Изобретение относится к способу плазменно-химического осаждения из газовой фазы для нанесения покрытия или удаления материала с внутренней поверхности полого изделия.
Такие способы известны под общими названиями «нанесение покрытия из плазмы» (PECVD, «Plasma Enhanced Chemical Vapour Deposition» (плазменно-химическое осаждение из газовой фазы)) или «ионное и плазменное травление».
Для этого обрабатываемое изделие помещается в вакуумную камеру и фиксируется там. Из камеры откачивается воздух до состояния высокого или ультравысокого вакуума с присутствием лишь давления остаточного газа, и в нее подается инертный рабочий газ. Сразу же после подачи высокочастотного (ВЧ) поля с помощью установленного в вакуумной камере ВЧ-электрода зажигается плазма низкого давления. При этом образуется ионизированный газ, который содержит значительную часть быстродвижущихся свободных носителей зарядов, таких как ионы или электроны.
При применении способа PECVD кроме рабочего газа в камеру вводятся дальнейшие т.н. реакционные газы, которые в особенности могут быть углеродсодержащими или кремнесодержащими. В среде плазмы низкого давления электроны обладают такими высокими энергиями, что возможны химические реакции между составными частями газов и составными частями поверхности обрабатываемого изделия, которые невозможны в условиях термического равновесия. Таким образом на поверхности обрабатываемого изделия образуются слои, которые в зависимости от реакционного газа могут состоять, например, из углерода или оксида кремния. Они могут использоваться, например, для изготовления высокопрочных обладающих низким коэффициентом трения и биосовместимых алмазоподобных углеродных покрытий (DLC, «Diamond-like Carbon» (алмазоподобный углерод)), которые находят применение, например, в имплантатах, шестернях и т.п.
Ионное и плазменное травление применяется, напротив, чтобы с поверхности обрабатываемого изделия удалить какой-либо материал, например, для того, чтобы очистить последний. Для этого ионы полученной плазмы низкого давления должны обладать определенной минимальной энергией. Ускорение ионов аргона в высоком вакууме в направлении обрабатываемого субстрата приводит к тому, что при столкновении передается импульс от высокоэнергетического иона на субстрат, его поверхность распыляется и удаляется.
В случае плазменного травления, травление происходит к тому же при помощи химической реакции. Для этого вместо чистого аргона в плазму вводится реактивный газ, например кислород.
Как PECVD-способ, так и ионное или плазменное травление зарекомендовали себя наилучшим образом в области обработки поверхностей изделий. Однако оба способа не пригодны, по крайней мере, при получении плазмы с помощью высокочастотного возбуждения для нанесения покрытия или травления внутренних поверхностей полых изделий, таких как, например, кувшинообразные емкости, бутылки, трубы, канюли, отверстия и т.п.
Это связано с тем, что проводящие полые изделия в электрическом поле образуют клетку Фарадея. Полученные ионы ориентируются на линии поля этого электрического поля. Так как они проходят по внешней поверхности полого предмета, а не по внутреннему пространству, то нанесение внутреннего покрытия просто физически невозможно. Для преодоления данного эффекта плазма должна быть внесена во внутреннее пространство полого изделия. При этом во внутреннее пространство должна быть внесена отрицательно заряженная поверхность, которая взяла бы на себя роль отрицательно заряженной поверхности внутренней стенки камеры. Размер отрицательной поверхности должен быть при этом принципиально, по крайней мере, в два раза больше поверхности, на которую наносится покрытие, чтобы обеспечить достаточное осаждение для образования покрытия.
Поэтому выполнение данного принципа внутри полого изделия практически невозможно.
Например, в случае полого изделия цилиндрической формы площадь внутренней поверхности цилиндрической стенки составляет А=2 πrh. Плоскостной электрод, установленный в полом изделии вертикально, мог бы иметь максимальную площадь поверхности в 2rh, что на фактор 3,14 меньше, чем поверхность для нанесения покрытия, а не в два раза больше, как это необходимо по техническим соображениям.
Подобные соотношения применимы к другим полым изделиям, таким как, например, конусы и усеченные конусы или полые предметы сложной формы.
В патенте DE 19726443 описывается способ улучшения свойств поверхности внутренней поверхности полых изделий, в котором плазма зажигается с помощью тлеющего разряда с полым катодом. Недостатком здесь является то, что покрытие может наноситься внутри только относительно коротких полых изделий, глубина которых не превышает диаметр отверстия. В одном из вариантов, который позволяет наносить покрытие внутри более длинных полых изделий, предусмотрено, чтобы полый катод вводился в полое изделие и проходил вдоль его внутренней стороны. Так, покрытие может быть нанесено внутри более длинных полых изделий, однако они должны иметь прямолинейные стенки.
В патенте ЕР 1548149 описывается способ образования тонкого покрытия на основе оксида на внутренней стороне полого изделия. Для этого полое изделие, на внутреннюю сторону которого должно наноситься покрытие, помещается в цилиндрическую камеру, которая выполняет функцию ВЧ-электрода. Газовая труба, выступающая одновременно в качестве электрода «массы», вводится во внутреннее пространство полого изделия.
Недостаток этого способа заключается в формировании свойств покрытия. Газовая труба описанного в европейском патенте приспособления служит электродом «массы». По этой причине невозможно задать по желанию свойства покрытия (твердость, толщину, строение решетки осаждения, чистоту слоя, количество примеси с функциональными элементами, гидрофобность или гигроскопичность).
Регулировка и контроль данных свойств невозможна при введенном электроде «массы», который по своей площади на фактор 1 меньше площади для нанесения покрытия.
Из патента DE 3821815 известна установка для нанесения алмазоподобного твердого углеродного покрытия на внутреннюю стенку полого изделия с помощью химического метода в среде плазмы (CVD). Для этого рабочий газ, содержащий, по крайней мере, углеводородсодержащий газ, пропускается через внутреннее пространство непрогретого полого изделия, в котором плазма возбуждает рабочий газ, причем он диссоциирует и ионизируется, и таким образом образованные ионы получают ускорение для образования покрытия на внутренней стенке, предназначенной для нанесения покрытия. Установка снабжена ВЧ-генератором, соединенным с полым изделием, с заземлением для образования плазмы между полым изделием и заземлением и с подведенным ко внутреннему пространству полого изделия трубопроводом для управляемого нагнетания рабочего газа во внутреннее пространство полого изделия. Заземление подведено к вакуумному корпусу, с которым состыковано внутреннее пространство полого изделия и который окружает полое изделие на расстоянии к месту стыковки.
Практика показала непригодность данной установки по различным причинам. Так, при использовании способа с данной установкой наряду с внутренней стенкой покрытие наносится и на внешнюю стенку упомянутого полого изделия. Кроме того, данная установка подходит лишь для нанесения покрытия на полые изделия с прямолинейным внутренним строением (т.н. «глухое отверстие»), таким образом, не являясь пригодной, например, для кувшинообразных сосудов с зауженным горлышком.
В дополнение к этому в данной установке полое изделие выступает само в роли электрода, так как оно имеет токопроводящее соединение с высокочастотным электродом. Это необходимо для данной установки, так как в противном случае сила поля созданного переменного электромагнитного поля была бы недостаточной для обеспечения нанесения внутреннего покрытия. Глубина проникновения переменного электромагнитного поля, созданного высокочастотным электродом лишь в базовой области вакуумной камеры (т.е. максимальная толщина по возможности металлического материала, через который проникает переменное поле с достаточной силой, чтобы вызвать затем реакцию нанесения покрытия), составляет для данной установки 2 см. Полые изделия с большей толщиной стенок при использовании данной установки вынуждены сами выполнять функцию электрода, поэтому они неизбежно должны быть из металла.
Кроме того, выяснилось, что геометрия полых изделий для нанесения покрытия очень ограничена. Так, описывается, что наряду с изделиями с соотношением диаметра трубы к длине трубы в диапазоне между 20 мм к 60 мм и 2 мм к 20 мм, нанесение покрытия на этой установке также возможно при диаметре трубы более 20 мм или менее 2 мм, однако на практике это оказалось проблематично.
