточного получения пленки 7 соединения хрома, и в некоторых случаях нельзя получить достаточную коррозионную стойкость. С другой стороны, при обработке в течение более 90 секунд пленка получается неравномерно, тем самым иногда вызывая потускнение в детали до коричневого цвета.
[0054] В дополнение к этому, желательно осуществлять обработку с использованием дигидрата бихромата натрия в качестве соли хроматного типа с концентрацией примерно 27 г/л при рН от 4,0 до 5,0 при температуре ванны примерно 35 градусов С. Пленка, полученная при таких условиях, проявляет наименьшие колебания коррозионной стойкости и может быть стабильно обработана.
[0055] Фиг.2 показывает результаты спектрального РФС-анализа от поверхности вышеупомянутой декоративной хромированной детали 1 по направлению в глубину. На этом чертеже та глубина, где концентрация кислорода составляет половину от максимума, каковая равна 7 нм, представляет собой толщину пленки 7 соединения хрома. Область ниже этой глубины в 7 нм представляет собой поверхностный слой 6 хромового покрытия. Как очевидно из того же чертежа, поверхностный слой 6 хромового покрытия имеет тенденцию к тому, что состав элементов (ат.%) стабилизируется особенно в области ниже глубины 9 нм от поверхности. Однако, по мнению авторов изобретения, было обнаружено, что ожидаемые характеристики могли бы быть достигнуты, как описано далее, когда поверхностный слой 6 хромового покрытия содержит Fe (железо), предпочтительно от 1 до 7 ат.% Fe, более предпочтительно имеет состав от 3 до 19 ат.% С (углерода), от 1 до 22 ат.% О (кислорода) и от 1 до 7 ат.% Fe (железа) (причем остальное приходится на Cr (хром) и примеси). Другими словами, было обнаружено, что такой состав мог бы обеспечить превосходную коррозионную стойкость и серебристо-белое исполнение, подобное или эквивалентное шестивалентному хромированию, благодаря пленке 7 соединения хрома.
Вариант изобретения
[0056] Испытательные образцы в качестве образцов декоративной хромированной детали согласно настоящему изобретению были приготовлены как Примеры 1-28, а испытательные образцы для сравнения с Примерами 1-28 были приготовлены как Сравнительные Примеры 1-22. Испытательные образцы Примеров 1-28 и Сравнительных Примеров 1-22 готовили индивидуально следующим путем.
[0057] Тело каждого испытательного образца в Примерах 1-28 и Сравнительных Примерах 1-22 представляло собой полимерную подложку, имеющую размер приблизительно с визитную карточку (при этом ее материалом был, например, сополимер АБС). Каждый испытательный образец подвергли обработкам нанесением покрытий после предварительной обработки с тем, чтобы провести меднение, бессернистое никелирование и блестящее никелирование. Основное отличие имеется при обработке нанесением покрытия, предназначенной для распределения коррозионного тока, и после таковой. Соответственно, каждый из испытательных образцов Примеров 1-28 и Сравнительных Примеров 1-22 готовили с помощью комбинации одной из обработок нанесением покрытия, предназначенных для распределения коррозионного тока, показанных ниже в Таблице 1, одной из обработок нанесением хромового покрытия, показанных ниже в Таблице 2, и одной из обработок катодным электролитическим хроматированием, показанных ниже в Таблице 3.
[0058] Таблица 1 соответствует Примерам 1-5, показывая результаты описанных далее коррозионного испытания 1, коррозионного испытания 2 и оценки зеркального блеска и внешнего вида для различных условий обработки нанесением покрытия, предназначенной для распределения коррозионного тока. Таблица 2 соответствует Примерам 6-14, показывая результаты описанных далее коррозионных испытаний 1 и 2 и оценки зеркального блеска и внешнего вида для различных условий трехвалентного хромирования с использованием основного сульфата хрома в качестве источника металла.
[0059] Таблица 3 соответствует Примерам 15-28, показывая результаты описанных далее коррозионных испытаний 1 и 2 и оценки зеркального блеска и внешнего вида для различных условий катодного кислотного электролитического хроматирования для получения пленки 7 соединения хрома. Таблица 4 соответствует Сравнительным Примерам 1 и 2, показывая результаты описанных далее коррозионных испытаний 1 и 2 и оценки зеркального блеска и внешнего вида для различных условий нанесения покрытия, предназначенного для распределения коррозионного тока.
