Область техники, к которой относится изобретение
Настоящее изобретение относится к способу переработки материала, системе переработки материала и обрабатываемому материалу. В предпочтительных вариантах осуществления описан способ и устройство дня изготовления формуемых изделий, таких как полимерные изделия и термопластичные материалы, которые в предпочтительных вариантах осуществления способны обеспечить более эффективное изготовление изделий посредством избирательного сквозного нагрева с использованием электромагнитного излучения.
Предпосылки создания изобретения
Общепринято определять термопластичный материал как "материал, способный размягчаться, или плавиться, или растопляться при нагреве и снова затвердевать при охлаждении". Термопластичные материалы широко применяют практически во всех отраслях промышленности и для производства практически любых потребительских товаров. При переработке термопластичных полимеров используют гранулы термопластичного материала и растопляют/размягчают/расплавляют их путем воздействия тепловой энергией, после чего придают им новую форму и охлаждают. В результате этой основной стадии преобразования могут быть получены готовые к продаже изделия, например, способом литья под давлением. Вместе с тем, в результате основной стадии может быть получен "полуфабрикат", такой как заготовка или лист для использования на второй стадии преобразования; в случае заготовки - для использования при формовании раздувом и в случае листа - для использования при высокотемпературном формообразовании. На этой второй стадии процесса преобразования используют важную собственную характеристику термопластичных материалов и также применяют нагрев, придание новой формы и охлаждение материала с целью получения изделий. Способность термопластичных материалов выдерживать множество циклов нагрева, придания новой формы и охлаждения делает их идеальными для применения на третьей и последующих стадиях. Это также позволяет возвращать материалы в повторный цикл посредством аналогичных стадий переработки по завершении срока службы первоначальных изделий.
С точки зрения изготовления и термодинамики двумя важнейшими стадиями преобразования термопластичных материалов в изделия являются нагрев и охлаждение. Это объясняется тем фактом, что та или иная из стадий нагрева или охлаждения является определяющей скорость процесса стадией, иными словами они определяют производительность практически всех процессов преобразования. Причиной этого являются два дополнительных типичных свойства термопластичных материалов, а именно, то, что они обычно являются плохими проводниками тепловой энергии (то есть изоляторами) и имеют коэффициент теплопроводности обычно в пределах от 0,1 до 0,6 Вт/м*К, и то, что они по определению с трудом поддаются обработке на стадии придания новой формы, то есть им требуется время, чтобы остыть и "схватиться", что обычно называют температурой выемки из формы.
В обычных процессах преобразования термопластичных материалов передачу тепла термопластичным материалам обычно осуществляют посредством нагрева излучением или контактного нагрева. Энергия излучения, обычно называемая инфракрасным излучением, имеет волну длиной от 1 до 10 микрометров и проникает в поглощающие материалы на глубину примерно 1-2 микрометра, прежде чем произойдет рассеивание в виде тепла половины доступной энергии. Процесс передачи тепла от источника теплоты термопластичному материалу происходит посредством проводимости в случае твердого материала и сочетания проводимости, конвекции и механического смешивания в случае расплавленных веществ. Контактный нагрев также основан на проводимости (или сочетании проводимости, конвекции и смешивания) горячей контактирующей поверхности, нагревающей "массу" вещества.
В результате, происходит значительное запаздывание по времени передачи тепла от наружных поверхностей материала в центр его массы с целью повышения температуры массы до уровня, приемлемого для осуществления переработки. Это в особенности невыгодно, когда нагреваемый материал имеет большое отношение объем - площадь поверхности, как, например, у толстого листа. Главным ограничением обычной теплопередачи является максимальная допустимая температура поверхности заготовки. Поскольку материал нагревают снаружи внутрь, может произойти ухудшение качества поверхности материала.
Кроме того, поскольку на нагрев полимерного материала в обычном оборудовании требуется значительное время, происходит плавление основного объема материала.
Некоторые из известных методик переработки предусматривают следующее.
а) Высокотемпературное формообразование толстого листа. Традиционная методика нагрева требует периодически отдалять лист от источника теплоты, чтобы дать ему "пропитаться", то есть позволить тепловой энергии распределиться более равномерно во избежание перегрева и ухудшения качества наружной поверхности материала.
б) Формование раздувом. Эта методика заключается в нагреве участков полимерного материала, на которых нежелательна баллонная деформация. Соответственно, в таких системах обычно требуется применять тщательно разработанный механизм охлаждения, такой как струей холодного воздуха, чтобы участки заготовки снаружи формы оставались холодными. Кроме того, при использовании таких обычных систем нагрева непрактично нагревать различные слои всего полимера до различных температур. Это может быть выгодно, например, если желательно создать формованное с раздувом изделие с различными физическими свойствами (например, множеством областей с различным диаметром, толщиной стенок или множеством областей, состоящих из различных материалов, нагреваемых до различных температур).
в) Экструдирование. В этом случае обычно необходимо громоздкое, дорогое и сложное оборудование для однородного нагрева полимеров. В таком оборудовании используют сочетание смешивания, обычно с помощью таких устройств, как ротационное винтовое устройство (генерирующее значительные усилия сдвига), и одновременной передачи тепла через нагретые внутренние поверхности элементов экструдера. Эти технологии являются неэффективными, а время переработки полимеров в цилиндре и головке экструдера является достаточно длительным. Длительное время переработки способно оказывать значительное влияние на ухудшение качества используемых полимеров и в свою очередь на физические свойства экструдированного изделия. Также существуют сложности с охлаждением экструдированных полимерных изделий, включая необходимую длину охлаждающей ванны, необходимость нагнетателей для сушки экструдата после охлаждения в охлаждающей ванне и необходимость быстро охлаждать нагретые полимеры, чтобы свести к минимуму влияние длительного времени нагрева на экструдируемый полимерный материал.
Осуществляемая различными способами переработка самоупрочняющихся пластиков (например, полипропиленового волокна или ленты с высокоупорядоченной ориентацией внутри (неориентированной) матрицы из полипропилена или сополимера полипропилена и полиэтилена) с применением тепла с целью формирования и/или сцепления слоя(-ев) материала способна привести к перевулканизации ориентированного полимера и утере механических свойств (в особенности, вблизи поверхностей, как это указано выше). Единственной существующей в настоящее время альтернативой является воздействие на весь объем материала меньшим теплом в течение значительно более длительного времени, чтобы "пропитать теплом" (то есть дать теплу время перераспределиться) материал до температуры выше точки размягчения/плавления наружного слоя (со)полимера, но при этом поддерживать ее ниже точки упрочняющего фазового превращения материала, чтобы свести к минимуму изменение ориентации молекул на противоположную и последующую утрату характеристик.
Существует ряд базовых и эмпирических уравнений или законов, применимых к скорости теплопередачи в такой системе, таких как закон проводимости Фурье и закон охлаждения Ньютона. Скорость теплопередачи (RHT), связанная с процессом теплопередачи за счет теплопроводности, может быть в целом описана зависимостью: RHT=f(A, Ct, Delta Т), в которой А означает площадь, доступную для теплопередачи, Ct означает удельную теплопроводность материала, a Delta Т означает доступный температурный напор, который уменьшается с течением времени по мере повышения температуры нагреваемого материала. Как указано ранее, не модифицированные термопластичные материалы по своей природе имеют низкую удельную теплопроводность Ct, что препятствует теплопередаче в обычной системе нагрева излучением или контактного нагрева. К тому же, процесс переноса тепла приводит к плавлению всего объема материала и возникновению нежелательного температурного градиента, в значительной мере зависящего от профиля по толщине или геометрии нагреваемой заготовки, такой как лист. Напротив, сверхвысокочастотные волны имеют длину приблизительно 12,2 см, что превышает длину волн инфракрасного излучения. Сверхвысокочастотные волны способны проникать в поглощающие материалы на гораздо большую глубину, чем волны инфракрасного излучения или энергия излучения, обычно в несколько сантиметров, прежде чем произойдет рассеивание доступной энергии в виде тепла. В поглощающих сверхвысокочастотное излучение материалах энергию сверхвысокочастотных волн используют для "объемного" нагрева материала за счет проникновения сверхвысокочастотных волн в материал. Тем не менее, если материал не является хорошим поглотителем СВЧ-излучения, он по существу "проницаем" для энергии сверхвысокочастотного излучения.
Сверхвысокочастотные волны способны проникать в поглощающие материалы на глубину в несколько сантиметров, прежде чем произойдет рассеивание доступной энергии в виде тепла. Преимущества нагрева токами сверхвысокой частоты включают быстрый, энергосберегающий объемный и мгновенный нагрев, регулируемый нагрев, бесконтактный нагрев (исключающий риск ухудшения качества полимера). СВЧ-техника в течение многих лет применяется как для переработки пищевых продуктов, так и сушки (удаления воды) различных материалов. Ее развитие в последнее время позволило промышленно применять сверхвысокочастотные волны во множестве альтернативных областей, таких как:
а) отверждение и вулканизация пластиков и каучука;
б) утилизация покрышек и формовочного песка с помощью СВЧ-излучения;
в) измерение влажности и сушка с помощью СВЧ-излучения при переработке полимеров;
г) переработка бурового шлама с помощью СВЧ-излучения с целью извлечения и повторного использования нефти и
д) комбинированный нагрев токами сверхвысокой частоты и методами с использованием псевдоожиженного слоя в пищевой промышленности.
Методом поглощения сверхвысокочастотного излучения можно нагревать ряд материалов. С этой целью используют механизм дипольного нагрева, предусматривающий стимулированное перемещение постоянных диполей и/или зарядов по мере того, как они пытаются вибрировать в соответствии с вибрирующей электромагнитной волной, проходящей через материал. Таким образом, материал нагревают путем возмущения молекул и последующей вязкой передачи тепла соседним атомам и молекулам. Нагрев других материалов осуществляют путем омического (резистивного) нагрева по мере того, как электрическое поле электромагнитной волны стимулирует прохождение тока через материал. Другие механизмы нагрева, токами сверхвысокой частоты высоты включают механизмы Максвелла-Вагнера и магнитного нагрева, которые описаны в работе А.С.Metaxas и R.J.Meredith "Industrial Microwave Heating", IEE, май 1983 г. (ISBN 0-90604-889-3). Степень, до которой происходит нагрев любого материала в присутствии сверхвысокочастотного поля, зависит от его коэффициента диэлектрических потерь (также известного как тангенс угла потерь или комплексная диэлектрическая проницаемость), который по существу является показателем силы взаимодействия между материалом и электромагнитной волны. Этот нагрев обладает объемным эффектом.
Абсорбирующие вещества также могут использоваться в качестве добавки в пластики, чтобы сделать материал нагреваемым: электромагнитным (обычно сверхвысокочастотным) излучением. Другие вещества, добавляемые в полимерные материалы с целью изменения или улучшение некоторых свойств, также могут улучшать способность полимера нагреваться. Обычным поглотителем сверхвысокочастотного излучения, используемым в качестве добавки, является технический углерод. Технический углерод включают в резиновые покрышки с целью уменьшения их износа. Нагрев этого материала осуществляют путем омического (резистивного) нагрева.
В качестве добавки в пластики также могут применяться абсорбирующие вещества, чтобы сделать материал нагреваемым (восприимчивым) электромагнитным (обычно сверхвысокочастотным) излучением. Они включают цеолиты, порошок талька, ZnCl2, нейлон, медь и другие металлические порошки, окись железа, окись марганца, керамические материалы и окислы (например, Со2O3, MnO2, SiC, Аl2О3, NaTiO3, MgTiO4 и т.д.). Обычным поглотителем сверхвысокочастотного излучения, используемым в качестве добавки, является технический углерод. Технический углерод включают в резиновые покрышки с целью уменьшения их износа. Нагрев этого материала осуществляют путем омического (резистивного) нагрева и используют для содействия отверждению и вулканизацию экструдированного каучука. При воздействии постоянным током сопротивление материала покрышки приближается к бесконечности. Тем не менее, паразитная емкость, создаваемая полимером (играющим роль диэлектрика между частицами технического углерода, внедренными в материал), обладает низким реактивным сопротивлением. В связи с этим эффективное сопротивление материала на высокой частоте будет достаточно низким, что позволяет току проходить между этими емкостными элемента, в результате чего происходит омический нагрев материала. Другие вещества, добавляемые в полимерные материалы с целью изменения или улучшения некоторых свойств, также могут улучшать "нагреваемость" полимера.
Более приемлемой альтернативой является придание восприимчивости полимеру путем включения в полимерную цепь полярных групп (таких как СО). Основной недостаток модифицированных восприимчивых полимеров заключается в их разработке и синтезе, то есть включение соответствующих восприимчивых соединений (СО, ЕСО, EVA) в полимерную матрицу с целью достижения высокого показателя диэлектрических потерь без ущерба для физических, химических и механических свойств или повышения стоимости.
В заключение необходимо отметить, что полимерные материалы обычно являются слабыми поглотителями, имеют низкую удельную теплопроводность и подвержены местному перегреву, поскольку с повышением температуры увеличивается коэффициент диэлектрических потерь и абсорбция ("неуправляемый нагрев"). Разработке таких материалов при переработке полимеров препятствует недостаток знаний о материалах. Добавки обычно обладают выраженными визуальными, физическими или химическими эффектами, что может быть нежелательным. К тому же, при использовании добавок в качестве сенсибилизаторов необходимо обеспечивать их равномерное распределение во избежание образования участков местного перегрева, способных привести к получению нестабильных результатов и повредить полимер. Как указано выше, большинство (товарных) пластиков являются слабыми поглотителями. Для быстрого нагрева таких материалов лучше всего локализовать сверхвысокочастотные волны внутри металлического (отражающего) резонатора, что позволяет создать стоячую волну и электрические поля с высокой напряженностью. Тем не менее, поскольку картиной поля в более крупных "многомодовых" резонаторах (размером>86 мм) является стоячая волна, образуются участки неравномерного местного перегрева, что приводит к неравномерному нагреву материала. В печах с многомодовыми резонаторами используют поворотную плиту и модовые смесители для рандомизации картины поля и получения более равномерного нагрева за счет эффективности; при этом невозможно обеспечить уровень равномерности, необходимый для переработки полимеров. Сохраняются небольшие отклонения плотности энергии, которые усиливаются внутри полимера из-за сочетания неуправляемого нагрева и низкой удельной теплопроводности этих материалов, что препятствуют перераспределению тепла. В результате образуются местные расплавленные участки, и ухудшается качество.
