Изобретение относится к гальваностегии, в частности к электролитическому нанесению хроматных пленок.
Цель изобретения - повышение коррозионной стойкости хроматных пленок.
Процесс хроматирования осуществляют при комнатной температуре и плотности тока 1-5 А/дм2 в течение 3-5 мин. Предварительной обработки электролит не требует. Хроматированию могут подвергаться различные стали, медь, медные сплавы и другие металлы.
При указанных режимах электролиза образуются блестящие пластичные хро- матные пленки,имеющие желтоватый оттенок, ровные по тону, хорошо сцепленные с подложкой, отличающиеся высокой стойкостью во влажной атмосфере и солевых средах.
Процесс формирования пленки завершается в течение первых 3-4 мин от момента начала электролиза, за это время образуются высококачественные хроматные пленки, имеющие хороший внешний вид и отличающиеся высокими защитными свойствами.
Высокая коррозионная стойкость и защитная способность хроматных пленок, полученных из предлагаемого электролита, объясняется присутствием в электролите КМЦ и Г-кислоты, которые полимеризуются на поверхности катода. Образующиеся полимерные частицы включаются в состав осадка, заполняют поры хроматной пленки и сообщают ей высокие защитные свойства.
Преимуществом хроматных покрытий является их высокая пластичность. Проведенные испытания на изгиб под
сл
JS
00 N5 J
tc
углом 90 образцов из стзли толщиной 1,5 мм с нанесенной хроматной пленкой С последующим контролем деформируемой Поверхности при 100-кратном увеличе-- Нии, показывают полное отсутствие ъя- димых дефектов на поверхности испытуемых покрытий.
Повышенная пластичность хроматных пленок является косвенным доказатепь- ством, свидетельствующим о сложном Строении хроматной плепк и наличии упрочняющих полимерных соединений в ее Структуре. Эта особенность является важной-и с точки зрения защитной сю- Собиости, так кар повышенная пластдч- itocTb хроматных пленок тедотррэща: т возможность их использования для чане- Сения и а детали, работающие в жестких условиях, при которых детали мо- гут подвергаться частым ударам вибрации и так далее,например при транспортировке изделий, когда соударе- йие деталей друг с другом МОЖРТ принести к сколам и растресчивапию плс- нок и к возникновению очагов коррозии в местах нарушения их сплошности,
Кроме того, пленки отличаются высокой коррозионно-механической прочностью s которая была установлена в XOде испытаний, проведенных по специ- разработанной методике, йспыта- йия проводят на установке, которая представляет собой вращающийся барабан, изготовленный из плексигласа и Помещенный в герметичную камеру с по- йтоянной влажностью, имитирующую ус- #овия тропического климата (t 35 С, фтносительная влажность 100%).
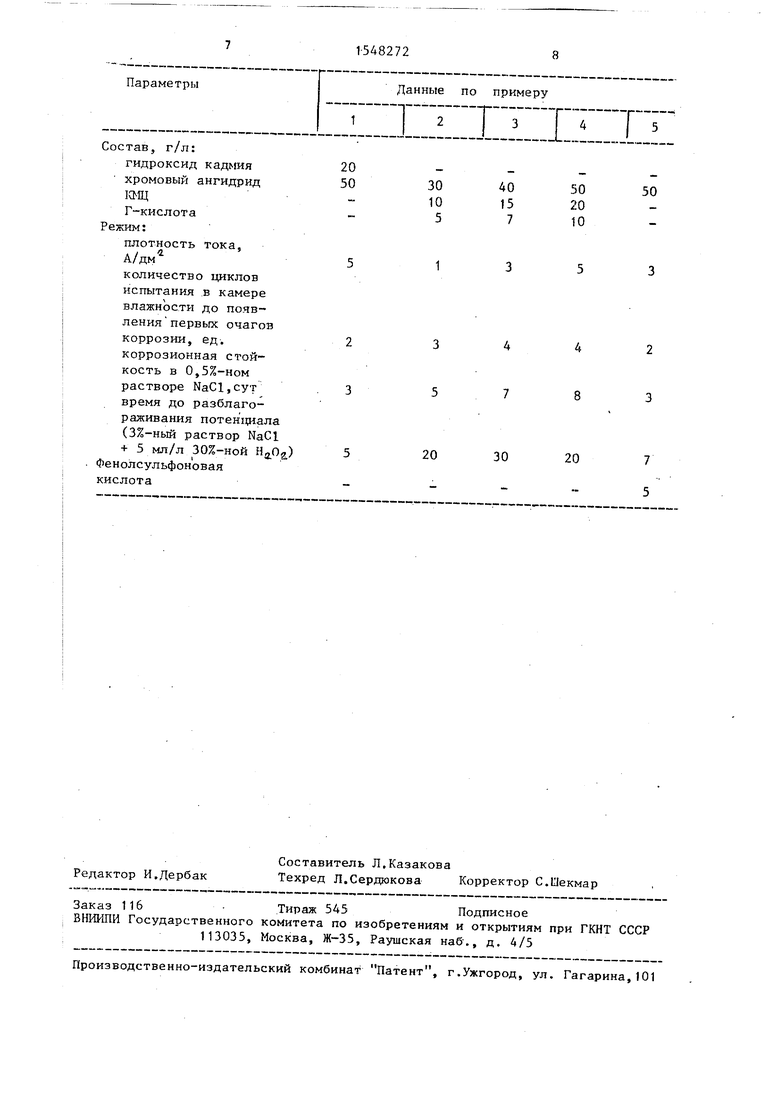
Для испытания применяют стальные ittapbi диаметром 6 мм, на которые предварительно наносят хроматную плен ку. Хроматирование производят в колокольной ванне при режимах электролиза, указанных в таблице.
