Изобретение относится к электрошлаковой наплавке и может быть использовало для упрочнения преимущественно породоразрушающего инструмента (билы размольно-дробильного оборудования, зубья ковшей экскаваторов, коронки (рыхлителей бульдозеров, ножи отвалов и т.п.), а также других деталей, подвергающихся интенсивному износу.
Известен способ упрочнения бил размольно-дробильного оборудования методом электрошлаковой наплавки, при котором на било, отлитое из стали 110Г13Л, в слое легирующей шихты из порошка износостойкого сплава "сталинит", покрытой флюсом, производят электрошлаковую наплавку электродной проволокой плоской рабочей поверхности. Било горизонтально размещено в трехсторонней охлаждаемой коробке, позволяющей поднимать уровень расплавленного шлака и перемещать его над слоем легирующей шихты [1].
Недостатками этого способа являются ограниченность времени легирования временем кристаллизации наплавляемого металла, разрыв термического цикла изготовления и упрочнения, приводящие к химической и структурной неоднородности упрочненного слоя, что предопределяет его выкрашивание в процессе работы и тем самым снижает долговечность била. Кроме того, использование при изготовлении специальной стали для упрочнения высоколегированного сплава повышает стоимость била.
Известен способ упрочнения деталей методом электролиза в жидких расплавах, при котором деталь, являющаяся катодом, помещается в специальную ванну с жидким расплавом солей, окислов и других химических соединений легирующих элементов при температуре 0,6-0,8 от температуры плавления металла детали. При пропускании постоянного тока между нерастворимым анодом и упрочняемой поверхностью детали на последней происходит осаждение легирующих элементов с последующим химическим и диффузионным взаимодействием с металлом детали, в результате чего формируется упрочненный слой. Так, при электролизе в расплаве буры и окиси циркония в течение двух часов при температуре 900o C и плотности тока 0,3 5А на 1 см2 на стальной поверхности формируется износостойкий слой толщиной 130-140 мкм, состоящий из раствора бора в железе, боридов и карбидов циркония [2].
Недостатками этого способа упрочнения является малая толщина упрочненного слоя и большая длительность процесса, а также невозможность увеличения плотности тока из-за превышения скорости осаждения легирующих элементов над скоростью протекания химических и диффузионных процессов, обеспечивающих прочность сцепления упрочненного слоя с основным металлом.
Наиболее близким аналогом является способ упрочнения при восстановлении зубьев ковша экскаватора методом электрошлаковой наплавки, при котором используется приваренный к торцу изношенного зуба расходуемый составной электрод, верхняя часть которого представляет пластину из стали 110Г13Л, а нижняя выполнена в виде гребенки из износостойкого сплава "сормайт-1". Отливку изношенной части зуба начинают с наплавки износостойкого слоя при горизонтальном расположении охлаждаемого кристаллизатора, после чего в процессе плавления оставшейся части электрода производят поворот кристаллизатора до совмещения осей отливаемого острия и заготовки со скоростью, исключающей контакт закристаллизовавшегося ранее износостойкого слоя со шлаковой ванной. После окончания электрошлаковой отливки острия изношенного зуба производят оплавление в шлаке торца вертикально расположенной заготовки и их стыковку [3].
Недостатками этого способа упрочнения является ограниченность технологических возможностей процесса упрочнения, происходящего в замкнутом объеме охлаждаемого кристаллизатора, сложность технического воплощения способа из-за необходимости согласования вертикальной подачи электрода, перемещения и вращения кристаллизатора со скоростью наплавки. Кроме того, происходит охрупчивание основного металла в зоне термического влияния при стыковке заготовки и наплавленной части, что при значительных ударных нагрузках приводит к ее отколу, а использование составного электрода из специальной стали и высоколегированного сплава удорожает стоимость восстановлении.
Задачей изобретения является расширение технологических возможностей легирования, повышение долговечности и снижение стоимости упрочнения породоразрушающего инструмента.
