Настоящее изобретение относится к усовершенствованию обработки поверхности деталей с использованием принципа погружения в одну или более пропиточную ванну и транспортировки деталей между этими ваннами, в частности к усовершенствованию электрохимической обработки поверхности металлических деталей и, более конкретно, для обработки алюминиевых деталей путем анодирования.
Примеры обработки алюминия и его сплавов анодированием, которые можно привести, включают в себя барьерное или анодирование пассивированием, пористое анодирование в кислотной среде или анодное растворение, или даже электрохимическое полирование и анодирование в жестких условиях или цветное анодирование.
Настоящее изобретение относится, в частности, к усовершенствованной установке для обработки и более конкретно к усовершенствованной линии для транспортировки деталей.
Уже известны установки для обработки поверхности алюминиевых деталей, подаваемых партиями. В документе DE 2119401 описана подобная установка, которая содержит механизированные каретки, которые перемещаются над несколькими чанами для обработки. Каретки снабжены подвижными рычагами, выполняющими вертикальные перемещения, чтобы погрузить в последовательные чаны партии предметов, которые подлежат обработке, и вынуть предметы из этих чанов. Указанный документ более конкретно относится к системе безопасного торможения кареток.
В заявке на патент Франции 06/03687 и в заявке на патент WO 2006/00199, содержание которых включено здесь по ссылке, заявители уже описали установки для обработки поверхности деталей, которые включают множество пропиточных ванн, размещенных последовательно, при этом каждая ванна снабжена вращающимся барабаном, который выполнен со средством для временного крепления деталей, которые подлежат обработке, причем ось упомянутого барабана установлена горизонтально так, чтобы поворачиваться таким образом, чтобы большая часть каждого барабана была погружена в обрабатывающий раствор, содержащийся в соответствующей ванне, при этом транспортная система предназначена для снабжения каждого барабана деталями, которые подлежат обработке, и изымания уже обработанных деталей из упомянутого барабана.
Эти детали размещены на кассетах, таких как, например кассеты, описанные в заявке на патент EP-A-1433537, причем упомянутые кассеты размещены по окружности поворачивающегося барабана. Транспортная система содержит две параллельные линии, расположенные по обе стороны ванн, транспортные оси которых перпендикулярны осям вращающихся барабанов. Каждая кассета переходит поочередно от одной линии к другой после прохождения пропиточной ванны. Поэтому в этой транспортной системе требуется приводное устройство для каждой линии и несколько устройств для транспортировки между линиями и ваннами.
Настоящее изобретение относится к усовершенствованию системы для транспортировки деталей, которые подлежат обработке.
С этой целью изобретение относится к установке для обработки поверхности деталей, которая содержит множество пропиточных ванн, размещенных последовательно и снабженных вращающимися барабанами, которые снабжены средством для временного крепления деталей, которые подлежат обработке, причем оси упомянутых барабанов установлены горизонтально так, чтобы вращаться таким образом, чтобы большая часть каждого барабана была погружена в обрабатывающую жидкость, содержащуюся в соответствующей ванне, и транспортную линию, предназначенную снабжать каждый барабан деталями, которые подлежат обработке, и удалять из упомянутого барабана уже обработанные детали, в данной установке упомянутая транспортировка происходит вдоль основной оси, причем оси барабанов взаимно параллельны и параллельны основной оси транспортной линии.
Предпочтительно, оси барабанов размещены, чтобы лежать по существу в одной и той же вертикальной плоскости, и основная ось транспортной линии лежит в вертикальной плоскости, содержащей оси вращения барабанов.
Согласно одному конкретному варианту осуществления установки для обработки поверхности деталей согласно настоящему изобретению окружность барабана содержит последовательность направляющих или рельс с осями, параллельными оси вращения барабана, которые предназначены принимать кассеты, несущие некоторое число деталей, которые подлежат обработке, причем кассеты предназначены выполнять вместе с барабаном, к которому они прикреплены, один полный оборот в обрабатывающей жидкости, тогда как транспортная линия предназначена снабжать барабан кассетами с деталями, которые подлежат обработке, и удалять кассеты с уже обработанными деталями из барабана, при этом транспортная линия расположена над ваннами, и основная транспортная ось параллельна оси вращения барабанов и лежит в вертикальном пространстве, вмещающем ванны.
В этой установке барабаны размещены таким образом, что их пары направляющих, которые моментально попадают в верхнее положение, выступают из обрабатывающих жидкостей и расположены соосно друг с другом так, чтобы переходы могли происходить одновременно.
Эта установка может включать в себя направляющие перехода, размещенные между двумя последовательными ваннами и расположенные соосно с направляющими барабанов в верхнем положении.
Эта установка может включать в себя средство для напыления на детали в области направляющих перехода.
