Изобретение относится к обработке метаппов давлением, а именно к устройствам цля накатывания наружных резьб ватыпованпыми резьбонакатными ропика ми. По основному авт. св. J 582ОЯ4 известен резьбонакатной ропикд имеющий выемку цпя установки детали, заборную часть, затыпованную по аиа)йетру резьбы в двух направлениях, капибрукшую часть с полным префипем резьбы и сбрасываю щий участок. Однако при накатывании известным ропикрм резьбы на изделиях из материалов, склонных к коррозии под напряжением, на вершине резьбы образуются закаты, ко-торые являются концентраторами напряжений и способствуют рекристаллизацион- ной кс розии металов. Цель изобретения - повышение качества резьбы и расширение технологических возможностей. Поставленная цель достигается тем, что в резьбонакатном ролике на наружной поверхности резьбенакатного ролика между частью и выемкой расположе гладкий у.часток, радиус которого увеличивается от радиуса вь1емки до внутреннего радиуса заборной части, а радиус ,скругления профиля заборной части уве1личивается до наименьшего радиуса скруг ления профиля на капибрукяцей части. На фиг. 1 представлена схема резьбо- накатывания; на фиг. 2 - величина заты- лования заборной части на единичном угле ф J на фиг. 3 - профиль резьбовой поверхности ролика на калибрукяцей части; на фиг. 4 - резьбовой профиль ролика на калибрующей части. Процесс накатывания резьбы осуществи ляется комплектом роликов, состоящим иа двух резьбонакатных роликов 1 и 2, между которыми находится отрабатываемое вздепие 3. На реаьбонакатном ролике выполнена выемка Qto цпя установки изделия 3, заборная часть be , калибрукяцая часть 10 87 и сбрасывающий участок Kd Выемка выполнена С постоянным -(VV|) «i ii l HtHpl радиусом мм, -наружньгй диаметр резьбы ро,лика, мм, - высота головки профиля резьбы, мм, - высота ножки профиля резьбы, мм, Р - шаг резьбы, мм. Перед заборной частью ролика выполнен гладкий участок. На участке, be периферийная поверхность выполнена плавно изменяющейся от диаметра выемки до внутреннего диаметра резьбы. Радиус скругления профиля заборной части У увеличивается от О до наименьшого радиу- са скругления профиля резьбыРчу на калибрующей