Изобретение относится к фрезерной головке с несколькими держателями с ножами, установленными в гнездах корпуса, при этом каждый из держателей ножей способен перемещаться в осевом направлении с помощью клина и фиксируется во фрезерной головке с помощью зажима.
Такая фрезерная головка в основном известна из патента DE 4003862. Гнезда для держателей ножей в описанной головке идут от одного из торцов ее корпуса параллельно ее оси вращения, а также на расстоянии от ее внешней периферии, на которой режущие кромки режущей пластины лишь слегка выступают за поверхность кромок корпуса. Кроме того, оси цилиндрических штифтов, используемых для жесткого крепления, соответственно наклонены по отношению к осям держателя режущей пластины, в котором установлена режущая пластина. Наконец, также предусмотрен другой цилиндрический штифт с дифференциальным винтом для аксиальной регулировки каждой режущей пластины, и он установлен в гнезде, идущем от периферии корпуса в радиальном направлении вовнутрь. Геометрически идентичные цилиндрические штифты используют для аксиальной регулировки и радиального жесткого крепления в направлении наружу. Преимущество указанной фрезерной головки заключается в том, что в результате положения гнезд, в которых крепятся держатели режущих пластин параллельно оси корпуса, возникают только радиально направленные центробежные силы без аксиальных составляющих. Может обеспечиваться эффективное поглощение указанных сил, т.к. гнезда выполнены не непосредственно на периферии корпуса, а радиально вовнутрь на расстоянии от периферийной части. Головка сконструирована, в частности, для работы при исключительно высоких скоростях вращения и возникающих центробежных силах. Преимущество заключается в том, что обеспечивается точная регулировка режущих элементов в аксиальном направлении без взаимодействия радиальных составляющих.
При чистовой обработке приводных валов или кулачковых валов первоначально проводят предварительную (черновую) обработку с использованием ротационного развертывания, фрезерования или токарной обработки с последующей чистовой обработкой и, наконец, прецизионной чистовой обработкой. В соответствии с технологическими требованиями указанный последний процесс обработки проводят путем закругления кромок или ленточного шлифования с использованием смазывающе-охлаждающих жидкостей.
В альтернативном случае в немецком патенте DE 102004022360 предлагается использование прямоугольного развертывания. В указанном патенте также предлагается проведение финишной обработки детали всухую или при минимальном количестве смазывающе-охлаждающей жидкости, что является желательным ввиду высоких затрат на удаление смазывающе-охлаждающей жидкости.
Тем не менее при чистовой обработке приводных валов или коленчатых валов с использованием ротационного развертывания ставится требование по достижению оптимального совмещения комплекта фрез, расположенных во фрезерной головке. Любое неточное позиционирование, а также любая ошибка в процессе резания приводят к снижению качества поверхности обрабатываемой детали.
Таким образом, целью настоящего изобретения является создание простой в эксплуатации фрезерной головки. В частности, указанная фрезерная головка должна обеспечить финишную обработку приводных валов, в частности цементированных приводных валов для пассажирских автомобилей, и соответствовать следующим критериям:
1. Точное осевое позиционирование комплекта фрез в настоящей инструментальной головке.
2. Точное радиальное расположение комплекта фрез при эквидистантных угловых размерах с целью предотвращения деформации профиля.
3. Точное планарное позиционирование всех ножей.
4. Взаимозаменяемость держателей ножей.
5. Возможность оборудования ножей различными режущими элементами как в отношении состава ножа, так и профиля ножа.
Указанная цель достигается с помощью фрезерной головки по п.1 формулы изобретения. Указанная фрезерная головка имеет несколько держателей ножей, установленных в гнездах основания, на которые напаяны соответствующие ножи.
Держатели ножей можно перемещать в осевом направлении с помощью клина, и они крепятся во фрезерной головке с помощью удерживающего элемента.
В соответствии с настоящим изобретением каждый из держателей ножей снабжен хвостовиком, установленным в предпочтительно дополнительном отверстии корпуса, предпочтительно окруженном внешним зажимным кольцом, установленным путем горячепрессовой посадки вовнутрь корпуса, закрепленного с помощью осевого удерживающего элемента.