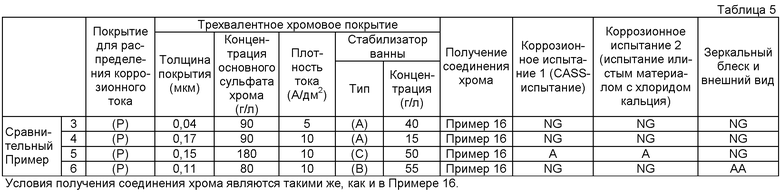
[0060] Таблица 5 соответствует Сравнительным Примерам 3-6, показывая результаты описанных далее коррозионных испытаний 1 и 2 и оценки зеркального блеска и внешнего вида для различных условий трехвалентного хромирования с использованием основного сульфата хрома в качестве источника металла. Таблица 6 соответствует Сравнительным Примерам 7-18, показывая результаты описанных далее коррозионных испытаний 1 и 2 и оценки зеркального блеска и внешнего вида для различных условий катодного кислотного электролитического хроматирования для получения пленки 7 соединения хрома.
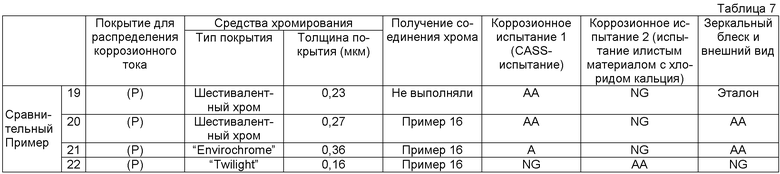
[0061] Далее, Таблица 7 соответствует Сравнительным Примерам 19-22, показывая результаты описанных далее коррозионных испытаний 1 и 2 и оценки зеркального блеска и внешнего вида для различных типов хромового покрытия.
(1) Покрытие, предназначенное для распределения коррозионного тока
[0062] В примерах и сравнительных примерах, обозначенных символами (Р) в Таблицах 1-7, нанесение покрытия для получения слоя 5а коррозионно-распределительного покрытия, предназначенного для распределения коррозионного тока, осуществляли в гальванической ванне для нанесения микропористого никелевого покрытия так, что в поверхностном слое 6 хромового покрытия получали 5000/см2 или более микропор.
[0063] В примерах и сравнительных примерах, обозначенных символами (Q), нанесение покрытия осуществляли в гальванической ванне для нанесения слоя никелевого покрытия с микротрещинами так, что в поверхностном слое 6 хромового покрытия получали 250/см2 или более трещин. Испытательные образцы с обозначениями «не выполняли» или «нет» не были подвергнуты никакой обработке нанесением покрытия, предназначенной для распределения коррозионного тока.
[0064] С другой стороны, в примерах и сравнительных примерах, обозначенных символами (R), нанесение покрытия осуществляли в гальванической ванне для нанесения микропористого никелевого покрытия с порошком, диспергированным в гальванической ванне для нанесения никелевого покрытия с микротрещинами, формирующей микротрещины вследствие высокого напряжения, так, что в поверхностном слое 6 хромового покрытия получали 1000/см2 или более пор и 500/см2 микротрещин. Примеры и сравнительные примеры, обозначенные символами (S), были подвергнуты обработке так, что микротрещины были получены в самой пленке из-за влияния вышележащего хромового покрытия.
[0065] Фиг.3 показывает микрофотографию поверхностного слоя 6 хромового покрытия, в котором микропоры сформированы при нанесении слоя 5а коррозионно-распределительного никелевого покрытия, обозначенного символами (Р) в Таблицах 1-7. Фиг.4 показывает микрофотографию поверхностного слоя 6 хромового покрытия, в котором микротрещины сформированы при нанесении слоя 5а коррозионно-распределительного никелевого покрытия, обозначенного символами (Q) в Таблицах 1 и 2. Фиг.5 показывает микрофотографию поверхностного слоя 6 хромового покрытия, в котором микропоры и микротрещины сформированы при нанесении слоя 5а коррозионно-распределительного никелевого покрытия, обозначенного символами (R) в Таблице 2. Фиг.6 показывает микрофотографию поверхностного слоя 6 хромового покрытия, в котором микротрещины сформированы благодаря характеристике самого поверхностного слоя 6 хромового покрытия, обозначенного символами (S) в Таблице 2.