В широкозахватных системах сушки используют подающее устройство зигзагообразной конфигурации, через которое проходит материал. Оно представляет собой длинный однокамерный световод зигзагообразной формы. На одном конце камеры находится магнетрон, который вводит энергию сверхвысокочастотного излучения. Оно проходит через камеру, теряя приблизительно 20% своей энергии при прохождении через каждый зигзаг. На другом конце камеры находится водяная нагрузка для поглощения любой остающейся энергии. На широкой поверхности каждого прохода подающего устройства выполнена прорезь в плоскости зигзага, чтобы обеспечить рабочую нагрузку, передаваемую через электромагнитное поле, в заданной точке. Для равномерного расхода относительно умеренного количества энергии подающее устройство должно обеспечить несколько проходов рабочей нагрузки. Величины напряженности поля, генерируемые такой системой, обычно относительно малы, обычно в 30 раз меньше, чем у колебательной системы с аналогичным питанием. Система зигзагообразного типа не может быть усовершенствована для работы в качестве колебательной системы из-за используемого волновода большой длины. Для повышения равномерности проходы располагают таким образом, чтобы генерируемые волны не совпадали по фазе при каждом очередном проходе, хотя потеря 20% энергии при каждом проходе означает, что подача энергии по-прежнему не равномерна. Нестабильность выхода генератора сверхвысокочастотного излучения плюс обратное отражение из-за прорези, рабочей нагрузки и изгибов искажает картину поля, что также приводит к неравномерности. Система этого типа применима для сушки, поскольку восприимчивость обеспечивается удаляемым элементом (влагой). После удаления влаги получают сухой и, следовательно, невосприимчивый материал, предотвращающий неуправляемый нагрев, перегрев или сгорание материала. Подаваемая энергия сверхвысокочастотных волн может быть неравномерной и требует ограниченного регулирования. Следовательно, такие системы не способны обеспечивать высокую равномерность, кпд по энергии и показатели напряженности электрического поля, необходимые для этой области применения.
Энергия сверхвысокочастотных волн используют, например, для сушки плоскостных структур, таких как влажные ткани. Вода является восприимчивой к сверхвысокочастотному излучению (в особенности, на частоте 2,456 ГГц) и испаряется под действием достаточной энергии сверхвысокочастотных волн в течение достаточного периода времени. Вместе с тем, ткани обычно проницаемы для сверхвысокочастотных волн, в результате чего сверхвысокочастотные волны фокусируются в воде, которая является по преимуществу единственным компонентом материала, восприимчивым к сверхвысокочастотному излучению. Энергия сверхвысокочастотных волн также применяется для нагрева других материалов, таких как указаны в следующих далее ссылках.
В патенте US 5519196 описано полимерное покрытие, содержащее окись железа, карбонат кальция, воду, силикат алюминия, этиленгликоль и уайт-спирит для применения в качестве внутреннего слоя пищевого контейнера. Слой покрытия может быть нагрет энергией сверхвысокочастотного излучения, за счет чего пищевой продукт в контейнере поджаривается или подрумянивается.
В патенте US 5070223 описаны восприимчивые к сверхвысокочастотному излучению материалы и их применение в качестве теплового резервуара в игрушках. Описанные восприимчивые к сверхвысокочастотному излучению материалы содержат феррит и ферритные сплавы, углерод, полиэфиры, алюминий и соли металлов.
В патенте US 5338611 описана полимерная полоска, содержащая технический углерод, для соединения подложек из термопластичного материала.
В WO-A-2004/048463 описаны полимерные композиции, которые могут быть быстро нагреты под действием электромагнитного излучения, а также соответствующие применения и способы переработки. Например, из уровня техники известно, что сверхвысокочастотные волны могут применяться для нагрева и переработки полимерной трубки с целью последующего формования раздувом медицинского изделия, как это описано в заявке US 2003/183972 под названием «Способ и устройство для экструдирования полимеров с использованием микроволновой энергии» ("Method and apparatus for extruding polymers employing microwave energy"). В ней описано устройство для экструдирования полимеров с использованием энергии сверхвысокочастотных волн для нагрева исходного полимерного сырья внутри экструзионной головки непосредственно перед формованием изделия из экструдата. В этом способе применяют энергию сверхвысокочастотных волн по всей массе материала для нагрева всего материала. В дополнительных примерах сверхвысокочастотные волны используют для придания клейкости связующему слою полимера и тем самым для сваривания друг с другом двух изделий из полимера (патент US 4795665) или создания уплотнения (патент US 4600614).
В патенте ЕР 1115770 описана склеивающая система для создания обратимых клеевых соединений, в которой в материал добавляют молекулярную группу с целью повысить восприимчивость материала к энергии сверхвысокочастотного излучения. В нем описан способ, в котором обычно необратимые соединения делают обратимыми путем добавления восприимчивого к сверхвысокочастотному излучению компонента в матрицу материала на молекулярном уровне (например, путем сополимеризации). Демонстрационным примером этого является отверждаемый во влажной среде полиуретановый клей на основе дифенилметандиизоцианата и полиэфирполиола. В него добавляют восприимчивые соединения, в данном случае бромисто-литиевый/триаминоэтиламиновый комплекс. Восприимчивое соединение в количестве 3 мас.% добавляют в клейкие компоненты до осуществления литья. Согласно описанию восприимчивый к сверхвысокочастотному излучению компонент используют для инициирования химической реакции, посредством которой ослабляют клей (путем деполимеризации), чтобы позволить разъединить детали. Основным недостатком применения сверхвысокочастотных волн для нагрева полимерных материалов является низкая восприимчивость к сверхвысокочастотному излучению многих используемых полимеров. Следовательно, из-за низкой восприимчивости полимеров к сверхвысокочастотному излучению требуется большая мощность или длительный период нагрева таких полимерных систем. В случае полимеров, специально рассчитанных на поглощение сверхвысокочастотного излучения, часто выбирают между их способностью поглощать сверхвысокочастотное излучение и их механическими или термическими свойствами, т.е. их механические и термические свойствами часто хуже, чем это желательно.
Краткое изложение сущности изобретения
В настоящем изобретении предложены усовершенствованные способ и система изготовления формуемых изделий, таких как полимеры и термопластичные материалы, а также формуемый материал. Согласно одной из особенностей настоящего изобретения предложен способ обработки материала по п.п.1, 3, 5, 7, 9 или 11.
Предложенные в изобретении способы обеспечивают нагрев лишь части материала, обрабатываемого с целью изготовления изделия. За счет этого уменьшается количество энергии, которое необходимо передать обрабатываемому материалу, и существенно сокращается время, необходимое для изготовления изделия, включая время, необходимое для охлаждения изделия после профилирования или формования, по сравнению с системами, известными из уровня техники. Первоначальные испытания, проведенные авторами изобретения, подтвердили заметное сокращение времени изготовления изделия и, следовательно, сокращение затрат и экономию энергии.
Может осуществляться неодинаковый нагрев первой и второй частей материала за счет свойств материалов, образующих первую и вторую части, и/или путем целевого нагрева материала, как это пояснено далее.
В одном из вариантов осуществления материал состоит по меньшей мере из первого и второго слоев, каждый из которых содержит одну или обе из упомянутых первой и второй частей материала.
В другом варианте осуществления первая и вторая части состоят из первого и второго гранулированных материалов.
Стадия неодинакового нагрева упомянутой первой части преимущественно приводит к плавлению упомянутой первой части.
В некоторых вариантах осуществления способ включает стадию, на которой осуществляют нагрев упомянутой второй части путем теплопередачи за счет теплопроводности или конвективной теплопередачи от упомянутой первой части. Нагрев за счет теплопроводности или конвективный нагрев способен вызывать плавление второй части.
На стадии неодинакового нагрева может осуществляться воздействие теплотой на весь материал. Ее обеспечивает электромагнитная энергия, например, сверхвысокочастотное излучение.
В одном из вариантов осуществления по меньшей мере:
а) преимущественно равномерно распределяют упомянутую электромагнитную энергию по упомянутому материалу и/или
б) нацеливают упомянутую электромагнитную энергию на выбранные области материала с целью их нагрева.
Первая часть материала может быть преимущественно равномерно распределена по материалу или может находиться в определенном месте с целью обеспечения варьируемого температурного профиля материала. Стадия нагрева первой части материала предпочтительно позволяет смешивать, перемещать, профилировать, штамповать, осуществлять литье под давлением или экструдирование всего материала с целью формования изделия.
В одном из вариантов осуществления способ практически применяют на низкомолекулярном полимере, олигомере или мономере.
Материал предпочтительно содержит одну или несколько из фаз, включающих одну фазу материала, нагреваемую электромагнитным излучением, при этом упомянутая фаза представляет собой первую часть; две или более фаз, до различных степеней нагреваемых электромагнитным излучением, при этом упомянутые фазы представляют собой или содержат первую и вторую части. Материал может представлять собой или может включать слоистый материал, гранулы, жидкость или гель. Части могут представлять собой различные слои, различные гранулированные компоненты, различные жидкости или гели- Материал может представлять собой кристаллический, полукристаллический или аморфный полимер. В одном из вариантов осуществления материал перерабатывают методом формования из расплава, который предпочтительно включает по меньшей мере один из следующих процессов: литье под давлением, экструдирование, пневмоформование с экструзией, литьевое прессование или литьевое формование со вспениванием. Стадия неодинакового нагрева может включать осуществление целевого нагрева материала.
Такой целевой нагрев может осуществляться путем направления энергии нагрева на части перерабатываемого материала. Может быть предусмотрена управляемая антенная система.
Вторая часть преимущественно действует как поглотитель тепла для поглощения теплоты упомянутой первой части после упомянутой стадии неодинакового нагрева. Значительным преимуществом этого является содействие снижению температуры нагретой части материала и тем самым сокращению времени переработки.
Согласно другой особенности настоящего изобретения предложена система переработки материалов по п.п.54, 56, 58 или 60.
Согласно другой особенности настоящего изобретения предложен перерабатываемый материал по п.п.83, 85, 87 или 89.
Согласно другой особенности настоящего изобретения предложен способ переработки термопластичного материала, включающий стадии, на которых осуществляют неодинаковый нагрев материала таким образом, чтобы только часть перерабатываемого материала нагревалась до требуемой температуры переработки, а по меньшей мере одна другая часть оставалась нагретой ниже упомянутой температуры, и перерабатывают материал.
Согласно другой особенности настоящего изобретения предложена система переработки термопластичных материалов, имеющая средство избирательного нагрева перерабатываемого материала.
Согласно другой особенности настоящего изобретения предложено изделие, получаемое предложенным в изобретении способом.
В предпочтительных вариантах осуществления используется относительная восприимчивость различных материалов путем их сочетания в различных геометриях и соотношениях с целью:
а) избирательного нагрева;
б) варьирования плотности энергии и местоположения.
Подразумевается, что термины "нагретый" и "не нагретый" являются относительными, и может существовать скользящая шкала нагрева. Также подразумевается, что термин "тепло/теплота" означает повышение температуры. Хотя согласно известным из уровня техники методам формования осуществляют нагрев всего материала, которому требуется придать текучесть, авторы обнаружили, что во многих случаях требуется расплавить или размягчить только часть материала. При условии, что этой части достаточно для того, чтобы весь материал стал текучим, материал можно переместить в пресс-форму или штамп для придания ему формы готового изделия. Относительные соотношения нагретого и не нагретого материала зависят от процесса, в котором применяется изобретение, и эксплуатационных требований к сформованному изделию. Например, в случае формованного под давлением изделия с высокой степенью упрочнения доля нагретого материала может составлять лишь 5%, а не нагретого материала - 95% или наоборот 95% нагретого материала и 5% не нагретого материала в случае не упрочненного термоформованного изделия.
За счет выбора материалов, не восприимчивых к электромагнитному (сверхвысокочастотному) излучению, и материалов, которые восприимчивы к нему в своем естественном состоянии или после некоторой последующей переработки или внесения добавок, и за счет сочетания в некоторой форме обоих материалов обеспечивается возможность воздействовать тепловой энергией только на те части компонента, которые являются "восприимчивыми" (к энергии сверхвысокочастотного излучения). Это создает ряд возможностей не только в том, что касается требований к сокращению потребления энергии и общей продолжительности цикла, но также применительно к переработке и физическим и химическим характеристикам изделия/материалов.
Авторы предполагают, что процесс избирательного нагрева может выгодно применяться во многих структурах в диапазоне от сильно распределенных невосприимчивых частиц, окруженных другими восприимчивыми материалами матрицы, до высокоупорядоченных и предопределенных областей материалов с меняющейся степенью восприимчивости к энергии сверхвысокочастотного излучения.
Так, в одном из предпочтительных вариантов осуществления на стадии нагрева основной объем материала остается в не размягченном или не растопленном, или не расплавленном состоянии. Вместе с тем, доля или часть основного объема материала, который остается в более твердом или жестком состоянии, преимущественно имеет такую форму или размер, чтобы обеспечить преимущественно однородную текучесть всего объема материала после размягчения или плавления, или растапливания нагреваемой части. Нагрев предпочтительно осуществляют с помощью электромагнитной энергией, которой может являться сверхвысокочастотное излучение.
Частоту и/или длину волны электромагнитного излучения преимущественно выбирают таким образом, чтобы оно сильнее взаимодействовало с нагреваемой частью материала. В одном и вариантов осуществления, электромагнитную энергию нацеливают только на выбранные области материала с целью их предпочтительного нагрева.
Путем экстраполяции этих идей авторы разработали способ и систему регулируемого использования целевого или регулируемого переменного электромагнитного облучения с целью нагрева материала и индуцирования желаемого профиля распределения температур внутри материала. Это в свою очередь позволяет осуществлять регулируемое вытягивание материала в ходе операций переработки, таких как формование раздувом, высокотемпературное формообразование и т.п. с целью получения трехмерных изделий. Если заданные области материала вытягивают до различных степеней вследствие достигнутого термического состояния, все области изделия могут быть выгодно рассчитаны таким образом, чтобы иметь оптимальную толщину, заданную с целью оптимизации использования материала. Например, если речь идет о современных глубокотянутых деталях, поначалу материал обычно представляет собой толстый лист, чтобы глубокотянутые стенки готовой детали могли иметь определенную минимальную толщину. В таком обычном процессе материал равномерно нагревают, что обеспечивает одинаковую "вытягиваемость" мембраны и, следовательно, хотя толщина стенок значительно уменьшается, основание детали остается толстым. В результате, материал по существу расходуется впустую. За счет индуцирования в процессе формования в основании такой детали более высокой температуры, чем температура стенок, как это предложено в настоящем изобретении, может быть преодолен или преимущественно ослаблен недостаток, связанный с этим непроизводительным расходом.
Электромагнитную плотность энергии, атмосферу и температуру предпочтительно регулируют с целью оптимизации переработки полимера.
Воздействие на фазу, поглощающую электромагнитное излучение, преимущественно осуществляют при повышенных температурах. Нагреваемая часть материала преимущественно позволяет смешивать, перемещать, профилировать, штамповать, осуществлять литье под давлением или экструдирование всего материала с целью формования изделия; при этом материал отличается в целом равномерной текучестью.
Предпочтительно способ практически применяют на низкомолекулярном полимере, олигомере или мономере. Стадия нагрева может индуцировать полимеризацию на месте мономера или низкомолекулярного полимера.
Согласно предпочтительному варианту осуществления материал содержит одну или несколько из следующих фаз:
а) одну или несколько фаз материала, эффективно проницаемых для электромагнитного излучения и, следовательно, преимущественно не нагреваемых; и
б) одну или несколько фаз материала, нагреваемых электромагнитным излучением, или две или "более фаз, нагреваемых электромагнитным излучением до различных степеней.
