Область техники
Настоящее изобретение относится к новому способу перемещения и удаления примесей с границ зерен и из реакционноспособных участков электродов (границ раздела трех фаз) в твердотельных электрохимических устройствах, а также к такому устройству. В частности, настоящее изобретение подходит для применения в твердооксидных элементах (ТОЭ), электрохимических элементах для очистки дымового газа и мембранах для выделения кислорода или водорода.
Настоящее изобретение также относится, в частности, к усовершенствованной геттерной системе, обеспечивающей притягивание и связывание нежелательных примесей, присутствующих в исходных материалах, во время спекания компонента. Кроме того, настоящее изобретение относится к способу активации и перемещения вышеуказанных примесных фаз с обеспечением ускоренной диффузии примесных фаз с границ зерен и из реакционноспособных участков электрода в геттерные области.
Уровень техники
Твердооксидные элементы (ТОЭ), как пример электрохимического устройства, в общем случае включают элементы, выполненные для применения в различных целях, в том числе в качестве твердооксидных топливных элементов (ТОТЭ), твердооксидных электролитических ячеек (ТОЭЯ) или мембран. Ввиду общей основной структуры указанных устройств, один и тот же элемент может быть выполнен с возможностью применения как в твердооксидных топливных элементах, так и в твердооксидных электролитических ячейках. Поскольку в твердооксидных топливных элементах топливо подается в элемент и преобразуется в энергию, в то время как в твердооксидных электролитических ячейках энергия расходуется на производство топлива, такие элементы называют "обратимыми".
Твердооксидные топливные элементы (ТОТЭ) хорошо известны в данной области техники и имеют различные конструкции. Обычные конструкции содержат слой электролита, размещенный между двумя электродами. Во время работы, обычно при температурах от примерно 500°С до примерно 1100°С, один электрод контактирует с кислородом или воздухом, в то время как другой электрод контактирует с топливным газом. Кроме того, при изготовлении элемента обычно используют слой подложки для размещения на нем электродного слоя, в результате чего указанная подложка обеспечивает дополнительную механическую устойчивость элемента и может также, например, выполнять функцию токосъемника.
Элемент с анодной подложкой и общий принцип работы в режиме твердооксидного топливного элемента показаны на фигуре 1. На катоде, обычно содержащем манганат лантана-стронция (LSM) и оксид циркония, стабилизированный оксидом иттрия (YSZ), из подаваемого газообразного кислорода образуются ионы кислорода, которые мигрируют через слой электролита и соединяются с подаваемым газообразным водородом на аноде, содержащем YSZ и Ni, с образованием воды и электронов. Указанные электроны накапливаются на анодном токосъемнике, показанном на фигуре 1 в виде комбинации подложки, обеспечивающей механическую устойчивость, и токосъемника, с образованием слоя большей толщины.
При работе современных электрокаталитических систем, встречающихся в твердооксидных элементах, поверхностные химические процессы играют важную роль, и наличие примесей/добавок на соответствующих поверхностях оказывает значительное влияние на эксплуатационные характеристики и срок службы устройства.
Способы получения таких электрокаталитических систем в настоящее время обычно предусматривают использование "чистых" исходных материалов во избежание любого нежелательного внесения примесей, ухудшающих в дальнейшем эксплуатационные характеристики устройства. "Чистые" исходные материалы обычно представляют собой доступные для приобретения материалы с чистотой до примерно 99,9%. Однако, хотя считается, что указанные исходные материалы имеют высокую степень чистоты, для целей применения в твердооксидных топливных элементах указанные материалы по-прежнему содержат значительное количество примесей, ухудшающих в дальнейшем эксплуатационные характеристики устройства, особенно в случае присутствия таких примесей на границах зерен и на реакционноспособных участках электродов, даже при указанной степени чистоты исходных материалов.
С другой стороны, присутствие указанных примесей, таких как SiO2, Al2O3, оксиды щелочных и щелочноземельных металлов и т.п., создает преимущества в процессе спекания, обеспечивая образование жидкой фазы. В готовых устройствах указанные примеси часто встречаются в виде ультратонких стеклянных пленок на поверхностях, на границах зерен или на границах раздела между компонентами системы. Специальное добавление различных спекающих добавок в процессе получения также влияет на свойства указанной стеклофазы. Стеклофаза может быть аморфной, кристаллической или сочетать указанные свойства.
Однако присутствие таких примесных фаз может привести к уменьшению проводимости вследствие сосредоточения примесей на границах зерен (ГЗ), уменьшению каталитической активности вследствие экранирования границ раздела трех фаз (ГРТФ) и расслоению устройства вследствие ослабления поверхности контакта, температурных напряжений и возможных фазовых изменений во время работы.
Кроме того, в процессе получения твердооксидного элемента могут быть намеренно внесены различные добавки в качестве дополнительных источников таких примесей, например, в виде спекающих добавок. Несмотря на то что данные спекающие добавки улучшают слоеобразование в ходе производственного процесса, было обнаружено, что присутствие таких добавок может, тем не менее, являться недостатком и приводить к ухудшению эксплуатационных характеристик элемента.
Таким образом, несмотря на то, что ряд добавок может обеспечивать преимущества при изготовлении элементов, указанные добавки в то же время могут неблагоприятным образом являться дополнительным источником примесей, которые во время работы могут диффундировать к границам зерен и реакционноспособным участкам электродов и ухудшать эксплуатационные характеристики элемента в целом.
Заявка на патент США 2003/0052392 А1 относится к устройству, включающему основание, содержащее материал, обеспечивающий удаление примесей, в виде отдельных слоев покрытия, выполненных таким образом, чтобы по меньшей мере частично подвергаться воздействию среды, в которой работает указанное устройство. Материал, обеспечивающий удаление примесей, предпочтительно выбран из группы, включающей Zr, Ti, Nb, Та, V и сплавы указанных металлов, и может также содержать Cr, Mn, Fe Со, Ni, Al, Y, La и редкоземельные элементы.
В патенте США 6544655 предложено покрытие, создающее термический барьер, содержащее небольшие количества осажденного оксида алюминия, диспергированного на границах зерен и в порах покрытия, для окисления примесей в геттере, которые в противном случае могли бы способствовать или обеспечивать возможность спекания и укрупнения зерен, а также укрупнения пор.
В заявке WO-A-2005/122300 предложен твердооксидный топливный элемент, содержащий металлический материал подложки; активный анодный слой, содержащий надежный катализатор крекинга углеводородов; слой электролита; активный катодный слой и переходный слой на катодный токосъемник, содержащий предпочтительно смесь манганата лантана-стронция и феррита; при этом в указанном элементе предусмотрены средства предотвращения диффузии между металлической подложкой и активным анодом.
В патенте США 6099985 предложен способ предотвращения укрупнения частиц первого металла в аноде, подходящий для применения в твердооксидном топливном элементе, включающий следующие стадии:
- формирование подложки электролита,
- получение жидкого прекурсора для твердорастворного анодного слоя, содержащего первый металл и оксид металла в количестве, рассчитанном по отношению к указанному первому металлу таким образом, чтобы по существу обеспечить предотвращение укрупнения частиц первого металла в анодном слое при применении в твердооксидном топливном элементе,
- разложение жидкого прекурсора с образованием твердого раствора, содержащего указанный первый металл и оксид металла в количестве, рассчитанном по отношению к указанному первому металлу таким образом, чтобы по существу обеспечить предотвращение укрупнения частиц первого металла в анодном слое при применении в твердооксидном топливном элементе,
- преобразование твердого раствора в порошкообразный анодный слой,
- преобразование порошкообразного анодного слоя в материал анодной суспензии,
- размещение материала анодной суспензии на подложке из электролита и
- отверждение материала анодной суспензии с образованием анодного слоя, размещенного поверх указанной подложки из электролита.
Заявка на патент США US-A-2005/0214616 относится к керамо-керамическому нанокомпозитному электролиту, имеющему гетерогенную структуру, содержащему химически стабилизированный оксид циркония и наноразмерный материал легирующей керамической добавки, выбранный из Al2O3, TiO2, MgO, BN и Si3N4.
В патенте США 5419827 предложена спеченная керамика на основе оксида циркония, по существу состоящая из:
(a) зерен частично стабилизированного оксида циркония, по существу состоящих из:
(i) 1.5-7.0 мол.% стабилизатора, причем более 70 мол.% указанного стабилизатора представляют собой оксид иттрия, и
(ii) оксид циркония и неизбежные примеси - как остальное; и
(b) границ зерен, содержащих стеклофазу, содержащую:
(i) 0,01-2 масс.% MgO в расчете на общую массу указанного оксида циркония и указанного стабилизатора,
(ii) 0,1-30 масс.% Al2O3 в расчете на общую массу указанного оксида циркония и указанного стабилизатора и
(iii) 0,3-3 масс.% SiO2 в расчете на общую массу указанного оксида циркония и указанного стабилизатора, причем критическая разность температур для указанной спеченной керамики на основе оксида циркония больше или равна 340°С.
В заявке на патент США US-A-2004/0166380 предложен катод, содержащий пористую керамическую матрицу и по меньшей мере один материал с электронной проводимостью, распределенный по меньшей мере частично внутри пор указанной пористой керамической матрицы, при этом пористая керамическая матрица содержит множество пор, средний размер которых составляет по меньшей мере примерно 0,5 мкм.
