Изобретение относится к области металлургии, в большей степени к термической обработке и обработке металлов давлением, и предназначено для изготовления сверхпластичных листов из алюминиевого сплава системы Al-Ni-Zn-Mg-Cu-Zr.
Одним из необходимых факторов достижения эффекта сверхпластичности является микрозеренная структура сплавов с размером зерна перед началом сверхпластической деформации менее 10 мкм (И.И.Новиков, В.К.Портной «Сверхпластичность сплавов с ультрамелким зерном», 1981 г.).
Среди существующих способов (технологий) в промышленности известны способы получения листов различных сплавов с микрозеренной структурой при помощи термомеханической обработки.
Сплав имеет состав в пределах марки, описанной в патенте USA Patent 6585932. Однако есть отличия от указанного патента по некоторым компонентам: содержание циркония обязательно и регламентируется в узких пределах 0,25-0,3 мас.% данной технологией. Содержание других добавок переходных металлов, образующих дисперсоиды - хрома или марганца вместе с цирконием или вместо циркония, недопустимо, так как заданной структуры и показателей сверхпластичности не достигается. Согласно данным патента USA Patent 6585932 сплав имеет при комнатной температуре не менее 2% удлинения и предел прочности не менее 530 МПа.
Суммарное содержание примесей железа и кремния без изменения показателей сверхпластичности может достигать 0,3%. Обязательным является присутствие в сплаве циркония в количестве 0,25-0,3%.
Способы получения сверхпластичного листа сплавов похожего состава, но не содержащих никеля (АА 7000 серии) описаны в патентах US 4486244 от 4121984, 4618382 от 21.10.1986, 4867805 от 19.09. 1989, 5490885 от 13.02.1996 и 5772804 от 30.06.1998.
Однако сплавы имеют размер зерна около 10 мкм и сверхпластичны только в интервале скоростей 10-5-10-3 с-1. Наиболее близка к данной технология получения сверхпластичных листов из сплавов АА7000 серии, описанная в патенте US 4486244 от 4.12.1984. Однако наш способ исключает необходимость применения операции закалки с последующим гетерогенизационным отжигом и высокоскоростных нагревов до температур сверхпластической деформации. В нашем случае структура сплава гетерогенна после литья и гомогенизационных отжигов благодаря присутствию эвтектикообразующих добавок никеля и дисперсоидов циркония. Для обеспечения требуемой микроструктуры и высоких показателей сверхпластичности необходимо содержание до 9 об.% частиц размерами 1-2 мкм и частиц размером 0,01-0,05 мкм в количестве, достаточном только для частичной рекристаллизации в процессе нагрева до температур сверхпластической деформации.
Технической задачей данного изобретения является технология получения листа, предназначенного для сверхпластической формовки с повышенными скоростями деформации и параметры сверхпластической формовки алюминиевого сплава с равномерным распределением крупных частиц эвтектической фазы Al3Ni и дисперсных частиц интерметаллидов Al3Zr. Листы из указанного сплава предназначены для сверхпластической формовки деталей сложной формы (со скоростями деформации от 1×10-3 до 1×10-2 с-1).
Для решения поставленной задачи предлагается следующая технология.
Для обеспечения введения циркония в твердый раствор при кристаллизации в количестве минимум 0,25% расплав необходимо разливать с температуры не менее 800°C со скоростью охлаждения не менее 15 К/с.
Далее проводят гомогенизационный отжиг, состоящий из двух ступеней 450°C и 500°C с суммарным временем выдержки 6 часов, на первой ступени растворяется неравновесная составляющая и образуются дисперсоиды алюминида циркония, вторая ступень необходима для фрагментации и сфероидизации частиц эвтектической никельсодержащей фазы.
Затем сплав подвергают горячей прокатке при температуре 410±10°C с обжатием 80%. После чего проводят смягчающий отжиг при температуре 480°C (с точностью поддержания температуры в печи 58°C) в течение 30 мин с последующим медленным охлаждением с печью. Такой режим отжига необходим для повышения технологичности сплава при последующей холодной прокатке.