Поэтому названный способ непригоден для множества случаев применения, в которых покрытие должно наноситься на полое изделие с большим внутренним диаметром.
Задачей настоящего изобретения является раскрытие способа плазменно-химического осаждения из газовой фазы для нанесения покрытия или удаления материала с внутренней поверхности полого изделия, не имеющего названных недостатков.
Решение поставленной задачи представлено способом, имеющим отличительные признаки раскрытого впервые п.1 формулы изобретения. В зависимых пунктах формулы изобретения названы предпочтительные формы исполнения.
При этом следует обратить внимание на то, что области значений, ограниченные численными значениями, всегда следует понимать включительно соответствующие численные значения.
Следовательно, способ плазменно-химического осаждения из газовой фазы для нанесения покрытия или удаления материала с внутренней поверхности полого изделия, в особенности из неметаллического материала, предусматривает наличие площади поперечного сечения, протяженности в длину и, по крайней мере, одного отверстия. Данный способ имеет следующие стадии:
1) внесение полого изделия, на внутреннюю сторону которого должно быть нанесено покрытие, в вакуумную камеру с заземленной внутренней стороной, причем внутри вакуумной камеры расположен высокочастотный электрод с большой площадью поверхности,
2) установка полого изделия в середине вакуумной камеры, причем необходимо соблюдать минимальное расстояние между внешней стенкой полого изделия и внутренней стенкой вакуумной камеры, составляющее 15 см,
3) введение газовой трубки, состоящей из трубы с внутренним диаметром в 0,001-10 мм, максимальным внешним диаметром в 12 мм, а также концевого сопла с диаметром отверстия на конце в 0,002-6 мм, через отверстие в полом изделии, причем газовая трубка посредством не проводящего электричество трубопровода соединена с устройством для подачи газа и, в особенности, не заземлена или не имеет проводящего электричество контакта с высокочастотным электродом,
4) установка газовой трубки в полом изделии таким образом, что газовая трубка располагается посередине относительно поперечного сечения полого изделия, а сопло газовой трубки располагается в области перехода второй трети длины в третью треть длины относительно протяженности в длину полого сосуда, измеренной от отверстия полого изделия,
5) герметизация вакуумной камеры и откачивание воздуха из нее до остаточного давления, составляющего 0,001-5 Па,
6) введение инертного рабочего газа, а также одного или нескольких реакционных газов через устройство для подачи газа и газовую трубку в полое изделие и
7) зажигание плазмы полого пространства с образованием расположенного на наконечнике газовой трубки облака плазмы посредством создания высокочастотного электрического поля на ВЧ-электроде.
При этом имеет существенное значение, что полое изделие, на которое наносится покрытие, не заземлено. При этом предпочтительно предусмотрено, чтобы в вакуумной камере откачивался воздух до остаточного давления 0,01-2 Па. Особенно предпочтительно, чтобы в вакуумной камере было создано остаточное давление, составляющее 0,1-1 Па.
Для этого способа важно, чтобы газовая трубка не соприкасалась с массой или землей, а была бы электрически изолирована. Для этого предпочтительно предусмотрено, чтобы она была изолирована с помощью кольца PTFE (политетрафторэтилен) и чтобы трубопровод подачи газа внутри внутреннего пространства камеры был изготовлен из PTFE.
В качестве полого изделия для нанесения покрытия могут быть рассмотрены в принципе все возможные полые изделия, как закрытые с одной стороны полые изделия (как, например, сосуды, кувшинообразные емкости и т.д.), так и трубообразные полые изделия, не имеющие дна, как, например, канюли, изделия со сквозным отверстием или трубы. Перед нанесением покрытия на последние полые изделия их необходимо закрыть с одной стороны крышкой или пробкой.
В обоих случаях следует позаботиться о том, чтобы газовая трубка в полом изделии была установлена таким образом, чтобы газовая трубка располагалась посередине относительно поперечного сечения полого изделия, а сопло газовой трубки располагалось в области перехода второй трети длины в третью треть длины относительно протяженности в длину полого сосуда, измеренной от отверстия полого изделия. Это означает, что газовая трубка должна быть введена почти до дна сосуда (или почти до закрытого крышкой или пробкой отверстия полого изделия). При этом необходимо соблюдать минимальное расстояние в 10 см. В случае объектов-подложек, имеющих глубину 10 см или менее, наконечник газовой трубки располагается прямо над отверстием полого изделия.
Плазмы низкого давления принципиально обеспечивают, как и в настоящем изобретении, большую среднюю длину свободного пробега λ молекул газа и задерживают тем самым образование плазмы. Благодаря расположению газовой трубки в соответствии с изобретением достигается то, что выходящие из газовой трубки молекулы газа за счет их ускорения ударяются о дно сосуда или упомянутую крышку или пробку. Это благоприятствует процессу распада газа и образованию плазмы. По этой причине достаточно сравнительно малой силы переменного электромагнитного поля, т.е. не нужно, чтобы полое изделие, на которое наносится покрытие, выполняло само функцию электрода.
Предпочтительное минимальное расстояние между внешней стенкой полого изделия и внутренней стенкой вакуумной камеры составляет 15 см. Максимальное расстояние, напротив, определяется размером используемой вакуумной камеры.
Газовая трубка предпочтительно имеет внутренний диаметр в 0,005-6 мм и, особенно предпочтительно, внутренний диаметр в 0,01-6 мм или 0,1-6 мм и максимальный внешний диаметр 10 или 8 мм. Концевое сопло предпочтительно имеет диаметр отверстия на конце в 0,01-3 или от 0,1 до 2 мм.
Расположением и размерами газовой трубки обеспечивается то, что плазма сначала образуется на наконечнике газовой трубки, т.е. сначала внутри полого изделия, на который наносится покрытие. Так как молекулы газа получают наибольшее ускорение в момент обусловленного плазмой распада, то такое ускорение в полном объеме идет на пользу обработке внутренней поверхности полого изделия. Поэтому электрод внутри полого изделия не обязателен.
Таким образом удается зажигать и удерживать плазму только лишь внутри полого изделия. Данный вид плазмы именуется в дальнейшем «плазмой полого пространства». Тем самым обеспечивается то, что покрытие наносится только на внутреннюю, а не внешнюю сторону упомянутого полого изделия.
В тот момент, когда газовая смесь покидает сопло трубки, происходит обусловленный плазмой молекулярный распад. Это происходит при образовании очень коротковолнового света.
Высвобождаемая во время распада энергия распада ускоряет теперь в прямом смысле «материю плазмы» до ок. 250.000 км/ч. По причине данного ускорения углерод, попадая на предназначенную для нанесения покрытия внутреннюю поверхность, осаждается слоем высокопрочного материала. Вид осаждения варьируется в зависимости от используемого газа, его чистоты и состава.
Соотношение распада составляет, например, для H2C2 1:12. Это означает, что атомы водорода в 12 раз легче атомов углерода. Ускорение распада плюс ускорение отдельных атомов и попадание на субстрат имеет соотношение 1:12.
Таким образом, за равный промежуток времени на идентичную площадь попадает в 12 раз больше атомов углерода при равной скорости, чем атомов водорода. Так как атомы водорода нежелательны в слое высокопрочного материала, то необходимо рассчитать количество заполняемого реакционного газа на внутреннюю поверхность для нанесения покрытия.
Для расчета количества заполняемого реакционного газа можно применять следующую формулу, эмпирически выведенную изобретателями:
V=A/12*E
А является здесь поверхностью, на которую наносится покрытие [см2], Е - сообщенная энергия распада, а V - минутный объем реакционного газа [см3/мин].
По причине инерции массы и высвобождаемой энергии распада углероду требуется меньшая площадь в расчете на свободное пространство для ускорения, чтобы достичь требуемых 250.000 км/ч.
Если теперь вводить Н2С2 через газовую трубку в трехмерное полое изделие, то необходимо обеспечить, чтобы атомы углерода при максимальном ускорении попадали прямо на субстрат и не отвлекались, не тормозились или, более того, не останавливались одинаково ускоренными атомами водорода.
