Область техники
Настоящее изобретение относится к многослойной структуре, характеризующейся градиентом свойств в горизонтальном направлении, подходящей для применения в качестве электрода в электрохимических устройствах, а также к способу получения указанной структуры. Другие возможные применения указанной многослойной градиентной структуры включают покрытия, обеспечивающие защиту от коррозии или механического износа.
Уровень техники
В случае применения обычного анода на основе никеля и оксида циркония, стабилизированного оксидом иттрия (yttria stabilized zirconia, YSZ) в твердооксидном топливном элементе (ТОТЭ), работающем на подаваемых извне продуктах риформинга метана, распределение температур внутри указанного элемента составляет примерно 150°С при рабочей температуре 850°С. Такой градиент температур оказывает негативное влияние как на механическую, так и на химическую стойкость элемента и может, например, приводить к механическому разрушению или увеличению скорости протекания химических реакций в областях с наиболее высокой температурой, что обсуждалось, например, в работах N.Q.Minh Т. и Takehashi, Science and Technology of Ceramic Fuel Cells (Elsevier Science B.V., Amsterdam ML, 1995) и High Temperature Solid Oxide Fuel Cells: Fundamentals, Design and Application, Eds. S.C.Singhal and K.Kendall. Это, в свою очередь, неизбежно приводит к ухудшению эксплуатационных характеристик элемента с течением времени. Таким образом, желательно обеспечить сглаживание температурного градиента, поскольку это приведет к общему улучшению эксплуатационных характеристик элемента за счет повышения температуры в более холодных областях элемента.
В случае протекания химических превращений влажного природного газа, такого как метан, внутри топливного элемента градиент температуры будет еще более резким, чем указанный выше, вследствие протекания эндотермического процесса риформинга на входе в топливный элемент, что будет приводить к еще более разрушительному воздействию на элемент (и батарею топливных элементов), как описано, например, в работе Hendriksen, P.V., Model studies of internal stream reforming in SOFC stacks, Proceedings - Electrochemical society (1997), 97-40 (Solid Oxide Fuel Cell V).
Однако, если вместо влажного газа использовать сухой природный газ, то в результате образования углерода будет происходить быстрое блокирование активных центров в структуре анода. Этого можно избежать путем использования, например,, цельнокерамического анода, обеспечивающего прямую конверсию природного газа до СО, СO2 и воды на входе в элемент, при этом для обеспечения большей эффективности конверсии указанный анод далее по ходу потока может сменяться Ni-содержащим электродом. Образования углерода можно также избежать путем снижения скорости химического превращения на входе.
Для использования в ТОТЭ или других электрохимических устройствах были предложены электроды с вертикальным градиентом свойств для обеспечения оптимальной ионной и электронной проводимости указанных электродов. В патенте США 5543239 предложена усовершенствованная конструкция электрода для твердофазных устройств, в которой над плотным (непористым) электролитом расположен пористый слой материала электролита, причем указанный пористый слой содержит электрокатализатор, который также является непористым.
ЕР-А-1791402 относится к системам и способам, обеспечивающим минимизацию перепадов температур и градиентов температур в твердооксидных топливных элементах. Указанное изобретение предусматривает использование трубчатого теплообменника, что приводит к снижению термических напряжений и увеличению срока службы элемента. Воздух проходит от внешних областей элемента к его центру, поглощает тепло и поступает в трубчатый теплообменник, соединенный с указанным элементом, где он продолжает поглощать тепло. Топливо направляют противотоком по отношению к воздуху, что позволяет избежать перегрева батареи топливных элементов в местах спайки и направить горячий воздух к тем областям элемента, где протекает интенсивный риформинг, для смягчения эффекта закаливания, обусловленного протеканием внутреннего риформинга.
Патент США 6228521 относится к твердооксидному топливному элементу с высокой удельной мощностью, содержащему катод, электролит и пористый градиентный анод. Указанный анод выполнен из NiO и оксида циркония, легированного оксидом иттрия, и характеризуется наличием градиента плотности, что позволяет создавать аноды большей толщины, а следовательно, более прочные, без ухудшения электрохимических характеристик анодов.
Патент США 4329403 относится к системе «электролит-электрод» для высокотемпературных топливных элементов, в которой электролит выполнен таким образом, чтобы обеспечивать более плавное изменение коэффициента температурного расширения при переходе от электрода-анода к внутренней области электролита, а также при переходе от электрода-катода к внутренней области электролита.
В патенте США 5171645 предложен градиентный электролит на основе оксида металла, в котором содержание оксида циркония и оксида висмута изменяется по поперечному сечению электролита. Изменение состава материала по толщине слоя электролита от поверхностной области, состоящей из по существу чистого оксида циркония, до поверхностной области, состоящей из по существу чистого оксида висмута с добавлением оксида иттрия, обеспечивает минимизацию напряжений на границах раздела между областями с различным составом материала.
Заявка на патент США US-A1-2005/0092597 относится к способу получения электрода для тонкопленочного топливного элемента, предусматривающему использование подложки и по меньшей мере одного устройства для нанесения материала методом осаждения, разработку профиля характеристик процесса осаждения, включающего получение по меньшей мере одного пористого слоя, на основании предварительно установленных требуемых свойств электрода, и формирование пленки из указанного осаждаемого материала с помощью указанного устройства для нанесения материала методом осаждения при изменении положения указанной подложки по отношению к указанному устройству для нанесения материала в направлении по меньшей мере одной из осей.
В качестве устройства для нанесения материала методом осаждения используют пушки для ионного напыления. Однако применение указанных пушек для ионного напыления приводит к получению слоя материала переменной толщины, поскольку толщина слоя в областях перекрывания является большей, чем толщина слоя вокруг указанных областей, что приводит к нежелательному изменению свойств слоя в горизонтальном направлении.
В работе J.A.Labrincha et al., "Evaluation of deposition techniques of cathode materials for solid oxide fuel cells", Mat. Res. Bull., Vol.28, pp.101-109. 1993, обсуждается возможность применения конкретных кобальтатов и манганатов в качестве катодных материалов для твердооксидных топливных элементов, при этом катодный слой наносят на слой электролита методом напыления.
В ЕР-А-1441406 предложен способ изготовления анода для топливного элемента, включающий следующие стадии:
- осаждение первой пленки на первой краевой области подложки, причем указанная первая пленка предпочтительно является каталитически активной по отношению к по существу, не подвергнутому риформингу углеводородному топливу; и
- осаждение второй пленки на второй краевой области подложки, причем указанная вторая краевая область расположена на противоположном конце относительно первой краевой области, при этом указанная вторая пленка предпочтительно является каталитически активной по отношению к по меньшей мере одному из видов, по существу не подвергнутого риформингу или частично подвергнутому риформингу углеводородного топлива, побочным продуктам, образующимся из указанного топлива, и их смесям.
В заявке на патент США US-A-2004/0086633 предложен способ изготовления и оценки свойств материалов электрода и электролита, предназначенных для использования в твердооксидных топливных элементах, при этом указанный способ включает:
- использование неспеченной или частично спеченной подложки; и
- доставку материалов электрода и электролита ко множеству областей подложки с использованием множества устройств для распыления жидкости, причем устройства для распыления жидкости, входящие в указанное множество, расположены под такими углами по отношению к подложке и по отношению друг к другу, чтобы струи распыляемого материала от указанных устройств перекрывались с образованием градиентной структуры.
Работа Z.Wang et al., "A study of multilayer tape casting method for anode-supported planar type solid oxide fuel cells", Journal of Alloys and Compounds 437 (2007) 264-268, относится к получению многослойной структуры методом пленочного литья и спеканию полученной многослойной структуры для изготовления нанесенной на анод пленки электролита с большой площадью поверхности, предназначенной для низкотемпературных твердое ксидных топливных элементов.
Однако требуется создание многослойных градиентных структур, которые подходят для использования в качестве анодов в твердооксидных топливных элементах, при этом указанные многослойные градиентные структуры должны обладать достаточным градиентом свойств в горизонтальном направлении, при этом толщина слоя должна оставаться неизменной, и обладать увеличенным сроком службы, а их получение должно быть экономически целесообразным и не должно сопровождаться образованием большого количества отходов, как того требует реализация производственного процесса в промышленном масштабе.
Объект настоящего изобретения
С учетом указанных выше затруднений, связанных с получением и применением структур, известных из уровня техники, задачей настоящего изобретения является обеспечение многослойной градиентной структуры, подходящей для применения в качестве анода в твердооксидных элементах и обладающей улучшенными эксплуатационными характеристиками и более продолжительным сроком службы.
Краткое описание изобретения
Вышеуказанная задача решена путем обеспечения многослойной градиентной структуры, содержащей слой (1) подложки и по меньшей мере 10 слоев (2,3), при этом каждый из указанных по меньшей мере 10 слоев (2,3) по меньшей мере частично контактирует со слоем (1) подложки,
при этом указанные по меньшей мере 10 слоев (2,3) отличаются друг от друга по меньшей мере одним из свойств, выбранным из состава слоя, пористости и электропроводности, и
при этом указанные по меньшей мере 10 слоев (2,3) расположены таким образом, что состав слоя, пористость и/или электропроводность изменяются в горизонтальном направлении вдоль слоя (1) подложки с образованием градиента на протяжении всего слоя.
Кроме того, задача настоящего изобретения решена с помощью способа получения указанной многослойной градиентной структуры, который включает следующие стадии:
обеспечение слоя (1) подложки;
нанесение первого слоя (2) поверх указанного слоя (1) подложки;
нанесение второго слоя (3) таким образом, что указанный второй пористый слой (3) по меньшей мере частично контактирует со слоем (1) подложки;
нанесение слоев с третьего по десятый таким образом, что каждый из указанных слоев по меньшей мере частично контактирует со слоем (1) подложки;
при необходимости нанесение по меньшей мере одного дополнительного слоя таким образом, что указанный дополнительный слой по меньшей мере частично контактирует со слоем (1) подложки; и
соединение указанной многослойной структуры;
при этом нанесение каждого из указанных слоев осуществляют путем пленочного литья или трафаретной печати.
Предпочтительные варианты реализации настоящего изобретения изложены в зависимых пунктах формулы изобретения.