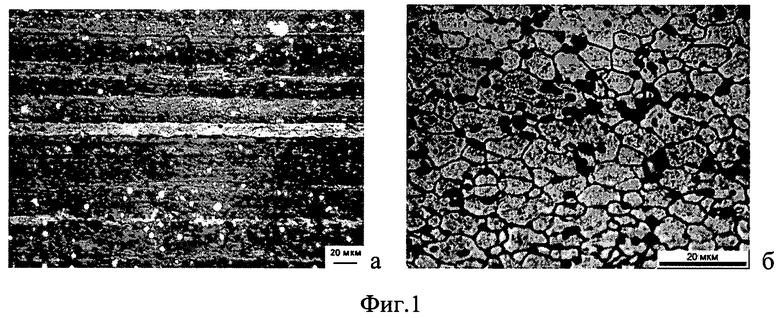
Холодную прокатку проводят в одну ступень с обжатием не менее 60%. На фиг.1 представлена структура сплава после 20 минут выдержки при температуре 515°C перед деформацией частично рекристаллизованная (а) и после 500% сверхпластической деформации полностью рекристаллизованная (б).
В результате последующего нагрева под сверхпластическую формовку формируется частично рекристаллизованная структура (фиг.1а), а на первых этапах сверхпластической формовки структура становится полностью рекристаллизованной со средним размером зерна 2-3 мкм за счет равномерного распределения крупных частиц эвтектической фазы, цирконий, содержащие интерметаллиды обеспечивают стабильность структуры во время сверхпластической деформации. Равномерность распределения частиц достигается за счет ускоренной кристализации расплава и процессов горячей и холодной пластической деформации. Средний размер зерна после 500% деформации со скоростью 10-2 с-1 составляет 7 мкм (фиг.1б).
В холоднокатаном состоянии сплав содержит 7-9% частиц эвтектической фазы с размерами от 1 до 2 мкм и дисперсоиды алюминида циркония размерами (10-50 нм) в таком количестве, чтобы обеспечить только частичное торможение рекристаллизационных процессов в листе при нагреве до температуры сверхпластической формовки.
Таким образом, технологический режим включает последовательно: кристаллизацию слитков (скорость не менее 15 К/с), двухступенчатую гомогенизацию (450°C и 500°C), горячую прокатку при температуре 410°C с обжатием 80%, промежуточный смягчающий отжиг при температуре 480°C в течение 30 мин с последующим медленным охлаждением вместе с печью для выделения легирующих элементов из раствора в виде частиц второй фазы MgZn2 с целью улучшения технологичности листа и холодную прокатку с обжатием 60%. Показатели сверхпластичности сплава, полученного по разработанной технологии, значительно выше (больше удлинения, допустимые скорости формовки и ниже величина напряжения течения), чем для прочих высокопрочных алюминиевых сплавов при получении листов из них термомеханической обработкой, что повышает производительность метода сверхпластической формовки и качество продукции.
Пример 1
Сплав состава Al-6,2%Zn-3,8%Ni-2,1%Mg-1,1%Cu-0,3%Zr-0,05Fe-0,05%Si был обработан следующим образом.
Для приготовления сплава использовали алюминий марки A0, магний Мг90, цинк Ц0, лигатуры «Al - 3,5 мас.% Zr», «Al - 20 мас.% NI» и «Al - 33.5 мас.% Cu». Плавку вели в графитошамотных тиглях с последовательным введением в расплавленный алюминий лигатур «Al - 3,5% Zr»; «Al - 20% Ni»; «Al - 33,5% Cu», магния и цинка в чистом виде. Перед введением цинка и магния расплав доводили до температуры 730°C и покрывали поверхность расплава тонким слоем флюса «карналлит» для предупреждения угара время последующего нагрева до 800°C. Для более полной гомогенизации расплава перед разливкой выдерживали его в течение 15 мин при 800°C. Температура разливки объясняется тем, что ниже 780°C из расплава выделяются первичные алюминиды циркония, что впоследствии приведет к полной рекристаллизации во время нагрева до температур сверхпластической деформации и снижению показателей сверхпластичности.
Разливку расплава проводили на установке полунепрерывного литья со скоростью охлаждения не менее 15 К/с. Меньшие скорости охлаждения могут привести к обеднению алюминиевого твердого раствора цирконием из-за выделения первичных кристаллов алюминида циркония из расплава.
Следующим этапом технологического процесса является гомогенизирующий отжиг слитков. Далее проводили гомогенизационный отжиг, состоящий из двух ступеней 450°C и 500°C с суммарным временем выдержки 6 часов (по 3 часа на этап), на первой ступени растворяется неравновесная составляющая и образуются дисперсоиды алюминида циркония, вторая ступень необходима для фрагментации и сфероидизации частиц эвтектической никельсодержащей фазы.
При таком режиме полностью успевает пройти гомогенизация слитков и образование дисперсоидов. После гомогенизации поверхность слитков обрабатывали фрезеровкой и отрезали усадочную раковину.
Горячую прокатку проводили при 420°C с суммарным обжатием 80%.