В свете вышеизложенного, в настоящее время существует потребность в уменьшении количества примесей на границах зерен и реакционноспособных участках электродов с целью улучшения эксплуатационных характеристик устройства в целом.
Задача изобретения
Задачей настоящего изобретения является создание твердооксидного элемента с улучшенными эксплуатационными характеристиками и увеличенным сроком службы, а также способа получения указанного твердооксидного элемента.
Краткое описание изобретения
Согласно настоящему изобретению предложен твердооксидный элемент, содержащий слой подложки, первый электродный слой, слой электролита и второй электродный слой, при этом по меньшей мере один из указанных электродных слоев содержит электролитный материал, катализатор и агломерированные частицы, выбранные из группы, включающей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов.
Согласно настоящему изобретению также предложен твердооксидный элемент, содержащий слой подложки, анодный слой, слой электролита и катодный слой, причем указанный элемент дополнительно содержит слой для стока примесей, размещенный между слоем подложки и анодным слоем и/или над катодным слоем, при этом указанный слой для стока примесей содержит агломерированные частицы, выбранные из группы, включающей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов.
Согласно настоящему изобретению также предложен способ получения вышеуказанного твердооксидного элемента, включающий следующие стадии:
- обеспечение слоя подложки,
- нанесение первого электродного слоя на слой подложки,
- нанесение слоя электролита поверх указанного электродного слоя,
- нанесение второго электродного слоя поверх указанного слоя электролита,
- спекание полученной структуры,
причем по меньшей мере один из указанных первого и второго электродных слоев содержит агломерированные частицы, выбранные из группы, содержащей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов.
Согласно настоящему изобретению также предложен способ получения вышеуказанного твердооксидного элемента, включающий следующие стадии:
- обеспечение слоя подложки,
- возможно, нанесение слоя для стока примесей на слой подложки,
- нанесение первого электродного слоя на слой подложки или на указанный слой для стока примесей,
- нанесение слоя электролита на указанный первый электродный слой,
- нанесение второго электродного слоя на указанный слой электролита,
- возможно, нанесение слоя для стока примесей на указанный второй электродный слой и
- спекание полученной структуры,
причем полученный элемент содержит по меньшей мере один слой для стока примесей, содержащий электролитный материал, катализатор и агломерированные частицы, выбранные из группы, включающей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов.
Предпочтительные варианты реализации изобретения приведены в зависимых пунктах формулы изобретения.
Краткое описание графических материалов
На фигуре 1 представлен стандартный элемент с подложкой для анода и принцип работы в режиме твердооксидного топливного элемента.
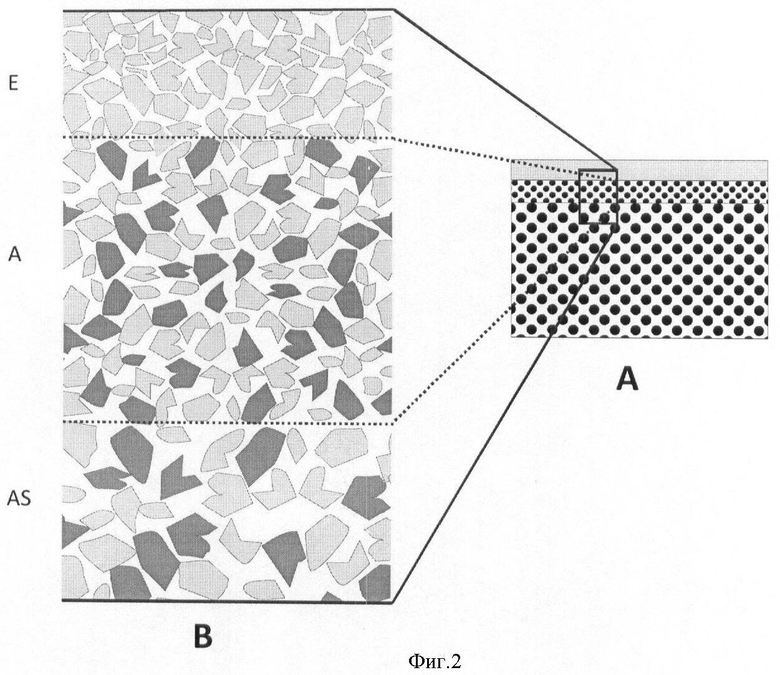
На фигуре 2 схематически показана неспеченная структура многослойного компонента, подходящего для применения в твердооксидных элементах, содержащая подложку для анода (AS), анод (А) и электролит (Е).
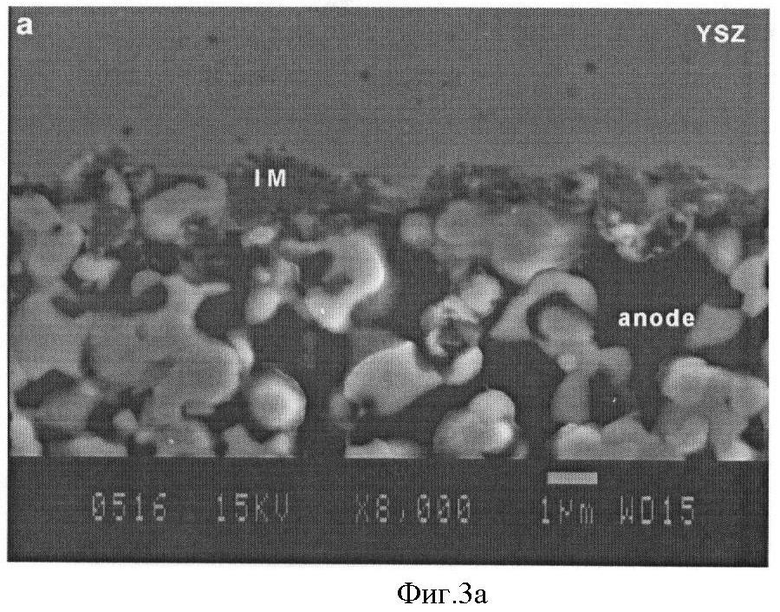
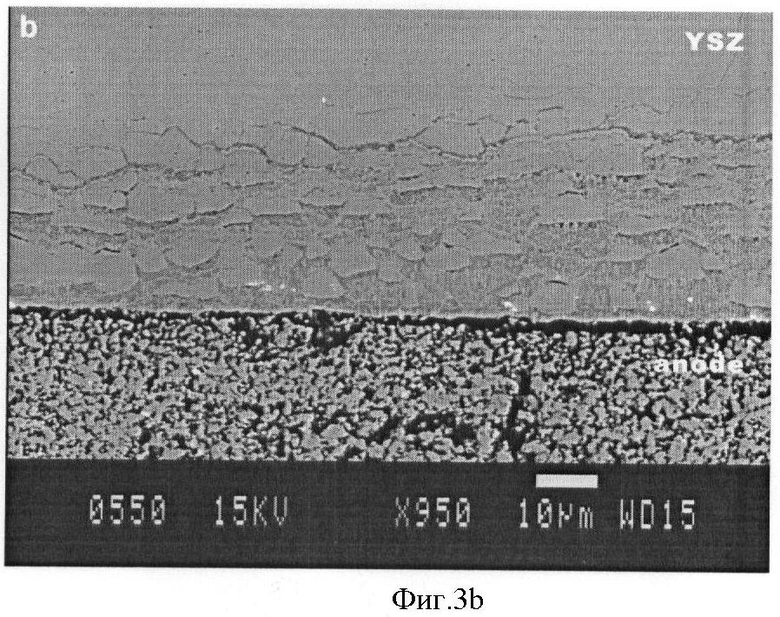
На фигурах 3а и 3b представлен полученный с помощью сканирующего электронного микроскопа микроснимок анода на основе никеля и оксида циркония, стабилизированного оксидом иттрия (YSZ), содержащего примеси диоксида кремния. Обозначение IM означает примесную фазу.
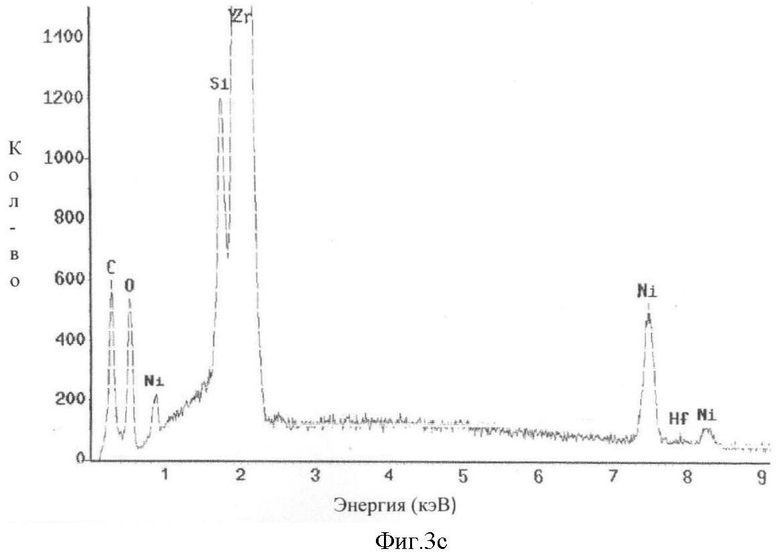
На фигуре 3с представлена дифракционная рентгенограмма для материала, показанного на фигурах 3а и 3b.