Согласно предпочтительному варианту осуществления изобретения операции по транспортировке деталей с транспортной линии рассчитаны по времени и синхронизированы.
Согласно одному варианту осуществления изобретения, транспортная линия включает в себя, по меньшей мере, одну подвижную каретку, совершающую возвратно-поступательное перемещение на направляющем рельсе таким образом, чтобы за счет этого перемещения вызывать разгрузку за счет горизонтального перемещения одной или более кассет, содержащих уже обработанные детали, и приведение одной или более кассет, содержащих пока еще не обработанные детали, в положение благодаря горизонтальному перемещению.
Подвижная каретка может включать в себя двигатель, соединенный с ведущим зубчатым колесом, взаимодействующим с зубчатой рейкой таким образом, чтобы выполнять возвратно-поступательное движение на рельсе.
Нижняя сторона каретки может включать в себя горизонтальную регулировочную балку, которая несет, по меньшей мере, один вертикальный рычаг, оканчивающийся в исполнительной части, тогда как регулировочная балка удерживается на нижней стороне каретки с помощью двух поворачивающихся штанг, причем поворот штанг обеспечивает перемещение вверх и вниз указанной балки.
Другие признаки и преимущества изобретения будут ясны из нижеследующего описания совместно с приложенными чертежами, которые даны только в качестве примеров, не носящих ограничительного характера, где:
на фиг.1 показан вид сбоку установки;
на фиг.2 показан вид сверху установки;
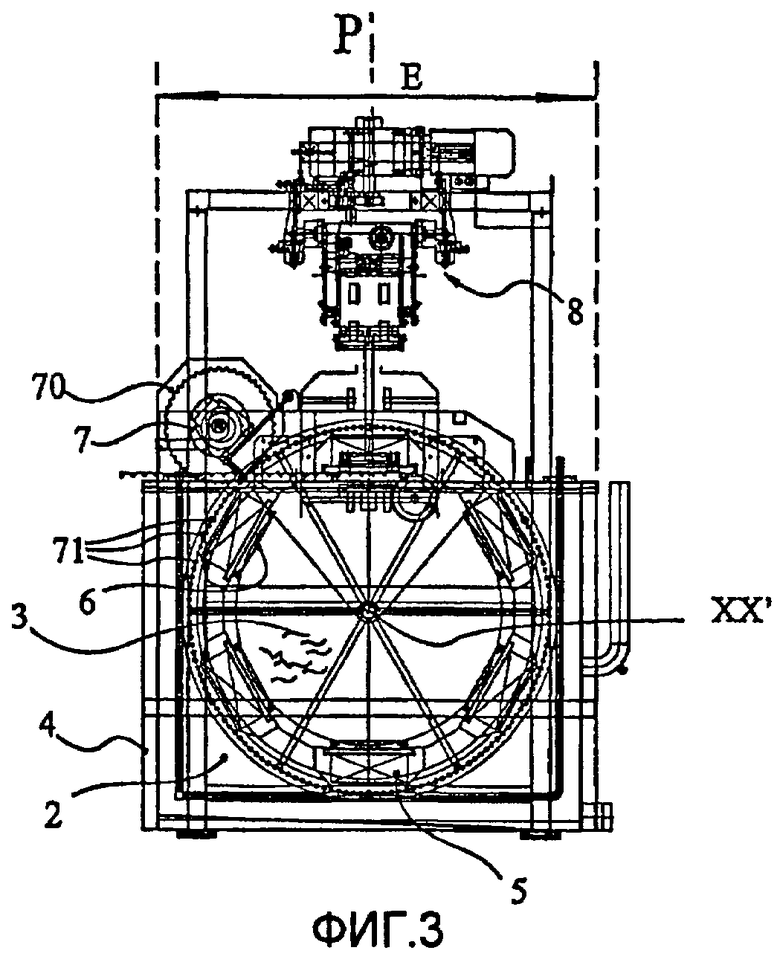
на фиг.3 показан вид с торца ванны с транспортной линией; и
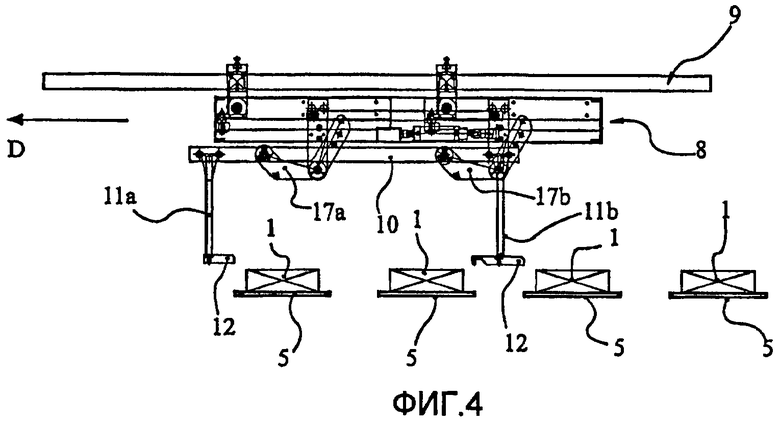
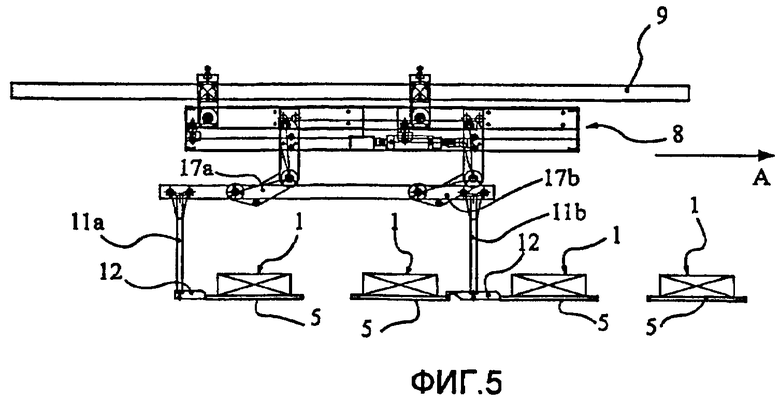
на фиг.4 и 5 показаны детальные виды подвижной каретки транспортной линии в двух различных положениях.