Краткое описание чертежей
На Фиг.1 представлены различные варианты характера распространения градиента.
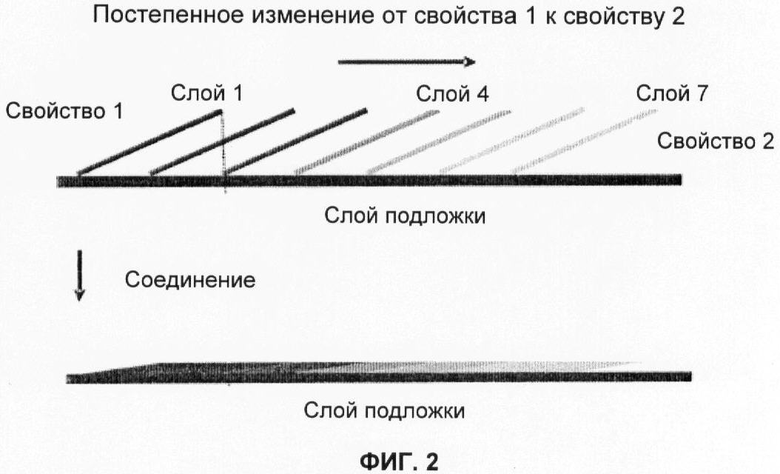
На Фиг.2 представлен один из предпочтительных вариантов реализации настоящего изобретения, где происходит перекрывание слоев; на Фиг.2 показана только часть слоев.
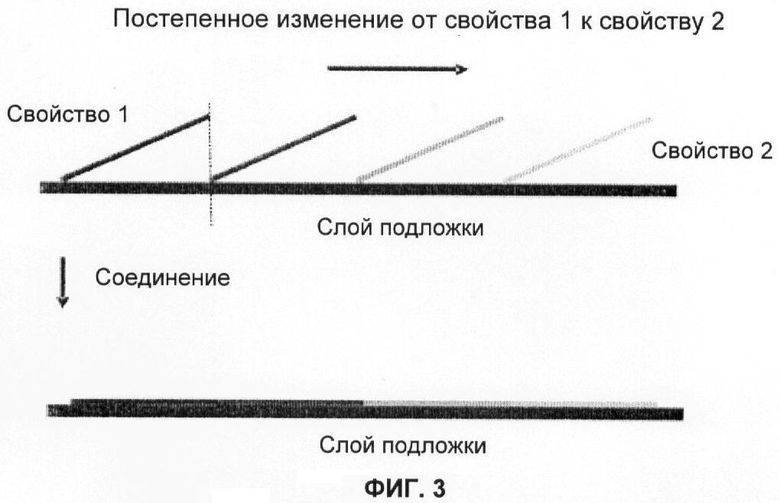
На Фиг.3 представлен другой предпочтительный вариант реализации настоящего изобретения, где не происходит перекрывания слоев; на Фиг.3 показана только часть слоев.
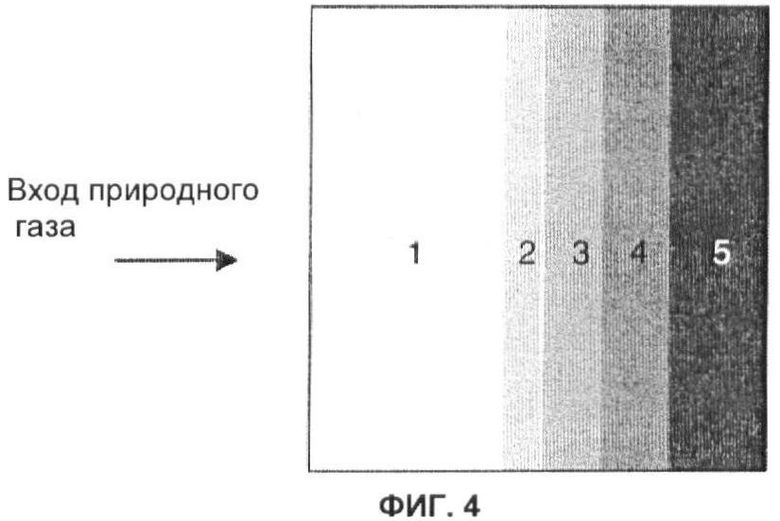
На Фиг.4 представлена градиентная структура согласно настоящему изобретению, предназначенная для прямой конверсии природного газа; на Фиг.4 показана только часть всех слоев.
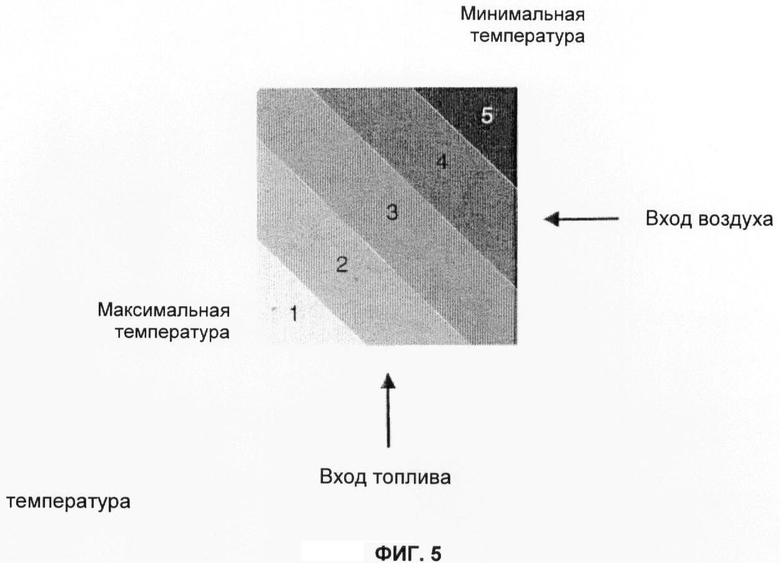
На Фиг.5 представлен катод согласно настоящему изобретению, обладающий градиентом свойств по поперечному сечению, предназначенный для конструкции элемента, предусматривающей перекрестную подачу воздуха и топлива; на Фиг.5 показана только часть слоев.
На Фиг.6 представлена градиентная структура согласно настоящему изобретению, в которой газовый поток проходит от центра к краю; на Фиг.6 показана лишь часть слоев.
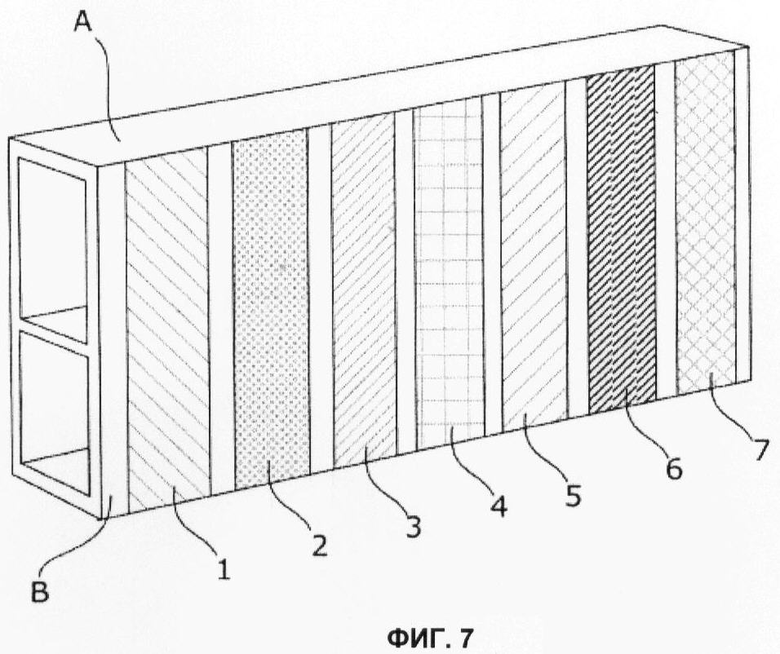
На Фиг.7 представлен состоящий из сегментов блок топливных элементов согласно настоящему изобретению; на Фиг.7 показана лишь часть слоев.
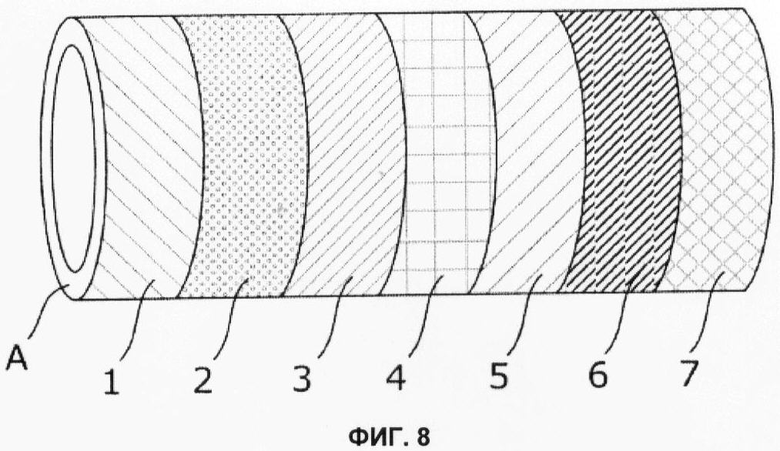
На Фиг.8 представлена структура в виде трубки согласно настоящему изобретению, содержащая один активный слой, расположенный вдоль поверхности трубки; на Фиг.8 показана лишь часть слоев.
На Фиг.9 представлена другая градиентная структура согласно настоящему изобретению, имеющая форму кровельной черепицы; на Фиг.9 показана лишь часть слоев.