Это обеспечивается тем, что сопло газовой трубки располагается в области перехода второй трети длины в третью треть длины относительно протяженности в длину полого изделия, измеренной от отверстия полого изделия. Таким образом атомы ускоряются до своего максимума и попадают сразу же после данной фазы на субстрат, другие атомы не препятствуют им при этом.
Исследования изобретателей показали, что для того чтобы обеспечить упомянутое осаждение на внутренней поверхности полого изделия, энергия распада (EA) в Вт должна быть, по меньшей мере, на фактор 65,5 выше, чем диаметр отверстия (DO) полого изделия в см.
Это означает, таким образом, что при диаметре отверстия (DO) полого изделия в 15 см энергия распада (EA), исходя из соотношения
EA=DO*65,5,
должна составлять, по меньшей мере, 15*65,5=982 Вт.
При передаче данной минимальной энергии распада, которую можно соответственно установить на ВЧ-генераторе, атомы превратившегося в плазму реакционного газа ускоряются таким образом, что их амплитуда колебаний становится больше диаметра отверстия полого изделия. Таким образом обеспечивается, что только поперечно ускоренные атомы могут покинуть полое изделие.
Таким образом, вопреки сказанному вначале, в соответствии со способом по изобретению можно наносить покрытие также и на внутреннюю поверхность полого изделия.
Выбором размера сопла газовой трубки предотвращается возможность обратного удара плазмы в газовую трубку, чего можно ожидать в случае сопел более крупного размера.
Важно также, чтобы диаметр газовой трубки не увеличивался по направлению к соплу. Из-за эффекта Берноули в таком случае снижалось бы давление поступающего газа по направлению потока в области увеличения поперечного сечения, что способствовало бы обратному удару плазмы в газовую трубку и тем самым разрушению газовой трубки. Это препятствовало бы образованию плазменного облака на конце газовой трубки.
В предпочтительной форме выполнения способа в соответствии с изобретением предусмотрено, чтобы высокочастотный электрод внутри вакуумной камеры имел, по крайней мере, два питающих провода, через которые поступают высокочастотные напряжения в высокочастотный электрод.
Таким образом в камере можно получить переменное поле с очень высокой силой поля, как это необходимо для образования плазмы полого пространства. Полученное таким путем переменное поле имеет достаточно большую глубину проникновения, так что возможно проникновение и сквозь полые изделия с большой толщиной стенок и нанесение покрытия на их внутреннюю сторону. Само полое изделие таким образом не должно выполнять функцию электрода и поэтому может состоять из неметаллического материала. Поэтому несущественно, имеет ли полое изделие проводящий электричество контакт с высокочастотным электродом или обладает полной электрической изоляцией.
Эта характеристика в особенности полезна тем свойством, что в способе в соответствии с изобретением температуры внутри камеры для нанесения покрытия, как правило, не превышают 200°С. По причине таких низких температур таким образом возможно нанесение крайне износостойких внутренних покрытий также и на полые изделия из синтетических материалов. Это особенно полезно из-за того, что по причине нетребуемого проводящего электричество соединения между полым изделием и высокочастотным электродом с помощью способа в соответствии с изобретением возможно нанесение покрытия как раз и на неметаллические полые изделия.
Предпочтительны при этом три или более питающих проводов, так как такой способ позволяет создать еще более гомогенное переменное поле.
При этом предпочтительно предусматривается, что отдельные питающие провода высокочастотного электрода регулируются обособленно, так что во всей камере возможно получение гомогенного переменного поля с равномерно высокими силами поля. Эта характеристика очень благоприятна для качества нанесения покрытия.
Это может быть достигнуто через так называемую коммутирующую коробку, которая подключается между высокочастотным генератором и высокочастотным электродом. Она имеет, например, подстроечные потенциометры для отдельных питающих проводов высокочастотного электрода, которые регулируются обособленно. При этом, как правило, устанавливается одинаковое напряжение смещения, что приводит к идентичным силам поля и тем самым гомогенному переменному полю.
Другая предпочтительная форма выполнения способа в соответствии с изобретением предусматривает, чтобы упомянутое полое изделие имело лишь одно отверстие, самый малый диаметр которого меньше, чем самый малый диаметр внутреннего пространства полого изделия. В случае такого полого изделия речь может идти, например, о толстостенной банке (цилиндре), бутылке и т.п. На полые изделия такой геометрической формы невозможно наносить покрытие, в особенности способом, известным из патента DE 3821815.
В дальнейшем предпочтительно предусматривается, что упомянутое полое изделие, на которое наносится покрытие, имеет внутренний объем между немногими см3 и 1.000.000 см3. По техническим причинам для размера полого изделия, на которое наносится покрытие, устанавливаются границы только потому, что в настоящее время размеры имеющихся в наличии вакуумных камер ограничены.
Так, например, толстостенная банка имеет внутренний объем в диапазоне 10.000-100.000 см3. Картер с четырьмя цилиндрами имеет, например, четыре внутренних объема в диапазоне между 250 и 700 см3. Газовый баллон, например, имеет внутренний объем в диапазоне 20.000-100.000 см3.
Также и здесь применительно то, что на полые изделия такого объема не может быть нанесено покрытие удовлетворительного качества, в особенности при использовании способа, известного из патента DE 3821815.
Предпочтительно предусматривается, чтобы рабочий газ был представлен газом, выбранным из группы, содержащей аргон, гелий, водород, кислород или другой благородный газ.
В дальнейшем особенно предпочтительно предусматривается, чтобы реакционный газ был представлен газом, выбранным из группы, содержащей кислород.
Такой способ плазменно-химического осаждения из газовой фазы для удаления материала называется также плазменным травлением. В качестве реакционного газа для этого способа особенно подходит кислород, так как образуемые в плазме ионы кислорода являются особенно тяжелыми и поэтому в состоянии ускорения производят особенно эффективное очищение поверхности.
Исследования заявителей показали, что этим способом можно основательно очистить, например, внутреннюю поверхность использованной толстостенной банки, такой как, например, те, что применяются для приготовления вакцин, и которые бывают крайне загрязнены после использования присохшими и/или химическими составными частями крови.
В соответствии с действующими предписаниями, например, нержавеющая сталь для использования в медицине не должна иметь абсолютно никаких остатков от предыдущих находившихся в контакте с ней веществ. Это достигалось до сих пор, например, в случае с толстостенными банками, путем трудоемкого процесса очистки кислотами и щелочами.
С помощью способа в соответствии с изобретением, в котором после введения кислорода при высокой подаче энергии зажигается плазма, удается очистить поверхность субстрата с абсолютным удалением остаточных веществ («травление»). Это связано, в особенности с большим атомным весом атомов кислорода, которые при достаточном ускорении надежно удаляют загрязнения.
В другой предпочтительной форме выполнения способа в соответствии с изобретением предусматривается, чтобы реакционный газ был представлен газом, выбранным из группы, содержащей углеводородсодержащие газы, такие как метан, этан, этен, этин, пропан или силансодержащие газы, такие как тетраметилсилан или гексаметилдисилоксан.
Первые реакционные газы подходят для образования слоя DLC (алмазоподобный углерод), последние, например, для образования слоя SiO2.
Под понятием DLC («алмазоподобный углерод») подразумеваются слои молекулярного углерода, имеющего сетку или решетку из sp2- и sp3-гибридизованных атомов углерода. Соотношение обоих вариантов зависит от условий для нанесения покрытия. Если преобладают первые, то покрытие имеет графитоподобные свойства (малый коэффициент трения), если преобладают последние, то увеличивается твердость и прозрачность покрытия. Нанесение смешанных покрытий, содержащих оба варианта, объединяет зачастую оба преимущества.
Исследования заявителей показали, что данным способом можно эффективно покрывать слоем DLC внутренние поверхности толстостенных банок и других полых изделий.
Для способа в соответствии с изобретением предпочтительно, чтобы плазма зажигалась посредством создания высокочастотного поля с постоянным напряжением, имеющим следующие параметры:
1. Частота: 10 кГц - 100 ГГц
2. Электрическая мощность: 500-5000 Вт
3. Подача газа: 0-90 ссм3.