Исходя из вышеописанного решения, держатели ножей могут быть точно позиционированы с помощью внешней поверхности их хвостовиков. Благодаря выбранному продольному осевому направлению держателей ножей или хвостовиков при вращении фрезерной головки не возникают центробежные силы, как, например, это происходит во фрезерных головках, в конструкциях которых продольные оси держателей ножей расположены под углом к оси вращения. Установка хвостовиков в соответствующих отверстиях корпуса, а также аксиальное крепление с помощью удерживающего элемента позволяет достичь высокой точности задания траектории держателей ножей и, следовательно, совмещения ножей. В общем, небольшая толщина прижимного узла может рассматриваться как преимущество, позволяющее достичь компактности. В частности, обеспечивается точная воспроизводимость зажима и разжима. Зажим с помощью зажимных колец и центрально расположенного удерживающего элемента обеспечивает простоту управления, а также высокую точность задания траектории держателей ножей и, кроме того, совмещения ножей. Преимущество при зажиме также обеспечивается за счет компактных ножей. Зажим держателей ножей может многократно осуществляться при неизменной точности.
Другие преимущества описаны в зависимых пунктах формулы изобретения.
Например, центральный удерживающий элемент предпочтительно имеет конструкцию в виде n-угольного корпуса с n планарными поверхностями кромок при виде сверху, при этом каждая планарная поверхность кромки в зажатом положении примыкает к планарной поверхности кромки держателя ножа или хвостовика держателя ножа. Количество n соответствует количеству используемых держателей ножей, при этом предпочтительно используют держатели ножей, расположенные при 120° угловом смещении. Удерживающий элемент закреплен в основании с помощью зажимного винта, в частности винта с шестигранным отверстием в головке, расположенном в корпусе. Такая конструкция обеспечивает простую сборку фрезерной головки, благодаря чему обеспечивается простая смена держателей ножей с изношенными ножами. Для замены инструментов необходимо всего лишь отпустить зажимной винт для удерживающего элемента, при этом все