Нагреваемая фаза или фазы могут иметь такую же полимерную структуру, как и не нагреваемая фаза, но могут быть модифицированы с целью придания поглощающей способности. Нагреваемый материал может частично или полностью представлять собой синтетический или природный полимерный материал. В одном из вариантов осуществления материал представляет собой технический углерод.
Материал предпочтительно находится в виде порошка, гранул, шариков или разнородной крошки, жидкости или геля. Материал может представлять собой кристаллический, полукристаллический или аморфный полимер. В некоторых вариантах осуществления материал содержит один или несколько из компонентов, включающих окрашивающие вещества, упрочняющие или растягивающие наполнители и функциональные добавки. Функциональные добавки могут включать замедлители горения, наполнители, технологические добавки, нанонаполнители или нанокомпозиты и т.п.
Для переработки материала предпочтительно используют метод формования из расплава, который может представлять собой литье под давлением, экструдирование, пневмоформование с экструзией, литьевое прессование или литьевое формование со вспениванием.
В изобретении также предложена система переработки изделий, имеющая средство избирательного нагрева перерабатываемого материала. Авторы обнаружили, что за счет того, что некоторые материалы способны легко нагреваться под действием сверхвысокочастотного излучения (в особенности, материалы с постоянным дипольным моментом), а некоторые нет (что известно как избирательный нагрев), можно существенно усовершенствовать изготовление термопластичных и других формуемых материалов. В предпочтительных вариантах осуществления настоящего изобретения предложены усовершенствования таких известных из уровня техники способов, а также избирательный нагрев только той области или части материала, которая необходима для придания изделию окончательной формы.
Согласно другой особенности настоящего изобретения предложена система придания текучести материалу путем его частичного нагрева, которая имеет камеру для нагреваемого материала; средство целевого нагрева, способное воздействовать тепловой энергией на часть упомянутой камеры или целевой материал и тем самым на часть материала внутри него. Упомянутое средство нагрева предпочтительно способно воздействовать тепловой энергией на множество упомянутых частей.
Упомянутое средство нагрева преимущественно является подвижным или регулируемым по отношению к упомянутой камере или целевому материалу.
Так, в предпочтительных вариантах осуществления предложена концепция более эффективного преобразования материалов с использованием электромагнитной энергии путем избирательного нагрева части объема термопластичного материала, при этом такой части достаточно для того, чтобы материал стал перерабатываемым любым выбранным способом, например любым последующим методом формования (и охлаждения). Термин "перерабатываемый" означает придание части термопластичного материала достаточно расплавленного или размягченного состояния для того, чтобы массу пластика можно было смешивать, перемещать, профилировать, штамповать, осуществлять литье под давлением или экструдирование с целью формования изделия. Нагрев материала (называемого в описании "подложкой") обеспечивают путем воздействия на материал энергией электромагнитного (в особенности, сверхвысокочастотного) излучения, способного проникать через весь объем подложки и поглощаться предпочтительно в областях, в которых существуют благоприятные условия.
Путем воздействия электромагнитным (например, сверхвысокочастотным) излучением можно с высокой степенью локализации генерировать тепло в заданной области объема/массы или ее части. Энергию, которой воздействуют, можно тщательно регулировать по количеству и концентрировать, поскольку другие области состоят из не поглощающего материала, проницаемого для используемого излучения (например, необработанного полипропилена и полиэтилена, проницаемого для сверхвысокочастотного излучения). Таким способом можно уменьшить количество используемой энергии, сократить продолжительность циклов и адаптировать и оптимизировать механические и другие свойства конечного материала к различным требованиям и применениям.
В предпочтительных вариантах осуществления специально выбирают такой материал и/или метод нагрева, чтобы внутри материала существовали области как благоприятствующие, так и не благоприятствующие поглощению электромагнитной энергии. Области, благоприятствующие поглощению, легко и быстро нагреваются под действием электромагнитной энергии, а не поглощающие области нагреваются в гораздо меньшей степени. Иными словами, электромагнитная энергия сильно воздействует лишь на заданную часть объема подложки по сравнению с остальными областями или частями. Таким образом, достигаемый результат можно описать как образование "мест перегрева" внутри перерабатываемого материала. Тем не менее, в обычных системах нагрева СВЧ-излучением места перегрева также могут возникать нежелательно из-за неоднородного распределения плотности энергии. Авторами предусмотрено воздействие регулируемой равномерной энергией высокой интенсивности (с использованием одиночного типа колебаний) с целью предотвращения образования мест перегрева, что позволяет надежно и прогнозируемо нагревать избирательные области. Это избирательное поглощение имеет ряд особенностей. Во-первых, электромагнитная энергия взаимодействует только с заданными областями подложки, температура которых повышается в присутствии электромагнитной энергии. Нагрев соседних незатронутых областей внутри материала происходит лишь позднее за счет переноса тепла и других подобных механизмов. Поскольку нагревается фактически меньший объем всего материала (и с помощью более быстрого и эффективного средства), материал может быть обращен в перерабатываемое состояние за гораздо меньшее время и/или с возможностью использования меньшей энергии.
Кроме того, такой материал содержит меньше тепловой энергии, чем обычно, если бы нагреву был подвергнут весь материал. Таким образом, обеспечивается значительная экономия энергии. Также обеспечивается значительная экономия времени на процесс преобразования. Длительность цикла нагрева сокращается, не только потому, что механизм нагрева токами сверхвысокой частоты быстро распространяется по всему материалу (в отличие от обычного более медленного переноса тепла), но также за счет нагрева меньшего количества материала. Длительность цикла нагрева также сокращается, поскольку не нагретые области материала после переработки действуют как поглотители тепла и эффективно извлекают энергию из соседних нагретых областей, что значительно повышает совокупную скорость охлаждения всего материала.
В предпочтительных вариантах осуществления может осуществляться избирательный нагрева/нагрев токами сверхвысокой частоты термопластичных полимерных материалов. Эта технология обеспечивает множество преимуществ для разработчиков и технологов применительно к переработке полимеров, включая:
а) избирательный нагрев (избирательное поглощение энергии) заданной смеси:
полимеров внутри объема материала,
заданных областей объема материала (например, при формовании раздувом или вакуумном формовании),
образца, а не других элементов устройства переработки, таких как инструментальная оснастка и вспомогательное оборудование,
в качестве альтернативы, инструментальной оснастки и вспомогательного оборудования для переработки, такой как центробежная формовка;
б) быстрый сквозной нагрев (проникновение энергии);
в) значительно сокращенные циклы нагрева/охлаждения (высокая скорость);
г) высокий кпд по энергии;
д) другие экологические преимущества:
снижение выбросов (процесс является сухим и бездымным) и
увеличение возможностей повторного использования (за счет более широкого использования самоупрочняющихся компонентов из одного материала);
е) сохранение свойств самоупрочняющимися деталями (снижение риска обращения);
ж) повышенная производительность;
з) улучшенное качество и прочность деталей,
и) минимизация термической деградации вследствие уменьшенного времени продолжительности пребывания в тепловом процессе, за счет чего можно уменьшить количество термостабилизирующих добавок в составе полимера;
к) оптимальное распределение материала, в особенности, по толщине в результате целевого или регулируемого переменного нагрева.
Соответственно, на основе идей настоящего изобретения могут быть созданы технологии и полимерные материалы, способные облегчать быстрый, объемный нагрев полимера с использованием энергии сверхвысокочастотного излучения. Кроме того, могут быть созданы технологии и полимерные материалы, у которых способна нагреваться или плавиться только часть полимерного материала, достаточная для обеспечения текучести объема материала, что облегчает придание формы или дополнительную переработку полимера.
Краткое описание чертежей
Далее лишь в порядке примера описаны варианты осуществления настоящего изобретения со ссылкой на приложенные чертежи, на которых:
На фиг.1 показана блок-схема одного из вариантов осуществления структуры материала, рассчитанной на обеспечение избирательного нагрева материала,
на фиг.2 показана блок-схема одного из конкретных примеров осуществления структуры, показанной на фиг.1,
на фиг.3 показана диаграмма, иллюстрирующая сокращение продолжительности цикла, достижимое с помощью предложенного в настоящем изобретении способа или системы избирательного нагрева,
на фиг.4 показана диаграмма одного из вариантов осуществления избирательного нагрева,
на фиг.5а-5д показано воздействие нагрева на матрицу,
на фиг.6 показан один из примеров осуществления печи с регулируемым нагревом путем целевого воздействия тепловой энергией на материал внутри нее,
на фиг.7 показана диаграмма, иллюстрирующая действие подвижной или управляемой антенны,
на фиг.8 показана диаграмма желаемого взаимного наложения спектров поглощения и максимальной сверхвысокой частоты и
на фиг.9 показан практический вариант осуществления формования изделия на основе предложенных в изобретении идей.
Описание предпочтительных вариантов осуществления
В настоящем изобретении предложен способ и система избирательного нагрева частей материала до осуществления переработки. Это может быть достигнуто путем включения в материал компонентов, восприимчивых к тепловому излучению, и других компонентов, не настолько восприимчивых к нему, или путем направления энергии нагрева только на части перерабатываемого материала. Такой избирательный нагрев сокращает время и энергию, необходимую для придания материалу текучего или иного перерабатываемого состояния, и сокращает длительность охлаждения. Предпочтительные варианты осуществления могут быть реализованы в различных масштабах (размерах).
На фиг.1 схематически проиллюстрирован принцип, лежащий в основе одного из вариантов осуществления перерабатываемой структуры.
В данном варианте осуществления используется способность полимеров и других материалов поглощать или не поглощать излучение на заданных частотах и возможности методов сверхвысокочастотного излучения в узком диапазоне длин волн (то есть способность "настраиваться" или "отстраиваться" от определенных частот, что подробно рассмотрено далее).
В одном из вариантов осуществления концепции избирательного нагрева в многослойную структуру может быть включен один или несколько восприимчивых к сверхвысокочастотному излучению полимеров в качестве отдельного слоя (или нескольких слоев) таким образом, что этот слой (или слои) мог быть предпочтительно нагрет до последующего процесса изготовления. Таким образом, в этом варианте осуществления перерабатываемый материал состоит из нескольких слоев, которые имеют по меньшей мере два различных показателя восприимчивости к энергии нагрева. После воздействия энергией сверхвысокочастотного излучения тепловая энергия передается от восприимчивых (поглощающих) слоев соседним слоям (не модифицированного) полимера, которые преимущественно "проницаемы" для энергии сверхвысокочастотного излучения, за счет чего вся полимерная структура быстрее достигает требуемой температуры изготовления, чем в обычной системе нагрева. Одним из конкретных примеров этого варианта осуществления является состоящая из трех слоев (А/В/А) многослойная структура, в которой слои А преимущественно проницаемы для энергии сверхвысокочастотного излучения, тогда как слой В восприимчив к энергии сверхвысокочастотного излучения. Такая структура может быть нагрета энергией сверхвысокочастотных волн таким образом, что предпочтительно нагревается слой В, после чего тепловая энергия передается слоям А.
Эту структуру можно представить, например, как структуру АВ или АВА (смотри фиг.1), в которой А является восприимчивым слоем, а В невосприимчивым слоем. Эту структуру можно обычно создать методом совместного экструдирования, в результате чего получают лист с таким поперечным сечением, разрезают лист в продольном направлении на несколько полос, которые затем могут быть при желании прошиты. В качестве альтернативы, также осуществляют совместное экструдирование с использованием волокнистого покрытия с целью создания кольцевых волокон, применимых для производства трикотажа.
В частном примере, проиллюстрированном на фиг.2, избирательно нагревают наружные слои 12, 14 полимера относительно внутренних слоев 16, 18, 20. В этом варианте осуществления также предусмотрены восприимчивые к теплу промежуточные слои 22, 24, 26, 28. Они могут состоять из того же материала и иметь такую же форму, как и наружные слои 12, 14, но предусмотрено, что они также могут состоять из других материалов/иметь другие структуры. Они также могут отличаться материалами и/или структурами, в том числе друг от друга, с целью обеспечения различных характеристик формуемости, желаемых при любом применении.
В примере, показанном на фиг.2, наружные слои 12, 14 состоят из сополимера полипропилена и полиэтилена, при этом структура предпочтительно содержит ориентированные материалы, такие как самоупрочняющийся полипропилен. В этом примере внутренние слои 16, 18, 20 могут состоять из ориентированного полипропилена, преимущественно в форме волокон.
В одном из примеров, в котором желательно сохранение физических свойств, авторы предложили использовать избирательный нагрев с целью ограничения и/или регулирования обращения ориентированной фазы. Это позволяет сократить продолжительность циклов и/или осуществлять переработку более толстостенных компонентов. Идея основана на том, что путем переработки сверхвысокочастотным излучением из таких материалов можно изготавливать детали с сохранением свойств самоупрочняющегося материала. С этой целью тонким сополимерным покрытиям 12, 22, 24, 26, 28, 14 на поверхности ориентированных внутренних полимерных слоев 16, 18, 20 придают способность поглощать сверхвысокочастотное излучение. Тем самым обеспечивается их быстрый нагрев на стадии переработки. Вместе с тем, предпочтительные варианты осуществления не ограничиваются этим, поскольку авторы предусмотрели придание материалу перерабатываемости за счет вязкости расплава, а не просто способ адгезивного соединения слоев друг с другом. Дополнительные примеры материалов включают:
а) восприимчивый полимер;
б) восприимчивый полимер/невосприимчивый полимер (два различных полимера) или две или более фаз одного полимера;
в) восприимчивый полимер/невосприимчивый неполимерный материал (например, стеклонаполненный нейлон);
г) невосприимчивый полимер/ восприимчивый неполимерный материал.
Термины "восприимчивый" и "невосприимчивый" являются относительными и связаны с рядом факторов, включая частоту применяемого электромагнитного излучения. В связи с этим относительная восприимчивость также подразумевает наличие двух или более фаз материала, являющихся восприимчивыми, но в разной степени. К тому же, при использовании термина "восприимчивый полимер" подразумевается, что он содержит невосприимчивые соединения и восприимчивые соединения, добавленные путем смешивания, компаундирования, перемешивания, привитой сополимеризации или других методов присоединения.
Подразумевается, что восприимчивая природа материала может меняться, часто значительно, из-за его температуры, в связи с чем относительная восприимчивость такого материала в значительной степени зависит от его температуры. Этот эффект можно использовать, чтобы индуцировать двойственность восприимчивости с целью достижения избирательного нагрева пластического материала, в особенности, если желательна фаза из однокомпонентного материала.