Частота находится предпочтительно в диапазоне 10-15 МГц. Особенно предпочтительно, чтобы частота составляла 13,56 МГц (РЧ, радиочастота).
Необходимая электрическая мощность рассчитывается по следующей формуле: Мощность (Ватт)=площадь для нанесения покрытия (м2) ×1750. Значение фактора, названного последним, может находиться между 1500 и 2200 и на практике рассчитывается эмпирически. Следовательно, на полый предмет с внутренней поверхностью для нанесения покрытия площадью 0,85 м2 покрытие должно наноситься при силе энергии, составляющей ~ 1500 Вт.
Как ни удивительно, при таких обстоятельствах значение устанавливающегося напряжения смещения находится в диапазоне 0 В, и причем на всех питающих проводах. Кроме того, данное значение не зависит от того, имеет ли полое изделие, на которое наносится покрытие, проводящий электричество контакт с высокочастотным электродом или нет.
Объем подачи газа регулируется специфическим для газа способом и устанавливается в зависимости от объекта и желаемых свойств покрытия в диапазоне 0-90 сксм. При этом предпочтительно предусматривается, чтобы вводимое количество реакционного газа для нанесения покрытия составляло 0,1-10 сксм реакционного газа на 10 см2 внутренней поверхности, на которую наносится покрытие.
Единица «сксм» означает стандартный кубический сантиметр, т.е. объем газа в кубических сантиметрах, вводящегося за минуту (минутный объем). Для регулировки используется вентиль с контролем массового потока. При заданном давлении подачи газа подаваемый минутный объем определяется состоянием отверстия вентиля.
К углеводородсодержащим газам применительно, что слой покрытия тем тверже, чем больше использовано газа, так как увеличивается доля имеющихся в распоряжении атомов углерода.
К силансодержащим газам применительно, напротив, что соотношение силана к кислороду определяет твердость покрытия. Для твердых покрытий соотношение составляет, например, 100 сксм HMDSO (гексаметилдисилоксан) к 400 сксм кислорода. Снижение доли кислорода приводит, напротив, к увеличению мягкости покрытий.
Особенно предпочтительно, чтобы вводимое количество реакционного газа составляло 0,5-5 сксм реакционного газа на 10 см2 внутренней поверхности, на которую наносится покрытие.
В дальнейшем предпочтительно предусматривается, чтобы реакционный газ имел примесь одного или нескольких газов, содержащих Si, N, F, В, О, Ag, Си, V или Ti. Данные легирующие примеси могут способствовать целенаправленному влиянию на свойства наносимого покрытия. Так, добавление в реакционный газ примеси газа, содержащего Si (например, гексаметилдисилоксан) ведет к снижению трения также и при влажных условиях, а также к более высокой термической стабильности. Добавление примеси с N, F, В или О влияет на поверхностное напряжение, смачиваемость и твердость покрытия. Добавление примеси с металлами способствует влиянию на проводимость покрытия, в то время как примесь с Ag, Си, V или Ti влияет на биологическое поведение покрытия, в особенности на биосовместимость, что чрезвычайно важно, например, для имплантатов.
С помощью способа в соответствии с изобретением достигается скорость роста покрытия до 4 мкм/ч и толщина покрытия до 7 мкм.
Кроме того, в соответствии с изобретением предусматривается полое изделие с внутренней поверхностью, которое характеризуется тем, что последняя подвергалась обработке способом в соответствии с настоящим изобретением так, что на внутренней поверхности произошло удаление материала и/или на нее было нанесено покрытие. При нанесении покрытия могут иметься в виду, как упоминалось выше, например, DLC-, TiOx или SiO2-покрытия.
Особенно предпочтительно, чтобы данное полое изделие было представлено полым изделием, выбранным из группы, содержащей сосуды, бутылки, кувшинообразные емкости, канюли, полые иглы, шприцы, внутренние стенки отверстий для цилиндров и колб двигателей внутреннего сгорания, внутренние поверхности подшипников, в особенности шарикоподшипников или подшипников качения.
Названные полые изделия могут, в особенности, состоять из неметаллических материалов, так как полое изделие в отличие от описываемого в германском патенте DE 3821815 не выполняет функцию электрода. Это открывает новые возможности для конструкций малого веса. Так, например, высоконагружаемое металлическое изделие, например картер двигателя внутреннего сгорания, можно изготавливать из синтетического материала, а на внутренние стенки отверстий для цилиндров наносить в соответствии с изобретением поверхностный слой, рассчитанный на высокие нагрузки.
Благодаря способу в соответствии с изобретением, помимо прочих, возможно достижение следующих преимуществ:
a) улучшенная очистка трехмерных полых изделий, в особенности толстостенных банок, при одновременном снижении затрат;
b) улучшенная защита от коррозии поверхностей с нанесенным покрытием;
c) исключение проникновения находящегося в полом изделии субстрата во внутренний поверхностный слой полого изделия;
d) снижение коэффициента трения внутренней поверхности и
e) улучшение теплоотдачи.
Кроме того, в соответствии с изобретением предусматривается установка для осуществления способа в соответствии с настоящим изобретением.
Сущность настоящего изобретения разъясняется более подробно приводимыми и обсуждаемыми в дальнейшем фигурами. При этом следует принимать во внимание, что данные фигуры имеют лишь описательный характер и приводятся не для ограничения изобретения в какой-либо форме.
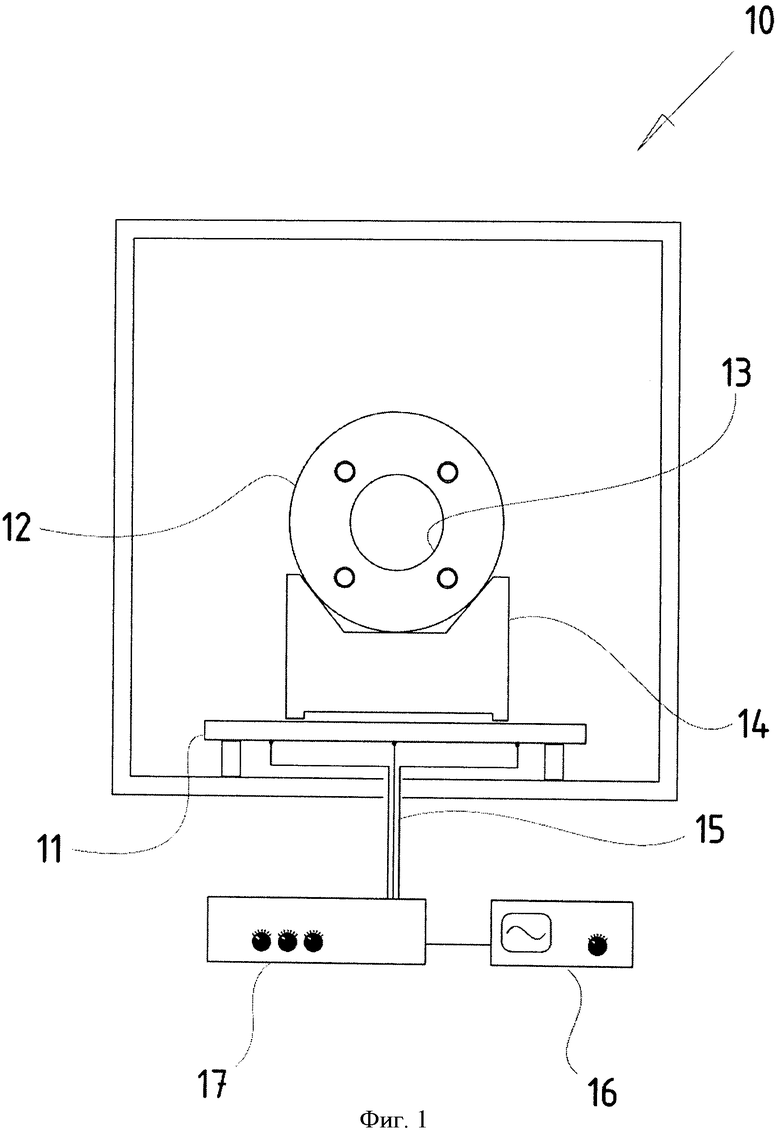
На Фиг.1 показан разрез вакуумной камеры 10 в соответствии с изобретением, вид спереди, с расположенным на дне камеры высокочастотным электродом 11, полым изделием, на внутреннюю сторону которого должно наноситься покрытие 12 с отверстием 13, причем последнее размещено при помощи крепления 14 на высокочастотном электроде.