держатели ножей могут быть удалены без усилия и заменены держателями ножей с новыми лезвиями. Далее, повторно устанавливают зажимной винт в аксиальном направлении, при этом n поверхности кромок ориентированы под углом. Удерживающий элемент закрепляют зажимным винтом, предпочтительно двухзаходным винтом, блокирующимся в корпусе, в результате чего достигается раздельная фиксация. На этом этапе поверхности кромок удерживающего элемента, а также соответствующие поверхности кромок держателя ножа слегка наклонены по отношению к оси вращения фрезерной головки.
Для аксиальной регулировки ножей используют клин, имеющий конструкцию в виде цилиндрического штифта с плоскими скошенными поверхностями. Указанный цилиндрический штифт установлен в радиальном отверстии корпуса и предпочтительно регулируется с помощью регулировочного винта. В соответствии с предпочтительной конструкцией настоящего изобретения ножи держателей ножей выполнены из твердого металла, кубического нитрида бора (КНБ), или поликристаллического алмаза, которые предпочтительно припаяны к держателю ножа.
Ниже приведено описание примеров осуществления фрезерной головки со ссылками на прилагаемые чертежи, на которых:
ФИГ.1 - вид в перспективе фрезерной головки с тремя держателями ножей в первом примере осуществления изобретения;
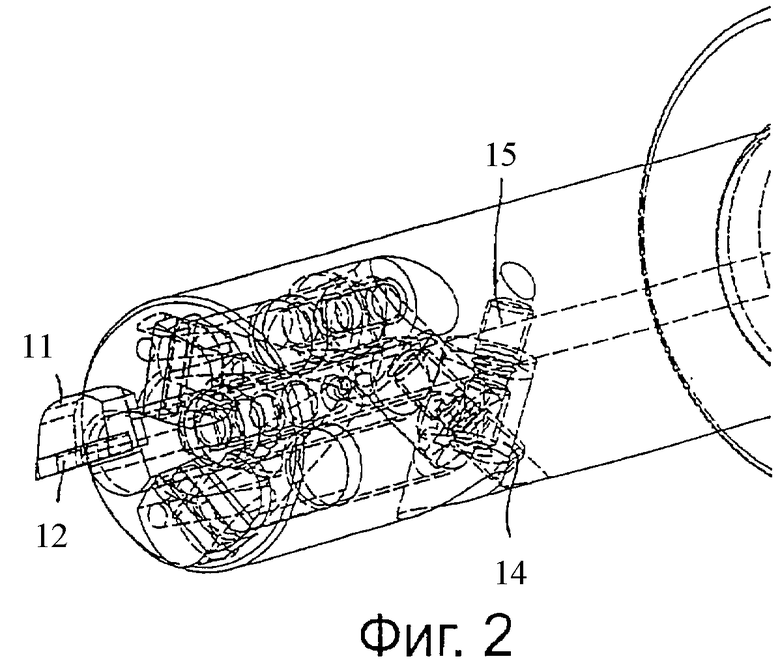
ФИГ.2 - каркасная модель фрезерной головки в соответствии с ФИГ.1;
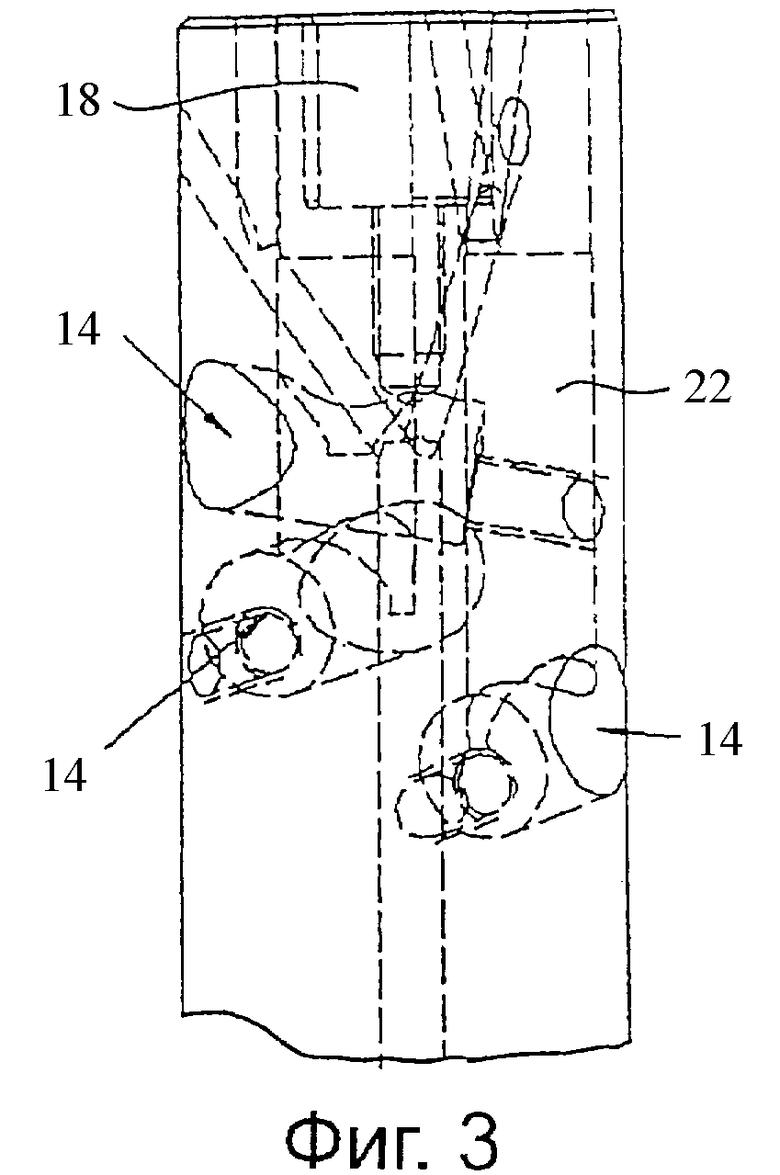
ФИГ.3 - продольный разрез фрезерной головки по ФИГ.1 и ФИГ.2 без держателей ножей;
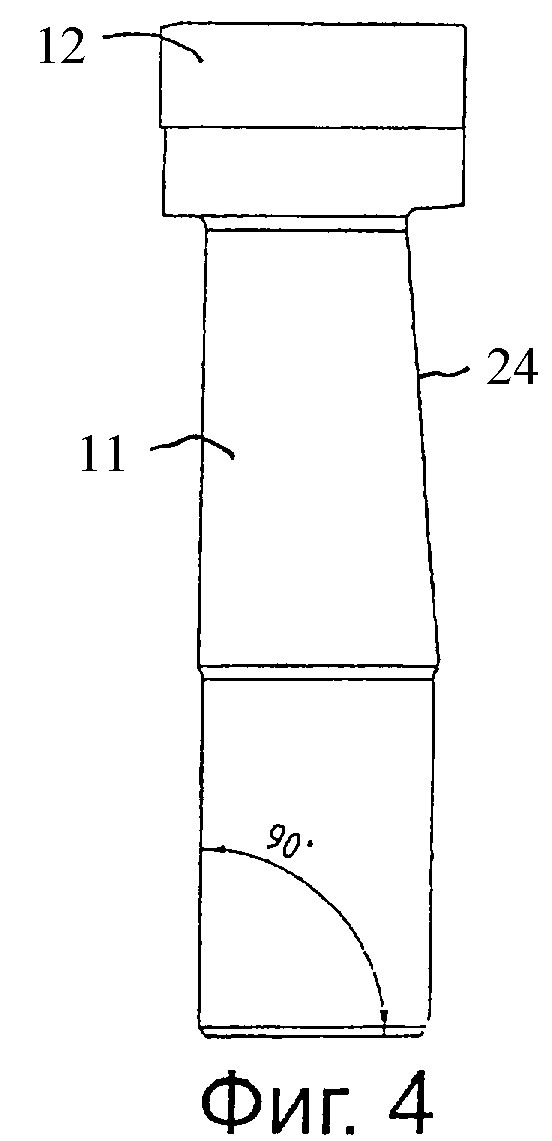
ФИГ.4 - вид сбоку держателя ножа;
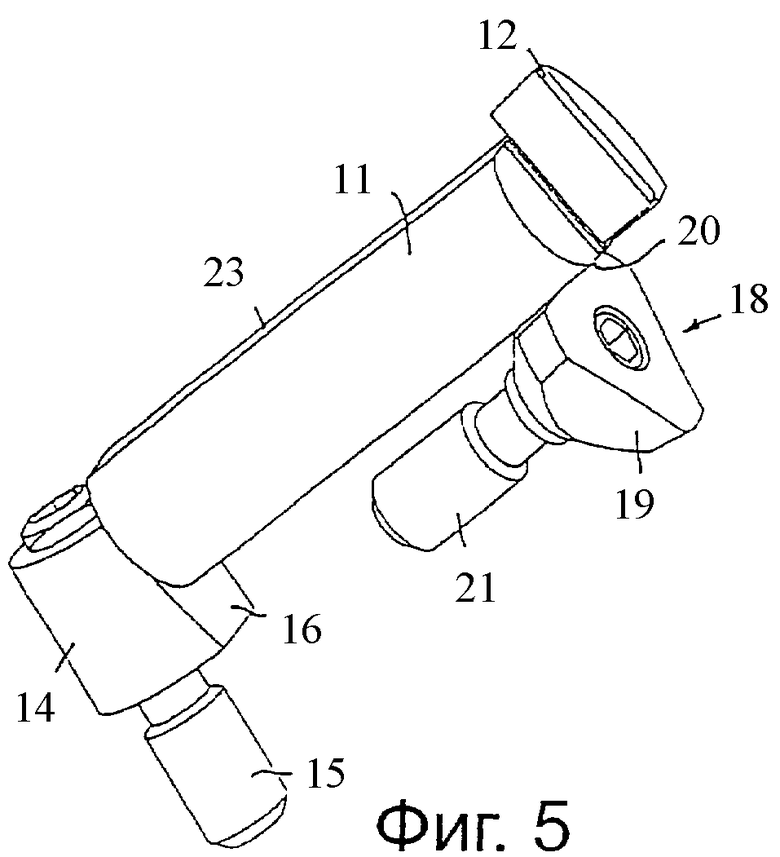
ФИГ.5 - общий эскиз относительного положения держателя ножа, удерживающего элемента и клина для аксиального совмещения;
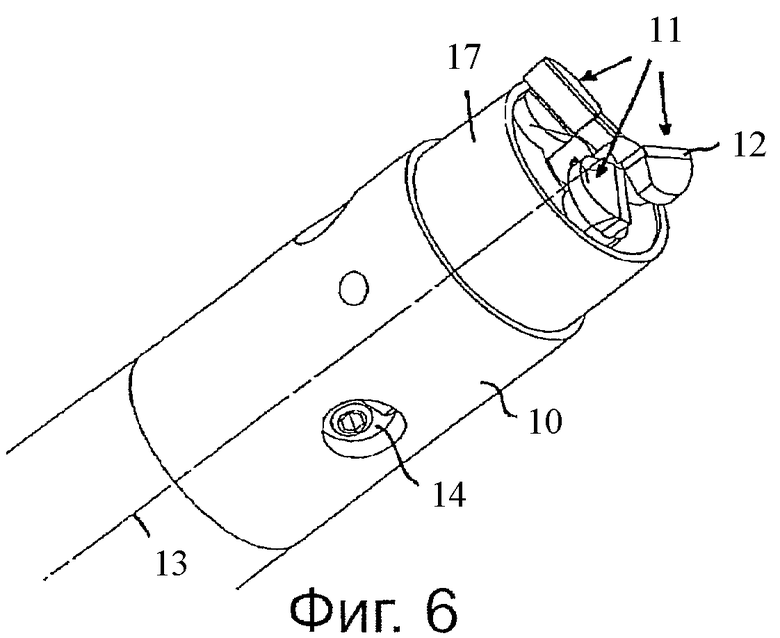
ФИГ.6 - вид в перспективе фрезерной головки с тремя держателями ножей в соответствии с другим примером осуществления настоящего изобретения;
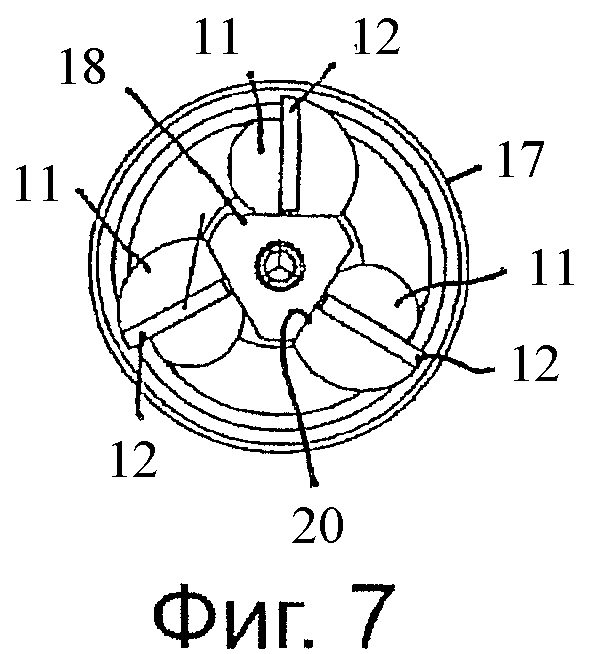
ФИГ.7 - вид сверху фрезерной головки в соответствии с ФИГ.6; и
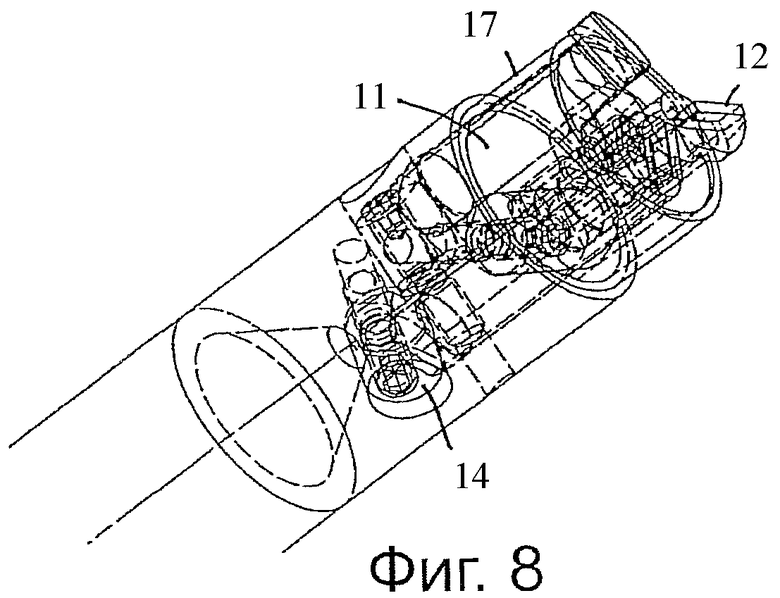
ФИГ.8 - каркасная модель фрезерной головки в соответствии с ФИГ.6.