(2) Поверхностное хромовое покрытие
[0066] В примерах и сравнительных примерах, показанных в Таблицах 1-6 (с описаниями «толщина трехвалентного хромового покрытия» в таблицах или «толщина покрытия» в полях «трехвалентное хромовое покрытие»), нанесение покрытия для получения поверхностного слоя 6 хромового покрытия осуществляли в гальванической ванне для трехвалентного хромирования с использованием основного сульфата хрома в качестве источника хрома. Концентрация (г/л) основного сульфата хрома в гальванической ванне представлена числами. Что касается стабилизатора ванны, то в примерах и сравнительных примерах с обозначением (А) нанесение покрытия осуществляли в гальванической ванне, содержащей в качестве добавки формиат аммония. В примерах и сравнительных примерах с обозначением (В) нанесение покрытия осуществляли в гальванической ванне, содержащей в качестве добавки формиат калия. В примерах и сравнительных примерах с обозначением (С) нанесение покрытия осуществляли в гальванической ванне, содержащей в качестве добавки ацетат аммония. Описание каждого из примеров и сравнительных примеров с обозначениями от (А) до (С) также включает концентрацию добавок.
[0067] В Сравнительных Примерах 19-22, показанных в Таблице 7, в качестве поверхностного слоя 6 хромового покрытия было получено покрытие с источником хрома, иным, нежели основный сульфат хрома. В частности, в Сравнительных Примерах 19 и 20 шестивалентное хромирование проводили в ванне, содержащей 300 г/л хромового ангидрида. В Сравнительных Примерах 21 и 22 трехвалентное хромирование проводили в ванне с трехвалентным хромом, изготовленной в Canning Japan K.K. Реальные данные измерения толщины поверхностного слоя 6 хромового покрытия, описанные выше, включены в Таблицы 1-7. В каждом из примеров состав поверхностного слоя 6 хромового покрытия удовлетворял составу от 3 до 19 ат.% С, от 55 до 95 ат.% Cr, от 1 до 22 ат.% О и от 1 до 7 ат.% Fe.
(3) Получение пленки соединения хрома
[0068] Что касается получения пленки 7 соединения хрома, то примеры и сравнительные примеры, обозначенные символами (Х) в Таблицах 3 и 6, отличаются от таковых, обозначенных символами (Y), в отношении типа и условий ванны обработки для получения пленки 7 соединения хрома. В примерах и сравнительных примерах, обозначенных символами (Х), пленку 7 соединения хрома получали катодным кислотным электролитическим хроматированием в ванне, содержащей бихромат натрия. С другой стороны, в примерах и сравнительных примерах, обозначенных символами (Y), пленку 7 соединения хрома получали катодным кислотным электролитическим хроматированием в ванне, содержащей 30 г/л хромата. В примерах и сравнительных примерах, обозначенных символами (Z), пленку 7 соединения хрома получали катодным кислотным электролитическим хроматированием в ванне, содержащей 135 г/л дигидрата бихромата натрия. Таблицы 3 и 6 также включают концентрации добавок, значение рН и температуру ванны обработки, плотность тока при операции обработки, продолжительность обработки и температуру ванны в процессе получения вышеупомянутой пленки соединения хрома. В каждом примере толщина пленки 7 соединения хрома была не менее 7 нм.
(4) Испытание
[0069] Каждый из испытательных образцов Примеров 1-28 и Сравнительных Примеров 1-22 подвергли коррозионным испытаниям 1 и 2. Коррозионное испытание 1 проводили согласно способу нагружения, описанному в “JIS H 8502 CASS test” в течение периода испытания 40 часов.
[0070] Коррозионное испытание 2 проводили как «испытание корродирующим покрытием» (“corrode coat test”) согласно способу нагружения с равномерным нанесением определенного количества илистого стимулятора коррозии, включающего смесь из 30 г каолина и 50 мл насыщенного водного раствора хлорида кальция, на поверхность каждого испытательного образца и выдерживанием продукта в камере с постоянной температурой и влажностью, поддерживаемой в среде с 60 градусами С и 23% ОВ (относительной влажности). Период испытания включал 11 стадий продолжительностью 4, 8, 16, 24, 48, 96, 120, 168, 336, 504 и 600 часов.
[0071] Вышеупомянутое коррозионное испытание 1 использовали для того, чтобы определить стойкость к коррозии в микропорах в случае применения декоративной хромированной детали 1 согласно настоящему изобретению в качестве детали внешней отделки автомобиля, а коррозионное испытание 2 использовали для определения стойкости к коррозии с растворением хрома.