Высокочастотный электрод 11 внутри вакуумной камеры 10 имеет три питающих провода 15, через которые подаются высокочастотные напряжения в высокочастотный электрод 11, которые вырабатываются высокочастотным генератором (ВЧ-генератор) 16. С помощью регулируемой т.н. коммутирующей коробки 17, подключенной между ВЧ-генератором 16 и высокочастотным электродом 11, при помощи подстроечных потенциометров может производиться индивидуальная регулировка отдельных проводов, подходящих к высокочастотному электроду 11, с целью создания во всей камере гомогенного переменного поля с равномерно высокими силами поля.
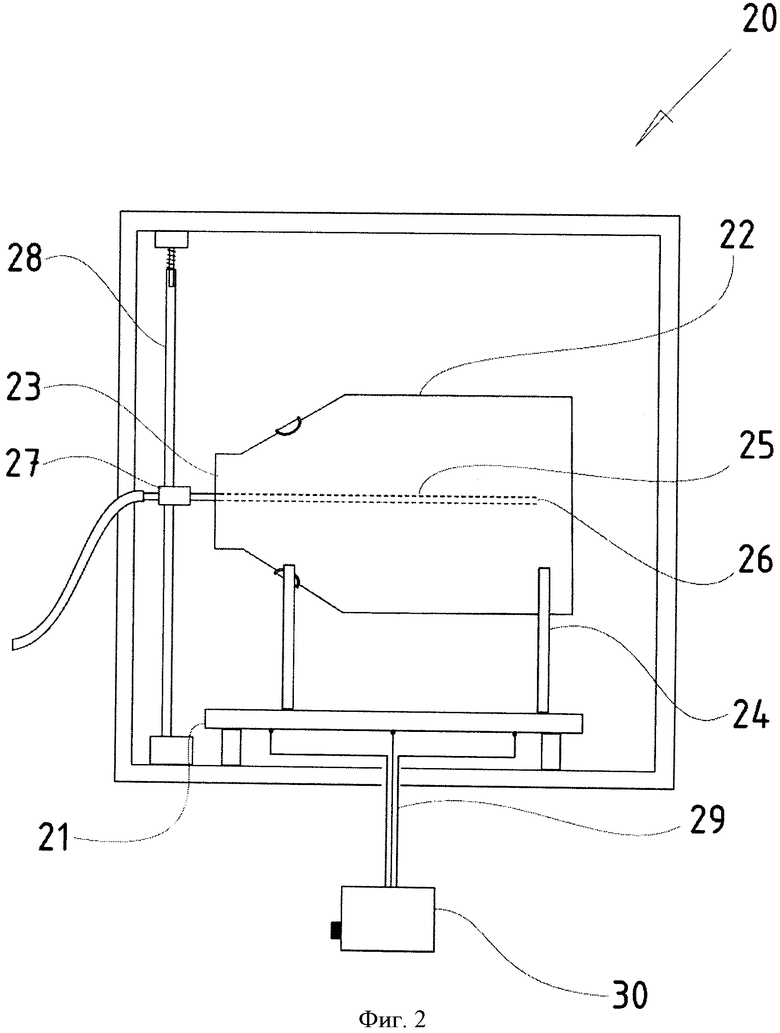
На Фиг.2 изображена та же вакуумная камера 20, вид в разрезе сбоку, с высокочастотным электродом 21, полым изделием, на внутреннюю сторону которого наносится покрытие 22, в проекции, с отверстием 23, а также не проводящим электричество креплением 24. Полое изделие на показанном примере представлено толстостенной банкой (цилиндром). Через отверстие 23 полого изделия вводится газовая трубка 25 в полое изделие, причем последняя на своем дистальном конце имеет концевое сопло 26 с диаметром 0,6 мм. Газовая трубка соединена с помощью шланга с не показанным источником подачи газа и подведена через крепление с регулируемой высотой 27, посредством которого может быть гарантировано, что газовая трубка может быть расположена в полом изделии 22 в соответствии с определением размеров по основному пункту формулы изобретения. Для этого крепление, регулируемое по высоте, расположено на опорной стойке 28.
Высокочастотный электрод 21 внутри вакуумной камеры 20 имеет три питающих провода 29, через которые подаются высокочастотные напряжения в высокочастотный электрод 21, которые вырабатываются высокочастотным генератором (ВЧ-генератор) 30. С помощью не показанной регулируемой коммутирующей коробки, подключенной между ВЧ-генератором 16 и высокочастотным электродом 11, может производиться индивидуальная регулировка отдельных проводов, питающих высокочастотный электрод 21.
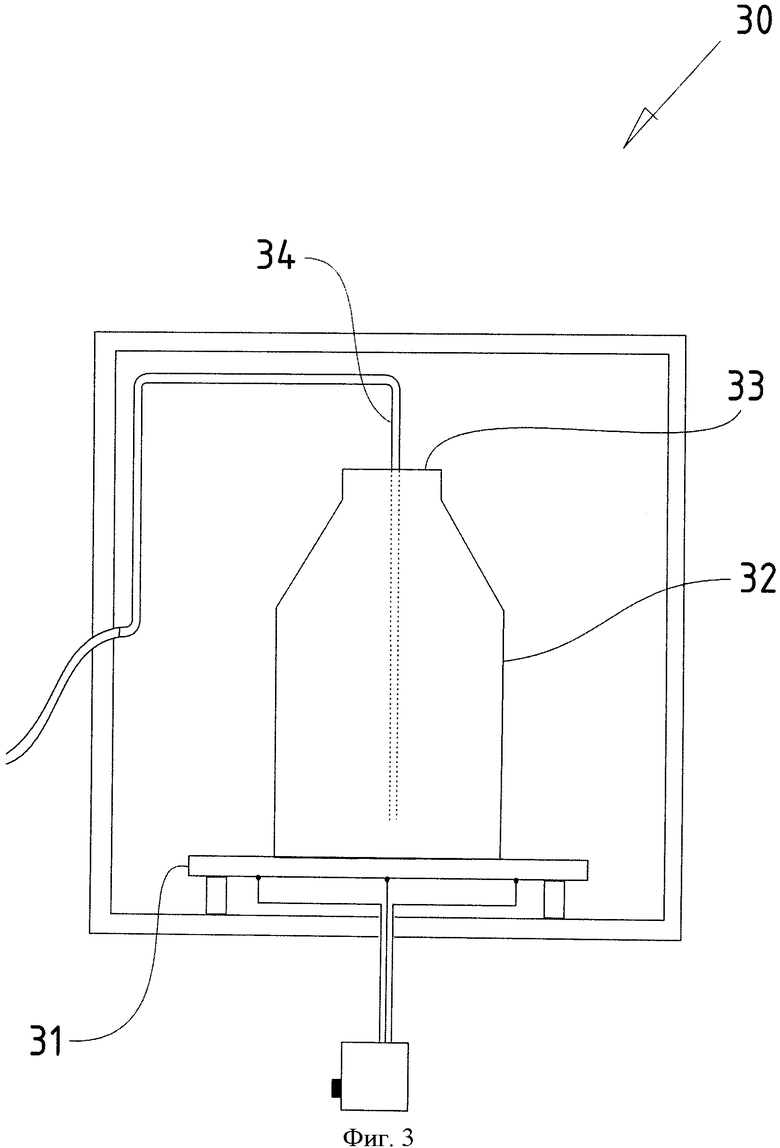
На Фиг.3 показана снова вакуумная камера 30, вид сбоку в разрезе, с высокочастотным электродом 31, расположенным вертикально полым изделием, на внутреннюю сторону которого должно наноситься покрытие 32, в проекции, с отверстием 33, через которое введена газовая трубка 34 в полое изделие. Полое изделие на показанном примере представлено толстостенной банкой из нержавеющей стали. Данное полое изделие в отличие от показанной на Фиг.2 формы исполнения имеет проводящее электричество соединение с высокочастотным электродом 31 и поэтому представляет собой также электрод.