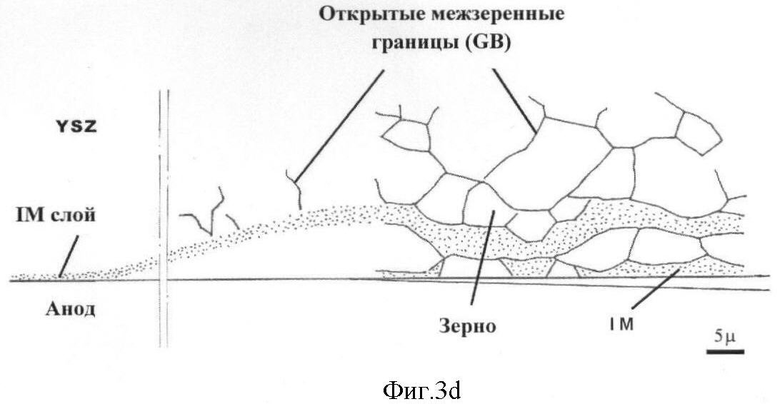
На фигуре 3d представлена схема распределения примесей возле границы раздела электрод-электролит после анализа в течение 600 часов. GB обозначает границы зерен.
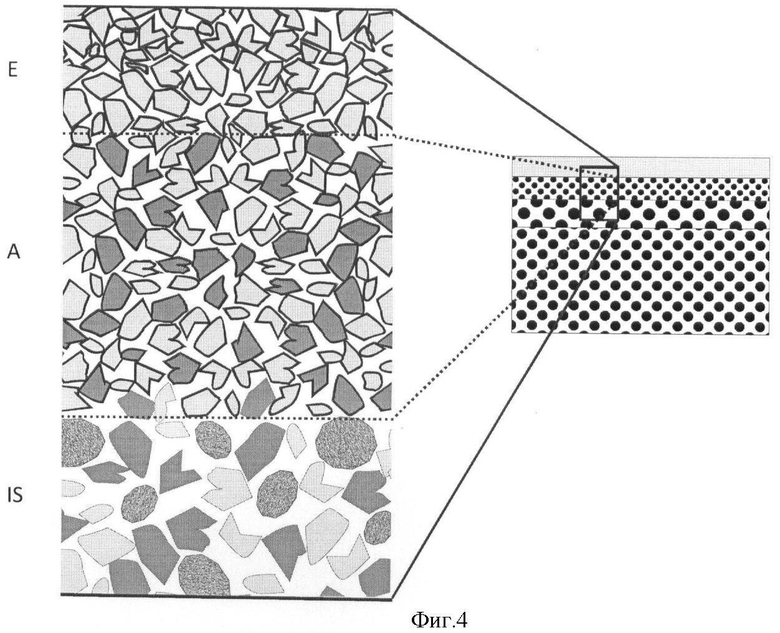
На фигуре 4 показана неспеченная структура согласно одному из вариантов реализации настоящего изобретения, содержащая слой для стока примесей (IS), анод (А) и электролит (Е).
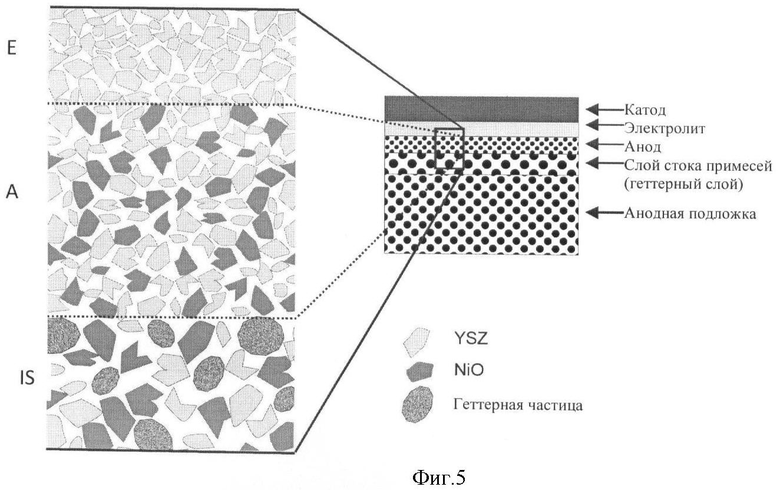
На фигуре 5 показана неспеченная микроструктура многослойной структуры, полученной как описано в примере 1, содержащая слой электролита (Е), анод (А) и слой подложки для анода (AS).
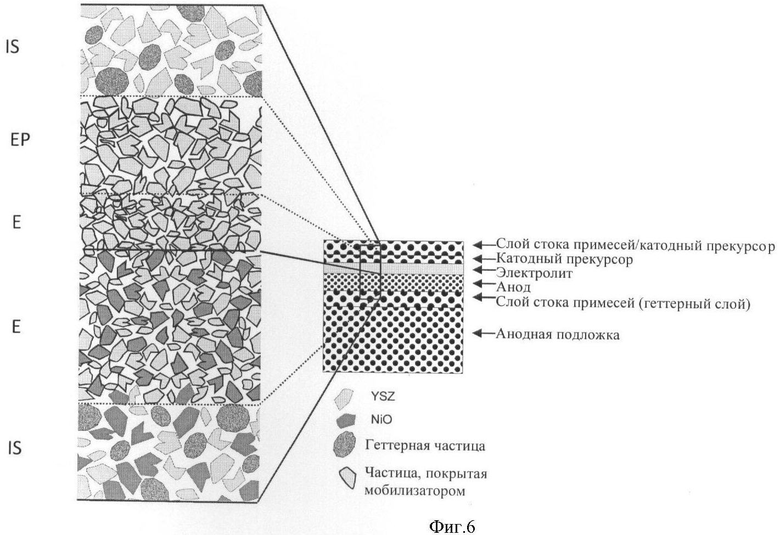
На фигуре 6 показана многослойная структура, содержащая слои для стока примесей со стороны катода и анода, содержащая катодный слой для стока примесей (CIS), катодный прекурсорный слой (CP), слой электролита (Е), анод (А) и анодный слой для стока примесей (AIS).
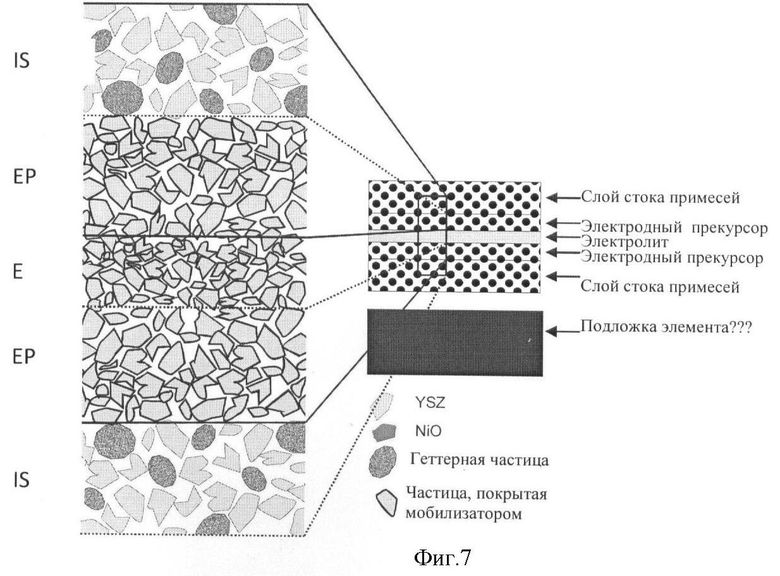
На фигуре 7 показана структура твердооксидного элемента согласно еще одному варианту реализации настоящего изобретения, содержащая слой для стока примесей (IS), прекурсоры электрода (ЕР) и электролит (Е).
Подробное описание изобретения
Настоящее изобретение относится к твердооксидному элементу, содержащему слой подложки, анодный слой, слой электролита и катодный слой, при этом по меньшей мере один из указанных анодного и катодного слоев содержит электролитный материал, катализатор и агломерированные частицы, выбранные из группы, включающей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов.
Преимуществом настоящего изобретения является то, что твердооксидный элемент содержит агломерированные частицы, формирующие усовершенствованную геттерную систему, которая при спекании компонента и/или в процессе объединения слоев элемента обеспечивает привлечение и связывание любых нежелательных примесей. Используемые в настоящем описании термины "геттерная система" или "геттерные частицы" относятся к агломерированным частицам, содержащимся в твердооксидном элементе. Указанные агломерированные частицы выполняют функцию по привлечению и, тем самым, концентрированию примесей в местах нахождения указанных агломерированных частиц, а не, например, на границах зерен, выполняя, таким образом, функцию "геттерных" частиц для любых примесей.
Кроме того, преимуществом является также и то, что любые примесные фазы на поверхностях перемещаются с обеспечением ускоренной диффузии примесных фаз из границ зерен и реакционноспособных участков электродов к указанным геттерным частицам, т.е. в области нахождения агломерированных частиц, где примеси связываются и иммобилизуются.