Как указано выше, примерами восприимчивых полимеров является полианилин и нейлон. Одним из примеров невосприимчивого полимера является полипропилен (под "невосприимчивым" в предпочтительном варианте осуществления подразумевается менее восприимчивый, не поддающийся легкому нагреву сверхвысокочастотными волнами). Показателем нагреваемости материалов энергией сверхвысокочастотных волн являются эффективные диэлектрические потери ε'', которые отображают общие потери энергии в материале из-за диэлектрической релаксации (фактически движущегося заряда или тока) внутри материала. Чем больше диэлектрические потери, тем сильнее нагревается материал. Относительную диэлектрическую проницаемость обозначают как ε' (фактическая диэлектрическая проницаемость ε=ε0·ε'), где ε0 означает диэлектрическую проницаемость свободного пространства. Тангенс угла потерь δ=ε''/ε' по существу представляет собой показатель диэлектрических потерь ε'', но приведенный к диэлектрической проницаемости материалов.
Наиболее важными являются данные, выделенные жирным шрифтом.
* 0,3 ГГц.
Ф = поле, параллельное слоям.
$ нейлон марки FM 10001 компании Dupont.
В другом примере использованы те же принципы, что и выше, но применительно к низкомолекулярным полимерам/олигомерам/мономерам, и используется энергия сверхвысокочастотных волн, чтобы индуцировать полимеризацию на месте мономера или низкомолекулярного полимера. Например, при формовании/прессовании не полимеризованного или частично полимеризованного материала энергия сверхвысокочастотных волн может использоваться для завершения полимеризации, отверждения или других химических реакций.
Таким образом, одним из примеров сочетания восприимчивый полимер/ невосприимчивый полимер является полианилин/полипропилен. Одним из примеров сочетания восприимчивый полимер/невосприимчивый неполимерный материал является стеклонаполненный нейлон.
В работе R.J.Wise и I.D.Froment "Microwave Welding of Thermoplastics", 2001 г. рассмотрено использование поглощающих сверхвысокочастотное излучение добавок в матрице термопластичного материала с целью сварки друг с другом частей невосприимчивого термопластичного материала с помощью сверхвысокочастотного излучения. При таком применении в целях сварки их обычно используют в восприимчивой матрице (в этом случае из полианилина), чтобы получить восприимчивый к сверхвысокочастотному излучению имплантат, способствующий соединению компонентов невосприимчивого материала, такого как полиэтилен, в присутствии сверхвысокочастотного поля. До облучения электромагнитными волнами технический углерод смешивают с невулканизованным каучуком с целью его ускоренного отверждения (вулканизации). Это является одним из примеров сочетания невосприимчивой матрицы и восприимчивой добавки, то есть невосприимчивого полимера/восприимчивого неполимерного материала (в котором неполимерный материал поглощает электромагнитную энергию).
В этих процессах обычно используют излучение на частоте 2450 МГц. Добавки, обычно используемые с целью повышения восприимчивости материалов, могут иметь достаточно узкую полосу восприятия электромагнитной энергии. За счет этого расширяются возможности избирательно настраиваться и/или отстраиваться от конкретной восприимчивой фазы (фаза, которая содержит определенное количество добавки с узкой полосой восприятия).
В предпочтительных вариантах осуществления избирательный нагрев позволяет сокращать продолжительность циклов за счет действия внутреннего охлаждения. Внутреннее охлаждение включает избирательный нагрев матрицы восприимчивого материала, содержащего области невосприимчивого материала(-ов). Это может быть выгодно в случае осуществления множества процессов преобразования полимеров, например, экструдирования, формования раздувом, литья или прессования под давлением. Например, в случае стеклонаполненного нейлона (стекло является невосприимчивой фазой, а нейлон является восприимчивой полимерной матрицей) нейлон нагревают путем электромагнитного облучения в широкой полосе частот или конкретно на частоте 2450 МГц, а стеклофаза, фактически проницаемая для излучения, остается не нагретой (несмотря на обычные эффекты теплопередачи между полимерной фазой и фазой неполимерного материала). Обычно нагревается как полимер, так и стекло, поскольку механизм переноса теплоты нагрева не делает различий между обеими фазами. Таким образом, исключение поглощения энергии стеклофазой за счет применения высокочастотного электромагнитного (например, сверхвысокочастотного) нагрева, обеспечивает сокращение общей энергетической стоимости эксплуатации. К тому же, энергия сверхвысокочастотных волн может использоваться для быстрого и избирательного нагрева восприимчивого материала. Быстрое поглощение энергии сверхвысокочастотных волн поглощающей фазой по сравнению с обычным процессом теплопереноса сокращает длительность стадии нагрева.
После того, как материал матрицы поглотил достаточное количество тепловой энергии для того, чтобы стать текучим/формуемым, осуществляют быстрое формование, за которым следует период охлаждения, на протяжении которого оба материала быстро достигают состояния термического равновесия. За счет этого уменьшается чистое количество тепловой энергии, вводимой в перерабатываемый материал с целью обеспечения текучести, по сравнению с традиционными способами. Следовательно, сокращается количество тепловой энергии, которую требуется удалить из материала и окружающей системы переработки на стадии охлаждения, прежде чем изготовленное изделие можно будет извлечь из системы.
Например, в случае литья под давлением стеклонаполненного нейлона по достижении критической точки литья расплавляется достаточный объем материала, чтобы образовался вязкий поток, а невосприимчивая (стекло-) фаза оставалась твердой или высоковязкой и имела температуру ниже температуры расплавленного материала полимерной матрицы, но при этом была формуемой и в некоторых случаях была текучей как и расплавленная фаза. Затем массу материала быстро заливают под давлением в пресс-форму, после чего начинают охлаждение с целью отверждения. В этом случае невосприимчивая фаза (в данном примере стекло) имеет значительно более низкую температуру, чем окружающая его расплавленная матрица (нейлон), и действует как поглотитель тепла, чтобы оттянуть тепло из матрицы. В результате этого быстро достигается температурное равновесие массы материала, и значительно сокращается длительность охлаждения и общая продолжительность цикла по сравнению с известными из уровня техники методами, когда нагревают всю массу обрабатываемого материала. Авторы заметили, что в случае материалов с высокой степенью наполнения стеклом переработка все же возможна даже при высоких объемных со держаниях твердого вещества и сопутствующей высокой объемной вязкости. В связи с этим предполагается, что эффективность предложенного в изобретении подхода хорошо обоснована.
Предусмотрено, что такой процесс применим для ряда сочетания материалов и восприимчивых компонентов. Одним из таких сочетаний мог стать материал, содержащий частицы полимера, каждая из которых имеет ядро из невосприимчивой фазы, проницаемый для электромагнитной энергии, и наружную оболочку из восприимчивой фазы вокруг частицы.
На фиг.3 показана диаграмма зависимости температуры от времени, иллюстрирующая выгоды с точки зрения продолжительности цикла, достижимые с помощью предложенных в изобретении способов и систем. Температурой является температура тех областей, которые восприимчивы к энергии нагрева. Идеи настоящего изобретения не ограничены полимером, природой восприимчивой фазы, формфактором (геометрией) частиц или весовым процентным содержанием согласно приведенным в изобретении примерам.
Они могут применяться, например, для усовершенствования известных из уровня техники процессов, описанных в более ранних публикациях, которые рассмотрены выше во вводной части настоящего описания, в частности, в связи с добавками, необходимыми в установках для формования, описанных в этих документах (в предпочтительном варианте осуществления на стадии нагрева токами сверхвысокой частоты).
Эта возможность предваряет концепцию, названную нами избирательным нагревом. Известно, что термопластичные полимерные материалы сохраняют достаточную текучесть для их прессования и формования даже при высоком содержании твердого вещества в вязком расплаве, как, например в случае литья под давлением стеклонаполненного нейлона, в котором содержание стекла может значительно превышать 50% по весу (например, Ticona Celstran PA66-GF60-0104P 10/11 и DuPont Zytel 75LG60HSL BK031). Этот пример иллюстрирует формование материала из твердых частиц внутри расплавленного материала матрицы, когда основная часть материала достаточно нагрета для образования вязкого потока. В этом случае весь материал (стеклонаполнитель и полимерную матрицу) нагревают до одинаковой температуры до прессования, и выгода от сокращения продолжительности цикла является минимальной, но требуется извлечение меньшего количества тепла. В случае избирательного нагрева предлагается нагревать только часть материала, которая физически необходима для того, чтобы материал можно было прессовать или придать (отлить) ему новую форму. Это сродни нагреву только полимера, а не стекла, в приведенном выше примере стеклонаполненного полимера, и является задачей, решаемой с помощью избирательного нагрева.
За счет выбора материалов, не восприимчивых к электромагнитному (сверхвысокочастотному) излучению, и материалов, которые восприимчивы к нему в своем естественном состоянии или после некоторой последующей переработки или внесения добавок, и за счет сочетания в некоторой форме обоих материалов обеспечивается возможность воздействовать тепловой энергией только на те части компонента, которые являются "восприимчивыми" (к энергии сверхвысокочастотного излучения).
Это создает ряд возможностей не только в том, что касается требований к сокращению потребления энергии и общей продолжительности цикла, но также применительно к переработке и физическим и химическим характеристикам изделия/ материалов.
Структуры материалов, применимые для избирательного нагрева
Для переработки путем избирательного нагрева может применяться множество структур, от сильно распределенных невосприимчивых частиц, окруженных другими восприимчивыми материалами матрицы, до высокоупорядоченных и заданных областей материалов с переменной степенью восприимчивости к энергии сверхвысокочастотного излучения.
Одно из частных применений связано с возможностями самоупрочняющихся полимерных материалов. В этих материалах используется тот факт, что некоторые полимерные материалы (такие как полипропилен (РР)) могут иметь переменную степень кристалличности и, следовательно, физические свойства в зависимости от переработки, которой ранее подвергли материал. Обычным способом повышения степени кристалличности и улучшения физических свойств материала (обычно в форме листа) является его вытягивание в длину, в результате чего происходит ориентирование аморфной молекулярной структуры и повышается степень кристалличности, что улучшает физические характеристики в направлении вытягивания. Для изменения степени кристалличности на противоположную просто дают молекулам нагреться до температуры, превышающей определенную температуру для такого материала (Tg), которая находится ниже их температуры плавления. Это свойство используют с целью улучшения свойств листовых полимерных форм с одно- или двухосной ориентацией. Этот подход применяют для повышения прочности полимерных пакетов, обычно используемых в супермаркетах.
Известно, что множество слоев этого ориентированного материала можно разместить в различном осевом направлении в виде простой многоуровневой структуры или переплетенной или сетчатой структуры, например, чтобы обеспечить определенный диапазон улучшенных физических характеристик (например, материалы с кривой ВР). Затем эти материалы в течение определенного времени подвергают воздействию давления и температуры, чтобы нагреть их в достаточной степени для образования связей между слоями (при этом слои полимера свариваются с соседними слоями), но, надо надеяться, не до такой температуры, чтобы ориентированный материал вернулся в аморфное состояние, в котором он имеет худшие физические характеристики.
Поскольку при этом используют "пропитку" теплом, передаваемым снаружи внутрь, материалы часто имеют небольшое число слоев толщиной лишь в несколько миллиметров, так как время, в течение которого материал подвергают температурному воздействию, которое разрушило бы его ориентацию, ограничено временем, необходимым для достижения достаточно высокой температуры для образования связей между слоями в глубине материала. К сожалению, во многих случаях все же происходит разрушение кристаллической структуры, и для выхода из положения применяют сополимер (с несколько более низкой температурой плавления (порядка 20°С)) в качестве "клея" между слоями.
Ясно, что в этом случае был бы идеален способ нагрева одновременно по всей толщине и нагрева только тех областей, которые образуют связующую границу между слоями.
Это применимо только для описанного выше случая с использованием сополимера (из-за различных температур плавления), однако путем создания структуры с использованием одного полимера, но в которой один материал является восприимчивым, а другой невосприимчивым, можно обеспечить одновременный сквозной нагрев.
При соответствующем выборе соотношения материалов (соотношения восприимчивого материала к невосприимчивому материалу) видно, что можно тщательно регулировать используемую тепловую энергию таким образом, что достаточно нагреть восприимчивые слои материала, которые соединятся друг с другом, и в то же время ограничиться достаточно низкой общей тепловой нагрузкой, чтобы, когда температура восприимчивых слоев все же начнет приходить в равновесие с температурой среды (кристаллической невосприимчивой части), результирующая тепловая нагрузка не была настолько высокой, чтобы превышать точку, в которой происходит значительное обращение из кристаллического состояния в аморфное состояние. На фиг.4 показан переход теплового потока в равновесное состояние в результате первоначального избирательного нагрева (t=1) только восприимчивого слоя с использованием энергии сверхвысокочастотного излучения.
Необходимая тепловая нагрузка может быть рассчитана как функция:
Тепловая нагрузка = масса восприимчивого слоя × удельная теплоемкость × разность температур
Уровни сцепления между слоями в готовом изделии зависят от соответствующей температуры, времени и давления, но максимальная необходимая нагрузка может быть рассчитана с использованием разности температур между наружной температурой и температурой плавления Тm.
Эту структуру можно представить, например, как структуру АВ или АВА (смотри фиг.1), в которой А является восприимчивым слоем, а В - невосприимчивым слоем. Эту структуру обычно можно создать методом совместного экструдирования, в результате чего получают лист с таким поперечным сечением, разрезают лист в продольном направлении на несколько полос, которые затем могут быть при желании прошиты. В качестве альтернативы, также осуществляют совместное экструдирование с использованием волокнистого покрытия с целью создания кольцевых волокон, применимых для производства трикотажа.
Показанная на фиг.2 структура иллюстрирует одно потенциальное применение с использованием одного полимера в качестве восприимчивого материала и невосприимчивого материала, хотя примеры других сочетаний включают:
только восприимчивый полимер;
восприимчивый полимер/невосприимчивый полимер (два различных полимера) или две или более фаз одного полимера;
восприимчивый полимер/невосприимчивый неполимерный материал (например, стеклонаполненный нейлон);
невосприимчивый полимер/восприимчивый неполимерный материал (нагревают неполимерный материал).
Термины "восприимчивый" и "невосприимчивый" являются относительными и связаны с рядом факторов, включая частоту применяемого энергетического поля. К тому же, при использовании термина "восприимчивый полимер" подразумевается, что оно содержит невосприимчивые соединения с добавлением восприимчивых соединений путем смешивания, компаундирования, перемешивания, привитой сополимеризации или других методов присоединения.
Предложенные в изобретении способы могут применяться для изготовления разнообразных полимерных изделий, включая без ограничения пленки, вспененные изделия, профили, гранулы с наполнителем, волокна, тканые или нетканые ткани, литые детали, композиты, ламинаты или любое другое реальное изделие, содержащее или изготовленное из одного или нескольких полимерных материалов.
Эти способы позволяют значительно повысить скорость и тем самым снизить затраты на изготовление таких изделий.
Помимо описанных выше вариантов осуществления или в качестве альтернативы в настоящем изобретении также предусмотрена возможность направлять тепловую энергию на нагреваемый материал и тем самым нагревать только часть материала.