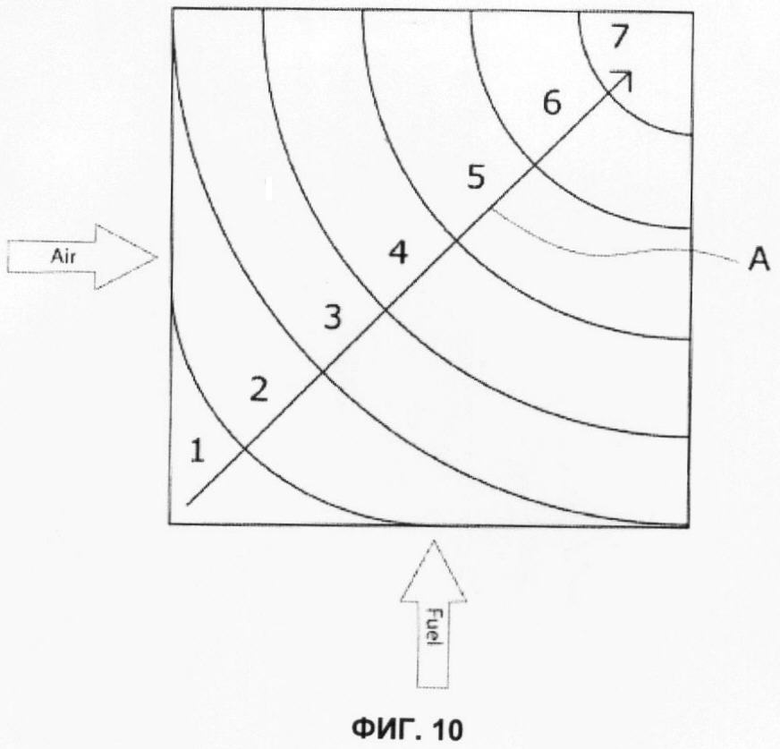
На Фиг.10 представлена другая градиентная структура согласно настоящему изобретению, в которой градиент является диагональным; на Фиг.10 показана лишь часть слоев.
Подробное описание изобретения
Настоящее изобретение относится к многослойной градиентной структуре, содержащей слой (1) подложки и по меньшей мере 10 слоев (2, 3), причем каждый из указанных по меньшей мере 10 слоев (2, 3) по меньшей мере частично контактирует со слоем (1) подложки,
при этом указанные по меньшей мере 10 слоев (2, 3) отличаются друг от друга по меньшей мере одним из свойств, выбранном из состава слоя, пористости и электропроводности, и
при этом указанные по меньшей мере 10 слоев (2, 3) расположены с обеспечением градиента состава слоя, пористости и/или электропроводности на всем протяжении слоя в горизонтальном направлении вдоль слоя (1) подложки.
Примеры некоторых вариантов характера распространения градиента, включающие краевой градиент, диагональный и круговой градиент, представлены на Фиг.1; для большей наглядности на Фиг.1 показана только часть слоев. Такие структуры особенно подходят для применения в качестве электродов в электрохимических устройствах, где изменение эксплуатационных характеристик или свойств на протяжении слоя является преимуществом. Это особенно справедливо для твердооксидных элементов (ТОЭ) и мембранных элементов, в которых требуется разделение кислорода и водорода, где точное регулирование локальной электрохимической активности обеспечивает повышение общей эффективности и износостойкости. Другие применения включают покрытия для защиты от коррозии и механического износа.
Возможно наличие градиента всех свойств рассматриваемого слоя, или же градиента одного или более из следующих свойств: состав, пористость, содержание примесей, электропроводность, плотность, абразивность, механическая прочность, стоимость материалов и т.д.
Градиентный слой содержит по меньшей мере 10 слоев. Общий принцип создания такого слоя показан на Фиг.2, где многослойная градиентная структура содержит семь показанных слоев, обеспечивающих наличие градиента в горизонтальном направлении. Слой 1 обладает свойством 1, а слой 7 обладает свойством 2. Слои, расположенные между указанными двумя слоями, можно точно подобрать таким образом, чтобы обеспечить линейное или любое другое изменение свойств от свойства 1 до свойства 2 в промежутке между слоем 1 и слоем 2. Как показано на Фиг.2, слои, граничащие друг с другом, перекрываются. Однако, как показано на Фиг.3, где соседние слои примыкают вплотную друг к другу, наличие перекрывания слоев необязательно. Как видно из Фиг.1, наличие градиента не подразумевает непременного изменения свойств от одного предельного значения до другого в направлении от одного края к другому краю; изменение свойств может характеризоваться наличием локальных максимумов и/или минимумов.
Согласно предпочтительному варианту реализации указанные 10 слоев (2, 3) в составе градиентной структуры по меньшей мере частично контактируют со слоем (1) подложки и с по меньшей мере одним другим слоем. Также является предпочтительным, чтобы поверхность указанных 10 слоев (2, 3), контактирующих со слоем (1) подложки, также контактировала с поверхностью по меньшей мере одного из по меньшей мере 10 слоев (2, 3).
Количество слоев может быть выбрано любым, в зависимости от заданного применения. Однако согласно настоящему изобретению необходимо по меньшей мере 10 слоев для обеспечения достаточного градиента свойств на всем протяжении слоя. С точки зрения общих затрат на получение многослойной градиентной структуры согласно предложенному способу предпочтительное количество слоев составляет по меньшей мере 20, более предпочтительно по меньшей мере 30, еще более предпочтительно по меньшей мере 40. Разумеется, чем большее количество слоев используется, тем более плавное и непрерывное регулирование изменения соответствующего свойства может быть обеспечено. В зависимости от заданного применения можно выбрать подходящее количество слоев.
Поверх указанных 10 слоев (2, 3) предпочтительно наносят дополнительный слой (4). Указанный дополнительный слой контактирует со всеми по меньшей мере 10 слоями (2, 3).
Согласно одному из предпочтительных вариантов реализации указанные 10 слоев (2, 3) являются пористыми. Это является преимуществом в случае применения, например, в твердооксидных элементах, включая твердооксидные топливные элементы и твердооксидные электролизеры.
В случае применения структуры согласно изобретению в качестве топливного электрода для твердооксидных элементов (твердооксидных топливных элементов/твердооксидных электролизеров) подходящие материалы для получения по меньшей мере одного из по меньшей мере 10 слоев (2, 3) предпочтительно включают составы, содержащие легированный оксид циркония, легированный оксид церия, легированные галлаты, легированные манганиты хрома, легированные титаниты и/или оксид металла. Конкретные примеры подходящих материалов включают LSCM (La1-xSrx)s(Cr1-yMny)O3-δ, оксид циркония, стабилизированный оксидом иттрия (YSZ), оксид циркония, стабилизированный оксидом скандия и оксидом иттрия (SYSZ), STN (Srs(Ti1-yNby)O3-δ,) и CGO Ce1-xGdxO2-δ, где 0<х/у≤1 и О<δ≤1.
В случае применения структуры согласно изобретению в качестве воздушного электрода для твердооксидных элементов (твердооксидных топливных элементов/ твердооксидных электролизеров), подходящие материалы для получения по меньшей мере одного из 10 указанных слоев (2, 3) предпочтительно включают составы, содержащие легированный оксид циркония, легированный оксид церия, легированные галлаты, легированные манганиты и/или легированные ферриты/кобальтиты. Конкретные примеры подходящих материалов включают LSC, (La1-xSrx)sCoO3-δ, (La1-xSrx)sMnO3-δ, оксид циркония, стабилизированный оксидом иттрия (YSZ), оксид циркония, стабилизированный оксидами скандия и иттрия (SYSZ), CGO Ce1-xGdxO2-δ, LSCF (La1-xSrx)s(Co1-yFey)O3-δ, и др., где 0<х/у≤1 и 0<δ≤1.
В случае применения структуры согласно изобретению в качестве электрода для разделительных мембран, подходящие материалы для получения по меньшей мере одного из указанных по меньшей мере 10 слоев (2, 3) предпочтительно включают составы, содержащие легированный оксид циркония, легированный оксид церия, легированные галлаты и/или рутений. Конкретные примеры подходящих материалов включают MgO, CGO, Ce1-xGdxO2-δ, рутений, LSCr (La1-xSrx)CrO3-δ,
LSCrF (La1-xSrx)s(Cr1-yFey)O3-δ, оксид циркония, стабилизированный оксидом иттрия (YSZ), оксид циркония, стабилизированный оксидами скандия и иттрия (SYSZ), CGO Ce1-xGdxO2-δ, и LSK (Lа1-хSrх)sСоО3-δ, где 0<х/у≤1 и 0<δ≤1.
В случае применения структуры согласно изобретению в качестве защитного покрытия подходящие материалы для получения по меньшей мере одного из указанных по меньшей мере 10 слоев (2,3) предпочтительно включают легированные манганиты/кобальтиты и оксиды металлов, LSK (Lа1-хSrх)sСоО3-δ, где 0<х≤1 и 0<δ≤1, и/или Аl2О3 и т.п.
Другие подходящие материалы, которые являются предпочтительными для получения по меньшей мере одного из указанных по меньшей мере 10 слоев (2, 3), описаны в ЕР-А-1760817 и ЕР-А-06024339.
Толщина каждого из слоев до спекания предпочтительно составляет примерно от 5 до 200 мкм, более предпочтительно примерно от 10 до 150 мкм.
В случае, если слои (2, 3) являются пористыми, пористость указанных слоев предпочтительно составляет от 5% до 60%, более предпочтительно от 10% до 40%, еще более предпочтительно от 15% до 30%. В случае наличия градиента пористости пористость каждого из слоев отличается от пористости других слоев, что очевидно. В случае наличия градиента электропроводности или состава слоя пористость каждого из слоев может быть равной пористости других слоев или отличаться от них, или же слои могут вообще не быть пористыми, в зависимости от заданного применения.
В настоящем изобретении также предложен твердооксидный топливный элемент, содержащий указанную многослойную градиентную структуру. Преимущественно указанный ТОТЭ характеризуется пониженным значением градиента температуры на протяжении элемента и, таким образом, более продолжительным сроком службы. Предпочтительно многослойная градиентная структура согласно настоящему изобретению образует электродный слой в указанном ТОТЭ. Точное регулирование локальной электрохимической активности, которое обеспечивается благодаря точному регулированию изменения свойств и, тем самым, воздействию на свойства слоя, приводит к повышению общей эффективности и износостойкости элемента.
В настоящем изобретении также предложен способ получения указанной многослойной градиентной структуры, включающий следующие стадии:
обеспечение слоя (1) подложки;
нанесение первого слоя (2) поверх указанного слоя (1) подложки;
нанесение второго слоя (3) таким образом, что указанный второй слой (3) по меньшей мере частично контактирует со слоем (1) подложки;
нанесение слоев с третьего по десятый таким образом, что каждый из указанных слоев по меньшей мере частично контактирует со слоем (1) подложки;
при необходимости нанесение по меньшей мере одного дополнительного слоя таким образом, что указанный дополнительный слой по меньшей мере частично контактирует со слоем (1) подложки; и
соединение указанной многослойной структуры;
при этом нанесение каждого из указанных слоев осуществляют методом пленочного литья или трафаретной печати.