На Фиг.4 показана та же самая вакуумная камера 40, что и на Фиг.2, с высокочастотным электродом 41, полым изделием, на внутреннюю сторону которого наносится покрытие 42, в проекции, с отверстием 43, через которое введена газовая трубка 25 в полое изделие. На высокочастотном электроде установлено переменное электромагнитное поле [значения, три питающих провода, очень гомогенное поле], и через газовую трубку поступает газ в полое изделие. По причине переменных электромагнитных воздействий выходящие молекулы газа получают ускорение и образуется сферическая плазма 45, именуемая плазмой полого пространства, так как она пребывает преимущественно внутри полого изделия и не переходит непосредственно в вакуумную камеру 40. Благодаря плазме при этом проявляются описанные выше эффекты покрытия. Через отсасывающий патрубок 46 выходящий газ или плазма отсасывается по направлению к отверстию 43.
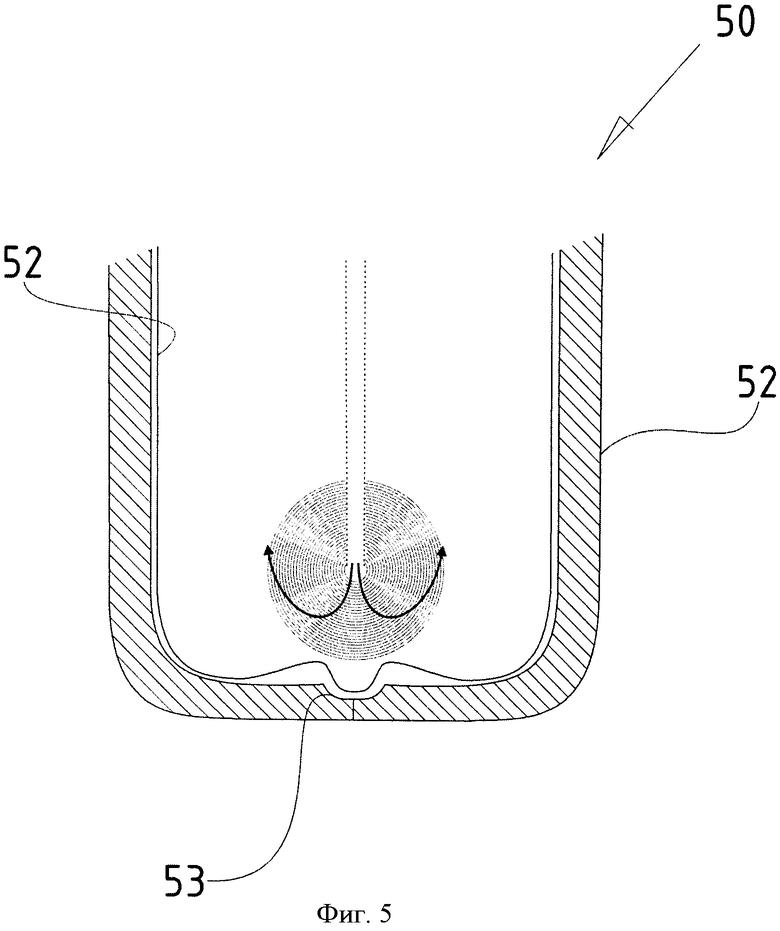
На Фиг.5 показана толстостенная банка с нанесенным покрытием 50 в разрезе со стенкой 51 и покрытием 52. В дне этой толстостенной банки имеется углубление 53. Над ним схематически изображена газовая трубка, показанная на предыдущих схемах, а также образующаяся сферическая плазма. Из этого видно, что по причине воздействия сферической плазмы нанесенное покрытие, в особенности в области выходного отверстия газовой трубки, имеет большую толщину, чем по краям дна цилиндра или на внутренних стенках цилиндра. Толщина покрытия на изображении сильно завышена, на практике она находится в диапазоне между 50 нм и 20 мкм.
При непосредственном осмотре дна цилиндра наблюдателем данный угол наклона утолщения различим по меняющемуся цвету, что вызвано интерференциями с волнами видимого светового спектра (350-800 нм).
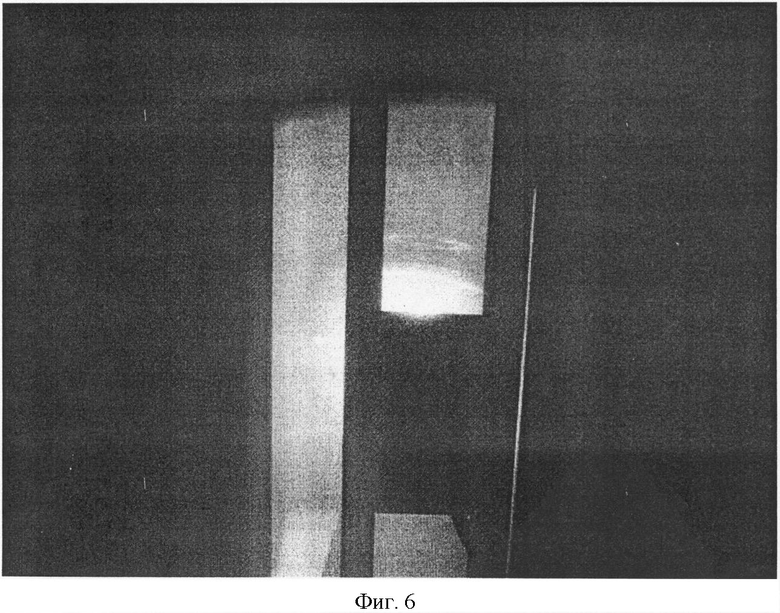
На Фиг.6 показан производимый процесс нанесения покрытия на установленную горизонтально толстостенную банку. Для этого была сделана фотография через иллюминатор камеры по направлению к отверстию толстостенной банки. Можно различить, что образованная плазма горит лишь внутри сосуда, а не во всей камере, как это происходит при использовании установок, известных из уровня техники. В данном случае речь идет о рассмотренной выше плазме полого пространства.
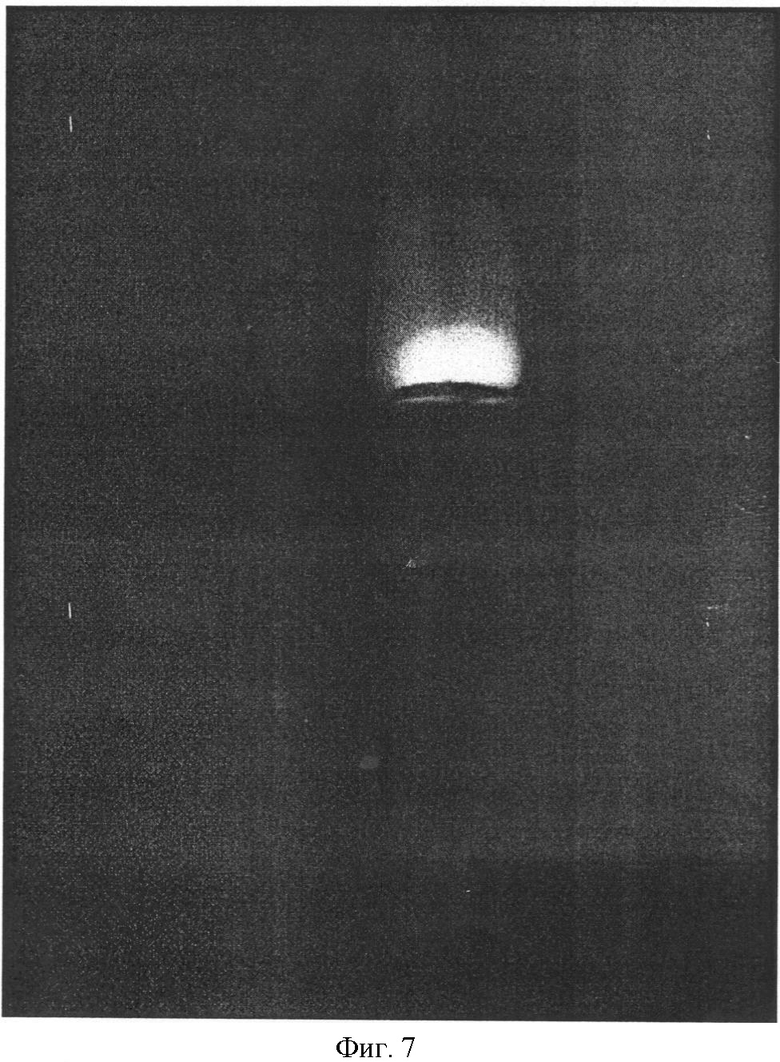
На Фиг.7 показан производимый процесс нанесения покрытия на установленную вертикально толстостенную банку. Для этого была сделана фотография через иллюминатор камеры по направлению к отверстию толстостенной банки. И здесь можно различить, что образованная плазма горит лишь внутри сосуда, а не во всей камере, как это происходит при использовании установок, известных из уровня техники. В данном случае речь идет о рассмотренной выше плазме полого пространства.