Для решения задачи изобретения в способе упрочнения, включающем электрошлаковую наплавку рабочей части инструмента и легирование упрочняющего слоя, электрошлаковую наплавку осуществляют со свободным формированием слоя наплавленного металла, после чего, используя имеющийся расплав шлака, неплавящимся электродом производят расплавление наплавленного слоя на глубину упрочнения с одновременным легированием слоя путем введения легирующих элементов в зону расплава, при этом упрочняемый слой поддерживается в расплавленном состоянии в течение времени, необходимого для полного протекания металлургических процессов формирования упрочняемого слоя заданного химического состава и структуры, с последующей немедленной термообработкой инструмента с использованием аккумулированного им тепла. Подача легирующих элементов также может осуществляться за счет их электролизного осаждения, где неплавящийся электрод является анодом, а в качестве катода выступает расплавленная поверхность упрочняемого слоя, при этом в зону расплава подают минеральные концентраты легирующих элементов в количестве, обеспечивающем заданный химический состав упрочняемого слоя.
Поддержание упрочняемого слоя в расплавленном состоянии в течение времени, необходимого для полного протекания металлургических процессов легирования, обеспечивает достижение его химической однородности, а непрерывность термического цикла "наплавка - упрочнение - термообработка" предотвращает сварочные напряжения, горячие и холодные трещины в переходной зоне и формирует микроструктуру металла высокой абразивной износостойкости рабочей поверхности и вязкой основы, что обеспечивает высокую долговечность инструмента.
Предлагаемый способ позволяет объединить процесс электрошлакового расплава с процессом электролизного осаждения, причем использование расплавленной поверхности в качестве катода позволяет его вести на плотности тока электрошлакового расплава.
Использование минеральных концентратов легирующих элементов, стоимость которых на порядок ниже стоимости ферросплавов, не только снижает стоимость упрочнения, но и существенно расширяет технологические возможности легирования упрочняемого слоя широкой гаммой химических элементов.
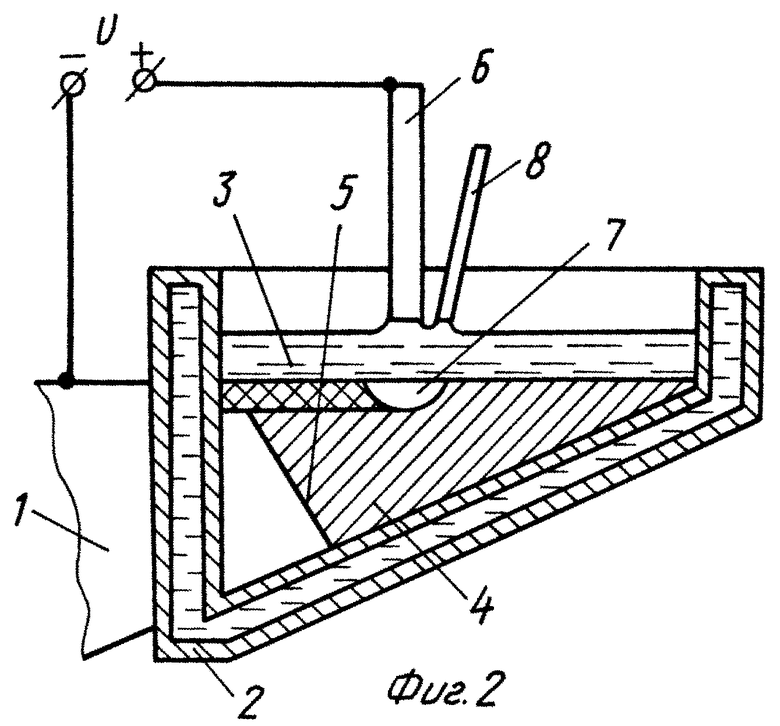
На фиг. 1 изображена общая схема упрочнения рабочей поверхности била молотковой мельницы типа ММТ при изготовлении; на фиг. 2 показана схема упрочнения наконечника рыхлителя бульдозера Т-330 при восстановлении или изготовлении.
Пример 1. Проводили упрочнение била 1 молотковой мельницы типа ММТ 1 при изготовлении. Отливку била производили в охлаждаемом кокиле 2 путем электрошлакового переплава расходуемого электрода, изготовленного из полосы стали 35 толщиной 20 мм, шириной 100 мм и весом 10 кг в расплаве флюса AH348a 3. Режимы наплавки: V=20-30 В, I=0,5-0,8 кА. По окончании наплавки производили замену электрода на неплавящийся электрод 4 и, используя имеющийся расплав шлака, проплавляли поверхность на глубину 20 мм. Режимы проплавления V=30-40 В, I=1,1 кА. Затем осуществляли продольную подачу кокиля с билом со скоростью 10 мм в 1 мин с одновременной подачей легирующей шихты 6 в электродную зону 5 из дозатора 7. Скорость упрочнения определяется по экспериментально полученной авторами формуле: ,
,
где V -скорость упрочнения, мм в 1 мин;
h - толщина неплавящегося электрода, мм,
Н - глубина упрочняемого слоя, мм;
T - время полного протекания металлургических процессов легирования единицы объема, мин.