[0072] Все испытательные образцы Примеров 1-28 и Сравнительных Примеров 1-22 подвергли измерению зеркального блеска и обследованию внешнего вида. Измерение зеркального блеска выполняли при угле падения 60 градусов с использованием прибора “micro TRI gloss mu”, изготовленного фирмой BYK Gardner GmbH. Что касается обследования внешнего вида, то в качестве последующей обработки визуально проверяли наличие дефектов внешнего вида, таких как неравномерное потускнение и пятна.
[0073] Для оценки после вышеупомянутого коррозионного испытания 1 использовали сходный метод оценки, подобный числовой оценке, основанной на доле всей площади коррозии согласно JIS H 8502. Отличие от JIS H 8502 состоит в порядке рассмотрения мелких пятен коррозии. В JIS H 8502 оценку проводят по пятнам коррозии, за исключением пятен коррозии с размером не более 0,1 мм (100 микрометров). Однако, ввиду реального повышения требований пользователей к внешнему виду (декоративных) деталей внешней отделки автомобилей в последние годы, размер неоцениваемых пятен коррозии при оценке коррозионного испытания 1 был установлен на уровне не более 30 микрометров. Соответственно, пятна коррозии с размерами от 30 до 100 микрометров, которые не оценивались в JIS H 8502, были включены в оценку, так что оценка коррозионного испытания 1 в Таблице 1 была более строгой, чем основанная на стандарте JIS H 8502. Максимальная оценка коррозионного испытания 1 составляла 10,0, и более высокое значение оценки означает меньшую площадь коррозии и более высокую коррозионную стойкость. Результаты, показанные в Таблицах 1-7, были оценены вышеупомянутыми методами испытания и оценки с использованием четырех градаций: ААА - испытательные образцы, имеющие оценку 9,8 или более; АА - испытательные образцы, имеющие числовую оценку 9,0 или более и менее чем 9,8; А - испытательные образцы, имеющие числовую оценку 8,0 или более и менее чем 9,0; и NG - испытательные образцы, имеющие числовую оценку менее 8,0.
[0074] При оценке после проведения вышеупомянутого коррозионного испытания 2 измеряли период времени от момента, когда нанесенный илистый материал удалили проточной водой или т.п. так, чтобы не повредить поверхность испытательного образца, и высушили, до момента, когда выявили появление визуально идентифицируемого белого потускнения или интерференционного цвета (начальная точка появления коррозии с растворением хрома). Это означает, что испытательный образец, у которого измеренное время является более продолжительным, имеет и более высокую стойкость к коррозии с растворением хрома. Результаты, показанные в Таблицах 1-7, были оценены вышеупомянутыми методами испытания и оценки с использованием четырех градаций: NG - испытательные образцы, изменения внешнего вида которых, такие как белое потускнение, интерференционный цвет и растворение слоев хрома, наблюдались в пределах 4 часов; В - испытательные образцы, в которых вышеупомянутые изменения внешнего вида наблюдались за 8, 16, 24, 48, 96, 120 или 168 часов; А - испытательные образцы, в которых вышеупомянутые изменения внешнего вида наблюдались за 336, 504 или 600 часов; и АА - испытательные образцы, в которых никаких изменений внешнего вида не наблюдалось по истечении 600 часов.
[0075] Вышеупомянутые оценки зеркального блеска и внешнего вида осуществляли вышеупомянутыми методами испытаний и оценок, которые могли относительно четко классифицировать различия в исполнении декоративного хромового покрытия для деталей внешней отделки автомобилей. Результаты, показанные в Таблицах 1-7, были оценены с использованием трех градаций: АА - испытательные образцы с зеркальным блеском 530 или более; А - испытательные образцы с зеркальным блеском 480 или более; и NG - испытательные образцы с зеркальным блеском менее 480, или испытательные образцы, имеющие дефекты внешнего вида, такие как коричневое потускнение на поверхностях испытательных образцов.
[0076]
[0077]
[0078]

[0079]

[0080]
[0081]

[0082]
[0083] Как очевидно из Таблиц 1-3 в отношении Примеров 1-28, все результаты вышеупомянутых оценок коррозионных испытаний 1 и 2, зеркального блеска и внешнего вида были на уровне оценок ААА, АА или А. Поэтому понятно, что Примеры 1-28 являются превосходными по коррозионной стойкости и исполнению. С другой стороны, в отношении Сравнительных Примеров 1-22 в Таблицах 4-7 многие результаты оценок коррозионных испытаний 1 и 2, зеркального блеска и внешнего вида были на уровне оценок NG и В, и нет ни одного испытательного образца, у которого все три типа оценок были бы ААА, АА или А. Поэтому установлено, что Сравнительные Примеры 1-22 являются худшими по сравнению с вышеприведенными Примерами 1-28 в плане коррозионной стойкости и исполнения.