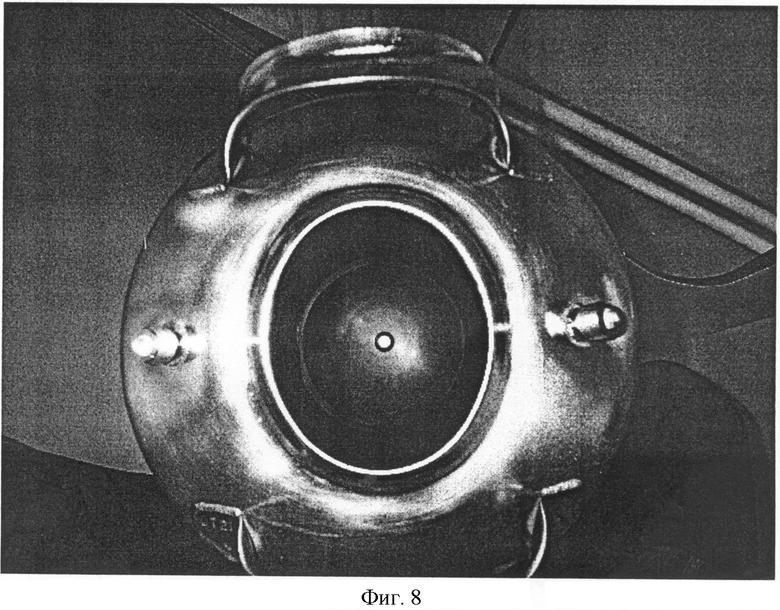
На Фиг.8 показана толстостенная банка с покрытием, нанесенным способом в соответствии с изобретением, вид спереди. Толстостенная банка еще находится в камере для нанесения покрытий, в нижнем отделе можно различить не проводящее электричество крепление. В особенности в области дна банки можно различить уже рассмотренное ранее углубление. Кроме того, хорошо видно, что внутреннее пространство сосуда имеет покрытие слоем DLC, в то время как внешняя сторона сосуда покрытия не имеет (различимо по металлическому блеску поверхности из нержавеющей стали).
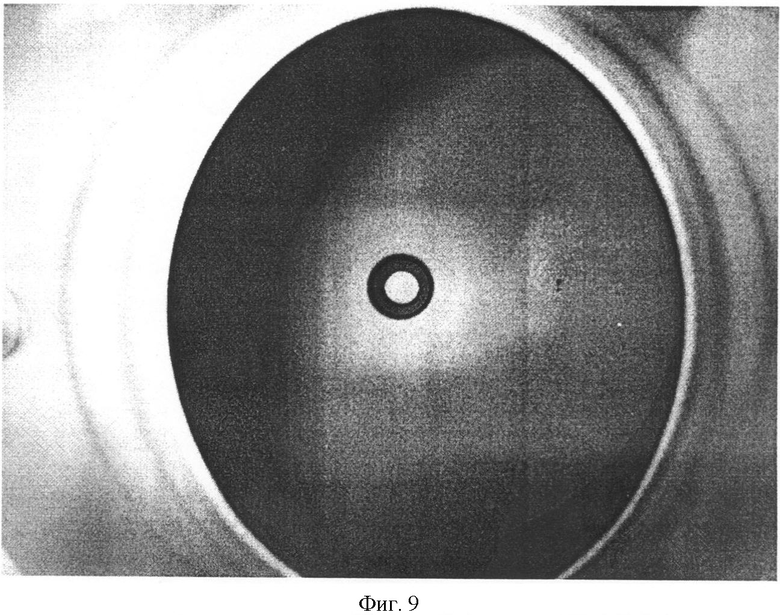
На Фиг.9 показано дно толстостенной банки с покрытием, нанесенным способом в соответствии с изобретением, вид спереди. Также и здесь, в области дна банки, можно различить уже рассмотренное ранее углубление. Также и здесь, по различным яркостям, снова хорошо видно, что внутреннее пространство сосуда имеет покрытие слоем DLC, в то время как внешняя сторона сосуда покрытия не имеет (различимо по металлическому блеску поверхности из нержавеющей стали).
На Фиг.10 показано место перехода от дна к внутренней стенке толстостенной банки с нанесенным покрытием. При этом особенно хорошо видно, что на сварной шов, находящийся в месте перехода, покрытие нанесено также хорошо.
Предметом изобретения является способ плазменно-химического осаждения из газовой фазы. Способ плазменно-химической обработки из газовой фазы для нанесения покрытия или удаления материала с внутренней поверхности полого изделия (42), в особенности из неметаллического материала, имеющего протяженность в длину и одно отверстие (43), имеет следующие стадии. Полое изделие устанавливают в середину вакуумной камеры (40) с заземленной внутренней стороной так, что минимальное расстояние между внешней стенкой полого изделия и внутренней стенкой вакуумной камеры составляет 15 см. Внутри вакуумной камеры расположен высокочастотный электрод (41). Вводят газовую трубку (44), состоящую из трубы с внутренним диаметром в 0,001-10 мм, максимальным внешним диаметром в 12 мм, и концевое сопло с диаметром отверстия на конце в 0,002-6 мм через отверстие в полом изделии. Установка газовой трубки в полом изделии осуществлена так, что газовая трубка расположена посередине относительно поперечного сечения полого изделия, а сопло газовой трубки расположено на расстоянии, составляющем две трети длины полого изделия, от отверстия полого изделия. Герметизация вакуумной камеры и откачивание воздуха из нее осуществляется до остаточного давления 0,001-20 Па. Введение инертного рабочего газа, а также одного или нескольких реакционных газов через устройство для подачи газа и газовую трубку в полое изделие и зажигание плазмы полого пространства (45) изделия при образовании на наконечнике газовой трубки плазмы осуществляется посредством создания высокочастотного электрического поля на ВЧ-электроде. Достигаются улучшенная очистка полых изделий, улучшенная защита от коррозии поверхностей с нанесенным покрытием, снижение коэффициента трения внутренней поверхности и улучшение теплоотдачи. 3 н. и 13 з.п. ф-лы, 10 ил.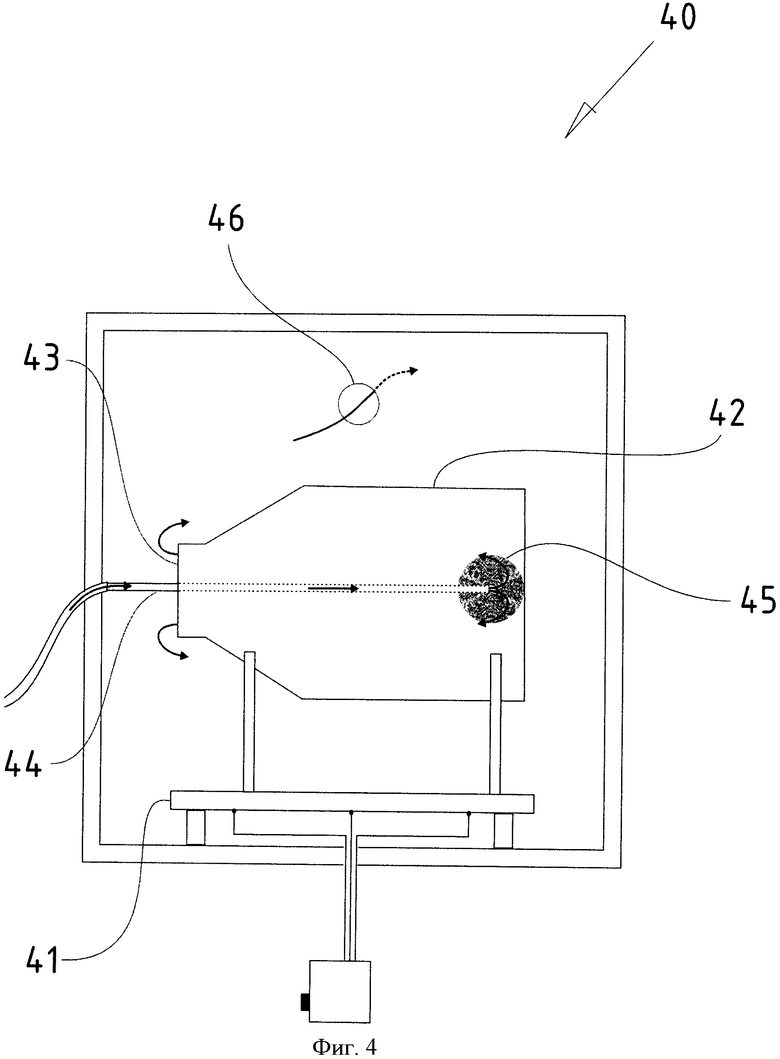
1. Способ плазменно-химической обработки из газовой фазы для нанесения покрытия или удаления материала с внутренней поверхности полого изделия (42), в особенности из неметаллического материала, имеющего протяженность в длину и одно отверстие (43), имеющий следующие стадии:
- внесение полого изделия в вакуумную камеру (40) с заземленной внутренней стороной, причем внутри вакуумной камеры расположен высокочастотный электрод (41),
- установка полого изделия (42) в середине вакуумной камеры (40) осуществляется так, что минимальное расстояние между внешней стенкой полого изделия и внутренней стенкой вакуумной камеры составляет 15 см,
- введение газовой трубки (44), состоящей из трубы с внутренним диаметром 0,001-10 мм, максимальным внешним диаметром 12 мм, а также концевого сопла с диаметром отверстия на конце 0,002-6 мм, через отверстие в полом изделии, причем газовая трубка посредством не проводящего электричество газопровода соединена с устройством для подачи газа и, в особенности, не заземлена или не имеет проводящего электричество контакта с высокочастотным электродом,
- установка газовой трубки в полом изделии таким образом, что газовую трубку располагают посередине относительно поперечного сечения полого изделия, а сопло газовой трубки располагают на расстоянии, составляющем две третьи длины полого изделия от отверстия полого изделия,