Предпочтительно второй слой (3) наносят таким образом, чтобы второй и каждый последующий слой (3) по меньшей мере частично контактировал со слоем (1) подложки и контактировал с первым и каждым последующим слоем (2), соответственно, а указанный по меньшей мере один дополнительный слой наносят таким образом, чтобы этот дополнительный слой по меньшей мере частично контактировал со слоем (1) подложки и контактировал с по меньшей мере одним из слоев.
Предпочтительно также второй слой (3) наносят таким образом, чтобы второй пористый слой (3) по меньшей мере частично контактировал со слоем (1) подложки и контактировал с первым слоем (2), а указанные по меньшей мере 10 слоев и указанный дополнительный слой контактировали со слоем (1) подложки и одновременно контактировали с поверхностью по меньшей мере одного из по меньшей мере 10 слоев (2, 3).
Преимущественно пленочное литье или трафаретная печать обеспечивают одинаковую высоту наносимых слоев. Особенно предпочтительным является применение пленочного литья ввиду малого количества образующихся отходов и невысоких требований к производственному процессу, что позволяет использовать менее дорогостоящее оборудование, что, в свою очередь, обеспечивает экономическую эффективность производства указанных многослойных структур в промышленном масштабе. В то же время наименее предпочтительным и экономически целесообразным является использование метода напыления для получения многослойных структур в промышленном масштабе.
Соединение обычно проводят при повышенных температурах, при этом предпочтительной является температура по меньшей мере 100°С, а еще более предпочтительной является температура по меньшей мере 120°С.
Как упоминалось выше, указанные по меньшей мере 10 слоев (2, 3) предпочтительно являются пористыми.
Наконец, в настоящем изобретении предложена многослойная градиентная структура, содержащая слой (1) подложки и по меньшей мере 10 слоев (2, 3), причем каждый из указанных по меньшей мере 10 слоев (2, 3) по меньшей мере частично контактирует со слоем (1) подложки,
при этом указанные по меньшей мере 10 слоев (2, 3) отличаются друг от друга по меньшей мере одним из свойств, выбранным из состава слоя, пористости и электропроводности, и
при этом указанные по меньшей мере 10 слоев (2, 3) расположены с обеспечением градиента состава слоя, пористости и/или электропроводности на всем протяжении слоя в горизонтальном направлении вдоль слоя (1) подложки,
при этом указанная многослойная градиентная структура может быть получена согласно вышеуказанным способам.
Согласно другому варианту реализации настоящего изобретения указанную многослойную градиентную структуру используют в твердооксидных элементах.
Указанный градиент свойств в горизонтальном направлении можно получить без ограничения согласно следующим предпочтительным способам:
- изготовление отдельных слоев с помощью пленочного литья. После сушки указанные отдельные слои помещают на подложку и соединяют, или 2) альтернативно указанные отдельные слои помещают непосредственно на готовую основу. Для объединения частиц в указанных слоях обычно необходима стадия спекания, однако в случае контактных слоев для ТОЭ эта стадия может не требоваться.
- трафаретная печать; обеспечивается получение градиента свойств в горизонтальном направлении благодаря высокой точности трафаретной печати, когда точность нанесения отдельных слоев составляет примерно 1 микрометр.
Структуру с градиентом свойств в горизонтальном направлении можно применять в качестве электрода в твердооксидных элементах, таких как твердооксидные топливные элементы, включая какТОТЭ, работающие на продуктах риформинга природного газа, так и ТОТЭ с прямой конверсией природного газа; в твердооксидных электролизерах, а также в мембранах, например, мембранах для получения синтетического газа, мембранах для получения кислорода; или же в качестве градиентного покрытия для защиты от коррозии.
Далее настоящее изобретение иллюстрируется примерами. Однако настоящее изобретение не ограничено указанными примерами.
Примеры
Пример 1 (получение анода ТОТЭ, работающий на продуктах риформинга природного газа - LSCM-Ni)
Получен анод для ТОТЭ, работающий на продуктах риформинга природного газа, характеризующийся наличием градиента состава в направлении, параллельном потоку газа на аноде. Состав каждого из слоев выбран таким образом, чтобы обеспечить повышение электрохимической активности справа налево (от входа газа к выходу). Указанная многослойная структура представлена на Фиг.2; показаны не все слои.
Слой 1 содержит LSCM (La1-xSrx)s(Cr1-yMny)O3-δ, а слой 7 содержит 95 об.% NiO и 5 об.% LSCM. Состав слоев со 2 по 10 изменяется линейно, при этом в слое 6 соотношение компонентов составляет 1:1. Степень электрохимического превращения для Н2 является низкой в случае LSCM и высокой в случае Ni.
На первой стадии получают семь пленок. Суспензии для пленочного литья получают посредством размола в шаровой мельнице порошков с добавлением поливинилпирролидона (ПВП), поливинилбутираля (ПВБ) и смеси этилового спирта с метилэтилкетоном (ЕЮН+МЭК). Из указанных суспензий методом пленочного литья с использованием двойного ракельного устройства получали пленки, которые затем подвергали сушке.
Слой 1: Суспензия содержала LSCM. Толщина полученного пленочным литьем слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Слой 2: Суспензия содержала 83 об.% LSCM и 17 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 40 мкм.
Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 3: Суспензия содержала 75 об.% LSCM и 25 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 4: Суспензия содержала 66 об.% LSCM и 34 об.% NiO. Толщина полученного пленочным литьем слоя в заготовке составляла примерно 40 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 5: Суспензия содержала 58 об.% LSCM и 42 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 6: Суспензия содержала 50 об.% LSCM и 50 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 45 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 7: Суспензия содержала 34 об.% LSCM и 66 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 45 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 8: Суспензия содержала 25 об.% LSCM и 75 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 9: Суспензия содержала 17 об.% LSCM и 83 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 50 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 10: Суспензия содержала 5 об.% LSCM и 95 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 50 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
На второй стадии полученные пленки помещали на металлизированную майларовую пленку в качестве слоя подложки, как показано на Фиг.2, и соединяли с использованием нагретых валков на установке с двумя валками за один проход. Температура составляла примерно 140°С, а давление составляло примерно 1 бар. Суммарная толщина нанесенных слоев составила примерно 35 мкм.
Полученный цельный градиентный анод может быть установлен в твердооксидный элемент любого типа.
Пример 2 (получение анода для ТОТЭ. работающий на продуктах риформинга природного газа - YSZ-LSCM/Ni)
Получен анод для ТОТЭ, работающийо на продуктах риформинга природного газа, состав которого изменяется в направлении, параллельном потоку газа на аноде. Состав каждого из слоев выбран таким образом, чтобы обеспечить повышение электрохимической активности в направлении справа налево (от входа газа к выходу). Пример такого анода представлен на Фиг.2; показаны не все слои.
Слой 1 содержит 40 об.% стабилизированного оксидом иттрия оксида циркония (YSZ) и 60 об.% LSCM, (Lа1-хSrх)s(Сr1-уМnу)О3-δ, а слой 7 содержит 40 об.% YSZ, 55 об.% NiO и 5 об.% LSCM. Состав слоев со 2 по 10 изменяется таким образом, что в слое 7 соотношение LSCM и NiO составляет 1:1; содержание YSZ поддерживают равным 40 об.%, а суммарное содержание LSCM и NiO составляет 60 об.% Электрохимическая активность в отношении конверсии Н2 является низкой в случае LSCM и высокой в случае Ni.
На первой стадии получают десять пленок. Суспензии для пленочного литья получают посредством размола в шаровой мельнице порошков с добавлением поливинилпирролидона (ПВП), поливинилбутираля (ПВБ) и смеси этилового спирта с метилэтилкетоном (ЕЮН+МЭК). Из указанных суспензий методом пленочного литья с использованием двойного ракельного устройства получали пленки, которые затем сушили.
Слой 1: Суспензия содержала 40 об.% YSZ и 55 об.% LSCM. Толщина полученного пленочным литьем слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Слой 2: Суспензия содержала 40 об.% YSZ, 50 об.% LSCM и 10 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания и восстановления МЮ составляла примерно 30%.
Слой 3: Суспензия содержала 40 об.% YSZ, 45 об.% LSCM и 15 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 4: Суспензия содержала 40 об.% YSZ, 40 об.% LSCM и 20 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 5: Суспензия содержала 40 об.% YSZ, 35 об.% LSCM и 25 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 6: Суспензия содержала 40 об.% YSZ, 30 об.% LSCM и 30 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 45 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 7: Суспензия содержала 40 об.% YSZ, 25 об.% LSCM и 35 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 8: Суспензия содержала 40 об.% YSZ, 20 об.% LSCM и 40 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 45 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 9: Суспензия содержала 40 об.% YSZ, 10 об.% LSCM и 50 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 50 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
Слой 10: Суспензия содержала 40 об.% YSZ, 5% LSCM и 55 об.% NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 50 мкм. Пористость этого слоя после спекания и восстановления NiO составляла примерно 30%.
На второй стадии полученные пленки помещали на металлизированную майларовую пленку (слой подложки), как показано на Фиг.2, и соединяли с использованием нагретых валков на установке с двумя валками за один проход. Температура составляла примерно 140°С, а давление составляло примерно 0,1 МПа (1 бар). Суммарная толщина нанесенных слоев составляла примерно 40 мкм.
Полученный цельный градиентный анод может быть установлен в твердооксидный элемент любого типа.
Пример 3
Анод, полученный в Примере 1, был установлен в твердооксидный элемент, в котором анод выступает в качестве подложки. На первой стадии были получены две пленки: пленка анодной подложки (АП) и пленка электролита (Э). Суспензии для пленочного литья были приготовлены и нанесены, как это описано в Примере 1.