Промежуточный смягчающий отжиг проводили при температуре 480°C в течение 30 мин. Охлаждение с температуры отжига проводи медленное - с печью, для обеднения твердого раствора легирующими элеменатами. Твердость листов после отжига составляла 70HV. Измерения проводили при помощи твердомера универсального ИТ 5010 по ГОСТ 23677-79. Таких значений твердости достаточно для обеспечения высокой технологичности при последующей холодной прокатке.
Холодную прокатку проводили с обжатием 60%.
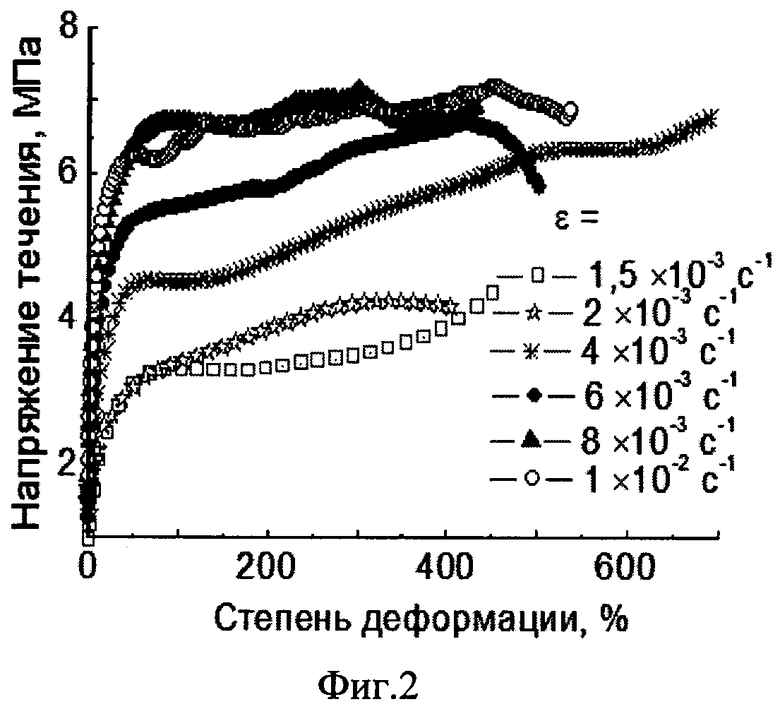
На фиг.2 представлена зависимость напряжения течения от степени деформации при разных скоростях сверхпластической деформации.
Наилучшие свойства сплав показывает при температуре сверхпластической деформации 515°C в широком интервале скоростей (фиг.2). В результате нагрева под сверхпластическую формовку формируется частично рекристаллизованная структура, которая полностью рекристаллизуется в процессе сверхпластической деформации.
Данный режим обеспечил получение частично рекристаллизованной структуры перед началом сверхпластической деформации и равномерную рекристаллизованную зеренную структуру в процессе деформации, что в отличие от наиболее схожей технологии позволяет осуществлять сверхпластическую формовку листов при скоростях до 1·10-2 с-1. Максимальное удлинение до разрушения, полученное при испытаниях с постоянной максимальной скоростью деформации (1·10-2 с-1) при температуре 515°C, составило 550%.
Пример 2
Сплав состава Al-6,2% Zn-3,8% Ni-2,2% Mg-1,1% Cu-0,3% Zr-0,05 Fe-0,05% Si (как в примере 1).
Приготовление сплава, его разливку, гомогенизационный отжиг и горячую прокатку проводили в тех же условиях, что и в примере 1. Отличие в скорости охлаждения с температуры смягчающего отжига. Охлаждение проводили вне зоны печи при комнатной температуре. Твердость сплава составила 140 HV. Кромка листа во время последующей холодной прокатки трескалась, что привело к необходимости обрезания рваной кромки. Лист имел те же, что и в примере 1, структуру и свойства, однако применение такого режима смягчающего отжига нецелесообразно из-за значительного уменьшения выхода годного металла.
Пример 3
Сплав состава Al-6,2% Zn-3,8% Ni-2,1% Mg-1,1% Cu-0,25% Zr-0,1 Fe-0,1% Si был обработан следующим образом.
В отличие от примера 1 для приготовления сплава использовали алюминий марки А7. Остальная часть технологической цепочки (режимы плавки, литья, гомогенизации, горячей прокатки, смягчающего отжига и холодной прокатки) полностью повторяет пример 1.