В таблице 1 приведены сводные данные о типичных примесях и количествах, в которых указанные примеси обычно содержатся в исходных материалах: оксиде циркония, стабилизированном оксидом иттрия (YSZ), NiO и манганате лантана-стронция (LSM), приведенных в качестве примеров типичных материалов электродов.
Значительным преимуществом является создание поглотительного 10 агломерата с наноразмерной пористой структурой, поскольку при этом создаются капиллярные силы, которые будут притягивать перемещенные примеси.
Твердооксидные топливные элементы с анодной подложкой обычно изготавливают совместным спеканием анодной подложки (AS) на основе NiO-YSZ с электрохимически активным анодом (А) на основе NiO-YSZ и электролитом (Е) на основе YSZ. Многослойная структура, показанная на фигуре 2, может быть получена, например, путем пленочного литья слоя анодной подложки с последующим нанесением анодного слоя и слоя электролита, например, путем нанесения распылением. Катод (не показан на фигуре 2) может быть также нанесен распылением, как описано в работе Christiansen, N.; Kristensen, S.; Holm-Larsen, Н.; Larsen, Р.Н.; Mogensen, M.; Hendriksen, P.V.; Linderoth, S., Status of the SOFC development at Haldor Topsoe/Riso. в: Proceedings. 8. International symposium on solid oxide fuel cells (SOFC VIII); Electrochemical Society 203; Meeting, Paris (FR), 27 Apr - 2 May 2003. Singhal, S.C.; Dokiya, M. (eds.), (Electrochemical Society, Pennington, NJ, 2003) p.105-112.
На увеличенной части фигуры 2b показаны частицы NiO (темным) и частицы YSZ (светлым) в различных слоях в неспеченном состоянии, т.е. до спекания. Во время процесса спекания примеси, содержащиеся в исходных материалах, обеспечивают преимущество, способствуя росту зерен и устранению пор, путем образования жидкой фазы, увеличивающей скорость диффузии элементов в соответствующих слоях. Процесс спекания может быть дополнительно усовершенствован путем добавления спекающих добавок, например оксидов переходных металлов. Следует отметить, что начальный слой примесей будет почти всегда присутствовать на поверхности частиц, и, кроме того, примеси будут выделяться в направлении указанной поверхности в ходе спекания.
Примеси могут быть также привнесены во время работы или других манипуляций с устройством, поскольку их растворимость в материалах компонентов и стеклофазе меняется с изменением температуры. Примеси могут быть также привнесены на поверхности раздела вместе с компонентами газов (воздуха, топлива и т.д.), вовлеченных в работу системы. Примеси могут быть затем перемещены в газовую фазу из других компонентов системы, например из соединительных элементов.
Неспеченная микроструктура, представленная на фигуре 2b, выполнена таким образом, что во время спекания плотность электролита увеличивается предпочтительно до более чем 96% от теоретической плотности для обеспечения газонепроницаемости, в то время как анодный слой и слой анодной подложки будут иметь пористость предпочтительно порядка 15-20% после спекания (после восстановления NiO до Ni пористость будет обычно в диапазоне 30-40%). Во время роста зерен и исчезновения пор некоторые из примесей в электролите будут диффундировать к поверхностям вдоль границ зерен.
Со стороны анода указанные примеси будут соединяться с примесями из анода и до некоторой степени блокировать реакционноспособные участки, как показано на представленном на фигурах 3а) и 3b), полученном при помощи сканирующего электронного микроскопа микроснимке Ni-YSZ анода твердооксидного топливного элемента, содержащего примеси диоксида кремния. На представленном на фигуре 3с снимке, полученном с помощью рентгенофлюоресцентного спектрометра, показано, что по меньшей мере часть примесей содержит Si. На фигуре 3d представлена схема распределения примесей (IM) вблизи границы раздела электрод-электролит после проведения анализа в течение 600 часов (см., например, Liu et al., Solid state ionics, 161, 2003).
Из фигуры 3а очевидно, что доступ топливного газа к областям границ раздела трех фаз ограничен ввиду наличия примесей, что неизбежно повлечет значительное ограничение электрохимических характеристик анода. Ситуация на катодном участке является аналогичной. Удаление примесных фаз, осуществляемое согласно настоящему изобретению, будет, следовательно, обеспечивать улучшение электрических характеристик таких компонентов. Преимущество, которое достигается в соответствии с настоящим изобретением, заключается в удалении примесей не только с границ раздела трех фаз, но и с границ зерен с увеличением ионной проводимости.
В идеале, указанные примеси (вместе со специально добавленными спекающими добавками) сначала способствуют спеканию, а затем последовательно удаляются из критических областей, где они могли бы вызывать ухудшение эксплуатационных характеристик устройства (т.е. с границ зерен и границ раздела трех фаз). Таким образом, на получение устройства, известное в данной области техники, не оказывается отрицательного воздействия, т.к. добавки, такие как спекающие добавки, можно применять без каких-либо дополнительных ограничений. Однако срок службы устройства при этом значительно увеличивается, поскольку эти добавки, представляющие собой примеси, ухудшающие эксплуатационные характеристики устройства, нейтрализованы.
В предпочтительном варианте реализации изобретения частицы, притягивающие примеси, содержат оксид, выбранный из группы, включающей Al2O3, MgO, CaO, CaZrO3, SrZrO3, BaZrO3 и смеси указанных оксидов. Указанные частицы, кроме того, предпочтительно представляют собой агломерированные мезопористые частицы. Альтернативно, указанные частицы могут образовывать непористые агломерированные частицы.
Далее, в предложенном твердооксидном элементе материал электролита предпочтительно выбран из группы, включающей легированный оксид циркония, легированный оксид церия, легированные галлаты и протонопроводящие электролиты.
Другой вариант реализации настоящего изобретения относится к твердооксидному элементу, содержащему слой подложки, анодный слой, слой электролита и катодный слой, причем указанный элемент дополнительно содержит слой для стока примесей, размещенный между слоем подложки и анодным слоем и/или поверх катодного слоя, при этом указанный слой для стока примесей содержит агломерированные частицы, выбранные из группы, включающей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов.
Предпочтительно частицы указанного слоя для стока примесей содержат оксид, выбранный из группы, включающей Al2O3, MgO, CaO, CaZrO3, SrZrO3, BaZrO3 и смеси указанных оксидов. Также предпочтительно указанный слой для стока примесей содержит электролитный материал, выбранный из группы, включающей легированный оксид циркония, легированный оксид церия, легированные галлаты и протонопроводящие электролиты.
Агломерированные частицы предпочтительно присутствуют в количестве от 1 до 50 об.%, более предпочтительно от 5 до 30 об.% и наиболее предпочтительно от 10 до 20 об.% от общего объема соответствующей композиции, образующей слой.
Сущность настоящего изобретения дополнительно иллюстрируется фигурой 4, на которой схематически изображена неспеченная структура указанного варианта реализации настоящего изобретения. Многослойный компонент содержит анодную подложку (не показана на увеличенной части), слой для стока примесей (IS), анод (А) и электролит (Е). Слой для стока примесей содержит три фазы - NiO (показан темно-серым), YSZ (оксид церия, стабилизированный оксидом иттрия) (показан светло-серым) и агломерированные частицы (заштрихованы), притягивающие примесные фазы за счет действия капиллярных сил, а также химического сродства по отношению к примесным фазам (т.е. указанные частицы выполняют функцию по отводу энергии Гиббса ΔG).
Частицы анодного слоя (А) предпочтительно покрыты флюсом, обеспечивающим перемещение примесных фаз, что может быть также предпочтительным в случае слоя электролита (Е). Предпочтительно покрытие может дополнительно содержать агент спекания. В зависимости от изначальной подвижности примесных фаз, указанный флюс (показанный на фигуре 4 толстой черной линией вокруг частиц) может не применяться. Во время процесса спекания примесные фазы будут диффундировать к частицам геттера, где они будут вступать в реакцию и образовывать стабильные фазы.
Подходящие в качестве вышеуказанных мобилизаторов материалы включают оксиды щелочных металлов, оксиды щелочноземельных металлов, оксиды переходных металлов и/или В2О3. Указанные материалы могут быть добавлены в форме бинарных оксидов, но другие формы также подходят для применения, например, SrCO3. Более предпочтительными являются Na2O, K2O, MnOx, VOx. Дополнительно могут быть использованы соли металлов, такие как KNO3 или NaCH3CO2.
Агломерированные частицы могут присутствовать либо в слоях (как показано на фигуре 4), либо в виде отдельных частиц в электродном слое и/или слое подложки. Агломерированные частицы могут также частично или полностью замещать частицы легированного оксида циркония, присутствующие в слое(ях) подложки. Подходящие материалы в общем случае включают композиции, образующие кристаллические фазы при взаимодействии с примесными элементами, имеющими меньшую энергию Гиббса при образовании, чем отдельно взятые примесные фазы.
Из приведенной выше таблицы 1 очевидно, что одной из наиболее часто встречаемых примесей, содержащихся в материалах, используемых для получения твердооксидных элементов, является SiO2. Следующие соединения предпочтительно являются агломерированными частицами, подходящими в качестве геттерных материалов для SiO2:Al2O3, оксиды щелочноземельных металлов (MgO, CaO), цирконаты щелочноземельных металлов (CaZrO3, SrZrO2 и BaZrO3) и оксид циркония, легированный Mg или Са. В таблице 2 приведены подходящие геттерные материалы на основе SiO2 и конечные продукты реакции.