Слой АП: Суспензия содержала 45 об.% оксида циркония, стабилизированного оксидом иттрия (YSZ), и примерно 55 об.% порошка NiO. Толщина полученного пленочным литьем слоя до спекания составляла примерно 400 мкм. Пористость этого слоя после спекания и восстановления составляла примерно 30%.
Слой Э: Суспензия содержала оксид циркония, стабилизированный оксидом скандия и оксидом иттрия (SYSZ); толщина полученного пленочным литьем слоя до спекания составляла примерно 15 мкм.
На второй стадии пленки соединяли совместно с градиентной пленкой, полученной как описано в Примере 1. Порядок соединения был следующим: АП/ градиентный анод/ Э. Соединение производили с использованием нагретых валков на установке с двумя валками. Температура составляла примерно 140°С, а давление примерно 0,1 МПа (1 бар).
На третьей стадии соединенные пленки нарезали на заготовки заданной формы. Резку проводили с помощью штанцевального ножа, с получением после спекания заготовок размером 12×12 см.
На четвертой стадии полученный полуэлемент спекали. Полуэлемент помещали в печь, спекали примерно при 1300°С и оставляли (в печи) в течение примерно 12 часов до охлаждения до комнатной температуры.
На пятой стадии на спеченный полуэлемент (на поверхность слоя электролита (Э)) наносили катод посредством трафаретной печати; состав для трафаретной печати содержал смесь La0,75Sr0,25MnO3-δ и SYSZ в весовом соотношении 1:1. Толщина нанесенного трафаретной печатью слоя до спекания составляла 30 мкм.
Шестая стадия представляла собой спекание элемента в печи примерно при 1100°С в течение 2 часов с последующим охлаждением до комнатной температуры, с получением ТОЭ.
Пример 4 (получение анода для прямой конверсии природного газа)
Был получен анод ТОТЭ, работающий на природном газе, не подвергавшемся риформингу, состав которого изменяется в направлении, параллельном потоку газа. Составы слоев были выбраны таким образом, чтобы обеспечить возрастание электрохимической активности справа налево (от входам выходу), как показано на Фиг.4; для больше наглядности показаны не все слои.
Составы указанных десяти слоев были следующими:
Слой 1: STN, Srs(T1-yNby)O3-δ;
Слой 2: 80 об.% STN, 20 об.% CGO, Ce1-xGdxO2-δ;
Слой 3: 75 об.% STN, 20 об.% CGO и 5 об.% NiO;
Слой 4: 65 об.% STN, 20 об.% CGO и 15 oб.l% NiO;
Слой 5: 65 об.% STN, 15 об.% CGO и 20 об.% NiO;
Слой 6: 60 об.% STN, 15 об.% CGO и 25 oб.l% NiO;
Слой 7: 60 об.% STN, 10 об.% CGO и 30 об.% NiO;
Слой 8: 60 об.% STN, 5 об.% CGO и 35 об.% NiO;
Слой 9: 55 об.% STN, 5 об.% CGO и 40 об.% NiO;
Слой 10: 55 об.% STN, 45 об.% NiO.
Пленки были получены и соединены, как описано в Примере 1.
Пример 5
Анод, полученный в Примере 4, был использован при создании элемента, в котором подложкой служил электролит. Состав анода для ТОТЭ, работающего на природном газе, не подвергавшемся риформингу, изменяется в направлении, параллельном потоку газа. Составы слоев были выбраны таким образом, чтобы обеспечить повышение электрохимической активности в напралении справа налево (от входа газа к выходу), как показано на Фиг.4; однако, показаны не все слои.
Первая стадия представляла собой получение вышеуказанных пяти составов для трафаретной печати.
Вторая стадия представляла собой нанесение слоев вплотную друг к другу методом трафаретной печати.
Готовый элемент был получен, как описано в Примере 3.
Пример 6 (катод ТОЭ - LSM/ LSCF)
Для обеспечения более равномерного распределения температуры в пакете ТОТЭ в данном примере была обеспечена более равномерная электрохимическая активность катода. В случае применения перекрестной подачи воздуха и топлива в пакете ТОТЭ температура в четырех углах указанного пакета при нормальных рабочих условиях будет ниже температуры в центре пакета, при этом значения температуры будут следующими: Т (выход воздуха - вход H2)>Т (вход воздуха - вход Н2)>Т (выход воздуха - выход Н2)>Т (вход воздуха - выход Н2).
Распределение температуры со стороны катода выравнивают/регулируют путем создания поперечного градиента, как показано на Фиг.5; показаны не все слои. Состав слоев был следующим:
Слой 1: 50 oб.% CGO+50 об.% LSM 25;
Слой 2: 50 об.% CGO+38 об.% LSM+12 об.% LSCF;
Слой 3: 50 об.% CGO+35 об.% LSM+15 об.% LSCF;
Слой 4: 50 об.% CGO+25 об.% LSM+25 об.% LSCF;
Слой 5: 50 об.% CGO+22 об.% LSM+28 об.% LSCF;
Слой 6: 50 об.% CGO+20 об.% LSM+30 об.% LSCF;
Слой 7: 50 об.% CGO+18 об.% LSM+32 об.% LSCF;
Слой 8: 50 об.% CGO+15 об.% LSM+25 об.% LSCF;
Слой 9: 50 об.% CGO+12 об.% LSM+38 об.% LSCF;
Слой 10: 50 об.% CGO+50 об.% LSCF.
Пленки были получены и соединены, как описано в Примере 1.
Пример 7 (катод ТОЭ - LSM/LSCF)
Более равномерное распределение температуры в пакете ТОТЭ можно получить с помощью регулирования электрохимической активности катода. В случае перекрестной подачи воздуха и топлива в пакет топливных элементов температура в четырех углах пакета при нормальных рабочих условиях будет снижаться в последовательности: Т (выход воздуха - вход Н2)>Т (вход воздуха - вход H2)>Т (выход воздуха - выход H2)>Т (вход воздуха - выход Н2).
Распределение температуры со стороны катода выравнивают/регулируют путем создания поперечного градиента, как показано на Фиг.5. Составы слоев были следующими:
Слой 1: 50 об.% CGO+50 об.% LSCF 25;
Слой 2: 50 об.% CGO+45 об.% LSCF+5 об.% LSK;
Слой 3: 50 об.% CGO+38 об.% LSCF+12 об.% LSK;
Слой 4: 50 об.% CGO+35 об.% LSCF+15 об.% LSK;
Слой 5: 50 об.% CGO+30 об.% LSCF+20 об.% LSK;
Слой 6: 50 об.% CGO+28 об.% LSCF+22 об.% LSK;
Слой 7: 50 об.% CGO+25 об.% LSCF+25 об.% LSK;
Слой 8: 50 об.% CGO+20 об.% LSCF+30 об.% LSK;
Слой 9: 50 об.% CGO+12 об.% LSCF+38 об.% LSK;
Слой 10: 50 об.% CGO+50 об.% LSK.
Чтобы получить катод для ТОЭ, пленки получают и соединяют, как описано в Примере 1.
Пример 8 (изготовление элемента круглой формы)
Был получен ТОТЭ круглой формы, в котором на анод подают сухой или предварительно подвергнутый риформингу природный газ. Вход для топливного газа расположен в центре элемента, а выход - с краю. Состав анода изменяется в направлении от входа к выходу. Составы слоев были выбраны таким образом, чтобы обеспечить повышение электрохимической активности в направлении от центра к краю (от входа газа к выходу), как показано на Фиг.6; показаны не все слои.
Слой 1 содержит LSCM, (La1-xSrx)3(Cr1-yMny)O3-δ, слой 7 содержит 80 об.% NiO и 5 об.% LSCM; а слой 10 содержит 100 об.% NiO и 5 об.% LSCM. Состав слоев со 2 по 9 линейно изменяется, при этом в слое 6 соотношение компонентов составляет 1:1. Электрохимическая активность в отношении конверсии Н2 является низкой в случае LSCM и высокой в случае Mi.
На первой стадии были получены семь составов для трафаретной печати. Суспензии для трафаретной печати были получены посредством измельчения порошков в шаровой мельнице с добавкой поливинилпирролидона (ПВП), поливинилбутираля (ПВБ) и смеси этилового спирта с метилэтилкетоном (ЕtOН+МЭК). Эти суспензии были нанесены на элемент методом трафаретной печати, при этом состав материала изменялся контролируемым образом от центра элемента к краям. Затем полученные слои сушили.
Состав 1: Суспензия содержала LSCM. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 2: Суспензия содержала 90 об.% LSCM и 10 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 3: Суспензия содержала 83 об.% LSCM и 17 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 4: Суспензия содержала 75 об.% LSCM и 25 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 5: Суспензия содержала 66 об.% LSCM и 34 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 6: Суспензия содержала 50 об.% LSCM и 50 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 7: Суспензия содержала 34 об.% LSCM и 66 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 8: Суспензия содержала 17 об.% LSCM и 83 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 9: Суспензия содержала 5 об.% LSCM и 95 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 10: Суспензия содержала NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Элемент далее спекали при 1150°С на воздухе.
Пример 9 (изготовление элемента в виде трубки)
Был получен элемент ТОТЭ в виде трубки или плоской трубки, в которомсостав анода изменялся вдоль этой трубки. Изменение состава было обеспечено таким образом, что состав электрода на входе был наименее активным в отношении риформинга, причем указанная активность возрастала в направлении выхода (другого конца) трубки, как показано на Фиг.7; показаны не все слои.
Слой 1 содержал LSCM, (Lа1-хSrх)3(Cr1-уMnу)О3-δ, а слой 7 содержал 95 об.% NiO и 5 об.% LSCM. Состав слоев со 2 по 6 линейно изменяется, при этом в слое 4 соотношение компонентов составляет 1:1. Электрохимическая активность в отношении конверсии Н2 является низкой в случае LSCM и высокой в случае Ni.
На первой стадии были получены семь суспензий. Суспензии для нанесения методом распыления были получены посредством измельчения порошков в шаровой мельнице с добавлением поливинилпирролидона (ПВП), поливинилбутираля (ПВБ) и смеси этиловый спирт+метилэтилкетон (EtOН+МЭК). Эти суспензии наносили методом распыления на трубку, при этом состав материала изменялся по длине трубки контролируемым образом. Далее указанные слои подвергали сушке.