Концепция внутреннего охлаждения
Хотя известно, что очень легко подать большее количество энергии, чем необходимо (что имеет место в большинстве процессов преобразования термопластичных полимерных материалов), наряду с непроизводительной затратой энергии, дополнительным расходом энергии на последующее быстрое охлаждение отлитого /формованного изделия и, следовательно, увеличением продолжительности цикла, можно достигнуть требуемой тепловой нагрузки, необходимой для переработки материала, значительно меньшей, чем при обычных методах переработки термопластичных материалов, в которых обычно весь материал нагревают до одинаковой температуры с целью облегчения формования. В приведенном выше примере это продемонстрировано на самоупрочняющихся материалах, которые обычно перерабатывают методами штамповки/высокотемпературного формообразования/ вакуумного формования.
Преимущество применения меньшей тепловой энергии для переработки заданного термопластичного полимера состоит в том, что затем для извлечения изделия из формы после его формования, например, при максимальной или более низкой температуре выемки такого материала из формы (часто называемой температурой тепловой дисторсии) требуется удаление меньшей тепловой. Поскольку длительность охлаждения обычно зависит от приложенной тепловой динамической нагрузки, удельной теплопроводности охлаждаемого полимерного материала и температуры прилегающей формы, видно, что за счет уменьшения расхода тепловой энергии можно значительно сократить продолжительность цикла. Следует также заметить, что при нагреве только восприимчивых материалов возникает эффект создания внутренних "поглотителей тепла". Хотя он изначально налагает ограничение на гибкость интервала переработки, он в равной мере обеспечивает механизм потенциального быстрого внутреннего охлаждения литого изделия, что потенциально сокращает продолжительность цикла. Этот эффект быстрого охлаждения был назван нами эффектом внутреннего охлаждения. На фиг.3 показаны потенциальные преимущества внутреннего охлаждения применительно к продолжительности охлаждения/цикла.
Сложность, связанная с методами формования из расплава, состоит в том, что при этом необходимо получение однородного расплава, имеющего достаточную температуру для обеспечения текучести вязкого расплавленного материала под давлением. В этих методах обычно применяют электрический резистивный нагрев, и, хотя нагрев токами сверхвысокой частоты полимерного материала применяется много лет, например для прямого формования и литья под давлением, при этом осуществляют нагрев всего термопластичного материала, создавая тем самым тепловую нагрузку, достаточную для обеспечения однородной тепловой нагрузки. Смотри фиг.5а-5д.
Из приведенных выше пояснений в отношении стеклонаполненного нейлона следует, что можно осуществлять переработку полимерных материалов с высоким содержанием твердых, не плавящихся (при температурах обработки полимеров) компонентов. В связи этим с точки зрения продолжительности цикла может быть особо выгодным иметь возможность формовать компоненты из материалов, у которых нагрета только их часть, при условии сохранения материалом вязкости расплава, достаточной для его переработки. Принцип избирательного нагрева является одним из таких способов достижения этого путем использования, например, восприимчивого полимера/невосприимчивого "наполнителя", при этом "наполнителем" может являться полимерный материал или неполимерный материал.
Для успешного применения этого метода необходимо решить две противоположные задачи; обеспечить быстрый нагрев и последующую переработку всего материала, подвернутого местному избирательному нагреву, и обеспечить достаточно низкую вязкость, чтобы материал можно было переработать обычными методами штамповки, такими как литье под давлением.
Известно, что быстрый нагрев всего материала может быть осуществлен с использованием оборудования для переработки сверхвысокочастотным излучением. Как только температура этого материала начнет повышаться, он также начнет отдавать тепло окружающей среде (невосприимчивому "наполнителю"). Таким образом, видно, что существует временной интервал для переработки (заливки) этого материала в форму, чтобы обеспечить успешное литье, если необходимо, чтобы расход энергии был минимальным и значительно меньшим, чем при нагреве всего материала. Это зависит от скорости нагрева восприимчивых материалов, температуропроводности отдельных материалов, входящих в состав всего материала, и размера гранул восприимчивых материалов (размеров подаваемого восприимчивого исходного материала). С этой точки зрения, чем больше размер гранул, тем дольше времени потребуется, чтобы тепловая нагрузка пришла в равновесие с центром заданного компонента в составе материала, и тем дольше будет интервал переработки.
И наоборот, более крупные гранулы отрицательно влияют на способность всего материала находится в вязкотекучем состоянии. Хотя известно, что более крупные частицы, перерабатываемые обычным способом, могут иметь размер порядка 1 мм (наполненный длинноволокнистым стекловолокном нейлон), результаты испытаний, в которых использовали рециркулированные термоотверждающиеся материалы, показывают, что даже при включении более крупных частиц термоотверждающегося каучука диаметром 2,5 мм успешно осуществляли циклы литья под давлением при переработке этих не плавящихся "частиц" внутри обычной матрицы из термопластичного полипропилена. Хотя в силу своей термоотверждающейся природы эти материалы являются "твердыми", подразумевается, что они становятся более упругими при обычных температурах литья полипропилена.
Таким образом, видно, что можно вывести рабочий интервал для частиц максимального размера и, следовательно, временной интервал для нагрева и переработки материала.
Для разработки формы частиц и геометрии, включающей области восприимчивого и невосприимчивого полимера, с целью обеспечения эффекта внутреннего охлаждения может применяться программа MathCAD™. В одном из вариантов осуществления для литья под давлением крупных (толстых) автомобильных деталей или труб с использованием, например, полипропилена применяют литье под давлением двухфазных гранул полипропилена. Объемные содержания относительных областей зависят от применения. При моделировании исходят из микроскопической температурной характеристики и равновесия гранул, а также из макроскопической характеристики охлаждения материала после его впрыскивания в форму. Можно установить конечный и практический временной интервал, на протяжении которого плавится достаточное количество восприимчивой фазы, чтобы поток массы материала поступал в форму, а достаточная часть невосприимчивой фазы оставалась в твердой форме, обеспечивая выгоду внутреннего охлаждения на протяжении процесса охлаждения. С точки зрения микроскопической модели можно допустить, что толщина листа пластика равна диаметру гранул, погруженных в среду при температуре, отображающей температуру потока расплава. При моделировании с помощью MathCAD получают информацию о теоретическом распределении температур на переменных глубинах по толщине гранулы/изделия. Если допустить, что объемное содержание восприимчивой фазы в матрице обычной гранулы для формования составляет от 5 до 40%, а цикл впрыска достигает 10 секунд, можно увидеть, что после попадания в форму значительная часть гранул с исходным диаметром (в некоторых случаях свыше 50%) сохраняется в виде твердого ядра. С точки зрения макроскопической модели можно допустить, что толщина листа пластика равна толщине готового изделия, погруженного в бесконечный поглотитель тепла при комнатной температуре. В приведенном выше примере это приводит к сокращению продолжительности цикла на 20%-60% на стадии охлаждения при толщине готового изделия от 2 до 25 мм. Эти цифры приведены из расчета двухслойной модели полимерных гранул. Интересно рассмотреть потенциальную экономию в случае деталей с очень большой толщиной стенок при обычной продолжительности циклов до 45 минут. Средняя температура всего материала может быть рассчитана с помощью правила аддитивности согласно следующему уравнению (1):
 ,
,
в котором Vf означает объемное содержание, а Т означает температуру.
Интересно оценить потенциально очень значительное сокращение продолжительности цикла, в частности, в случае толстостенных компонентов, чтобы продемонстрировать потенциал данной технологии. С целью повышения однородности и более равномерного гранулометрического состава получаемой отливки может быть выгодно осуществить предварительную обработку невосприимчивых материалов путем их покрытия рассмотренным выше листом со структурой "АВА" или волокнистой структурой "АВ", например методом соэкструдирования.
Эта методика может быть выгодна, когда применяется множество процессов преобразования полимерного расплава, например экструдирование, формование раздувом, литья или прессования под давлением.
Оборудование
С этой целью могут применяться особые технологические решения, включая технологии нагрева токами сверхвысокой частоты для преобразования полимеров. Примеры включают двухрезонаторные нагреватели методом однородного электрического поля, описанные в работе А.С.Metaxas и R.J.Meredith "Industrial Microwave Heating", IEE, май 1983 г. (ISBN 0-90604-889-3), стр.170, и альтернативные системы, такие крупные многомодовые резонаторы с подвижной сетчатой антенной. Предусмотрены подающие устройства, специально разработанные для процессов преобразования полимеров, таких как литье под давлением, прямое формование, формование раздувом, получение одноосно ориентированного волокнистого пластика и экструдирования. Такие подающие устройства могут включать, например, одномодовое подающее устройство (для формирования поля с интенсивной и отчетливо выраженной картиной в области перерабатываемого материала, применимого для плоских геометрий, таких как листы), многомодовые подающие устройства, такие как двухрезонаторные и рупорные (для плоских геометрий) и другие подающие устройства, такие как спиральное подающее устройство (для кольцевых геометрий, таких как при литье под давлением) для подачи энергии по толщине материала. С целью улучшения равномерности нагрева предусмотрена генерация импульсов большой длительности и низкой полярности. Вместе с тем, хотя генерация импульсов для улучшения равномерности нагрева позволяет охлаждать места перегрева во время бестоковой паузы, чтобы не превысить допустимую максимальную температуру, ее не применяют широко, поскольку при этом уменьшается средняя мощность и тем самым увеличивается длительность нагрева.
В каждом примере оборудования для избирательного нагрева используется один или несколько сверхвысокочастотных генераторов для генерации сверхвысокочастотного излучения, имеющего определенную частоту, и необязательно циркулятор(-ы) (для защиты каждого магнетрона от обратного отражения), волновод(-ы) (для переноса энергии в резонатор), подающее(-ие) устройство(-а), каждое из которых обычно представляет собой металлический резонатор для удержания энергии сверхвысокочастотных волн и рабочей(-их) нагрузки(-ок) и формирования предпочтительной картины поля, антенная(-ые) решетка(-и) или антенна(-ы) для ввода сверхвысокочастотных волн; настроечные элементы (такие как волноводные шлейфовые трансформаторы), обеспечивающие эффективную передачу энергии из генератора в резонатор для переработки материалов. Могут необязательно использоваться экранирующие устройства (изготовленные из материалов, отражающих сверхвысокочастотное излучение, таких как металлы) для защиты областей материала от энергии сверхвысокочастотного излучения.
Оборудование для высокотемпературного формообразования
С целью, например, обеспечения технологии нагрева токами сверхвысокой частоты для высокотемпературного формообразования полимеров предложено сверхвысокочастотное оборудование, содержащее одну или несколько одномодовых высокорезонаторных систем нагрева. Одна из простых систем показана на фиг.7.35 в работе А.С.Metaxas и R.J.Meredith "Industrial Microwave Heating", IEE, май 1983 г. (ISBN 0-90604-889-3). Как многомодовые, так и одномодовые резонаторы служат для удержания энергии и с учетом соответствующих размеров, зависящих от длины волны используемого сверхвысокочастотного излучения, для создания сверхвысокочастотной резонансной стоячей волны. В случае многомодовых резонаторов картина поля характеризуется периодическими максимумами (областями высокой напряженности поля) и минимумами (узлами, областями низкой напряженности поля). Одномодовый резонатор, если он правильно спроектирован, потенциально способен поддерживать резонанс и в свою очередь обеспечивает высокую напряженность электрического поля рабочей нагрузки на материал, когда упомянутая рабочая нагрузка находится в положении максимума на картине поля. Система нагрева, в которой используется такой резонатор, потенциально способна быстро и равномерно нагревать слабопоглощающие полимеры (или не поглощающие полимеры с поглощающими сверхвысокочастотное излучение добавками).
В этом оборудовании для нагрева с одномодовым резонатором может применяться сочетание следующих существующих сверхвысокочастотных компонентов.
1) Сверхвысокочастотный генератор (источник с подводом энергии и возбудитель, генерирующий и испускающий энергию сверхвысокочастотного излучения). Возбудители включают без ограничения магнетроны, клистроны, гиротроны и твердотельные излучатели.
2) Циркулятор для защиты генератора от обратного отражения. Циркуляторы включают в схемы сверхвысокочастотного излучения в качестве меры предосторожности во избежание повреждения сверхвысокочастотного генератора, когда подающее устройство работает с малыми потерями или при отсутствии рабочей нагрузки в подающем устройстве. Предполагается, что это необходимо с учетом природы полимерных материалов, обладающих малыми потерями.
3) Волновод для удержания и направления энергии сверхвысокочастотных волн из генератора в подающее устройство. С учетом выделенных промышленных частот, предназначенных для промышленного нагрева токами сверхвысокой частоты, и соображений полных издержек ожидается, что эта система будет работать на частоте 2,45 ГГц предпочтительно с использованием волновода WG9A.
4) Рупорное подающее устройство для подачи энергии из волновода в резонатор и предотвращения возбуждения ортогональных мод. Рупорные устройства широко применяются во влагомерах ослабляющего типа для передачи и приема электромагнитного сигнала, проходящего через влажный диэлектрический образец. Такие рупорные устройства часто используют в подающих устройствах для переработки материалов с использованием энергии сверхвысокочастотного излучения. Такое устройство было бы идеальным для предотвращения возбуждения ортогональных мод при передаче энергии из волновода (с заданными физическими размерами) в одномодовый резонатор (обычно отличающихся размеров).
4а) Одномодовый резонатор - в промышленности широко применяются высокоупорядоченные одномодовые резонаторные структуры в устройствах малой мощности, таких как частотомеры и фильтры. Они преимущественно состоят из металлической оболочки (резонатора), в которой передаваемая энергия сверхвысокочастотного излучения с требуемой поляризацией создает множество отражений, в результате чего образуется стоячая волновая картина, ограниченная одним направлением (или модой). Эти структуры отображают большие объемы аккумулированной энергии и отличаются тем, что помещенные в них диэлектрические материалы в целом обладают высоким поглощением падающей энергии. Высокий коэффициент усиления и плотность энергии, которую обеспечивают такие резонаторы, исключительно выгодны при нагреве слабопоглощающих полимерных материалов (с малыми диэлектрическими потерями).
4b) Подающие гнезда, расположенные как на передней, так и задней поверхностях резонатора для подачи плоских (листовых) образцов через резонатор. Такие гнезда часто используют в системах нагрева токами сверхвысокой частоты, система для подачи плоскостных структур через зону нагрева внутри резонатора.
5) Дроссели сверхвысокой частоты для сведения к минимуму просачивания сверхвысокочастотных волн из гнезд. Они могут представлять собой водяную нагрузку или четвертьволновые шлейфовые дросссели, как это описано в работе А.С.Metaxas и R.J.Meredith "Industrial Microwave Heating", стр.287, IEE. май 1983 г. (ISBN 0-90604-889-3). Для должного функционирования такого подающего устройства необходимо, чтобы рупоры и нагрузка (материал) соответствовали выходному волноводу, который служит для передачи энергии материала. За счет этого оптимизируется резонанс нагруженного резонатора на заданной частоте при заданном ассортименте материалов.
5а) Согласующая ирисовая диафрагма или другие настроечные элементы, включая без ограничения 3 или 4 согласующих шлейфа, автоматические настроечные элементы или электрогидравлический настроечный элемент ("magic Т"), которые обычно расположены в волноводе для соответствующего согласования сверхвысокочастотного излучения с рупорами и нагрузкой (материалом).