Поскольку толщина упрочняемого слоя на длине 150 мм изменяется от 20 мм до 10 мм, то в процессе упрочнения производили плавное изменение скорости легирования с 10 мм в 1 мин до 20 мм в 1 мин. Время упрочнения составило 12 мин, а время наплавки 11 мин. По окончании процесса упрочнения било вынималось из кокиля с температурой 1100-1200oС и помещалась в термостат, где при температуре 600oC в течение 5 ч производился изотермический отпуск, по окончании которого било свободно охлаждалось на воздухе.
Легирующая шихта весом 350 г приготовлялась из размола ферромарганца, феррохрома, ферровольфрама, ферросилиция и графита в количестве, обеспечивающем в упрочненном слое, %: углерод 1.2-1.8; кремний 0,5-0,8; марганец 6,0-7,0; хром 5,0-6,0; вольфрам 5,0-6,0.
Пример 2. Производили упрочнение наконечника рыхлителя бульдозера T-330 при восстановлении. Изношенный наконечник 1 укладывали в охлаждаемый кокиль 2 плавящимся электродом в виде пластины из стали 35 толщиной 30 мм, шириной 120 мм, весом 27 кг и под расплавом флюса AH-348A 3 производили наплавку изношенной рабочей части 4 на конец наконечника 5. Режимы наплавки: V=30-40 В, I=0,8-1,0 кА. По окончании наплавки производили замену плавящегося электрода на неплавящийся 6 с подключением источника постоянного тока и, используя имеющийся расплав шлака, проплавляли упрочняемый слой стороны торца на глубину 20 мм. Режимы проплавления: V=40-50 В, I=1,2-1,6 кА, неплавящийся электрод являлся анодом, расплав упрочняемого слоя - катодом. Затем осуществляли продольную подачу кокиля со скоростью упрочнения 15 мм в минуту с одновременной подачей в анодную зону 7 и расплавлением пластины 8 из минеральных концентратов легирующих элементов. Поскольку толщина рабочей части по длине упрочняемого слоя в 350 мм изменяется, в процессе упрочнения производили плавное изменение тока с 1,6 кА до 1,2 кА. Время упрочнения составило 24 мин, а время наплавки - 18 мин. После окончания упрочнения наконечник (температура восстановленной части 1000-1100oС, остальной части 500-600o C) вынимался из кокиля и помещался в термостат, где при температуре 600oC в течение 5 ч производился изотермический отпуск, по окончании которого наконечник свободно охлаждался на воздухе.
Легирующая пластина весом 2,5 кг изготавливалась прессованием минеральных концентратов и включала: шеелит (55% WO), хромит (50% CrO), пиролюзит (40% MnO) и графит в количестве, обеспечивающем химический состав упрочненного слоя, %: углерод 1,2-1,8; кремний 0,5-0,8; марганец 8,0-9,0; хром 5,0-6,0; вольфрам 5,0-6,0.
Металлографические исследования продольного сечения упрочненных деталей показали, что упрочненный слой и наплавленная основа не имеют пор, шлаковых и иных включений, границы перемешивания между упрочненным слоем и основным металлом как таковые отсутствуют, а наблюдается плавный переход упрочненного слоя в основной металл. Упрочненный слой имеет очень мелкую аустенитно-мартенситную структуру с изолированными включениями комплексных карбидов (Cr, Fe) C и (W, Fe) C. Твердость упрочненного слоя по глубине упрочнения 55-60 HRC, в зоне плавного перехода составляющей 5-10 мм 50-30 HRC, и основного металла 30-25 HRC.
Сравнительные испытания упрочненных бил, проведенные на Хабаровской ТЭЦ-3, показали, что их наработка до предельного износа составляет 220 ч, а стандартных бил, изготовленных из стали 110Г13Л, - 180 ч. При этом стоимость упрочненного била составила 70% от стоимости стандартного.