[0084] Полное содержание Японских патентных заявок № 2007-223954 (подана 30 августа 2007 года) и № 2008-177528 (подана 8 июля 2008 года) включены сюда.
[0085] Выше разъяснен вариант реализации, к которому применимо настоящее изобретение, выполненное авторами изобретения. Настоящее изобретение не ограничивается описанием и чертежами, составляющими часть раскрытия настоящего изобретения, представленного вариантом реализации. Очевидно, что все прочие варианты реализации, примеры, технологические методы и тому подобные, реализованные специалистами в этой области техники на основе вышеупомянутого варианта реализации, входят в рамки объема настоящего изобретения.
Промышленная применимость
[0086] Настоящее изобретение может быть применено к хромированной детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХРОМИРОВАННАЯ ДЕТАЛЬ (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2500839C2 |
| СПОСОБ ОБРАБОТКИ ХРОМИРОВАННОЙ ЖЕСТИ | 2001 |
|
RU2212476C2 |
| НИКЕЛИРОВАННЫЙ И/ИЛИ ХРОМИРОВАННЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2015 |
|
RU2618017C2 |
| Раствор для катодного хроматирования | 1988 |
|
SU1548272A1 |
| СПОСОБ ОБРАБОТКИ МЕДНОЙ И СВЕРХПРОВОДЯЩЕЙ ПРОВОЛОКИ | 1998 |
|
RU2149227C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| СОСТАВ ДЛЯ ХРОМАТИРОВАНИЯ ЦИНКОВОГО ПОКРЫТИЯ | 2014 |
|
RU2564499C1 |
| Раствор для хроматирования кадмиевых гальванопокрытий | 1978 |
|
SU945252A1 |
| СПОСОБ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ | 1995 |
|
RU2084560C1 |
| ПОДЛОЖКА С ПОКРЫТИЕМ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ И СПОСОБ ПОЛУЧЕНИЯ УПОМЯНУТОЙ ПОДЛОЖКИ | 2013 |
|
RU2627076C2 |





Изобретение относится к области гальваностегии и может быть использовано при изготовлении наружных деталей автомобиля. Хромированная деталь включает тело, слой коррозионно-распределительного покрытия, представляющий слой коррозионно-стойкого никелевого покрытия или покрытия из медно-оловянного сплава с микропорами или микротрещинами, слой трехвалентного хромового покрытия толщиной от 0,05 до 2,5 микрометра, содержащий от 1 до 7 ат.% Fe, и пленку соединения хрома толщиной не менее 7 нм, сформированную катодным кислотным электролитическим хроматированием. Способ включает формирование слоя коррозионно-распределительного покрытия, предназначенного для распределения коррозионного тока, поверх тела, формирование слоя трехвалентного хромового покрытия с использованием основного сульфата хрома в качестве источника металла и формирование пленки соединения хрома катодным кислотным электролитическим хроматированием. Технический результат: получение хромированной коррозионно-стойкой детали, имеющей серебристо-белое исполнение, подобное шестивалентному хромированию. 2 н. и 7 з.п. ф-лы, 7 табл., 6 ил.
1. Хромированная деталь, включающая:
тело,
слой коррозионно-распределительного покрытия, сформированный поверх тела, причем слой коррозионно-распределительного покрытия представляет собой слой коррозионно-стойкого никелевого покрытия с микропорами или микротрещинами или слой коррозионно-стойкого покрытия из медно-оловянного сплава с микропорами или микротрещинами,
слой трехвалентного хромового покрытия толщиной от 0,05 до 2,5 мкм, содержащий от 1 до 7 ат.% Fe и сформированный на слое коррозионно-распределительного покрытия с использованием основного сульфата хрома в качестве источника металла, и
пленку соединения хрома толщиной не менее 7 нм, сформированную на слое трехвалентного хромового покрытия катодным кислотным электролитическим хроматированием.
2. Хромированная деталь по п.1, в которой слой трехвалентного хромового покрытия имеет по меньшей мере любую одну из структуры с микропорами и структуры с микротрещинами.