Фрезерная головка, проиллюстрированная на ФИГ.1-3, в основном включает корпус 10, в котором установлены три держателя ножей 11 с соответственно напаянными ножами 12. Держатели ножей 11 установлены в соответствующих отверстиях 22, расположенных параллельно продольной центральной оси 13 (см. ФИГ.3). В целом в корпусе 10, в котором расположены соответствующие клинья 14, с возможностью перемещения в радиальном направлении с помощью соответствующих регулировочных винтов 15, предпочтительно двухзаходных винтов, имеются другие отверстия, идущие в радиальном направлении и расположенные под небольшим углом к корпусу. Как видно из ФИГ.5, указанные клинья 14 имеют поверхности 16, расположенные под углом к радиальной плоскости корпуса таким образом, чтобы при радиальном перемещении клиньев 14 обеспечивалось перемещение держателя ножа 11 вдоль его продольной оси, т.е. аксиально. Удерживающий элемент 18, расположенный по центру, и имеющий три поверхности кромок, примыкающих к соответствующим поверхностям кромок 20 держателя ножа 11, используют для зажима держателей ножа. Удерживающий элемент 18 может быть зафиксирован с помощью винта 21, который предпочтительно является двухзаходным винтом. Удерживающий элемент 18 используют в проиллюстрированном случае для фиксации трех держателей ножей 11, каждый из которых имеет плоскую поверхность кромки 20. Благодаря надлежащей конструкции удерживающего элемента 18 и ориентации поверхностей кромок 19 в форме треугольника, можно достичь точного совмещения ножей и держателя ножей 11 таким образом, чтобы они образовывали друг с другом угол в 120° (см. ФИГ.1). Каждый держатель ножа 11 может быть перемещен в осевом направлении с помощью цилиндрического штифта 14 и соответствующего винта 15. Отверстия 22 используют для параллельного совмещения по оси держателей ножей и комплекта ножей с ними. Как проиллюстрировано на ФИГ.4, каждый из держателей ножей 11 может иметь наклонную поверхность 24, угол наклона которой соответствует углу наклона поверхности кромки 19 удерживающего элемента. Благодаря этому обеспечивается заданный прижим держателя ножа 11 к поверхности кромки 19 (ввиду разделения прижимного усилия на радиальную или действующую в осевом направлении составляющую).
Преимущества выбранного примера осуществления изобретения, в частности, заключаются в том, что обеспечивается точное аксиальное позиционирование держателей ножей 11 и в сочетании с ними ножей и что весь инструмент имеет компактную и автономную конструкцию, приемлемую для высокоскоростного вращения.
В соответствии с ФИГ.6-8 фрезерная головка 10 в основном включает корпус 10, в котором размещены три держателя ножей 11с соответственно напаянными ножами 12. Держатели ножей 11 установлены в отверстиях, расположенных параллельно продольной оси 13. В целом в корпусе 10, в котором расположены клинья 14 с возможностью перемещения в радиальном направлении с помощью соответствующих регулировочных винтов 15, предпочтительно двухзаходных винтов, имеются другие отверстия, идущие в радиальном направлении и расположенные под небольшим углом к корпусу. Как видно из ФИГ.5, указанные клинья 14 имеют поверхности 16, расположенные под углом к соответствующей радиальной плоскости корпуса таким образом, чтобы при радиальном перемещении клиньев 14 обеспечивалось перемещение держателя ножа 11 вдоль его продольной оси, т.е. радиально. Зажимное кольцо 17 (см. ФИГ.6 и 7), а также удерживающий элемент 18, расположенный по центру и имеющий три поверхности кромок 19, примыкающие к соответствующим поверхностям кромок 20 держателя ножа, используют для зажима держателя ножа 11. Удерживающий элемент 18 может быть зафиксирован с помощью винта 21, предпочтительно являющимся двухзаходным винтом. В иллюстративном примере осуществления настоящего изобретения удерживающий элемент 18 используют для фиксации трех держателей ножей 11, каждый из которых имеет замкнутую поверхность кромок 20. Благодаря конструкции удерживающего элемента и расположению поверхностей кромок 19 в форме треугольника, можно достичь точного совмещения ножей и держателя ножей под углом 120° друг к другу. Каждый держатель ножа может быть отрегулирован в осевом направлении с помощью соответствующего цилиндрического штифта 14 и винта 15. Зажимная пружина 17, представляющая собой цилиндр, предназначена для обеспечения параллельного совмещения по оси держателей ножей и комплекта ножей. Корпус 10 и зажимное кольцо 17 имеют смежные цилиндрические поверхности. Как показано на ФИГ.5, держатель ножа 11 имеет узкую поверхность основания 23, идущую вдоль продольной оси. Поверхность 23 обеспечивает двойной линейный контакт между зажимным штифтом и комплектом фрез.