Источники информации
1. Справочник сварщика. Под ред. В.В. Степанова. Изд.3-е, М.: Машиностроение, 1974, 520 с, 444.
2. Авторское свидетельство CCCP N 998552, кл. C 22 B 9/18, 23.02.83.
3. Власов В. М. Работоспособность упрочненных трущихся поверхностей. "Машиностроение", 1987. -304 с, с 97.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2006 |
|
RU2346796C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2007 |
|
RU2348497C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЗЕРНИСТЫМ ПРИСАДОЧНЫМ МАТЕРИАЛОМ | 2006 |
|
RU2336971C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2272703C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ИЗНОШЕННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2383420C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
| Электрод для износостойкой электродуговой наплавки | 2021 |
|
RU2769682C1 |
| Способ восстановления зубьев ковша экскаватора | 1981 |
|
SU998552A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2011 |
|
RU2478030C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2093329C1 |
Способ может быть использован при изготовлении или ремонте деталей, подвергающихся интенсивному износу. Осуществляют электрошлаковую наплавку рабочей части инструмента со свободным формированием слоя наплавленного металла. Производят расплавление слоя на глубину упрочнения неплавящимся электродом с использованием имеющейся шлаковой ванны. Одновременно легируют упрочняемый слой путем введения в зону расплава легирующих элементов. Упрочняемый слой поддерживают в расплавленном состоянии до получения слоя заданного химического состава и структуры. Сразу после окончания процесса формирования слоя проводят термообработку. Введение легирующих элементов можно производить за счет их электролизного осаждения путем подачи в зону расплава минеральных концентратов. Поддержание упрочняемого слоя в расплавленном состоянии в процессе легирования и непрерывность термического цикла предотвращают появление горячих и холодных трещин. Способ обеспечивает химическую однородность упрочненного слоя и его высокую износостойкость при достаточной вязкости основы. 1 з.п. ф-лы, 2 ил.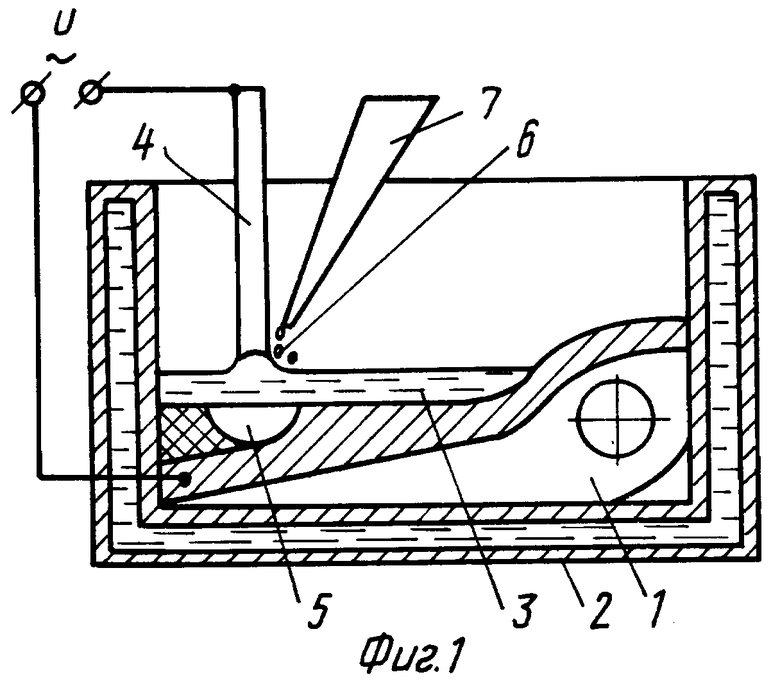
| Способ восстановления зубьев ковша экскаватора | 1981 |
|
SU998552A1 |
| Способ поверхностного упрочнения изношенных металлических деталей | 1954 |
|
SU101425A1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО И АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ БУРЕНИЯ ГОРНЫХ ПОРОД | 1995 |
|
RU2101456C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 1997 |
|
RU2132264C1 |
| Горный компас | 0 |
|
SU81A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ИЗ α- ИЛИ α+β-ТИТАНОВЫХ СПЛАВОВ | 2005 |
|
RU2314362C2 |