5b) Нижний подвижный "короткозамкнутый" поршень. С целью обеспечения тонкой настройки предусмотрен короткозамкнутый поршень. Это дополнительное устройство может использоваться для сведения к минимуму просачивание сверхвысокочастотного излучения в положении гнезда. Такой компонент известен из уровня техники и служит для регулирования и варьирования согласования импедансов цепи сверхвысокочастотного излучения и тем самым обеспечения надлежащей передачи энергии рабочей нагрузке (материалу).
Каждый резонатор работает в определенном режиме и обеспечивает конкретную картину поля, равномерную в направлении, поперечном продольной оси (направлению подачи образцов через резонатор). Энергия сверхвысокочастотных волн поступает в волновод из генератора, проходит через циркулятор и затем предпочтительно через элемент грубой настройки, такой как согласующая ирисовая диафрагма. Она может попадать в резонатор через рупорное подающее устройство или аналогичное устройство. На дне резонатора энергия просто отражается от верхней поверхности подвижного короткозамкнутого поршня и при заданной длине резонатора и частоте сверхвысокочастотного излучения в резонаторе между поршнем и ирисовой диафрагмой устанавливается стоячая волна. Эта стоячая волна позволяет установить в резонаторе очень высокие показатели напряженности электрического поля. Циркулятор предотвращает взаимодействие с магнетроном любой энергии, выходящей из резонатора через ирисовую диафрагму, и отраженной в обратном направлении энергии из ирисовой диафрагмы.
Ключевой задачей при установлении резонанса в присутствии переменной рабочей нагрузки (материалов) является последующие изменения электрической длины резонатора из-за присутствия материала (с относительной диэлектрической проницаемостью выше 1), в результате чего происходит сжатие волны внутри материала. За счет переменной длины резонатора (в направлении стоячей волны), обеспечиваемой нижним подвижным поршнем, в процессе переработки можно осуществлять тонкую настройку резонатора на образцы различных размеров и с различными диэлектрическими свойствами. Кроме того, этот короткозамкнутый поршень имеет отношение к величине просачивания энергии сверхвысокочастотных волн, которая выходит из резонатора в боковом направлении через гнезда в положении рабочей нагрузки. Для сведения к минимуму просачивания предусмотрены дроссели сверхвысокой частоты, включенные в гнезда резонатора и предотвращающие просачивание сверхвысокочастотных волн через эти гнезда. Кроме того, данная конструкция позволяет дополнительно минимизировать просачивание. Боковое просачивание сводят к минимуму путем регулирования нижнего поршня таким образом, чтобы ток в волноводе в точке гнезда был равен нулю. Систему настраивают на частоту магнетрона посредством выбора положения ирисовой диафрагмы относительно магнетрона, положения образца и нижнего поршня. Что касается грубой настройки, апертура любой ирисовой диафрагмы может быть оптимизирована таким образом, чтобы согласовать систему с ожидаемым ассортиментом нагреваемых материалов. Путем перемещения вверх и вниз короткозамкнутого поршня можно поддерживать электрическую длину резонатора, обеспечивая резонанс для определенного ассортимента материалов.
Как отмечено выше, создаваемая картина поля является по существу равномерной в направлении, поперечном осевому направлению (направлению подачи образцов через резонатор). Она отображается как равномерная полоса нагрева по всему образцу. При перемещении образца (такого как лист) через гнезда резонатора материал проходит через нагревающий резонатор и нагревается. Скорость нагрева и конечную температуру образца, перемещающегося через резонатор, можно варьировать путем варьирования скорости прохождения образца и/или варьирования напряженности электрического поля внутри резонатора. За счет этого обеспечивается равномерное распределение конечной температуры по всему образцу как по оси, так и перпендикулярно этой оси при выбранной конечной температуре.
Система предпочтительно имеет датчики и зонды (включая без ограничения инфракрасные пирометры и камеры) для слежения в реальном времени за температурой поверхности образца как внутри, так и снаружи резонатора в области (-ях) зоны(зон) нагрева. Эти данные может использовать система управления для уравновешивания в реальном времени пропускной способности и подаваемой мощности сверхвысокочастотного излучения с целью получения на выходе резонатора изделия с желаемой конечной температурой.
Каждый из этих компонентов необязателен в промышленной системе нагрева, но принципы ее работы остаются такими же. Система имеет определенный компонент(-ы) для тонкой настройки и датчик(-и) для считывания температуры образца и передачи этой информации системе управления для регулирования таких переменных, как мощность, настройка и пропускная способность. Хотя эта система не представляет собой технологическое решение конкретного назначения для оптимизации переработки изделий, резонатор применяемой конструкции можно считать нагревателем первого поколения технологической платформы высокотемпературного формообразования, первой стадией разработки оборудования с целью нагрева токами сверхвысокой частоты крупных толстых листов полимера для крупномасштабного высокотемпературного формообразования.
В предпочтительном варианте осуществления для высокотемпературного формообразования и вакуумного формования предусмотрена конфигурация из однокамерных устройств нагрева токами сверхвысокой частоты для создания промышленной системы нагрева. Простейшей конфигурацией является линейное расположение устройств нагрева. В этом случае каждое устройство, представляющее собой камеру нагрева (например, шириной около 3 дюймов (4,5 см)), находится на одной прямой вблизи следующего устройства, при этом устройства установлены вплотную друг к другу и механически связаны. Разнос между соседними резонаторами является относительно небольшим и рассчитан таким образом, чтобы в процессе переработки температура всего листа повышалась более и менее равномерно, то есть, чтобы не возникали скачки температуры при переходе из одной камеры в другую, если только это не является желаемым. Имеющие (предпочтительно) индивидуальные источники питания, эти устройства создают равномерное сверхвысокочастотное поле высокой интенсивности по всему полимерному листу и быстро нагревают упомянутый лист по мере его медленного перемещения через линию нагревателей до температуры, необходимой для формования изделия, и сокращают общую продолжительность цикла нагрева до операции формования.
Плотность электромагнитной энергии является первоочередным параметром, влияющим на скорость прохождения материала. Температуру среды внутри печи устанавливают таким образом, чтобы свести к минимуму обычное охлаждение поверхностей рабочей нагрузки. Для предотвращения такого охлаждения рабочей нагрузки можно нагревать подающее устройство горячей водой или маслом. Температура воздуха в подающем устройстве также повысится, за счет чего устраняется часть эффекта охлаждения поверхности и передачи тепла "холодными" поверхностям оборудования. С целью обеспечения теплоотдачи материалом также могут применяться туннели с коротким временем выдержки за счет уменьшения сверхвысокочастотного подающего устройства.
Целевой нагрев
Такие одномодовые нагреватели могут потенциально использоваться для обеспечения целевого, регулируемого и переменного нагрева материала. В такой системе используют один или несколько таких нагревателей и программное обеспечение для управления технологическим процессом и соответствующие алгоритмы для расчета регулируемого варьируемого температурного профиля и обеспечения переменного вытягивания полимерного листа, которое требуется для получения идеального изделия. На практике в каждую камеру предложенной системы подают переменную мощность, а перемещают лист относительно линии нагревателей с целью создания пикселизированной картины нагрева.
Авторы заметили, что разрешающая способность такой системы ограничена примерно половиной длиной волны используемого сверхвысокочастотного излучения. Для повышения разрешающей способности могут использоваться такие методы, как тщательное регулирование перемещения листа и наложение пикселей по мере изменения мощности камеры. Повышенная разрешающая способность может быть получена с помощью альтернативных подающих устройств, включающих призму, нагреватели с узкими гнездами, волновод(-ы) с диэлектрическим заполнением, у которого рабочая нагрузка перемещается поверх него, или керамическое(-ие) подающее(-ие) устройство(-а).
Другие варианты осуществления включают:
1) подвижный(-е) излучатель(-и)/антенна(-ы), физически перемещающаяся(-иеся) относительно рабочей нагрузки и при их соединении с подвижным резонатором способствующие установлению стоячей волны в нагреваемом материале;
2) один или несколько направленных излучателей/антенн, рассчитанных на создание прогнозируемой и желательно картины нагрева в дальней зоне, более предпочтительно, в ближней зоне для направления энергии на рабочую нагрузку и обеспечения целевого нагрева;
3) систему, имеющую проницаемую для сверхвысокочастотного излучения пресс-форму, расположенную внутри сверхвысокочастотного отражающего резонатора;
4) систему на основе одного или нескольких из перечисленных устройств, но с использованием поглощающих стенок и/или наклонных или зазубренных стенок для подавления или разрушения гармонических колебаний резонатора и упрощения или манипулирования картиной поля внутри резонатора;
5) систему, сочетающую одно или несколько из перечисленных свойств.
Целевой нагрев
В качестве альтернативной антенны(антенн) могут применяться современные твердотельные излучатели. В предложенных в изобретении системах также может применяться СВЧ-техника, работающая на переменной частоте, в особенности, позволяющая настраивать частоту излучаемой энергии на полосу поглощения конкретного полимерного или неполимерного материала или помимо нее, то есть "отстраиваться" от соединений, которые не должны нагреваться. Это можно использовать, например, чтобы отстраиваться от амидных групп внутри нейлона. Оборудование для переработки может быть рассчитано не только на процесс преобразования полимеров каждого вида, но также на нагрев определенных семейств материалов. Таким способом можно проектировать резонаторы и антенну(-ы), рассчитанные на ассортимент полимеров и материалов с различными поглощающими свойствами. Далее приведены некоторые конкретные примеры.
На фиг.6 показан один из примеров сверхвысокочастотного устройства для целевого и регулируемого воздействия тепловой сверхвысокочастотной энергией на материал внутри него. Показано устройство 30 для формования изделий с различной геометрией в проницаемой форме 32, то есть форме, проницаемой или поглощающей сверхвысокочастотные волны и расположенной внутри отражающего или поглощающего сверхвысокочастотное излучение резонатора, имеющего стенку 34. Порт и источник 36 нагрева токами сверхвысокой частоты энергия способен направлять энергию сверхвысокочастотных волн на конкретные части материала (например, полимера) внутри формы 32. Форма может иметь свободное пространство 38. Внутри формы 32 могут находиться различные элементы, такие как стенки, антенны и т.п., обладающие заданными поглощающими свойствами с тем, чтобы обеспечивать различные тепловые воздействия внутри формы 32 и тем самым на любой материал внутри него. К тому же, устройство 30 способно обеспечивать регулируемый температурный градиент по глубине материала внутри него путем манипулирования распределением энергии сверхвысокочастотных волн внутри резонатора формы 32, например, путем перемещения стенок, деталей или антенны(антенн) в резонаторе 32, манипуляции входным(-и) сигналом(-ами). В некоторых случаях коэффициент диэлектрических потерь и/или коэффициент отражения стенок и любое их сочетание можно корректировать таким образом, чтобы обеспечить регулируемые температурные профили и/или профили нагрева. Профили нагрева могут быть генерированы с использованием оборудования, способного обеспечивать равномерное электрическое поле наряду с избирательным введением восприимчивого материала в полимерную структуру. Эти добавки можно дифференцировать с целью обеспечения различных уровней восприимчивости и, следовательно, различий между нагретыми готовыми профилями.
Антенна или антенны способны вращаться или перемещаться относительно материала с целью обеспечения картины распределения температур по поверхности материала. Это может быть достигнуто с помощью гнездового подающего устройства, материал в которое поступает таким образом, что одна часть подающего устройства расположена над материалом, а другая под ним. В этом случае материал перемещается туда и обратно между частями подающего устройства, обеспечивая двунаправленное движение. В качестве альтернативы, для достижения такого же общего эффекта нагреваемый материал можно перемещать в двух направлениях относительно излучателя, сохраняя описанную выше конфигурацию.
В другом варианте осуществления предложена тепловая обработка при переработке полимеров. Эта концепция охватывает ряд методик, обеспечивающих, например, избирательный нагрев и сквозной нагрев, что позволяет, например, в случае высокотемпературного формообразования, осуществлять переработку более толстых листов при сокращенной продолжительности цикла. В одном из примеров используют одну или несколько оптимизированных антенн, способных перемещать общую картину сверхвысокочастотного поля относительно образца нагреваемого материала. Это может быть сделано путем перемещения антенны или антенн или электронного управления излучаемыми сверхвысокочастотными волнами. Управление может осуществляться электронными, оптическими (с помощью отражающих и фокусирующих элементов) и другими способами, такими как магнитные и плазменные способы. Электронное управление хорошо известно в области радиолокации и средств связи, и преимущественно основано на использовании интерференции с целью объединения двух или более выходных волн излучателей, чтобы получить один или несколько сосредоточенных лепестков энергии, направленной наружу из антенной решетки. Путем изменения электронной фазы обеих выходных волн можно менять направление лепестка излучаемой энергии. В настоящее время в области средств связи и радиолокационного обнаружения применяют СВЧ-технику с фокусированными (направленными) антеннами. Как таковые такие излучатели рассчитаны на работу в свободном пространстве и могут иметь малую мощность с точки зрения нагрева. Следует отметить, что нагрев может быть медленным, а эффективность нагрева слабопоглощающих материалов с использованием этого метода может быть низкой (поскольку в данном случае используется фокусированный не уловленный луч, который не усиливается в результате резонанса и теряется после прохождения через материал). Тем не менее, необходимую мощность можно обеспечить путем сочетания существующей технологии, такой как используют в твердотельных антенных решетках РЛС большой мощности, с интеллектуальной адаптивной оптикой (отражающими фокусирующими элементами). Также следует заметить, что в "в дальней зоне" (на расстоянии многих метров от излучательной антенны/антенной решетки излучателя) получают отчетливо выраженный интерференционный лепесток(-ки). Возможно, что системы нагрева могут быть рассчитаны на работу в ближней зоне (<4 м), в которой интерференционная картина сверхвысокочастотного излучения является очень сложной. Также возможно, что для направления энергии сверхвысокочастотного луча из сетчатой антенны/ антенной решетки или рупорного подающего устройства в определенную точку материала могут использоваться оптические устройства. Эту точку можно по желанию регулируемо перемещать по материалу, чтобы обеспечить желаемый целевой нагрев. Такие оптические компоненты могут включать одну или несколько параболических отражательных антенн для фокусировки широкого луча. Лучу может быть придана направленность путем варьирования формы и направления отражательной антенны или ее элементов.
В другом варианте осуществления предложена антенна(-ы) или антенная(-ые) решетка(-и) с возможностью электронного управления. В случае, "управления антенной решеткой" энергию желаемым способом перемещают относительно компонента путем фазового сдвига сигнала в различные компоненты антенной решетки излучателя (элементов антенны). Этот вариант осуществления применим в сочетании с концепцией подвижной антенны(антенн)/резонатора. Следует признать, что современные твердотельные излучатели достаточно хорошо разработаны, чтобы служить альтернативой антенне. Вместе с тем, их мощность в настоящее время ограничена. Предполагается, что этот недостаток будет преодолен в будущем в ходе совершенствования технологии.