Агломерированные частицы являются предпочтительно мезопористыми. Также предпочтительными являются частицы с размером в диапазоне от 0,5 до 10 мкм и средним диаметром пор от 10 нм до 0,5 мкм. Эти частицы могут быть, например, получены агломерацией тонкодисперсных порошков в суспензиях с последующим разделением путем центрифугирования.
Материалы наполнителя, такие как графит, древесный уголь, натуральный крахмал или шарики полиметилметакрилата, также могут быть введены в суспензии до агломерации. Другим способом получения является распылительная сушка суспензий. Порошки подвергают термической обработке после разделения для удаления всех органических веществ и укрупнения мезо- или наноструктуры частиц перед включением агломерированных частиц в электрохимические устройства.
На фигуре 6 представлен твердооксидный элемент, содержащий слой для стока примесей (IS) со стороны анода (А) и со стороны катода (на фигуре 6 показан как катодный прекурсор CP). Указанный слой для стока примесей со стороны катода после спекания также выступает в качестве слоя катодного прекурсора, который импрегнируют катодным электрокатализатором.
На фигуре 7 показан симметричный элемент, в котором мобилизаторы добавлены в прекурсорные слои электродов, а также в электролит. Геттерные частицы добавлены к слоям для стока примесей по обеим сторонам элемента, как показано черными линиями вокруг частиц с покрытием.
В зависимости от предъявляемых требований и толщины каждого слоя показанный на фигуре элемент может быть самонесущим или может содержать подложку (не показана на фигуре 7) с одной из сторон, например подложку из Ni/YSZ или металлическую подложку.
Настоящее изобретение также относится к способу получения вышеуказанного твердооксидного элемента, включающему следующие стадии:
- обеспечение слоя подложки,
- нанесение первого электродного слоя на слой подложки,
- нанесение слоя электролита поверх указанного первого электродного слоя,
- нанесение второго электродного слоя поверх указанного слоя электролита,
- спекание полученной структуры,
причем по меньшей мере один из указанных первого и второго электродных слоев содержит агломерированные частицы, выбранные из группы, включающей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов.
Более того, в случае, если твердооксидный топливный элемент содержит слой для стока примесей, как описано выше, согласно настоящему изобретению предложен способ получения твердооксидного элемента, включающий следующие стадии:
- обеспечение слоя подложки,
- возможно, нанесение слоя для стока примесей на слой подложки,
- нанесение первого электродного слоя на слой подложки или на указанный слой для стока примесей,
- нанесение слоя электролита поверх указанного первого электродного слоя,
- нанесение второго электродного слоя поверх указанного слоя электролита,
- возможно, нанесение слоя для стока примесей поверх указанного второго электродного слоя,
- спекание полученной структуры,
причем полученный элемент содержит по меньшей мере один слой для стока примесей, содержащий электролитный материал, катализатор и агломерированные частицы, выбранные из группы, включающей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов.
Предпочтительно первый электрод является анодом, а второй электрод является катодом. Также предпочтительно первый электрод является катодом, а второй электрод является анодом.
Подбор свойств примесной фазы предпочтительно осуществляется за счет а) применения подходящих добавок и/или б) изменения среды. Данные действия приводят к увеличению подвижности ввиду низкой вязкости и поверхностного натяжения, а также к увеличению химического сродства примесной фазы по отношению к конкретным геттерным структурам, составляющим меньшую часть объема электродного слоя или слоя подложки. Нежелательные примесные фазы будут в значительной степени накапливаться в этой геттерной структуре, где они будут вступать в реакцию и связываться химически. Материалы, используемые в качестве агломерированных частиц, имеют сильное сродство по отношению к элементам, присутствующим в примесных фазах. Предпочтительно указанные частицы являются нанопористыми частицами/агломератами с целью облегчения абсорбции стеклообразных веществ за счет капиллярных сил.
Предпочтительным способом контроля среды является перемещение и удаление примесей в процессе термической обработки в средах с высокой концентрацией H2O путем формирования летучих гидроксидных фаз. Предпочтительно среда на стадии спекания имеет относительную влажность по меньшей мере 30%, более предпочтительно по меньшей мере 50% и еще более предпочтительно по меньшей мере 60%.
Стадию спекания предпочтительно осуществляют при температурах от 900 до 1300°С.
Преимуществом предложенного твердооксидного элемента является увеличенный срок службы и улучшенные эксплуатационные характеристики, достигаемые за счет новой геттерной системы, обеспечивающей удаление примесей из электрохимически активных участков элемента.
Преимуществом предложенного способа является простое и очень эффективное осуществление перемещения и удаления примесей с границ зерен и из реакционноспособных участков электродов (границ раздела трех фаз) в твердотельных электрохимических устройствах, позволяющее сделать процесс более дешевым и при этом получить усовершенствованный твердооксидный элемент по сравнению с известными твердооксидными элементами.
Предложенные согласно настоящему изобретению многослойные структуры, в частности, подходят для применения в твердооксидных элементах, электрохимических элементах очистки дымового газа и мембранах для разделения кислорода и водорода.
Настоящее изобретение далее проиллюстрировано с помощью конкретных примеров, не ограничивающих, однако, настоящее изобретение.
Примеры
Пример 1 (мобилизующий агент не добавляли)
Изготавливали твердооксидный топливный элемент с слоем для стока примесей, размещенным между анодом и подложкой для анода. Многослойная структура показана на фигуре 5.
На первом этапе изготавливали четыре пленки: пленка анодной подложки (AS), пленка для стока примесей (IS), анодная пленка (А) и пленка электролита (Е). Суспензии для пленочного литья получали путем размола в шаровой мельнице порошков с добавками поливинилпирролидона (ПВП), поливинилбутираля (ПВБ) и смеси этанола и метилэтилкетона. Данные суспензии подвергали пленочному литью с использованием двойного ракельного устройства, после чего пленки были высушены.
Слой анодной подложки (AS). Суспензия содержала 45 об.% оксида циркония, стабилизированного оксидом иттрия (YSZ), и приблизительно 55 об.% порошка NiO. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 400 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 30%.
Слой для стока примесей (IS). Суспензия содержала 20 об.% частиц пористого SrZrO3 (средний размер частиц был приблизительно 4 мкм, а средний размер пор приблизительно 70 нм), 25 об.% оксида циркония, стабилизированного оксидом иттрия (YSZ), и приблизительно 55 об.% порошка NiO. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 25 мкм. Пористость указанного слоя после спекания и восстановления составляла приблизительно 30%.
Анодный слой (А). Суспензия содержала оксид циркония, стабилизированный оксидом скандия-иттрия (SYSZ), и приблизительно 60 об.% порошка NiO. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 25 мкм. Пористость указанного слоя после спекания и восстановления составляла приблизительно 25%.
Слой электролита (Е). Суспензия содержала оксид циркония, стабилизированный оксидом скандия-иттрия (SYSZ), а толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 15 мкм.
На втором этапе пленки соединяли с использованием нагретых валков в двухвальцовой установке в следующем порядке: слой анодной подложки, слой для стока примесей, анодный слой, слой электролита. Температура составляла приблизительно 140°С, а давление - 1 бар (100 кПа).
На четвертом этапе объединенные пленки нарезали на заготовки необходимой формы. Операцию выполняли при помощи штанцевального ножа, получая после спекания участки размером 12×12 см2.
На пятом этапе спекали полуэлемент. Полуэлемент помещали в печь, спекали при температуре приблизительно 1300°С и оставляли приблизительно на 12 часов, а затем охлаждали до комнатной температуры.
На шестом этапе на спеченный полуэлемент путем трафаретной печати чернилами, содержащими смесь La0.75Sr0.25MnO3-δ и SYSZ, в соотношении по массе 1:1, на поверхность слоя электролита наносили катод. Толщина нанесенного слоя до спекания составляла 30 мкм.
На седьмом этапе элемент спекали в печи в течение 2 часов при температуре приблизительно 1100°С, а затем охлаждали до комнатной температуры.
Пример 2 (добавление мобилизующего агента в электролит и анод)
Изготавливали твердооксидный топливный элемент со слоем для стока примесей, размещенным между анодом и анодной подложкой, и с K2O в качестве мобилизующего агента, добавленным к электролиту и анодным суспензиям. Многослойная структура показана на фигуре 4.
На первом этапе получали четыре пленки: пленка анодной подложки (AS), пленка для стока примесей (IS), анодная пленка (А) и пленка электролита (Е). Получение суспензий для пленочного литья и литье проводили в соответствии с описанием в примере 1.
Слой анодной подложки (AS). Суспензия содержала 45 об.% оксида циркония, стабилизированного оксидом иттрия (YSZ), и приблизительно 55 об.% порошка NiO. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 400 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 30%.
Слой для стока примесей (IS). Суспензия содержала 15 об.% частиц пористого CaZrO3 (средний размер частиц составлял менее приблизительно 6 мкм, а средний размер пор составлял 60 нм), 30 об.% оксида циркония, стабилизированного оксидом иттрия (YSZ), и приблизительно 55 об.% порошкообразного NiO. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 30 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 30%.