За счет фиксации зажимным кольцом обеспечивается достижение высокой скорости вращения фрезерной головки до 6000 оборотов в минуту без снижения качества механической обработки. Только в том случае, если ввиду исключительно высоких скоростей вращения центробежные силы, действующие на зажимное кольцо, превысят заданные значения, может произойти расширение зажимного кольца.
Зажимное кольцо имеет конструкцию, предпочтительно выполненную в виде втулки, и, в частности, его толщина составляет от 0,5 мм до 1 мм и (или) высота от 75 до 100 мм. При использовании требуемого материала (стали) указанные размеры являются достаточными для обеспечения надежного крепления держателя ножей при достижении исключительно высоких скоростей вращения.
Проиллюстрированный нож является приемлемым для проведения прямоугольного резания цилиндрической поверхности, в частности для чистовой обработки приводных валов вместо шлифования. Прямоугольное резание цилиндрической поверхности можно проводить всухую с целью достижения дополнительных стоимостных преимуществ по сравнению со шлифованием с охлаждением, в процессе которого используют смазывающе-охлаждающие жидкости. Фрезерная головка в соответствии с настоящим изобретением позволяет достичь высокой производительности при вращении, высокого качества обработанной поверхности детали, выпуклости гнезда подшипника и экономичного массового производства. В частности, инструмент может быть использован для прямоугольного резания цилиндрической поверхности с регулировкой эксцентрика без необходимости использования аксиальной скорости перемещения при необходимости.
Перечень номеров позиций
10 - корпус
11 - держатель ножа
12 - ножи
13 - продольная ось
14 - клин
15 - регулировочный винт
16 - наклонные поверхности клина 14
17 - зажимное кольцо
18 - удерживающий элемент
19 - поверхности кромок
20 - поверхность кромки
21 - винт
22 - отверстия
23 - плоская поверхность
24 - наклонная поверхность
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНАЯ ГОЛОВКА | 2006 |
|
RU2414333C2 |
| РЕЗЕЦ И ФРЕЗЕРНАЯ ГОЛОВКА | 2007 |
|
RU2424878C2 |
| Фрезерная головка с установочной торцовой чистовой режущей кромкой | 1982 |
|
SU1416274A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И ФРЕЗЕРНАЯ РЕЗЦОВАЯ ГОЛОВКА | 2008 |
|
RU2425735C2 |
| ДЕРЖАТЕЛЬ В СБОРЕ И СПОСОБ ПОДВЕСНОЙ УСТАНОВКИ ОБЪЕКТА, В ЧАСТНОСТИ, КАМЕРЫ ВИДЕОНАБЛЮДЕНИЯ | 2020 |
|
RU2794070C1 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 1994 |
|
RU2111093C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2422253C2 |
| НОЖЕВАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ РЕЗАНИЕМ И НОЖ ДЛЯ ЭТОГО | 2015 |
|
RU2690422C2 |