Состав 1: Суспензия содержала LSCM. Толщина нанесенного слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 2: Суспензия содержала 90 об.% LSCM и 10 об.% NiO. Толщина нанесенного слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 3: Суспензия содержала 83 об.% LSCM и 17 об.% NiO. Толщина нанесенного слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 4: Суспензия содержала 75 об.% LSCM и 25 об.% NiO. Толщина нанесенного слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 5: Суспензия содержала 66 об.% LSCM и 34 об.% NiO. Толщина нанесенного слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 6: Суспензия содержала 50 об.% LSCM и 50 об.% NiO. Толщина нанесенного слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 7: Суспензия содержала 34 об.% LSCM и 66 об.% NiO. Толщина нанесенного слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 8: Суспензия содержала 17 об.% LSCM и 83 об.% NiO. Толщина нанесенного слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 9: Суспензия содержала 5 об.% LSCM и 95 об.% NiO. Толщина нанесенного слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Суспензия 10: Суспензия содержала NiO. Толщина нанесенного слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Затем полученную трубку спекали при 1100-1400°С на воздухе.
Пример 10 (элемент, состоящий из сегментов)
Был получен ТОТЭ в виде плоской трубки, в котором состав анода изменялся вдоль указанного сегментированного элемента в виде плоской трубки. Изменение состава достигалось за счет того, что состав отдельных сегментов изменялся от сегмента к сегменту таким образом, что состав на входе в элемент был наименее активным в отношении риформинга, причем указанная активность возрастала в направлении выхода из модуля/элемента, как показано на Фиг.8.
Слой 1 содержал LSCM (La1-xSrx)3(Cr1-yMny)O3-δ, а слой 7 содержал 95 об.% NiO и 5 об.% LSCM. Состав слоев со 2 по 6 линейно изменялся, при этом в слое 4 соотношение компонентов составляло 1:1.
Первой стадией было получение семи составов для трафаретной печати. Суспензии для трафаретной печати были получены посредством измельчения порошков в шаровой мельнице с добавлением поливинилпирролидона (ПВП), поливинилбутираля (ПВБ) и смеси этилового спирта и метилэтилкетона (ЕЮН+МЭК). Эти суспензии были нанесены методом трафаретной печати на элемент, при этом состав материала изменялся контролируемым образом от центра к краям элемента. Далее указанные слои сушили.
Состав 1: Суспензия содержала LSCM. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 2: Суспензия содержала 90 об.% LSCM и 10 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 3: Суспензия содержала 83 об.% LSCM и 17 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 4: Суспензия содержала 75 об.% LSCM и 25 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 5: Суспензия содержала 66 об.% LSCM и 34 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 6: Суспензия содержала 50 об.% LSCM и 50 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 7: Суспензия содержала 34 об.% LSCM и 66 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 8: Суспензия содержала 17 об.% LSCM и 83 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 9: Суспензия содержала 5 об.% LSCM и 95 об.% NiO. Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Состав 10: Суспензия содержала NiO Толщина нанесенного трафаретной печатью слоя до спекания составляла примерно 40 мкм. Пористость этого слоя после спекания составляла примерно 30%.
Далее полученный элемент спекали при 1150°С на воздухе.
После этого наносили слой электролита, катода и герметизирующие слои, и полученную таким образом структуру спекали на воздухе при 1250°С.
Пример 11 (получение мембраны, предназначенной для получения синтетического газа с помощью градиентного анода)
Было получено устройство для получения синтетического газа. С одной стороны к мембране подавали метан, а с другой стороны - воздух. Мембрана представляла собой проводник на основе смеси оксидов с ионной/электронной проводимостью, при этом толщина мембраны составляла примерно 10 мкм. Для обеспечения достаточной прочности мембрану помещали на инертную подложку с толщиной в несколько сотен микрон.
На сторону, обращенную к воздуху, наносили слой катализатора восстановления кислорода, а на сторону, обращенную к метану, наносили катализатор крекинга/ парового риформинга. При работе кислород проникает через мембрану со стороны, обращенной к воздуху, на сторону, обращенную к метану, где происходит частичное окисление, которое приводит к образованию смеси СО и водорода. Температура изменяется в направлении потока газа, так же, как и химическая среда по обе стороны мембраны. Следовательно, возможность изменения состава слоев катализаторов на обеих сторонах мембраны в направлении потока газа с обеспечением локальной оптимизации за счет изменения состава в горизонтальном направлении, обеспечивающего компенсацию изменения условий в результате изменения температуры и изменения химической среды, является преимуществом.
На стадии 1 была получена пленка подложки (CGO или MgО) с толщиной 400 микрометров.
На стадии 2 была получена градиентная структура «анодный или каталитический слой», как описано в примере 1. Указанный слой был получен путем комбинации 10 пленок различного состава:
Пленка 1 содержала 50 об.% материала подложки и 50 об.% частиц катализатора на основе Ru;
Пленка 2 содержала 50 об.% материала подложки, 45 об.% частиц катализатора на основе Ru и 5 об.% частиц катализатора на основе Ni;
Пленка 3 содержала 50 об.% материала подложки, 40 об.% частиц катализатора на основе Ru и 10 об.% частиц катализатора на основе Ni;
Пленка 4 содержала 50 об.% материала подложки, 35 об.% частиц катализатора на основе Ru 15 об.% частиц катализатора на основе Ni;
Пленка 5 содержала 50 об.% материала подложки, 30 об.% частиц катализатора на основе Ru и 20 об.% частиц катализатора на основе Ni;
Пленка 6 содержала 50 об.% материала подложки, 25 об.% частиц катализатора на основе Ru и 25 об.% частиц катализатора на основе Ni;
Пленка 7 содержала 50 об.% материала подложки, 20 об.% частиц катализатора на основе Ru и 30 об.% Ni;
Пленка 8 содержала 50 об.% материала подложки, 15 об.% частиц катализатора на основе Ru и 35 об.% частиц катализатора на основе Ni;
Пленка 9 содержала 50 об.% материала подложки, 10 об.% частиц катализатора на основе Ru и 40 об.% Ni;
Пленка 10 содержала 50 об.% материала подложки и 50 об.% Ni;
Пленки были помещены на подложку из майлара и соединены, как описано в Примере 1.
На стадии 3 пленку со слоем катализатор, соединяли вместе с полученной пленкой подложки.
На стадии 4 подложку и пленку со слоем катализатора соединяли с пленкой мембраны основе CGO толщиной 25 микрометров.
На стадии 5 полученную слоистую структуру спекали при 1300°С в течение 5 часов.
На стадии 6 на поверхность мембраны наносили катализатор восстановления кислорода. Указанный слой наносили методом трафаретной печати с использованием суспензии LSK.
На стадии 7 катод спекали.
При работе воздух и метан подают в режиме прямотока со стороны мембраны, содержащей рутениевый катализатор, через входное отверстие для метана. В вышеописанной структуре более активный и дорогой рутениевый катализатор заменен дешевым никелевым катализатором в случае, когда состав газа и температура позволяют произвести указанную замену.
Пример 12 (Мембрана для получения синтетического газа с помощью катода с градиентом свойств в горизонтальном направлении)
Мембрана, предназначенная для целей, указанных в примере 11, была получена так же, как в Примере 11. Однако был получен градиент свойств материала катода в горизонтальном направлении, таким образом, что состав материала катода изменялся в направлении потока воздуха. На входе использовали Lа0,23Sr0,8СоО3, а далее по ходу потока со стороны воздуха наносили материалы, в которых содержание стронция в качестве легирующей добавки постепенно снижалось.
Пример 13 (Мембрана для получения кислорода с помощью электрода с градиентом свойств в горизонтальном направлении)
Была получена мембрана для получения кислорода, работающая при высокой температуре, разделяющая находящийся под давлением воздух и поток чистого кислорода, прошедшего через эту мембрану. Состав электрода изменяется вниз по потоку находящегося под давлением воздуха таким образом, что содержание стронция вниз по потоку постепенно снижается следующим образом: 1) SrCoO2,5, 2) La0,3Sr0,7CoO3, 3) La0,6Sr0,4СоО3. Мембрану получали, как описано в примере 11.
Пример 14 (Нанесенная на подложку мембрана с градиентом состава (полученная методом совместного обжига)
Была получена мембрана с градиентом состава в направлении потока газа. На входе метана использовали La0,6Sr0,4Fe0,8Cr0,2O3. В средней части наносили
(La, Sr)FeO3, а в области выхода наносили (La,Sr)Fe0,8Co0,2O3.
На первой стадии была получена пленка подложки.
На второй стадии был методом пленочного литья был получен нанесенный на подложку катализатор на основе рутения.
Стадия 3 представляла собой получение градиентной пленки с последующим соединением. Пленка 1 содержала La0,6Sr0,4Fe2Cr0,2O3, пленка 2 содержала
La0,6Sr0,4Fe0,9Cr0,1O3, пленка 3 содержала La0,6Sr0,4FeO3, и пленка 4 содержала La0,6Sr0,4Fe0,9Cr0,1O3.
Стадия 4 представляла собой соединение полученных пленок, нанесенных одна на другую.
Стадия 5 представляла собой спекание полученной соединенной структуры.
На стадии 6 на спеченную структуру наносили катод и, таким образом, получали мембрану. Полученная мембрана особенно подходит для использования в устройстве, работающем в режиме противотока. Метан поступает (а воздух выходит) со стороны LSFCr (где температура является высокой и происходит активное восстановление). Выход синтетического газа и подача воздуха осуществляется со стороны LSFeCo (где температура и восстановительная активность являются более низкими).
Пример 15 (Нанесенная на подложку мембрана с градиентом состава, полученная методом трафаретной печати)
Было получено устройство, как описано в примере 11, за исключением того, что состав мембраны изменялся ступенчато, а слои мембраны были получены методом трафаретной печати.
Стадия 1 представляла собой изготовление подложки из MgO путем экструзии или пленочного литья.
На стадии 2 полученную подложку спекали в течение двух часов примерно при 1300°С.
На стадии 3 наносили катализатор путем погружения подложки в очень мелкодисперсную суспензию, содержащую ультра-мелкие частицы катализатора в виде суспензии.