Анодный слой (А). Суспензия содержала 40 об.% оксида циркония, стабилизированного оксидом скандия-иттрия (SYSZ), приблизительно 60 об.% порошка NiO и 0,1 об.% K2O. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 25 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 25%.
Слой электролита (Е). Суспензия содержала оксид циркония, стабилизированный оксидом скандия-иттрия (SYSZ), и 0,05 об.% K2O. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 15 мкм.
На втором этапе пленки соединяли с использованием нагретых валков в двухвальцовой установке в следующем порядке: слой анодной подложки, слой для стока примесей, анодный слой, слой электролита. Температура составляла приблизительно 140°С, а давление приблизительно 1 бар (100 кПа).
На четвертом этапе объединенные пленки нарезали на заготовки необходимой формы. Операцию выполняли при помощи штанцевального ножа, получая после спекания участки размером 12×12 см2.
На пятом этапе спекали полуэлемент. Полуэлемент помещали в печь, спекали при температуре приблизительно 1300°С и оставляли приблизительно на 8 часов, а затем охлаждали до комнатной температуры.
На шестом этапе на спеченный полуэлемент путем трафаретной печати чернилами, содержащими смесь La0.75Sr0.25MnO 3-δ и SYSZ, в соотношении по массе 1:1, на поверхность слоя электролита наносили катод. Толщина нанесенного слоя до спекания составляла 30 мкм.
На седьмом этапе элемент спекали в печи в течение 2 часов при температуре приблизительно 1100°С, а затем охлаждали до комнатной температуры.
Пример 3 (использование барьерного слоя на основе оксида церия)
Изготавливали твердооксидный топливный элемент со слоем для стока примесей, размещенным между анодом и анодной подложкой, и с K2O в качестве мобилизующего агента, добавленным к электролиту и анодным суспензиям.
На первом этапе получали четыре пленки: пленка анодной подложки (AS), пленка для стока примесей (IS), анодная пленка (А) и пленка электролита (Е). Получение суспензии для пленочного литья и литье проводили в соответствии с описанием в примере 1.
Слой анодной подложки. Суспензия содержала 45 об.% оксида циркония, стабилизированного оксидом иттрия (YSZ), и приблизительно 55 об.% порошкообразного NiO. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 400 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 30%.
Слой для стока примесей. Суспензия содержала 15 об.% частиц пористого CaZrO3 (средний размер частиц составлял приблизительно 6 мкм, а средний размер пор 60 нм), 30 об.% оксида циркония, стабилизированного оксидом иттрия (YSZ), и приблизительно 55 об.% порошкообразного NiO. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 30 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 30%.
Анодный слой. Суспензия содержала 40 об.% оксида циркония, стабилизированного оксидом скандия-иттрия (SYSZ), приблизительно 60 об.% порошкообразного NiO и 0.1 об.% K2O. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 25 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 25%.
Слой электролита. Суспензия содержала оксид циркония, стабилизированный оксидом скандия-иттрия (SYSZ), и 0,05 об.% K2O. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 15 мкм.
На втором этапе пленки объединяли с использованием нагретых валков в двухвальцовой установке в следующем порядке: слой анодной подложки, слой для стока примесей, анодный слой, слой электролита. Температура составляла приблизительно 140°С, а давление приблизительно 1 бар (100 кПа).
На третьем этапе на объединенные пленки со стороны электролита наносили барьерный слой путем напыления суспензии на основе оксида церия-гадолиния. Толщина слоя, нанесенного напылением, до спекания составляла 3 мкм.
На четвертом этапе объединенные и нанесенные напылением пленки нарезали на заготовки необходимой формы. Операцию выполняли при помощи штанцевального ножа, получая после спекания участки размером 12×12 см2.
На пятом этапе спекали полуэлемент. Полуэлемент помещали в печь, спекали при температуре приблизительно 1300°С и оставляли приблизительно на 8 часов, а затем охлаждали до комнатной температуры.
На шестом этапе на спеченный полуэлемент путем трафаретной печати чернилами, содержащими смесь La0.6Sr0.4 Fe0,8Co0,2О3-δ и оксида церия, легированного гадолинием (CGO), в соотношении по массе 1:1, на поверхность слоя электролита наносили катод. Толщина нанесенного слоя до спекания составляла 30 мкм.
На седьмом этапе элемент спекали в печи в течение 2 часов при температуре приблизительно 900°С, а затем охлаждали до комнатной температуры.
Пример 4
Элемент изготавливали, как описано выше в примере 2, но без добавления K2O к электролитному слою.
Пример 5 (перемещение при помощи H2O)
На этапах с первого по четвертый элемент получали, как описано выше в примере 2, но без добавления K2O к электролитному слою.
На пятом этапе спекали полуэлемент. Полуэлемент помещали в печь, спекали при температуре приблизительно 1350°С в воздушной среде, содержащей 25% H2O. Время выдержки при максимальной температуре составляло приблизительно 9 часов, а затем охлаждали полуэлемент до комнатной температуры.
На шестом этапе на спеченный полуэлемент путем трафаретной печати чернилами, содержащими смесь La0.75Sr0.25MnO3-δ и оксида церия, легированного гадолинием, в соотношении по массе 1:1, на поверхность слоя электролита наносили катод. Толщина нанесенного слоя до спекания составляла 30 мкм.
На седьмом этапе элемент спекали в печи в течение 2 часов при температуре приблизительно 1100°С, а затем охлаждали до комнатной температуры с получением элемента.
Пример 6
Изготавливали твердооксидный топливный элемент с слоем для стока примесей, размещенным между анодом и анодной подложкой. Поверх слоя электролита дополнительно наносили катодный прекурсорный слой SYSZ и слой для стока примесей. Добавляли Na2O в качестве мобилизующего агента к суспензиям для катодного прекурсорного слоя, электролиту и анодным слоям. Полученная структура показана на фигуре 6.
На первом этапе получали шесть пленок: пленку анодной подложки, пленку для стока примесей, анодную пленку, пленку электролита, пленку катодного прекурсора и катодную пленку для стока примесей. Получение суспензии для пленочного литья и литье проводили, как описано в примере 1.
Слой анодной подложки. Суспензия содержала 45 об.% оксида циркония, стабилизированного оксидом иттрия (YSZ), и приблизительно 55 об.% порошкообразного NiO. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 400 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 30%.
Анодный слой для стока примесей. Суспензия содержала 15 об.% частиц пористого CaZrO3 (средний размер частиц составлял приблизительно 6 мкм, а средний размер пор 40 нм), 30 об.% оксида циркония, стабилизированного оксидом иттрия (YSZ), и приблизительно 55 об.% порошкообразного NiO. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 30 мкм. Пористость этого слоя после спекания и восстановления составляла 30%.
Анодный слой. Суспензия содержала 40 об.% оксида циркония, стабилизированного оксидом скандия-иттрия (SYSZ), приблизительно 60 об.% порошкообразного NiO и 0,1 об.% Na2O. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 25 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 25%.
Слой электролита. Суспензия содержала оксид циркония, стабилизированный оксидом скандия-иттрия (SYSZ), и 0,05 об.% Na2O. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 15 мкм.
Слой катодного прекурсора. Суспензия содержала оксид циркония, стабилизированный оксидом скандия-иттрия (SYSZ), и 0,1 об.% Na2O. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 25 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 40%.
Катодный слой для стока примесей. Суспензия содержала 20 об.% частиц пористого CaZrO3 (средний размер частиц составлял приблизительно 6 мкм, а средний размер пор 60 нм) и 80 об.% оксида циркония, стабилизированного оксидом иттрия (YSZ). Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 25 мкм. Пористость этого слоя после спекания и восстановления составляла 40%.
На втором этапе пленки объединяли с использованием нагретых валков в двухвальцовой установке в следующем порядке: слой анодной подложки, анодный слой для стока примесей, анодный слой, слой электролита, слой катодного прекурсора, катодный слой для стока примесей. Температура составляла приблизительно 140°С, а давление приблизительно 1 бар (100 кПа).
На четвертом этапе объединенные пленки нарезали на заготовки необходимой формы. Операцию выполняли при помощи штанцевального ножа, получая после спекания участки размером 12×12 см2.
На пятом этапе полуэлемент спекали. Полуэлемент помещали в печь, спекали при температуре приблизительно 1300°С и оставляли приблизительно на 12 часов, а затем охлаждали до комнатной температуры.
На шестом этапе импрегнировали катод. Осуществляли вакуумную инфильтрацию нитратного раствора La, Sr и Mn в пористые структуры (слой катодного прекурсора и катодный слой для стока примесей). Инфильтрацию производили шестикратно с промежуточным этапом нагревания для разложения нитратов. Конечная композиция импрегнированного катода на основе перовскита представляла собой (La0.75Sr0.25)0,95MnO3-δ.
Пример 7
Элемент получали так, как описано выше в примере 6, но вместо пленочного литья применяли трафаретную печать.
Пример 8
Изготавливали симметричный твердооксидный топливный элемент, содержащий пять слоев: слой для стока примесей (IS), электродный прекурсорный слой (ЕР), слой электролита (Е), электродный импрегнированный слой (ЕР), слой для стока примесей (IS). К суспензиям электродного прекурсора добавляли B2O3, а к суспензиям электролита добавляли K2O в качестве мобилизующих агентов. Элемент согласно этому примеру представлен на фигуре 7.