Головка содержит корпус и несколько держателей ножей с ножами, установленными в гнездах, при этом каждый держатель ножа установлен с возможностью перемещения в осевом направлении с помощью клина и фиксирования в головке с помощью удерживающего элемента. Для повышения качества обработки каждый из держателей ножей установлен в отверстии, выполненном в корпусе, при этом удерживающий элемент расположен по центру корпуса. 7 з.п. ф-лы, 8 ил.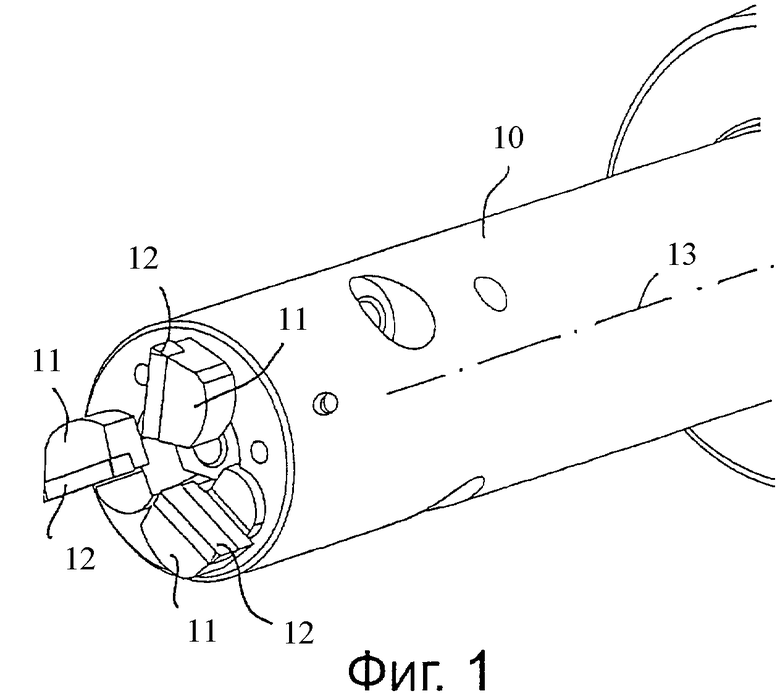
1. Фрезерная головка, содержащая корпус и несколько держателей ножей (11) с ножами (12), установленными в гнездах, при этом каждый держатель ножа (11) установлен с возможностью перемещения в осевом направлении с помощью клина (14) и фиксирования во фрезерной головке с помощью удерживающего элемента (18), отличающаяся тем, что каждый из держателей ножей (11) установлен в отверстии (22), выполненном в корпусе, при этом удерживающий элемент (18) расположен по центру корпуса.
2. Фрезерная головка по п.1, отличающаяся тем, что отверстия (22) обработаны резанием по координатам.
3. Фрезерная головка по п.1, отличающаяся тем, что она снабжена зажимным кольцом (17), выполненным в виде втулки, установленной путем горячепрессовой посадки на корпусе (10), при этом его толщина предпочтительно составляет 0,5 - 1 мм и/или высота - 75 - 100 мм.
4. Фрезерная головка по любому из пп.1-3, отличающаяся тем, что расположенный по центру удерживающий элемент (18) выполнен в виде n-угольного корпуса с n верхними планарными поверхностями кромок (19) при виде сверху, при этом каждая поверхность кромки (19) в зажатом положении примыкает к планарной поверхности кромки (20) держателя ножа (11).
5. Фрезерная головка по любому из пп.1-3, отличающаяся тем, что удерживающий элемент (18) закреплен в корпусе (10) с помощью зажимного винта (21), в частности винта с шестигранным отверстием в головке.
6. Фрезерная головка по любому из пп.1-3, отличающаяся тем, что клин (14) выполнен в виде цилиндрического штифта с плоской скошенной поверхностью (16), установленного в радиальном отверстии корпуса (10), и предпочтительно отрегулирован с помощью винта (15).
7. Фрезерная головка по любому из пп.1-3, отличающаяся тем, что количество держателей ножей (11) выбрано равным трем и они расположены с угловым смещением в 120°.
8. Фрезерная головка по любому из пп.1-3, отличающаяся тем, что ножи, выполненные из твердого металла, кубического нитрида бора (КНБ) или поликристаллического алмаза (ПКА) предпочтительно припаяны к держателю ножа.
| DE 4003682 A1, 07.02.1991 | |||
| Способ калибрования цилиндрических отверстий в деталях | 1980 |
|
SU902907A1 |
| Способ обработки тел вращения | 1984 |
|
SU1201173A1 |
| Способ обработки поверхностей вращения | 1984 |
|
SU1255302A1 |
| Способ фрезерования цилиндрической поверхности | 1987 |
|
SU1511013A1 |