Стадия 4 представляла собой нанесение мембранных слоев по мере осуществления трафаретной печати, при этом в первую очередь наносили сегмент, расположенный выше по потоку, содержащий (La0,6Sr0,4Fe0,9Cr0,1O3), а затем наносили еще четыре сегмента таким образом, чтобы обеспечить небольшое перекрывание на границе между соседними сегментами. Изменение состава от сегмента к сегменту происходило так же, как в примере 11.
На стадии 5 компонент спекали при 1325°С в течение четырех часов.
На стадии 6 поверх мембранного слоя путем напыления был нанесен пористый катализатор с образованием нанесенной на подложку мембраны.
Пример 17 (Нанесенная на подложку мембрана с градиентом состава, полученная методом вакуум-плазменного напыления)
Мембрану получали, как описано в примере 15, за исключением того, что стадию 4 заменили нанесением мембраны посредством вакуум-плазменного напыления. Изменение свойств было получено за счет использования нескольких распылительных пушек, присоединенных к различным источникам материала.
Пример 18 (Декоративное покрытие для защиты от коррозии с градиентом свойств, изготовленное методом струйной печати)
Для обеспечения долговременной износостойкости ферритные Fe/Cr стали, применяемые в качестве переходников, должны быть снабжены соответствующими защитными покрытиями. Как (Lа,Sr)СоО3, так и Аl2О3 являются превосходными защитными материалами, обеспечивающими увеличение срока службы сталей, таких как Crofer22APU. В пакете элементов электрический контакт необходим только на части поверхности, поэтому желательно наносить покрытие, обогащенное Аl2О3, на области, не являющиеся токопроводящими, и обогащенное (Lа,Sr)СоО3 покрытие - на области, являющиеся токопроводящими. Рассматривается волнистая пластина, поперечное сечение которой имеет форму синусоиды.
Эта пластина снабжена защитным покрытием, нанесенным в виде полос (см. Фиг.9). На вершинах волн, где имеет место контакт с катодом, методом печати нанесено покрытие, содержащее 20% Аl2О3 и 80% (Lа,Sr)СоО3 (слой А, Фиг.9). На нижнюю часть «волн» (нетокопроводящую поверхность) нанесено покрытие, содержащее 80% Аl2О3 и 20% (Lа,Sr)СоО3 (слой В, Фиг.9) с использованием устройства для струйной печати, специально приспособленного для нанесения конкретных суспензий, используемых согласно настоящему изобретению. Струю подавали из различных картриджей, содержащих две суспензии, которые являются предпочтительными согласно настоящему изобретению. Покрытие наносили методом последовательного нанесения линий, при этом подаваемый материал изменялся при перемещении струи в пределы и за пределы контактных зон (см. Фиг.9).
Пример 19 (Антикоррозионное градиентное покрытие, полученное с применением распыления сжатым воздухом)
Температура в пакете элементов изменяется в направлении движения потока воздуха, как описано выше. Это приводит к тому, что область выхода воздуха более всего нуждается в защите от коррозии. Согласно данному примеру обеспечивают защиту переходника путем напыления покрытия, состав которого изменяется от Аl2О3/(Lа,Sr)СоО3 в соотношении 50/50 в области выхода до (LaSr)CoO3 в области входа. Изменение свойств обеспечивали путем распыления материалов из нескольких контейнеров, как описано выше в Примере 1. На Фиг.10 представлена полученная структура.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВЕРСИВНЫЙ ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ) | 2008 |
|
RU2480865C2 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2008 |
|
RU2399996C1 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2005 |
|
RU2356132C2 |
| УДАЛЕНИЕ ПРИМЕСНЫХ ФАЗ ИЗ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ | 2008 |
|
RU2446515C2 |
| ПАКЕТ ОБРАТИМЫХ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2373616C1 |
| ТОНКОСЛОЙНЫЙ ТВЕРДООКСИДНЫЙ ЭЛЕМЕНТ | 2007 |
|
RU2427945C2 |
| МЕТАЛЛОКЕРАМИЧЕСКАЯ АНОДНАЯ СТРУКТУРА (ВАРИАНТЫ) И ЕЕ ПРИМЕНЕНИЕ | 2008 |
|
RU2480863C2 |
| ЦЕЛЬНОКЕРАМИЧЕСКИЙ ТВЕРДООКСИДНЫЙ ЭЛЕМЕНТ | 2009 |
|
RU2479075C2 |
| КЕРАМИЧЕСКАЯ АНОДНАЯ СТРУКТУРА ( ЕЕ ВАРИАНТЫ ) И ЕЕ ПРИМЕНЕНИЕ | 2008 |
|
RU2479893C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАТОДНОГО ДИФФУЗИОННОГО БАРЬЕРНОГО СЛОЯ ТОТЭ (SOFC) и ТОТЭ (SOFC) | 2014 |
|
RU2656436C2 |

Предложена многослойная градиентная структура, содержащая слой (1) подложки и по меньшей мере 10 слоев (2, 3), образующих градиентный слой, причем каждый из указанных по меньшей мере 10 слоев (2, 3) по меньшей мере частично контактирует со слоем (1) подложки, при этом указанные слои отличаются друг от друга по составу слоя, или по пористости, или по электропроводности, и при этом указанные по меньшей мере 10 слоев (2, 3) расположены с обеспечением градиента состава слоя, пористости и/или электропроводности на всем протяжении слоя в горизонтальном направлении вдоль слоя (1) подложки. В настоящем изобретении также предложена многослойная градиентная структура, содержащая слой (1) подложки и по меньшей мере два слоя (2, 3), образующих градиентный слой, причем каждый из указанных по меньшей мере двух слоев (2, 3) по меньшей мере частично контактирует со слоем (1) подложки, при этом указанные по меньшей мере два слоя (2, 3) отличаются друг от друга пористостью или электропроводностью с обеспечением градиента состава слоя, пористости и/или электропроводности на всем протяжении слоя в горизонтальном направлении вдоль слоя (1) подложки; и и при этом суммарная толщина указанного градиентного слоя, содержащего указанные по меньшей мере два слоя (2, 3), составляет более 5 мкм. Технический результат изобретения состоит в улучшении эксплуатационных характеристик и срока службы электрохимических и электронных устройств. 6 н. и 29 з.п. ф-лы, 10 ил.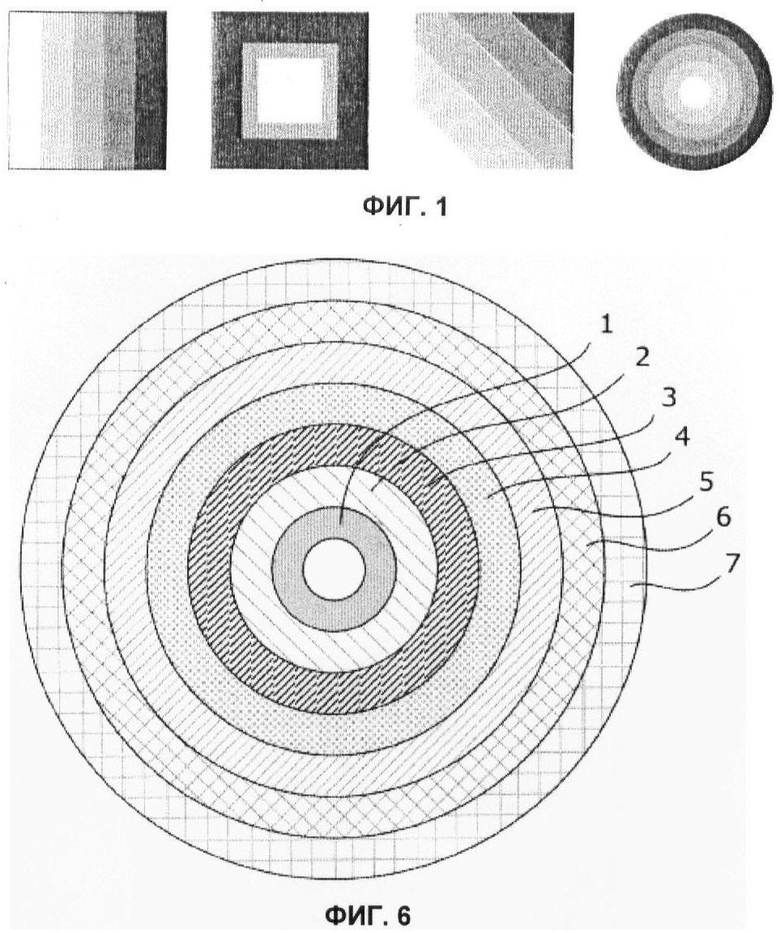
1. Многослойная градиентная структура, содержащая слой (1) подложки и по меньшей мере 10 слоев (2, 3), образующих градиентный слой, причем каждый из указанных по меньшей мере 10 слоев (2, 3) по меньшей мере частично контактирует со слоем (1) подложки, при этом указанные по меньшей мере 10 слоев (2, 3) отличаются друг от друга по меньшей мере одним свойством, выбранным из состава, пористости и электропроводности, и
при этом указанные по меньшей мере 10 слоев (2, 3) расположены с обеспечением градиента состава, пористости и/или электропроводности слоя на всем протяжении слоя в горизонтальном направлении вдоль слоя (1) подложки.
2. Многослойная градиентная структура по п.1, отличающаяся тем, что каждый из указанных слоев (2, 3) по меньшей мере частично контактирует со слоем (1) подложки и контактирует с по меньшей мере одним другим слоем.
3. Многослойная градиентная структура по п.1, отличающаяся тем, что поверхность указанных слоев (2, 3), которая находится в контакте со слоем (1) подложки, также контактирует с поверхностью по меньшей мере еще одного из указанных слоев (2, 3).
4. Многослойная градиентная структура по п.1, отличающаяся тем, что по меньшей мере один из указанных слоев (2, 3) выполнен из состава, содержащего LSCM
(La1-xSrx)5(Cr1-yMny)O3-δ, оксид циркония, стабилизированный оксидом иттрия (YSZ), оксид циркония, стабилизированный оксидами скандия и иттрия (SYSZ),
STN Sr5(Ti1-yNby)O3-δ и/или CGO Ce1-xGdxO2-δ, где 0<х/y≤1 и 0<δ≤1.