На первом этапе получали три пленки: пленку для стока примесей (IS), пленку электродного прекурсора (ЕР) и пленку электролита (Е). Получение суспензий для пленочного литья и литье проводили в соответствии с описанием в примере 1.
Слой для стока примесей. Суспензия содержала 25 об.% частиц пористого SrZrO3 (средний размер частиц составлял приблизительно 6 мкм, а средний размер пор 60 нм), 75 об.% оксида циркония, стабилизированного оксидом магния (MgSZ). Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 30 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 40%.
Слой электродного прекурсора. Суспензия содержала оксид циркония, стабилизированный оксидом скандия-иттрия (SYSZ), и 0,05 об.% B2O3. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 25 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 35%.
Слой электролита. Суспензия содержала оксид циркония, стабилизированный оксидом скандия-иттрия (SYSZ), и 0,05 об.% K2O. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 15 мкм.
На втором этапе пленки объединяли с использованием нагретых валков в двухвальцовой установке в следующем порядке: слой для стока примесей, электродный прекурсорный слой, слой электролита, электродный импрегнированный слой, слой для стока примесей. Температура составляла приблизительно 140°С, а давление приблизительно 1 бар (100 кПа).
На четвертом этапе объединенные пленки нарезали на заготовки необходимой формы. Операцию выполняли при помощи штанцевального ножа, получая после спекания участки размером 12×12 см2.
На пятом этапе полуэлемент спекали. Симметричный элемент помещали в печь, спекали при температуре приблизительно 1250°С и оставляли приблизительно на 12 часов, а затем охлаждали до комнатной температуры.
На шестом этапе импрегнировали катод. Осуществляли вакуумную инфильтрацию нитратного раствора La, Sr и Mn в пористую структуру. Инфильтрацию производили четыре раза с промежуточным этапом нагревания для разложения нитратов. Конечная композиция импрегнированного катода на основе перовскита представляла собой (La0.75Sr0.25)0,95MnO3-δ.
На седьмом этапе импрегнировали анод. Осуществляли вакуумную инфильтрацию нитратного раствора Ni в пористую структуру на обратной стороне катода. Инфильтрацию производили семикратно с промежуточным этапом нагревания для разложения нитратов.
Пример 9
Был получен твердооксидный топливный элемент с слоем для стока примесей, размещенным между анодом и анодной подложкой. Элемент, полученный в этом примере, представлен на фигуре 5.
На первом этапе получали суспензии: анодной подложки (AS), слоя для стока примесей (IS), анода (А) и электролита (Е). Суспензии получали путем размола в шаровой мельнице порошков с добавлением поливинилпирролидона (ПВП), поливинилбутираля (ПВБ) и смеси этанола и метилэтилкетона. После осуществления контроля размера частиц проводили пленочное литье суспензии анодной подложки и, после сушки слоя для стока примесей, нанесение на слой анодной подложки суспензий анода и электролита методом напыления с проведением промежуточной стадии сушки.
Слой анодной подложки. Суспензия содержала 45 об.% оксида циркония, стабилизированного оксидом иттрия (YSZ), и приблизительно 55 об.% порошкообразного NiO. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 400 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 30%.
Слой для стока примесей. Суспензия содержала 20 об.% частиц пористого SrZrO3 (средний размер частиц составлял приблизительно 4 мкм, а средний размер пор приблизительно 40 нм), 25 об.% оксида циркония, стабилизированного оксидом иттрия (YSZ), и приблизительно 55 об.% порошкообразного NiO. Толщина неспеченного слоя, полученного напылением, составляла приблизительно 25 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 30%.
Анодный слой. Суспензия содержала оксид циркония, стабилизированный оксидом скандия-иттрия (SYSZ), и приблизительно 60 об.% порошкообразного NiO. Толщина неспеченного слоя, полученного напылением, составляла приблизительно 25 мкм. Пористость этого слоя после спекания и восстановления составляла приблизительно 25%.
Слой электролита: Суспензия содержала оксид циркония, стабилизированный оксидом скандия-иттрия (SYSZ), и 0,05 об.% K2O. Толщина неспеченного слоя, полученного пленочным литьем, составляла приблизительно 15 мкм.
На третьем этапе пленки, нанесенные окраской распылением, нарезали на заготовки необходимой формы. Операцию выполняли при помощи штанцевального ножа, получая после спекания участки размером 12×12 см2.
На четвертом этапе спекали полуэлемент. Полуэлемент помещали в печь, спекали при температуре приблизительно 1300°С и оставляли приблизительно на 12 часов, а затем охлаждали до комнатной температуры.
На пятом этапе на спеченный полуэлемент путем трафаретной печати чернилами, содержащими смесь La0.75Sr0.25MnO3-δ и оксида церия, легированного гадолинием, в соотношении по массе 1:1, на поверхность слоя электролита наносили катод. Толщина нанесенного слоя до спекания составляла 30 мкм.
На шестом этапе элемент спекали в печи в течение 2 часов при температуре приблизительно 1100°С, а затем охлаждали до комнатной температуры.
Пример 10
Элемент был получен в соответствии с описанием в примере 6, но слой анодной подложки был присоединен лишь с одной стороны симметричной структуры, как показано на фигуре 7.
Пример 11
На этапах с первого по четвертый элемент изготавливали в соответствии с описанием в примере 6, но с использованием металлического слоя подложки (например, на основе сплава FeCr), присоединенного с одной из сторон симметричной структуры, как показано на фигуре 7.
На пятом этапе спекали полуэлемент. Полуэлемент помещали в печь, спекали при температуре приблизительно 1250°С и оставляли приблизительно на 6 часов, а затем охлаждали до комнатной температуры.
Получение элемента завершали в соответствии с описанием в примере 6.
Пример 12
Элемент был получен в соответствии с описанием в примере 1, но без слоя для стока примесей, а в слое анодной подложки Mg-стабилизированный оксид циркония заменяли на оксид циркония, стабилизированный оксидом иттрия YSZ.
Пример 13
Элемент был получен, как описано в примере 1, но без слоя для стока примесей, а в слое анодной подложки Са-стабилизированный оксид циркония был заменен на оксид циркония, стабилизированный оксидом иттрия (YSZ).
Пример 14
Элемент был получен, как описано в примере 3, а агломерированные частицы добавляли к анодному слою.
Пример 15
Элемент был получен, как описано в примере 6, а агломерированные частицы добавляли к электродному прекурсорному слою.
Пример 16
Устройство для разделения газов, подходящее для выделения кислорода из воздуха и подачи кислорода для обеспечения протекания некоторых химических процессов (например, окисления СН4), получали согласно следующим стадиям:
1) получение трубчатой структуры подложки на основе MgO;
2) нанесение очень тонкого слоя катализатора толщиной приблизительно 2 мкм путем влажного распыления суспензии, содержащей подходящие частицы катализатора (содержащие Ni или Rh и MgO или Al2O3) и частицы материала для стока примесей, такие как указано в примере 9;
3) нанесение слоя мембраны из La0,6Sr0,4Fe0,8Ga0,2O3 путем погружения трубки в стабильную суспензию, содержащую частицы подходящего размера на основе материала мембраны;
4) обжигание трубки для увеличения плотности мембраны при 1250°С в течение 4 часов;
5) нанесение слоя катализатора снаружи трубки путем влажного распыления суспензии на основе подходящего катализатора La0.6Sr0.4Fe0,6Co0,4О3, причем к суспензии добавляют 20 масс.% частиц слоя для стока примесей, таких как указано в примере 6.
Пример 17
Устройство для разделения газов, подходящее для выделения кислорода из воздуха и подачи кислорода для обеспечения протекания некоторых химических процессов (например, окисления СНЦ), изготавливали согласно следующим стадиям:
1) получение опорной пластины путем пленочного литья пленки подложки на основе оксида циркония, стабилизированного магнием (как указано в примере 1). Суспензии для пленочного литья были получены путем размола в шаровой мельнице порошков с добавлением поливинилпирролидона, поливинилбутираля и смеси этанола и метилэтилкетона. Толщина пленки составляла приблизительно 500 мкм,
2) получение тонкой пленки слоя катализатора толщиной приблизительно 15 мкм путем пленочного литья суспензии, содержащей подходящие частицы катализатора (содержащие Ni или Rh), оксид циркония, стабилизированный магнием, и частицы, указанные в примере 9;
3) получение пленки мембраны на основе Ce0,8Gd0,2O2 толщиной 25 мкм;
4) объединение трех вышеуказанных пленок, как описано в примере 1 с использованием валков, нагретых до 140°С;
5) нарезание заготовок необходимого размера при помощи штанцевального ножа;
6) обжиг заготовки при 1300°С в течение 4 часов для увеличения плотности мембраны;
7) нанесение слоя катализатора путем трафаретной печати с применением суспензии на основе подходящего катализатора La0.6Sr0.4Fe0,6Co0,4О3, причем к суспензии добавляют 20 об.% частиц материала для стока примесей, таких как указано в примере 6;
8) обжиг катодного слоя при температуре приблизительно 1100°С в течение 4 часов, с последующим воздействием влажного газа (20% H2O) при температуре приблизительно 1000°С в течение 12 часов.