- герметизация вакуумной камеры и откачивание воздуха из нее до остаточного давления, составляющего 0,001-20 Па,
- введение инертного рабочего газа, а также одного или нескольких реакционных газов через устройство для подачи газа и газовую трубку в полое изделие и
- зажигание плазмы полого пространства (45) изделия при образовании на наконечнике газовой трубки плазмы посредством создания высокочастотного электрического поля на ВЧ-электроде.
2. Способ по п.1, отличающийся тем, что высокочастотный электрод внутри вакуумной камеры имеет, по крайней мере, два питающих провода, через которые могут поступать высокочастотные напряжения в высокочастотный электрод.
3. Способ по п.2, отличающийся тем, что отдельные питающие провода высокочастотного электрода регулируют высокочастотные напряжения обособленно, так, что во всей камере получают гомогенное переменное электромагнитное поле с постоянными силами электромагнитного поля.
4. Способ по п.1, отличающийся тем, что упомянутое полое изделие имеет одно отверстие, самый малый диаметр которого меньше, чем самый малый диаметр внутреннего пространства полого изделия.
5. Способ по п.1, отличающийся тем, что упомянутое полое изделие имеет внутренний объем >0,1 и <1.000.000 см3.
6. Способ по п.1, отличающийся тем, что рабочий газ выбирают из группы, содержащей аргон, гелий, водород, кислород.
7. Способ по п.1, отличающийся тем, что реакционный газ представляет собой кислород.
8. Способ по п.1, отличающийся тем, что реакционный газ представляет собой газ, выбранный из группы, содержащей углеводородосодержащие газы, такие как метан, этан, этен, этин, пропан, или силансодержащие газы, такие как тетраметилсилан или гексаметилдисилоксан.
9. Способ по п.1, отличающийся тем, что плазму зажигают посредством создания высокочастотного поля с постоянным напряжением, имеющим следующие параметры:
- частота: 10 кГц -100 ГГц
- электрическая мощность: 500-5000 Вт.
10. Способ по п.1, отличающийся тем, что для нанесения покрытия вводят реакционный газ в количестве 0,1-10 см3 на 10 см2 внутренней поверхности, на которую наносят покрытие.
11. Способ по п.1, отличающийся тем, что реакционный газ имеет примесь одного или нескольких газов, содержащих Si, N, F, В, О, Ag, Си, V или Ti.
12. Полое изделие с внутренней поверхностью, подвергнутое плазменно-химической обработке из газовой фазы внутренней поверхности полого изделия (42), в особенности из неметаллического материала, имеющего протяженность в длину и одно отверстие (43), отличающееся тем, что внутренняя поверхность изделия обработана способом по любому из пп.1-11.
13. Полое изделие по п.12, отличающееся тем, что данное полое изделие представлено полым изделием, выбранным из группы, содержащей сосуды, бутылки, кувшинообразные емкости, канюли, полые иглы, шприцы, внутренние поверхности цилиндров двигателей внутреннего сгорания.
14. Установка для плазменно-химической обработки изделия способом по любому из пп.1-11, имеющая
вакуумную камеру (10) с расположенным на дне камеры высокочастотным электродом (11), а также крепление (14) для полого изделия,
- газовую трубку (25), состоящую из трубы с внутренним диаметром 0,001-10 мм, максимальным внешним диаметром 12 мм, а также концевого сопла (26) с диаметром отверстия на конце 0,002-4 мм, которая посредством не проводящего электричество трубопровода соединена с устройством для подачи газа, и
- крепление с регулируемой высотой (27), посредством которого газовая трубка (25) расположена в полом изделии (22) таким образом,
- что газовая трубка (25) располагается посередине относительно поперечного сечения полого изделия, а сопло газовой трубки (26) располагается в месте перехода второй трети длины в третью треть длины относительно протяженности в длину полого изделия, измеренной от отверстия полого изделия.
15. Установка по п.14, отличающаяся тем, что высокочастотный электрод внутри вакуумной камеры имеет, по крайней мере, три питающих провода, через которые могут поступать высокочастотные напряжения в высокочастотный электрод.
16. Установка по п.15, отличающаяся тем, что отдельные питающие провода высокочастотного электрода имеют возможность обособленного регулирования высокочастотных напряжений с получением во всей вакуумной камере гомогенного переменного электромагнитного поля с постоянными силами электромагнитного поля.
| СПОСОБ ПРОВЕДЕНИЯ ГОМОГЕННЫХ И ГЕТЕРОГЕННЫХ ХИМИЧЕСКИХ РЕАКЦИЙ С ИСПОЛЬЗОВАНИЕМ ПЛАЗМЫ | 2002 |
|
RU2200058C1 |
| СПОСОБ ИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065891C1 |
| SU 1610927 A1, 30.04.1993 | |||
| US 6180191 B1, 30.01.2001 | |||
| DE 4318084 A1, 08.12.1994. | |||