В случае целевого нагрева металлические резонаторы могут быть вредны, поскольку они влияют на волновую картину внутри них (из-за предпочтительной поддержки определенных волновых картин). Тем не менее, в этих системах почти наверняка требуется удержание сверхвысокочастотного излучения с целью обеспечения безопасности (и повышения кпд по энергии). Авторами предусмотрена "активная" камера для улавливания энергии и 1) создания резонанса вопреки переменным направлениям луча или 2) предотвращения резонансных картин поля за счет применения ослабляющих поглощающих стенок (как в звукопоглощающей камере), предпочтительно из поглощающих материалов с топографией поверхности, подавляющей стоячие волны, или для поглощения энергии сверхвысокочастотных волн и пропускания этой энергии в материал посредством переноса тепла.
В случае системы, имеющей подвижную антенну(-ы)/резонатор, резонатор(-ы) и/или антенна(-ы) физически перемещаются относительно материала компонента. Эта концепция может предусматривать одновременное перемещение компонента оборудования, который служит внутренней стенкой печи, установление подвижной стоячей волны внутри резонатора с тем, чтобы воспользоваться выгодами нагрева резонатора и в тоже время избежать перечисленных выше сложностей или перегрева какой-либо конкретной части материала, избирательно нагреваемой таким способом. Воздействие равномерной энергией высокой интенсивности может быть растеризовано по поверхности материала. Кроме того, мощность источника может одновременно меняться в зависимости от положения материала с целью обеспечения переменного регулируемого избирательного нагрева и установления переменного профиля температур внутри материала.
На фиг.7 в графической форме представлено движение стоячей волны в результате перемещения или управления антенной и применения подвижной стенки.
В усовершенствованной конструкции имеется твердотельная антенна или управляемая антенная решетка, которой по желанию управляют для ее нацеливания на области сырьевого компонента и обеспечения более интеллектуальных вариантов процесса, таких как создание области вытягивания стенок регулируемой толщины для высокотемпературного формообразования. Нацеливание также может применяться в более сложной форме при нацеливании на области полимерного материала до осуществления такой операции, как формование раздувом или высокотемпературное формообразование трехмерных профилей, за счет чего сокращается расход сырья.
В одном из вариантов осуществления с использованием подавления резонанса предусмотрено применение одной или нескольких из описанных выше методики, но используются поглощающие стенки и/или наклонные или зазубренные стенки для подавления или разрушения гармонических колебаний резонатора и упрощения или манипулирования картиной поля внутри резонатора, как это описано выше.
Вариант осуществления переработки сверхвысокочастотным излучением переменной частоты (VFMP) предусматривает манипулирование профилем плотности энергии по глубине компонента и возможность настраивать частоту излучаемой энергии на полосу поглощения конкретного полимерного или неполимерного материала или помимо нее. Например, можно "отстраиваться" от соединений, которые не должны нагреваться, в частности, от амидных групп внутри нейлона. Данной концепцией предусмотрено, что оборудование для переработки может быть рассчитано не только на процесс преобразования полимеров каждого вида, но также на нагрев определенных семейств материалов. Таким способом можно проектировать резонаторы и антенну, рассчитанные на определенные сочетания полимеров и на "игнорирование" других сочетаний.
На фиг.8 показана диаграмма желаемого взаимного наложения спектров поглощения и максимальной сверхвысокой частоты, предпочтительной для данной конструкции.
Для всех рассмотренных выше вариантов осуществления могут применяться соответствующие процессы согласования рабочей нагрузки (геометрии материала, поглощающих свойств и т.д.) с резонатором (подающим устройством), увеличения объема материала внутри резонатора с целью подавления любых участков местного перегрева, возникающих вследствие сосредоточения сверхвысокочастотного поля внутри печи, и использования импульсов большой длительности и низкой полярности для улучшения равномерности нагрева.
В другом варианте осуществления предложено применение устройств нагрева токами сверхвысокой частоты, таких как двухрезонаторное подающее устройство, для преобразования полимеров. Подающие устройства предпочтительно специально рассчитаны на процессы преобразования полимеров, такие как литье под давлением, прямое формование, формование раздувом, получение одноосно ориентированного волокнистого пластика и экструдирование. Такие подающие устройства могут включать одномодовое подающее устройство (например, для плоских геометрий), многомодовые подающие устройства, такие как двухрезонаторные и рупорные (для плоских геометрий) и другие подающие устройства, такие как спиральное подающее устройство (для кольцевых геометрий).
Предпочтительно предложено инструментальное программное средство для прогнозирования поведения различных полимеров при воздействии сверхвысокочастотным излучением и термическом воздействии, исходя из их химической структуры и содержания наполнителя, восприимчивого к сверхвысокочастотному излучению. Это может быть осуществлено путем имитационного моделирования, включая использование решателей уравнений электромагнитного поля (Comsol FEMLAB, matLAB FEM и многофазных), подтвержденных данными, характеризующими материалы. С помощью такого программного обеспечения можно создавать химические структуры для придания материалу восприимчивости на заданных частотах (или в диапазонах).
Практический вариант осуществления
В одном из вариантов осуществления, показанном на фиг.9, электромагнитную энергию нацеливают только на выбранные области материала с целью их предпочтительного нагрева. Способ и система способны обеспечить управляемое применение целевого и регулируемого переменного электромагнитного облучения с целью нагрева материала и индуцирования желаемого профиля распределения температур внутри материала. Это в свою очередь позволяет осуществлять регулируемое вытягивание материала в ходе операций переработки, таких как формование раздувом, высокотемпературное формообразование и т.п. с целью получения трехмерных изделий. Если заданные области материала вытягивают до различных степеней вследствие достигнутого термического состояния, все области изделия могут быть выгодно рассчитаны таким образом, чтобы иметь оптимальную толщину, заданную с целью оптимизации использования материала.
Например, если речь идет о современных глубокотянутых деталях, поначалу материал обычно представляет собой толстый лист, чтобы глубокотянутые стенки готовой детали могли иметь определенную минимальную толщину (фиг.9). В таком обычном процессе материал равномерно нагревают, что обеспечивает одинаковую "вытягиваемость" мембраны и, следовательно, хотя толщина стенок значительно уменьшается, основание детали остается толстым. В результате, материал по существу расходуется впустую. За счет индуцирования в процессе формования в основании такой детали более высокой температуры, чем температура стенок, как это предложено в настоящем изобретении, может быть преодолен или преимущественно ослаблен недостаток, связанный с этим непроизводительным расходом (фиг.9).
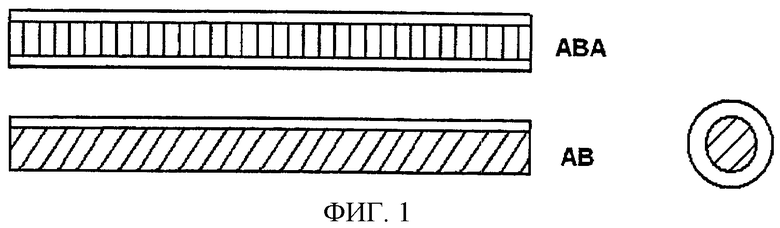
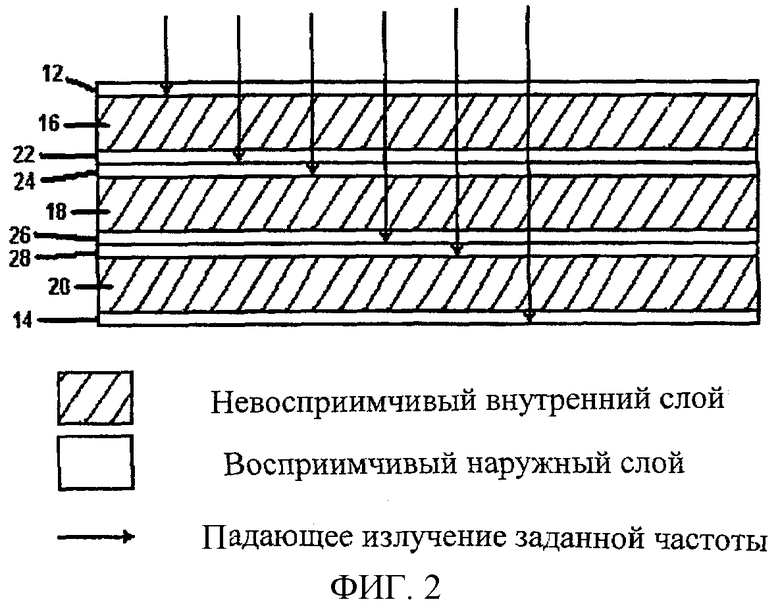
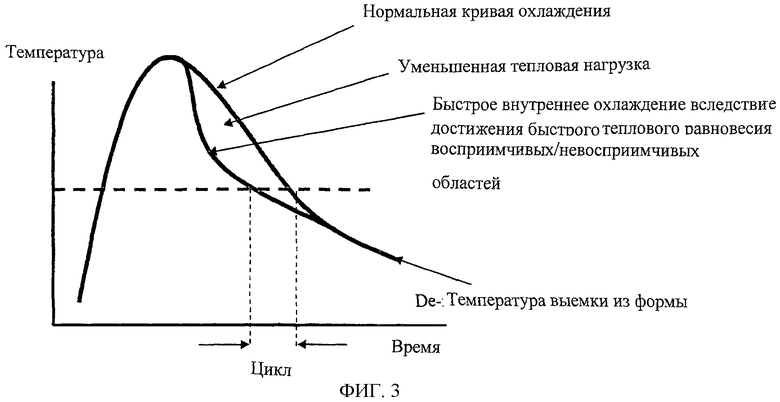
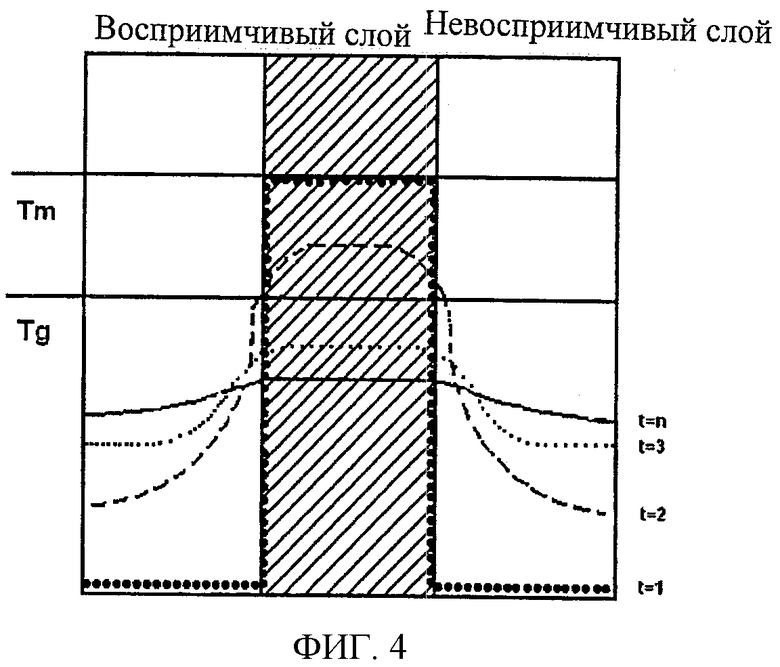
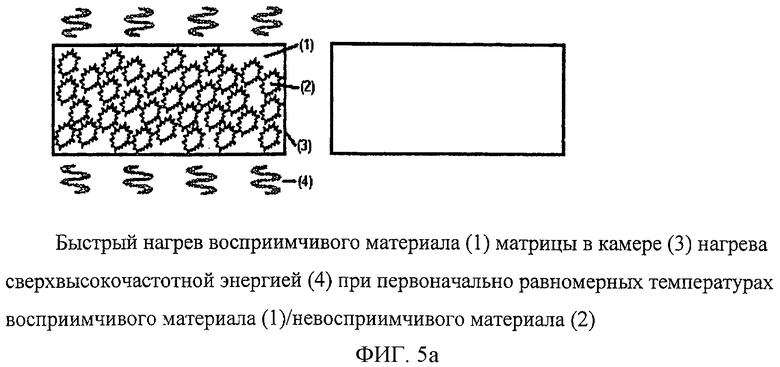
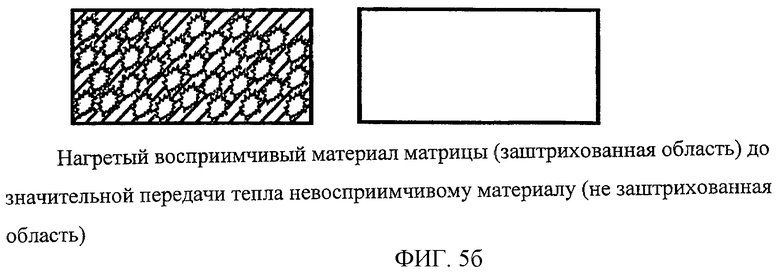
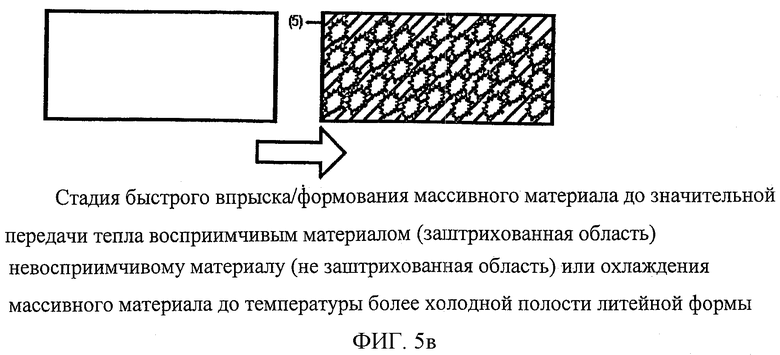
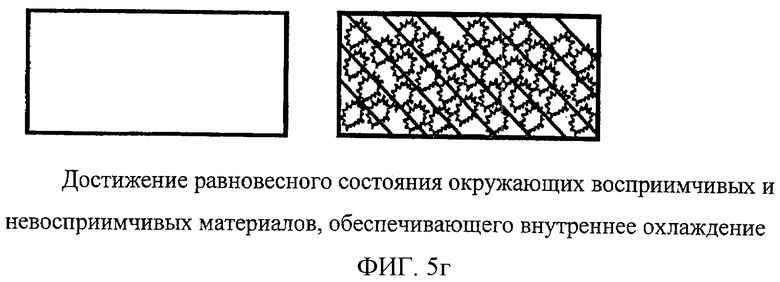
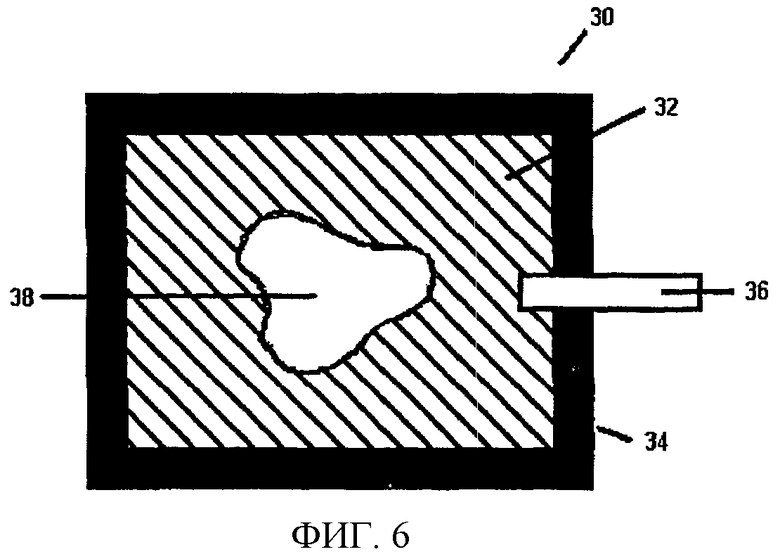
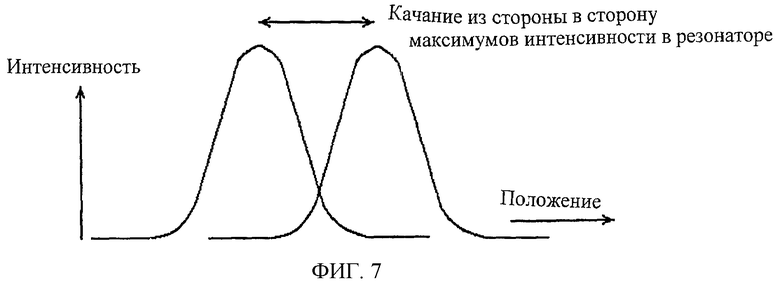
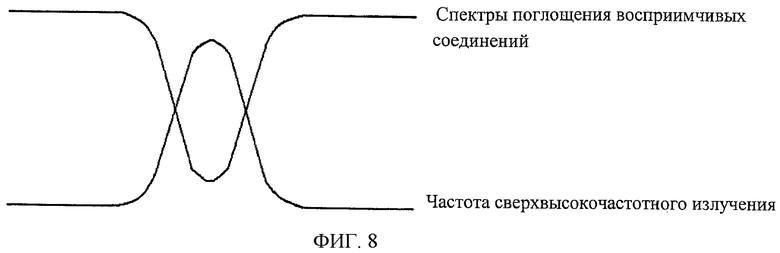
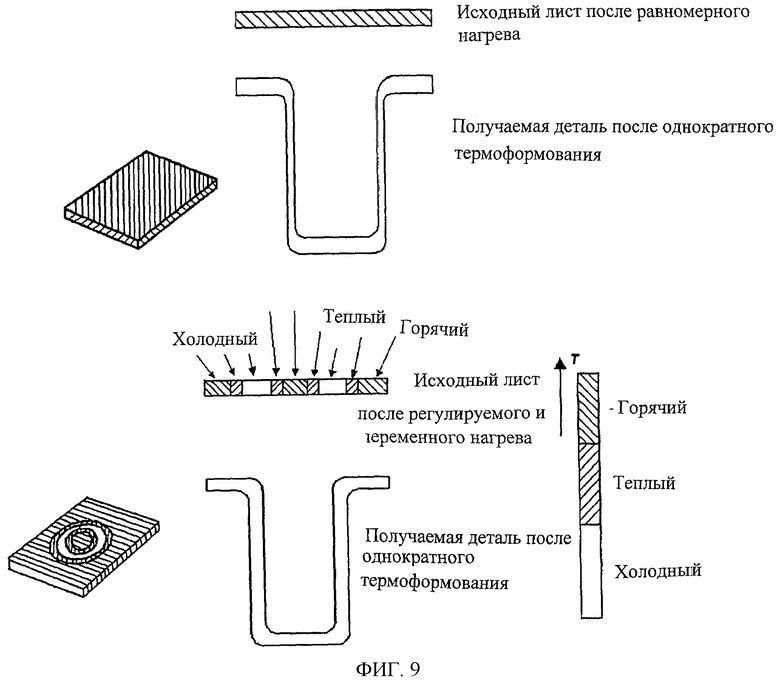
Способ обработки материала состоит по меньшей мере из первой и второй частей, при этом материал представляет собой полуфабрикат и на него воздействуют тепловой энергией в форме электромагнитной энергии таким образом, чтобы неодинаково нагреть первую и вторую части. На стадии неодинакового нагрева снижается вязкость первой части, в результате чего эта первая часть становится текучей, а вязкость второй части остается преимущественно неизменной или снижается в меньшей степени, чем вязкость первой части на стадии неодинакового нагрева. После нагрева первую и вторую части материала профилируют или формуют и получают изделие. Для осуществления способа по изобретению используют систему для переработки полуфабриката из названного материала, включающую: держатель полуфабриката, содержащего нагреваемый материал, состоящий по меньшей мере из первой и второй частей, а также участок нагрева для осуществления неодинакового нагрева полуфабриката и участок профилирования или формования материала для получения изделия. Раскрывается также состав перерабатываемого материала из двух частей. Технический результат, который достигается при использовании группы изобретений, заключается в уменьшении времени для изготовления изделия за счет сокращения количества энергии для нагрева частей материала. 3 н. и 29 з.п. ф-лы, 13 ил., 1 табл.
1. Способ обработки термопластичного материала, состоящего по меньшей мере из первой и второй частей, при этом упомянутый материал представляет собой полуфабрикат, включающий стадии, на которых: воздействуют на материал тепловой энергией в форме электромагнитной энергии таким образом, чтобы неодинаково нагреть упомянутые первую и вторую части, при этом на упомянутой стадии неодинакового нагрева снижается вязкость упомянутой первой части, в результате чего упомянутая первая часть становится текучей, а вязкость упомянутой второй части остается преимущественно неизменной или снижается в меньшей степени, чем вязкость первой части на упомянутой стадии неодинакового нагрева, причем снижение вязкости первой части достаточно для обеспечения формуемости всему материалу, и профилируют или формуют упомянутые первую и вторую части упомянутого материала, в результате чего получают изделие.