Шары с нанесенной хроматной пленкой, помещают в барабан, расположен- йый в камере влажности. Барабан приводят во вращение от электропривода со скоростью 0,5 об/мин. Плотность загрузки барабана шарами составляет 1/3 от его объема. Коррозионную стойкость хроматной пленки оценивают по появлению первых очагов коррозии на Поверхности металла после прохождения определенного количества циклов испытаний,i
Каждый цикл испытания подразделяют на два этапа. Первый этап включает
в себя вррця баргбача с шарами, которое составляет 3 ч5 а второй этап - в выдержке образцов при тех же температурпо-климатических условиях, ко без вращения в течение 21 ч. После каждого цикла испытания образцы вынимают из камеры влажности для визуальной оценки степени их коррозионного поражения. Результаты испытаний приведены в таблице.
Как видно из представленных в таблице данных, коррозионно-механичес- кая стойкость хроматных пленок, полу чечных из электролита предлагаемого состава, оказывается в 1,5-2 раза выше s чем у пленок, полученных из известного электролита.
Наряду с описанной методикой испы- таьяя, проведенной для оценки кор- розионно-механического поведения хроматной пленки, с целью определения защитных свойств хроматных пленок и возможности их применения для зашиты металлов от воздействия агрессивных солевых сред, применяют также обычную (классическую) методику коррозионных испытаний, заключающуюся в погружении образцов (.ст.З) с нанесенной защитной пленкой в 0,5%-ный раствор хлористого натрия. Коррозионную стойкость покрытий оценивают при этом по времени до появления на поверхности образцов первых очагов коррозии. В результате отих испытаний отмечают высокую эффективность защитного действия злектроосажденной хроматной пленки, что позволяет рекомендо вать использование предлагаемого электролита для хромирования изделий, эксплуатируемых в коррозионных средах со средней агрессивностью.
Кроме того, применяют метод ускоренных коррозионных испытаний, в основе которого лежит измерение времени разблагораживания потенциала образцов с покрытием в специально подобранном коррозионно-активном растворе. Предварительными исследованиями установлено, что в некоторых растворах потенциал образцов с защитной хроматной пленкой имеет более положительное значение, чем потенциал чистой стальной поверхности. Однако по истечении определенного периода времени после момента погружения образца в раствор происходит постепенное его разблагораживание и потенциал образца приобретает значение, характерное
для чистой стали. Наблюдаемое раз- благораживание потенциала образцов с хцоматной пленкой объясняется взаимодействием растворач с компонентами пленки, в частности этот процесс сопровождается активным вымыванием хрр- матов, являющихся одним из основных составляющих хроматной пленки, что приводит к ее разрушению и проникновению раствора к поверхности чистого металла, о чем свидетельствует смещение потенциала в отрицательную область по отношению к его первоначальному значению.
Измерение времени до разблагоражи- вания потенциала, проведенное в 3%-ном растворе хлористого натрия с добавкой 5 мл/л 30%-ной перекиси во- дорода, показывает весьма высокую стабильность получаемых хроматных пленок. Как видно из представленных в таблице данных, время разблагоражи- вания потенциала, характеризующее устойчивость пленки и сопротивляемост ее воздействию агрессивной среды возрастает в 4-6 раз по сравнению с пленками, полученными из известного электролита хроматирования.
Результаты проведенных испытаний свидетельствуют о возможности использования предлагаемого электролита для получения коррозионно-стойких защитно-декоративных хроматных пленок.