части. Резьбонакатный ролик работает следукжцим образом. Ролики, работающие в комплекте из 2 штук, получают врашение и правый ролик 1 подаётся к левому 2. При таком положении роликов, между нами вставляют изделия 3. При дальнейшем вращении роликов на участке ЪС-прш сходит плав-, ный отжим правого ролика 1 в рабочее положение и на участке С происходит образование полного профиля резьбы на обрабатываемой детали. При дальнейшем повороте ролика калибруют на участке (Зк .В конце калибрующего участка правый пролик 1 отводят, освобождая тем самым деталь и снимают её со станка. Применение предлагаемого резьбонакатного ролика позволяет офабатывать методом накатьгвания наружную резьбу на деталях материалов, склонных к кфроаии под напряжением, так как повышает качество резьбы и сокращает количество бракованных деталей. Предлагаемый резьбонакатный ролик позволяет повысить качество резьбы в расширять технопогические возможности оборудования Фиг 2 Фt/г,J Фиг.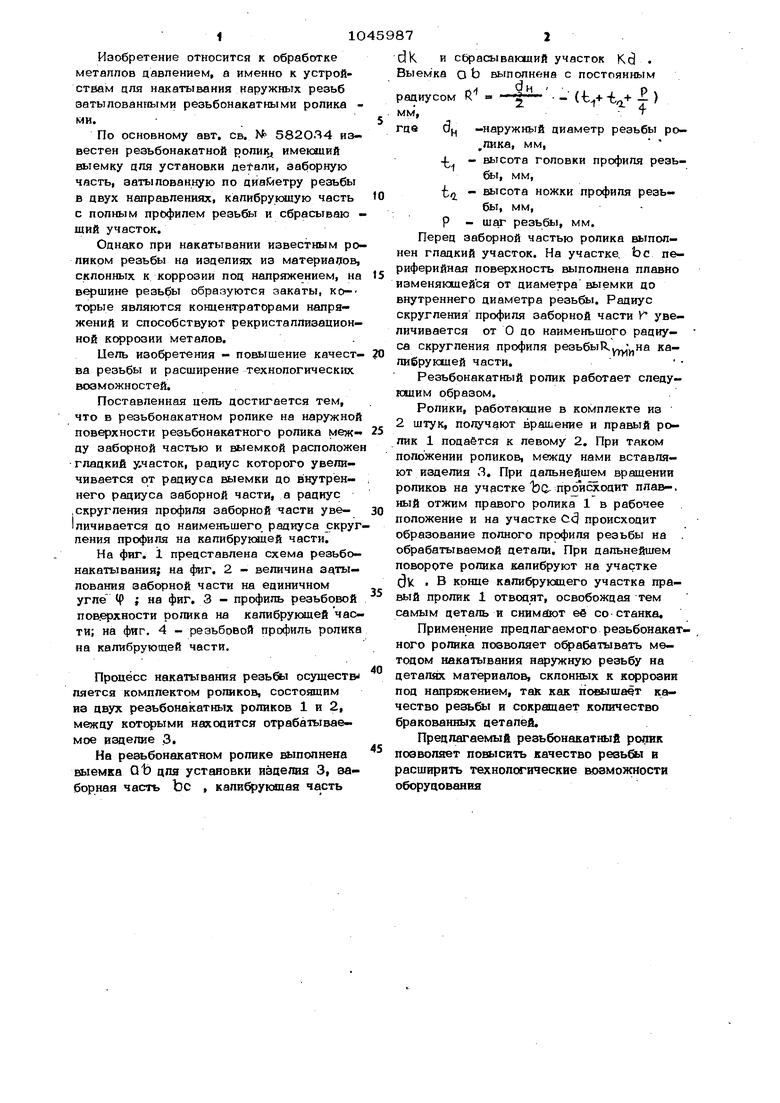
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для одновременного накатывания резьбы и гладкой цилиндрической поверхности | 1988 |
|
SU1637923A1 |
| Способ изготовления конической резьбы на полых изделиях накатыванием и резьбонакатная головка для его осуществления | 1974 |
|
SU766719A1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| УСТРОЙСТВО ДЛЯ ПОВТОРНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 1994 |
|
RU2063290C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| Резьбонакатный ролик | 1975 |
|
SU582034A1 |
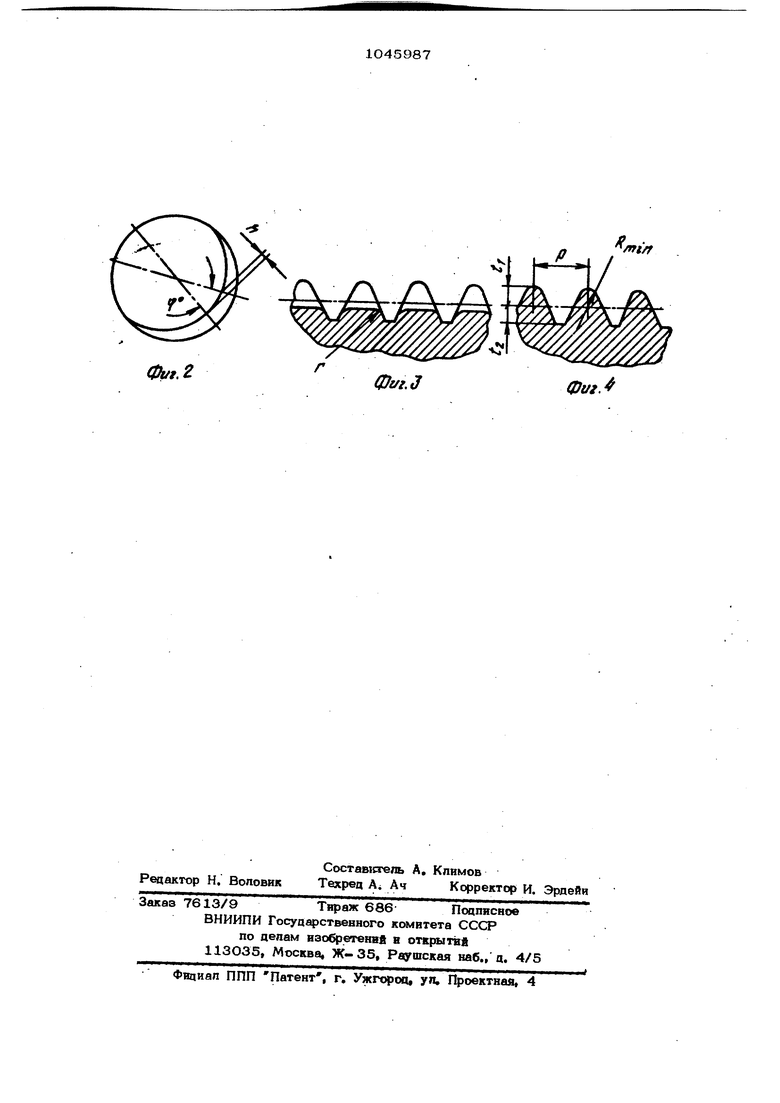
РЕЗЬБОНАКАТНЫЙ РОЛИК по авт. св. № 582О34, отличаюш и с я тем, что, с цепью повышения качества оезьбы, на наружной поверхности резьбонакатного ролика между заборной частью и выемкой распопожея гпацкий участок, радиус которого увеличивает, ся от радиуса №1емки до внутреннего радиуса забсфной части, а радиус округпе ния профиля заборной части увепвчщвает-i ся до наименьшого радиуса скруглення профиля на калибрующей части. О 4: :п UD Х Nj
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Резьбонакатный ролик | 1975 |
|
SU582034A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