2. Способ по п.1, включающий одну или несколько из следующих стадий, на которых: профилируют или формуют упомянутые первую и вторую части путем формования из вязкого расплава, профилируют или формуют упомянутый материал путем пластической деформации упомянутых первой и второй частей и профилируют или формуют упомянутый материал путем воздействия на материал по меньшей мере сдвигающим и/или растягивающим усилием.
3. Способ по п.1, в котором упомянутый материал состоит по меньшей мере из первого и второго слоев, каждый из которых содержит одну или обе из упомянутых первой и второй частей материала, или упомянутые первая и вторая части состоят из первого и второго гранулированных материалов, при этом упомянутые первый и второй гранулированные материалы смешивают друг с другом.
4. Способ по любому предшествующему пункту, в котором на упомянутой стадии неодинакового нагрева упомянутой первой части происходит ее плавление.
5. Способ по любому из пп.1-3, включающий стадию, на которой осуществляют нагрев упомянутой второй части путем передачи тепла за счет теплопроводности или конвективной теплопередачи от упомянутой первой части.
6. Способ по п.5, в котором упомянутый нагрев за счет теплопроводности или конвективный нагрев вызывает плавление упомянутой второй части.
7. Способ по любому из пп.1-3, 6, в котором упомянутая вторая часть действует как поглотитель тепла, поглощающий тепловую энергию упомянутой первой части после упомянутой стадии неодинакового нагрева.
8. Способ по любому из пп.1-3, 6, в котором на упомянутой стадии неодинакового нагрева нагревают упомянутую первую часть до температуры выше ее точки плавления и поддерживают температуру упомянутой второй части преимущественно ниже ее точки плавления.
9. Способ по п.1, в котором электромагнитную энергию обеспечивает сверхвысокочастотное излучение.
10. Способ по п.1, включающий по меньшей мере одну стадию, на которой:
а) преимущественно равномерно распределяют упомянутую электромагнитную энергию по упомянутому материалу или
б) нацеливают упомянутую электромагнитную энергию на выбранные области материала с целью их нагрева.
11. Способ по п.1, включающий стадию, на которой регулируют по меньшей мере один из параметров, включающих электромагнитную плотность энергии, давление и температуру материала во время переработки.
12. Способ по п.1, в котором упомянутая первая часть материала по меньшей мере преимущественно равномерно распределена по материалу и/или находится в определенном месте с целью обеспечения варьируемого температурного профиля материала.
13. Способ по любому пп.1-3, в котором стадия нагрева упомянутой первой части материала позволяет смешивать, перемещать, профилировать, штамповать, осуществлять литье под давлением или экструдирование всего материала с целью формования изделия.
14. Способ по любому из пп.1-3, в котором материал перерабатывают методом формования из расплава, включающим по меньшей мере один из следующих процессов: литье под давлением, экструдирование, пневмоформование с экструзией, литьевое прессование или литьевое формование со вспениванием.
15. Способ по п.1, который осуществляют с использованием низкомолекулярного полимера, олигомера или мономера; при этом стадия нагрева индуцирует полимеризацию на месте или химическую реакцию мономера или низкомолекулярного полимера.
16. Способ по п.1, в котором нагреваемый материал содержит технический углерод, феррит, окись металла, цеолиты, порошок талька, ZnCl2, нейлон, медь и другие металлические порошки, окись железа, окись марганца, керамические материалы и окислы.
17. Система переработки материалов для переработки полуфабриката, включающая: держатель полуфабриката, содержащего нагреваемый термопластичный материал, состоящий по меньшей мере из первой и второй частей, участок нагрева тепловой энергией в форме электромагнитной энергии для осуществления неодинакового нагрева упомянутых первой и второй частей упомянутого полуфабриката таким образом, чтобы снизить вязкость упомянутой первой части и придать ей текучесть, при этом вязкость упомянутой второй части остается преимущественно неизменной или снижается в меньшей степени, чем вязкость первой части на упомянутой стадии неодинакового нагрева, причем снижение вязкости первой части достаточно для обеспечения формуемости всему материалу, и участок профилирования или формования материала для профилирования или формования упомянутых первой и второй частей с целью изготовления изделия.
18. Система переработки материалов по п.17, в которой упомянутый участок профилирования или формования материала дополнительно используют для осуществления одного или нескольких из следующих процессов: профилирования или формования упомянутых первой и второй частей из вязкого расплава упомянутого материала,
профилирования или формования упомянутого материала путем пластической деформации упомянутых первой и второй частей и профилирования или формования упомянутого материала путем воздействия на материал по меньшей мере сдвигающим и/или растягивающим усилием.
19. Система переработки материалов по п.17 или 18, включающая смеситель для перемешивания упомянутых первой и второй гранулированных частей обрабатываемого материала.
20. Система переработки материалов по любому из пп.17 и 18, в которой упомянутый участок нагрева включает сверхвысокочастотный излучатель.
21. Система переработки материалов по любому из пп.17 и 18, в которой упомянутый участок нагрева используют для осуществления по меньшей мере одной из следующих операций:
а) преимущественно равномерного распределения электромагнитной энергии по упомянутому материалу или
б) направления упомянутой электромагнитной энергии на выбранные области материала с целью их нагрева.
22. Система переработки материалов по п.21, в которой упомянутый участок нагрева имеет генератор направленного луча энергии, который используют для направления энергии нагрева на части перерабатываемого материала.
23. Система переработки материалов по любому из пп.17, 18, 22, включающая контроллер, способный регулировать по меньшей мере один из следующих параметров:
электромагнитную плотность энергии на упомянутом участке нагрева, давление и температуру материала на упомянутом участке профилирования или формования.
24. Система переработки материалов по любому из пп.17, 18, 22, в которой упомянутый участок профилирования или формования обеспечивает смешивание, перемещение, профилирование, штампование, литье под давлением или экструдирование всего материала с целью формования изделия.
25. Система переработки материалов по любому из пп.17, 18, 22, в которой упомянутый участок профилирования или формования используют для осуществления по меньшей мере одной из операций, включающих литье под давлением, экструдирование, пневмоформование с экструзией, литьевое прессование и литьевое формование со вспениванием.
26. Перерабатываемый массивный термопластичный материал, содержащий первую и вторую части, обладающие различной восприимчивостью к тепловой энергии в форме электромагнитной энергии, за счет чего при воздействии такой тепловой энергией на материал снижается вязкость упомянутой первой части, и она становится текучей, а вязкость упомянутой второй части остается преимущественно неизменной или снижается в меньшей степени, чем вязкость первой части под действием такой тепловой энергии, причем снижение вязкости первой части достаточно для обеспечения формуемости всему материалу; при этом упомянутые первая и вторая части могут быть подвергнуты совместному профилированию или формованию с целью изготовления изделия.
27. Перерабатываемый материал по п.26, в котором совместное профилирование или формование упомянутых первой и второй частей может быть осуществлено одним или несколькими из способов, включающих формование из вязкого расплава, пластическую деформацию и воздействие на них по меньшей мере сдвигающим и/или растягивающим усилием.
28. Перерабатываемый материал по любому из пп.26 и 27, в котором по меньшей мере первая часть и/или вторая часть содержит упрочняющий компонент.
29. Перерабатываемый материал по любому из пп.26 и 27, в котором упомянутая первая часть настолько восприимчива к сверхвысокочастотному излучению, что может быть нагрета с его помощью.
30. Перерабатываемый материал по п.26, в котором упомянутая первая часть:
преимущественно равномерно распределена по всему материалу и/или находится в определенном месте с целью обеспечения варьируемого температурного профиля материала.
31. Перерабатываемый материал по любому из пп.26, 27, 30, содержащий низкомолекулярный полимер, олигомер, мономер, синтетический или натуральный полимерный, технический углерод, феррит или окись металла, цеолиты, порошок талька, ZnCl2, нейлон, медь и другие металлические порошки, окись железа, окись марганца, керамические материалы и окислы.
32. Перерабатываемый материал по любому из пп.26, 27, 30, в котором материал представляет собой или содержит слоистый материал, гранулированный материал, жидкость или гель, при этом упомянутыми первой и второй частями являются различные слои, различные гранулированные компоненты, различные жидкости или гели.
| GB 1163547 А, 10.09.1969 | |||
| US 4600614 А, 15.07.1986 | |||
| WO 2004094129 A2, 04.11.2004 | |||
| US 2003183972 A1, 02.10.2003 | |||
| GB 1380447 A, 15.01.1975 | |||
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2005 |
|
RU2299779C1 |
| DE 102004001473 A1, 16.06.2005 | |||
| US 20040084814 A1, 06.05.2004 | |||
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ | 1994 |
|
RU2132761C1 |
| СРЕДСТВО ПРОТИВ КИСЛОТОУСТОЙЧИВЫХ БАКТЕРИЙ, СОДЕРЖАЩЕЕ ГЕТЕРОЦИКЛИЧЕСКИЕ ПРОИЗВОДНЫЕ БЕНЗОКСАЗИНА В КАЧЕСТВЕ АКТИВНОГО КОМПОНЕНТА | 2001 |
|
RU2297420C2 |