Наилучшие свойства сплав показывает, как и в примере 1, при температуре сверхпластической деформации 515°C (с точностью поддержания температуры 5°C) в том же интервале скоростей. Данный режим также обеспечил получение частично рекристаллизованной структуры перед началом сверхпластической деформации и равномерную рекристаллизованную зеренную структуру в процессе деформации, позволяет осуществлять сверхпластическую формовку листов при скоростях до 1·10-2 с-1. Максимальное удлинение до разрушения, полученное при испытаниях с максимальной постоянной скоростью деформации (1·10-2 с-1) при температуре 515°C, составило 540%, а напряжение течения при этом не превышало 8 МПа.
Увеличение концентрации железа и кремния (применение марки алюминия А7), а также содержание циркония на нижнем пределе 0,25% в сплаве не приводит к изменению показателей сверхпластичности листов, полученных по описанной технологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сплав системы Al-Mg-Zn для высокоскоростной сверхпластической формовки | 2023 |
|
RU2817627C1 |
| Сплав системы Al-Mg с гетерогенной структурой для высокоскоростной сверхпластической формовки | 2021 |
|
RU2772479C1 |
| СВЕРХПЛАСТИЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2011 |
|
RU2491365C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ СПЛАВА СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-МАРГАНЕЦ | 2010 |
|
RU2451105C1 |
| Способ получения сверхпластичного плакированного материала на основе алюминия | 2016 |
|
RU2637842C1 |
| Сверхпластичный сплав на основе системы Al-Mg-Si | 2016 |
|
RU2631786C1 |
| Ультрамелкозернистые алюминиевые сплавы для высокопрочных изделий, изготовленных в условиях сверхпластичности, и способ получения изделий | 2020 |
|
RU2739926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ ЗАГОТОВКИ ИЗ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2014 |
|
RU2575264C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНОГО ЛИСТА ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ НЕГО | 2004 |
|
RU2246555C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОГО ЛИСТА ДЛЯ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ ИЗ СПЛАВОВ СИСТЕМЫ Al-Mg-Li | 1988 |
|
SU1529750A1 |
Изобретение предназначено для оптимизации технологии получения листов из алюминиевого сплава системы Al-Ni-Zn-Mg-Cu-Zr, предназначенных для сверхпластической формовки. Возможность усложнения геометрической формы изделий за счет сверхпластической деформации, превышающей 500% до разрушения с повышенными скоростями (до 1×10-2 с-1), обеспечивается за счет повышенного содержания циркония в сплаве (не менее 0,25%) посредством ускоренного охлаждения со скоростью не менее 15 К/с при кристаллизации слитков, а также сочетания термической и деформационной обработок сплава, в соответствии с которыми расплав разливают с температуры 800±5°С, проводят гомогенизационный отжиг, подвергают горячей прокатке при температуре 410±10°С с обжатием 80%, затем проводят смягчающий отжиг при температуре 480±5°С в течение 30 мин с последующим медленным охлаждением с печью, холодную прокатку проводят в одну ступень с обжатием 60%. Полученный лист имеет относительное удлинение δ>500%, σт=8 МПа при температуре сверхпластической деформации 515°С и постоянной скорости деформации 1×10-2 с-1. 2 ил., 3 пр.
Способ изготовления листов из сплава системы алюминий-никель-цинк-магний-медь-цирконий, предназначенных для сверхпластической формовки деталей сложной формы со скоростями деформации от 1×10-3 до 1×10-2 с-1, включающий кристаллизацию слитков со скоростью не менее 15К/с с температуры разливки не менее 800°С, двухступенчатую гомогенизацию с температурой ступеней 450 и 500°С, горячую прокатку при температуре 410°С с обжатием 80%, промежуточный смягчающий отжиг при температуре 480°С в течение 30 мин, последующее медленное охлаждение с печью с выделением легирующих элементов из раствора в виде частиц второй фазы MgZn2 и холодную прокатку с обжатием 60%, с обеспечением содержания в сплаве 7-9% частиц эвтектической фазы с размерами от 1 до 2 мкм и дисперсоидов алюминида циркония размерами 10-50 нм в количестве, обеспечивающем частичное торможение рекристаллизационных процессов в листе при нагреве до температуры сверхпластической формовки.
| US 6585932 В1, 01.07.2003 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ СВЕРХПЛАСТИЧНОГО ЦИНКАЛЮМИНИЕВОГО СПЛАВА | 1971 |
|
SU435304A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ МАГНИЕВОЙ ЛЕНТЫ | 2001 |
|
RU2252088C2 |
| RU 2007133521 А, 20.03.2009 | |||
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ КОМПЛЕКТУЮЩИХ ДЕТАЛЕЙ ПУТЕМ ПОГРУЖЕНИЯ В ОБРАБАТЫВАЮЩУЮ ЖИДКОСТЬ | 2007 |
|
RU2415203C2 |