Пример 18
Устройство для выделения водорода из синтетической газовой смеси было получено согласно следующим стадиям:
1) получение "пленки импрегнированного слоя", содержащей предварительно кальцинированный SrCe0.95Yb0,05О3, порообразователь (20 об.% графита) и 20 об.% частиц слоя для стока примесей, таких как указано в примере 6. Толщина неспеченного слоя составляла приблизительно 50 мкм;
2) получение пленки мембраны толщиной 20 мкм на основе SrCe0.95Yb0,05О3;
3) объединение трех размещенных одна над другой пленок - двух пленок имрегнированного слоя с размещенной между ними пленкой мембраны;
5) обрезка до необходимого размера с помощью штанцевального ножа;
6) обжиг при температуре приблизительно 1300°С в течение 4 часов;
7) импрегнирование частиц катализатора в импрегнированные слои с применением вакуумной инфильтрации коллоидной суспензии на основе Pd или Pt; импрегнирование повторяют шесть раз с промежуточным нагреванием;
8) термическая обработка устройства при температуре приблизительно 950°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2008 |
|
RU2399996C1 |
| ГРАДИЕНТНЫЕ СТРУКТУРЫ С ИЗМЕНЕНИЕМ СВОЙСТВ В ГОРИЗОНТАЛЬНОМ НАПРАВЛЕНИИ, ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ И ЭЛЕКТРОННЫХ УСТРОЙСТВ | 2008 |
|
RU2380790C1 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2005 |
|
RU2356132C2 |
| МЕТАЛЛОКЕРАМИЧЕСКАЯ АНОДНАЯ СТРУКТУРА (ВАРИАНТЫ) И ЕЕ ПРИМЕНЕНИЕ | 2008 |
|
RU2480863C2 |
| РЕВЕРСИВНЫЙ ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ) | 2008 |
|
RU2480865C2 |
| ЦЕЛЬНОКЕРАМИЧЕСКИЙ ТВЕРДООКСИДНЫЙ ЭЛЕМЕНТ | 2009 |
|
RU2479075C2 |
| КЕРАМИЧЕСКАЯ АНОДНАЯ СТРУКТУРА ( ЕЕ ВАРИАНТЫ ) И ЕЕ ПРИМЕНЕНИЕ | 2008 |
|
RU2479893C2 |
| ТОНКОСЛОЙНЫЙ ТВЕРДООКСИДНЫЙ ЭЛЕМЕНТ | 2007 |
|
RU2427945C2 |
| ПАКЕТ ОБРАТИМЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2373616C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ ЭЛЕМЕНТ С ЭЛЕКТРОФОРЕТИЧЕСКИ ОСАЖДЕННЫМ ТВЕРДЫМ ЭЛЕКТРОЛИТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2368983C1 |
Изобретение относится к твердооксидному элементу, к способу его получения. Согласно изобретению твердооксидный элемент содержит слой подложки, первый электродный слой, слой электролита и второй электродный слой, при этом по меньшей мере один из указанных электродных слоев содержит электролитный материал, катализатор и агломерированные частицы, выбранные из группы, включающей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов. Техническим результатом является улучшение эксплуатационных характеристик устройства, увеличение срока службы. 3 н. и 15 з.п. ф-лы, 7 ил., 18 пр., 2 табл.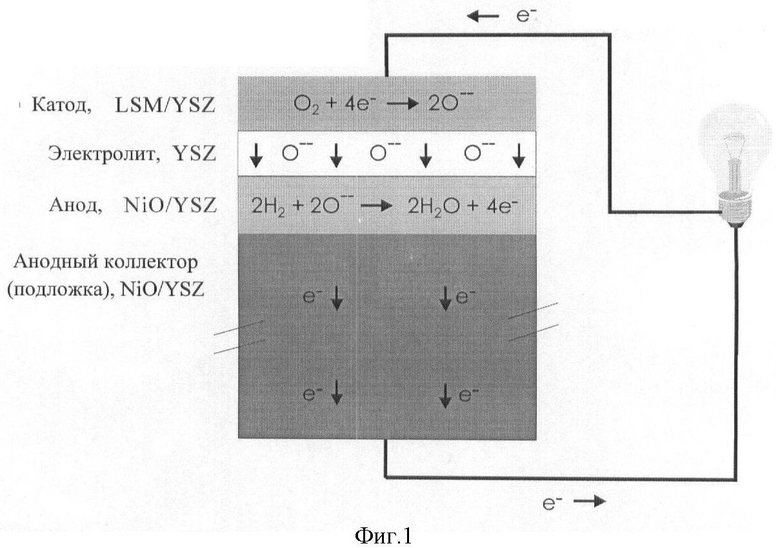
1. Твердооксидный элемент, содержащий слой подложки, первый электродный слой, слой электролита и второй электродный слой, причем по меньшей мере один из указанных электродных слоев содержит электролитный материал, катализатор и агломерированные частицы, выбранные из группы, включающей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов.
2. Твердооксидный элемент по п.1, отличающийся тем, что указанный первый электрод представляет собой анод, а указанный второй электрод представляет собой катод.
3. Твердооксидный элемент по п.1, отличающийся тем, что указанный первый электрод представляет собой катод, а указанный второй электрод представляет собой анод.
4. Твердооксидный элемент по любому из пп.1-3, отличающийся тем, что агломерированные частицы содержат оксид, выбранный из группы, включающей Аl2О3, MgO, CaO, CaZrO3, SrZrO3, BaZrO3 и их смеси.
5. Твердооксидный элемент по любому из пп.1-3, отличающийся тем, что агломерированные частицы представляют собой агломерированные мезопористые частицы.
6. Твердооксидный элемент по любому из пп.1-3, отличающийся тем, что указанный электролитный материал обладает проводимостью по отношению к оксидным ионам и, например, выбран из группы, включающей легированный оксид циркония, легированный оксид церия, легированные галлаты и протонопроводящие керамические электролиты.
7. Твердооксидный элемент по любому из пп.1-3, отличающийся тем, что агломерированные частицы представляют собой нанопористые агломерированные частицы.
8. Твердооксидный элемент, содержащий слой подложки, анодный слой, слой электролита и катодный слой,
причем указанный элемент дополнительно содержит слой для стока примесей, размещенный между слоем подложки и анодным слоем и/или над катодным слоем, при этом указанный слой для стока примесей содержит агломерированные частицы, выбранные из группы, включающей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов.
9. Твердооксидный элемент по п.8, отличающийся тем, что агломерированные частицы в указанном слое для стока примесей содержат оксид, выбранный из группы, включающей Аl2О3, MgO, CaO, CaZrO3, SrZrO3, BaZrO3 и их смеси.
10. Твердооксидный элемент по п.8, отличающийся тем, что указанный слой стока примесей содержит электролитный материал, выбранный из группы, включающей легированный оксид циркония, легированный оксид церия, легированные галлаты и протонопроводящие электролиты.
11. Способ получения твердооксидного элемента по любому из пп.1-7, включающий стадии:
- обеспечения слоя подложки,
- нанесения первого электродного слоя на слой подложки,
- нанесения слоя электролита на указанный анодный слой,
- нанесения второго электродного слоя на указанный слой электролита,
- спекания полученной структуры,
при этом по меньшей мере один из указанных первого и второго электродных слоев содержит агломерированные частицы, выбранные из группы, включающей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов.
12. Способ получения твердооксидного элемента по п.8, включающий стадии:
- обеспечения слоя подложки,
- возможно, нанесения слоя для стока примесей на указанный слой подложки,
- нанесения первого электродного слоя на слой подложки или на указанный слой для стока примесей,
- нанесения слоя электролита на указанный первый электродный слой,
- нанесения второго электродного слоя на указанный слой электролита,
- возможно, нанесения слоя для стока примесей на указанный второй электродный слой, и
- спекания полученной структуры,
причем полученный элемент содержит по меньшей мере один слой для стока примесей, содержащий электролитный материал, катализатор и агломерированные частицы, выбранные из группы, включающей оксиды щелочных металлов, оксиды щелочноземельных металлов и оксиды переходных металлов.
13. Способ по п.11, отличающийся тем, что стадию спекания осуществляют при температуре от 900°С до 1300°С.
14. Способ по любому из пп.11 или 13, отличающийся тем, что стадию спекания осуществляют в среде с относительной влажностью по меньшей мере 30%.
15. Способ по любому из пп.11 или 13, отличающийся тем, что стадию спекания осуществляют в среде с относительной влажностью по меньшей мере 50%.
16. Способ по п.12, отличающийся тем, что стадию спекания осуществляют при температуре от 900°С до 1300°С.
17. Способ по любому из пп.12 или 16, отличающийся тем, что стадию спекания осуществляют в среде с относительной влажностью по меньшей мере 30%.
18. Способ по любому из пп.12 или 16, отличающийся тем, что стадию спекания осуществляют в среде с относительной влажностью по меньшей мере 50%.
| Устройство для испытания на истираемость сыпучих материалов | 1981 |
|
SU981868A1 |
| АКТИВНЫЙ СЛОЙ ЭЛЕКТРОДОВ ДЛЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2002 |
|
RU2208271C1 |
| WO 2005122300 А, 22.12.2005 | |||
| US 6099985 А, 08.08.2000. | |||