5. Многослойная градиентная структура по п.1, отличающаяся тем, что по меньшей мере один из указанных слоев (2, 3) выполнен из состава, содержащего LSC (La1-xSrx)CoO3-δ, LSM (Lа1-хSrх)МnО3-δ, оксид циркония, стабилизированный оксидом иттрия (YSZ), оксид циркония, стабилизированный оксидами скандия и иттрия (SYSZ), CGO Ce1-xGdxO2-δ и/или LSCF (La1-xSrx)5(CO1-yFey)O3-δ, где 0<х/у≤1 и 0<δ≤1.
6. Многослойная градиентная структура по п.1, отличающаяся тем, что по меньшей мере один из указанных слоев (2, 3) выполнен из состава, содержащего MgO, CGO Ce1-xGdxO2-δ, Ru, LSCr (La1-xSrx)CrO3-δ, LSCrF (La1-xSrx)5(Cr1-yFey)O3-δ, оксид циркония, стабилизированный оксидом иттрия (YSZ), оксид циркония, стабилизированный оксидами скандия и иттрия (SYSZ), CGO Ce1-xGdxO2-δ и/или LSC (La1-xSrx)CoO3-δ, где 0<х/у≤1 и 0<δ≤1.
7. Многослойная градиентная структура по п.1, отличающаяся тем, что по меньшей мере один из указанных слоев (2, 3) выполнен из состава, содержащего легированные манганит/кобальтиты и оксиды металлов LSC (La1-xSrx)CoO3-δ, где 0<x≤1 и 0<δ≤1, и/или Аl2О3.
8. Многослойная градиентная структура по любому из пп.1-7, содержащая дополнительный слой (4) поверх указанных слоев (2, 3), при этом указанный дополнительный слой контактирует со всеми указанными слоями (2, 3).
9. Многослойная градиентная структура по любому из пп.1-7, отличающаяся тем, что по меньшей мере один из указанных слоев (2, 3) представляет собой слой на основе оксида лантана-стронция-хрома.
10. Многослойная градиентная структура по любому из пп.1-7, отличающаяся тем, что содержит по меньшей мере 20 слоев.
11. Многослойная градиентная структура по любому из пп.1-7, отличающаяся тем, что указанные слои (2, 3) являются пористыми.
12. Многослойная градиентная структура, содержащая слой (1) подложки и по меньшей мере два слоя (2, 3), образующих градиентный слой, причем каждый из указанных по меньшей мере двух слоев (2, 3) по меньшей мере частично контактирует со слоем (1) подложки;
при этом указанные по меньшей мере два слоя (2, 3) отличаются друг от друга по меньшей мере одним из свойств, выбранным из состава слоя, пористости и электропроводности;
при этом указанные по меньшей мере два слоя (2, 3) расположены с обеспечением градиента состава слоя, пористости и/или электропроводности на всем протяжении слоя в горизонтальном направлении вдоль слоя (1) подложки и при этом суммарная толщина указанного градиентного слоя, содержащего по меньшей мере два слоя (2, 3), составляет более 5 мкм.
13. Многослойная градиентная структура по п.12, отличающаяся тем, что каждый из указанных слоев (2, 3) по меньшей мере частично контактирует со слоем (1) подложки и контактирует с по меньшей мере одним другим слоем.
14. Многослойная градиентная структура по п.12, отличающаяся тем, что поверхность указанных слоев (2, 3), которая находится в контакте со слоем (1) подложки, также контактирует с поверхностью по меньшей мере еще одного из указанных слоев (2, 3).
15. Многослойная градиентная структура по п.12, отличающаяся тем, что по меньшей мере один из указанных слоев (2, 3) выполнен из состава, содержащего LSCM (La1-xSrx)5(Cr1-yMny)O3-δ, оксид циркония, стабилизированный оксидом иттрия (YSZ), оксид циркония, стабилизированный оксидами скандия и иттрия (SYSZ), STN Sr5(Ti1-yNby)О3-δ и/или CGO Ce1-xGdxO2-δ, где 0<х/у≤1 и 0<δ≤1.
16. Многослойная градиентная структура по п.12, отличающаяся тем, что по меньшей мере один из указанных слоев (2, 3) выполнен из состава, содержащего LSC (La1-xSrx)CoO3-δ, LSM (La1-xSrx)MnO3-δ, оксид циркония, стабилизированный оксидом иттрия (YSZ), оксид циркония, стабилизированный оксидами скандия и иттрия (SYSZ), CGO Ce1-xGdxO2-δ и/или LSCF (La1-xSrx)5(Co1-yFey)O3-δ, где 0<х/у≤1 и 0<δ≤1.
17. Многослойная градиентная структура по п.12, отличающаяся тем, что по меньшей мере один из указанных слоев (2, 3) выполнен из состава, содержащего MgO, CGO Ce1-xGdxO2-δ, Ru, LSCr (La1-xSrx)CrO3-δ, LSCrF (La1-xSrx)5(Сr1-уFeу)О3-δ, оксид циркония, стабилизированный оксидом иттрия (YSZ), оксид циркония, стабилизированный оксидами скандия и иттрия (SYSZ), CGO Ce1-xGdxO2-δ и/или LSC (La1-xSrx)CoO3-δ, где 0<х/у≤1 и 0<δ≤1.
18. Многослойная градиентная структура по п.12, отличающаяся тем, что по меньшей мере один из указанных слоев (2, 3) выполнен из состава, содержащего легированные манганит/кобальтиты и оксиды металлов LSC (La1-xSrx)CoO3-δ, где 0<х≤1 и 0<δ≤1, и/или Аl2О3.
19. Многослойная градиентная структура по любому из пп.12-18, содержащая дополнительный слой (4) поверх указанных слоев (2, 3), при этом указанный дополнительный слой контактирует со всеми указанными слоями (2, 3).
20. Многослойная градиентная структура по любому из пп.12-18, отличающаяся тем, что по меньшей мере один из указанных слоев (2, 3) представляет собой слой на основе оксида лантана-стронция-хрома.
21. Многослойная градиентная структура по любому из пп.12-18, отличающаяся тем, что содержит по меньшей мере 20 слоев.
22. Многослойная градиентная структура по любому из пп.12-18, отличающаяся тем, что указанные слои (2, 3) являются пористыми.
23. Твердооксидный топливный элемент, содержащий многослойную градиентную структуру по любому из пп.1-22.
24. Твердооксидный топливный элемент по п.23, отличающийся тем, что указанная многослойная структура образует электродный слой.
25. Способ получения многослойной градиентной структуры по п.1, включающий следующие стадии:
обеспечение слоя (1) подложки;
нанесение первого слоя (2) поверх указанного слоя (1) подложки;
нанесение второго пористого слоя (3) таким образом, чтобы указанный второй слой (3) по меньшей мере частично контактировал со слоем (1) подложки;
нанесение слоев с третьего по десятый таким образом, чтобы каждый из указанных слоев по меньшей мере частично контактировал со слоем (1) подложки;
возможно, нанесение по меньшей мере одного дополнительного слоя таким образом, чтобы указанный дополнительный слой по меньшей мере частично контактировал со слоем (1) подложки; и
соединение указанной многослойной структуры,
при этом нанесение каждого из указанных слоев осуществляют методом пленочного литья или методом трафаретной печати.
26. Способ по п.25, отличающийся тем, что указанный второй слой (3) наносят таким образом, чтобы указанный второй слой (3) по меньшей мере частично контактировал со слоем (1) подложки и контактировал с первым слоем (2); при этом может быть нанесен по меньшей мере один дополнительный слой таким образом, что указанный дополнительный слой по меньшей мере частично контактирует со слоем (1) подложки и контактирует по меньшей мере с одним слоем.
27. Способ по п.25, отличающийся тем, что указанный второй слой (3) наносят таким образом, что указанный второй слой (3) по меньшей мере частично контактирует со слоем (1) подложки и контактирует с первым слоем (2), при этом указанные по меньшей мере два слоя и указанный дополнительный слой контактируют со слоем (1) подложки, а также контактируют с поверхностью по меньшей мере одного из указанных по меньшей мере двух слоев (2, 3).
28. Способ по по любому из пп.25-27, отличающийся тем, что нанесение указанных слоев осуществляют методом пленочного литья.
29. Способ по любому из пп.25-27, отличающийся тем, что указанное соединение осуществляют при температуре по меньшей мере 100°С.
30. Способ получения многослойной градиентной структуры по п.12, включающий следующие стадии:
обеспечение слоя (1) подложки;
нанесение первого слоя (2) поверх указанного слоя (1) подложки;
нанесение второго, пористого, слоя (3) таким образом, чтобы указанный второй слой (3) по меньшей мере частично контактировал со слоем (1) подложки;
возможно, нанесение по меньшей мере одного дополнительного слоя таким образом, чтобы указанный дополнительный слой по меньшей мере частично контактировал со слоем (1) подложки; и
соединение указанной многослойной структуры,
при этом нанесение каждого из указанных слоев осуществляют методом пленочного литья или трафаретной печати.
31. Способ по п.30, отличающийся тем, что указанный второй слой (3) наносят таким образом, чтобы указанный второй слой (3) по меньшей мере частично контактировал со слоем (1) подложки и контактировал с первым слоем (2), при этом может быть нанесен по меньшей мере один дополнительный слой таким образом, чтобы указанный дополнительный слой по меньшей мере частично контактировал со слоем (1) подложки и контактировал по меньшей мере с одним слоем.
32. Способ по любому из пп.30-31, отличающийся тем, что указанный второй слой (3) наносят таким образом, что указанный второй слой (3) по меньшей мере частично контактирует со слоем (1) подложки и контактирует с первым слоем (2), при этом указанные по меньшей мере два слоя и указанный дополнительный слой контактируют со слоем (1) подложки, а также контактируют с поверхностью по меньшей мере одного из указанных по меньшей мере двух слоев (2, 3).
33. Способ по любому из пп.30-31, отличающийся тем, что нанесение указанных слоев осуществляют методом пленочного литья.
34. Способ по любому из пп.30-31, отличающийся тем, что указанное соединение осуществляют при температуре по меньшей мере 100°С.
35. Применение многослойной градиентной структуры по любому из пп.1-22 в твердооксидном элементе.