3. Хромированная деталь по п.1, в которой слой трехвалентного хромового покрытия содержит от 3 до 19 ат.% С, от 1 до 22 ат.% О и от 1 до 7 ат.% Fe.
4. Хромированная деталь по любому из пп.1-3, в которой пленка композитного покрытия, состоящая из упомянутых слоя коррозионно-распределительного покрытия, слоя трехвалентного хромового покрытия и пленки соединения хрома, удовлетворяет следующим условиям (а)-(с):
(a) зеркальный блеск под углом 60° составляет не менее 480;
(b) оцененное значение числовой оценки составляет не менее 8,0, когда CASS-испытание, определенное в Японском промышленном стандарте JIS Н 8502, проводят в течение 40 ч, а затем проводят оценку на основании доли всей площади коррозии согласно вышеупомянутому стандарту JIS H 8502 для коррозионных пятен с размером не более, чем 30 мкм;
(c) не наблюдается никаких обусловленных коррозией изменений внешнего вида после испытания на коррозию, в котором илистый стимулятор коррозии, включающий смесь 30 г каолина и 50 мл насыщенного раствора хлорида кальция, равномерно наносят на пленку композитного покрытия, а затем выдерживают хромированную деталь в камере с постоянной температурой и влажностью, поддерживаемой в среде с 60° С и 23% OB в течение 336 ч.
5. Способ изготовления хромированной детали, включающий стадии:
формирование слоя коррозионно-распределительного покрытия, предназначенного для распределения коррозионного тока, поверх тела, причем слой коррозионно-распределительного покрытия представляет собой слой коррозионно-стойкого никелевого покрытия с микропорами или микротрещинами или слой коррозионно-стойкого покрытия из медно-оловянного сплава с микропорами или микротрещинами,
формирование слоя трехвалентного хромового покрытия толщиной от 0,05 до 2,5 мкм на слое коррозионно-распределительного покрытия с использованием основного сульфата хрома в качестве источника металла, причем слой трехвалентного хромового покрытия содержит от 1 до 7 ат.% Fe, и
формирование пленки соединения хрома толщиной не менее 7 нм на слое трехвалентного хромового покрытия катодным кислотным электролитическим хроматированием.
6. Способ по п.5, в котором слой коррозионно-распределительного покрытия получают гальваностегией в гальванической ванне, выполняющей функцию обеспечения по меньшей мере одной из структуры с микропорами и структуры с микротрещинами в слое трехвалентного хромового покрытия.
7. Способ по п.5, в котором слой трехвалентного хромового покрытия получают гальваностегией в гальванической ванне, содержащей от 90 до 160 г/л основного сульфата хрома в качестве главного компонента и содержащей в качестве добавок: по меньшей мере любой один из тиоцианата, монокарбоксилата и дикарбоксилата, по меньшей мере любую одну из соли аммония, соли щелочного металла и соли щелочноземельного металла; соединение бора и бромид.
8. Способ по п.7, в котором слой трехвалентного хромового покрытия получают гальваностегией в гальванической ванне, содержащей в качестве добавок: по меньшей мере любой один из формиата аммония и формиата калия в качестве монокарбоксилата, по меньшей мере любой один из бромида аммония и бромида калия в качестве бромида; и борную кислоту в качестве соединения бора.
9. Способ по любому из пп.5-8, в котором
катодное кислотное электролитическое хроматирование представляет собой обработку, дающую пленку соединения хрома толщиной не менее 7 нм из по меньшей мере любого одного из оксида, гидроксида и оксигидроксида хрома, и
катодное кислотное электролитическое хроматирование выполняют при плотности тока от 0,1 до 1,0 А/дм2 в течение от 10 до 90 с в ванне, содержащей по меньшей мере любой один из бихромата, хромата и хромового ангидрида и имеющей рН от 1,0 до 5,5 и температуру от 20 до 70°С.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| СПОСОБ ОБНАРУЖЕНИЯ И ОТСЛЕЖИВАНИЯ ЭЛЕКТРОПРОВОДНОГО ПРОТЯЖЕННОГО ПОДВОДНОГО ОБЪЕКТА С БОРТА ПОДВОДНОЙ ПОИСКОВОЙ УСТАНОВКИ | 1998 |
|
RU2136020C1 |
| US 4875983 А, 24.10.1984 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ДЕТАЛЯХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2100489C1 |