Выбранные диапазоны концентраций компонентов электролита обусловлены требованиями, предъявляемыми как к защитно-декоративным свойствам хроматных пленок, так и к технологичности электролита.
Снижение концентрации КЩ ниже 10 г/л не дает ожидаемого положительного эффекта в отношении защитных
0
0 5
тк получать, хроматные пленки с пг шейными защитными и декоративным свойствами (возможно это соединение выступает в качестве сополимеризато- ра для КМЦ, одновременно являясь инициатором, ускоряющим процесс восстановления шестивалентного хрома до трехвалентного состояния). При содержании Г-кислоты менее 5 г/л снижается защитная способность и антикоррозионная стойкость хроматной пленки, а при концентрации более 10 г/л на образцах образуется желтовато-зеле- 5 ный напет, значительно ухудшающий вид пленки.
Электролит достаточно стабилен в работе. Вводимые органические добавки в растворе хромовой кислоты не разлагаются.
Электролит обеспечивает гарантированное качество хроматной пленки при прохождении количества электричества из расчета 55 Ач/л.
При истечении расчетного срока эксплуатации необходимо производить его корректировку, которая осуществляется путем добавления в электролит всех компонентов в количествах, соответствующих 1гЮ от первоначальной загрузки.
Предлагаемый электролит может быть рекомендован для нанесения защитно- декоративных хроматных пленок на различные изделия, эксплуатируемые в агрессивной атмосфере с повышенной влажностью, в частности для защиты изделий от коррозии на период транспортировки и хранения в условиях морского климата.
0
5
0
Формула изобретения
Раствор для катодного хроматирова
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ХРОМИРОВАННОЙ ЖЕСТИ | 2001 |
|
RU2212476C2 |
| ЭЛЕКТРОЛИТ ДЛЯ ЧЕРНОГО ХРОМАТИРОВАНИЯ ЦИНКА | 1997 |
|
RU2137861C1 |
| Способ уплотнения пористых неорганических покрытий | 1980 |
|
SU901360A1 |
| Раствор для хроматирования кадмиевых гальванопокрытий | 1978 |
|
SU945252A1 |
| Раствор для хроматирования | 1980 |
|
SU969784A1 |
| Способ обработки изделий из медных сплавов | 1980 |
|
SU933819A1 |
| Раствор для бесцветного хроматирования латуни | 1985 |
|
SU1346695A1 |
| ХРОМИРОВАННАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2445408C2 |
| Раствор для катодного хроматирования | 1978 |
|
SU712466A1 |
| Раствор для хроматирования оцинкованной стали | 1982 |
|
SU1113425A1 |
Изобретение относится к области гальваностегии, в частности к электролитическому нанесению хроматных пленок, и может найти применение в различных областях техники для защиты от коррозии металлических изделий, эксплуатируемых в агрессивной атмосфере с повышенной влажностью. Цель изобретения - повышение коррозионной стойкости хроматных пленок. Электролит содержит, г/л: хромовый ангидрид 30-50, карбоксиметилцеллюлозу 10-20
Г-кислоту 5-10. Процесс хроматирования осуществляют при комнатной температуре и плотности пленок 1-5 А/дм2 в течение 3-5 мин. При указанных режимах электролиза образуются блестящие пластичные хроматные пленки, ровные по тону, хорошо сцепленные с подложкой. 1 табл.
свойств получаемых хроматных пленок, ния, содержащий хромовый ангидрид и
ароматическую сульфокнслоту, отличающийся тем, что, с целью повышения коррозионной стойкости хроматных пленок, он дополнительно со- водит к необходимости повышения напря- держит карбоксиметилцеллюлозу, а в жения на ванне и нестабильности проте- качестве ароматической сульфокислоты а увеличение концентрации этого компонента выше 20 .г/л сопровождается увеличением вязкости и падением электропроводности раствора, что прикания процесса электролиза, влекущие за собой образование неровных шероховатых покрытий.
Добавка Г-кислоты является обязательной составной частью электролита. Отсутствие этого компонента в электролите вообще не дает возможнос
7-амино-1-нафтол-3-сульфокислоту (Г-кислоту) при следующем соотношении компонентов, г/л:
Хромовый ангидрид 30-50
Карбоксиметилцеллюлоза10-20
Г-кислота5-Ю
плотность тока, А/дм
количество циклов испытания в камере влажности до появления первых очагов коррозии, ед. коррозионная стойкость в 0,5%-ном растворе NaCl,cyr время до разблаго- раживания потенциала (3%-ный раствор NaCl + 5 мл/л 30%-ной Нд.0)
енолсульфоновая
ислота
30
20
| Раствор для катодного хроматирования | 1978 |
|
SU712466A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Патент США N 3337431, кл | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