На фиг.1 и 2 показана установка для обработки поверхности металлических деталей, такой как, например, анодирование алюминиевых деталей, в которой требуется последовательность ванн (4), содержащих различные жидкости, такие как обезжиривающая жидкость, матирующая жидкость, электролитический раствор, промывочная жидкость и т.д. Одна из пропиточных ванн наполнена электролитическим раствором, например серной кислотой, и используется для анодирования алюминиевых деталей, прикрепленных к кассетам. Для обработки такого типа ванна содержит два электрода, тогда как на барабан подают электрический ток полярности, противоположной полярности электродов, причем упомянутый электрический ток передается на детали, которые подлежат обработке, последовательно через барабан и кассеты, как описано в поданной заявителем заявке на патент Франции 06/03687, содержание которой включено здесь по ссылке. Согласно способу, реализованному в установке для обработки по предшествующему уровню техники, каждую деталь погружают в каждую ванну, чтобы она выполнила, по меньшей мере, одно такое поворотное перемещение, чтобы пузырьки воздуха и воздушная раковина, которые могут возникнуть внутри ванны при контакте с деталью, были вытеснены, позволяя, таким образом, обрабатывающей жидкости обработать полностью всю поверхность детали, делая обработку совершенно однородной.
Определенное число упомянутых деталей, которые подлежат обработке, заранее размещают на опоре или на кассете (5), содержащей, по меньшей мере, один крепежный элемент, способный удерживать каждую из них. Кассеты, например, могут быть такими, как описаны в заявке на Европейский патент EP-A-1433537, которая содержит набор крепежных элементов для деталей, позволяющий прикрепить несколько деталей к одной кассете. Транспортная линия (14) содержит несколько кареток (9) таким образом, чтобы зацепить кассеты с деталями, которые подлежат обработке на барабанах, и отсоединить кассеты обработанных деталей от каждого из барабанов.
Как показано на фиг.3, таким образом осуществляют один или больше поворотов на 360°, причем детали (1), которые подлежат обработке, прикреплены к окружности барабана (2), установленного таким образом, чтобы вращаться в каждой пропиточной ванне (4) вокруг горизонтальной оси (X,X′), причем упомянутый барабан погружен в обрабатывающую жидкость (3), содержащуюся в ванне (4), за исключением его верхнего участка, который лежит вне жидкости так, чтобы позволить расположить детали в определенном положении и удалить их. Согласно проиллюстрированному варианту осуществления изобретения барабан (2) содержит на его наружной окружности последовательность из шести пар направляющих (6), предназначенных принимать кассеты (5), служащие для установки деталей, которые подлежат обработке. Таким образом, кассеты, содержащие пока еще не обработанные детали, входят в зацепление за счет горизонтального смещения в свободные, не погруженные в жидкость направляющие, размещенные наверху барабана. Ось скольжения каждой из направляющих (6) параллельна оси вращения соответствующего барабана.
Ванна (4) включает в себя двигатель (7), который предназначен для вращения поворотного барабана (2), благодаря зубчатому колесу (70), взаимодействующему с последовательностью штифтов (71), установленных таким образом, чтобы быть взаимно параллельными между двумя фланцами одной из сторон барабана, такому как, например, приводное кольцо, которое описано в заявке на патент Франции 06/03687.
Устройство транспортной линии, показанное на фиг.1 и 2, управляет последовательностью ограниченных по времени синхронных перемещений. В каждой ванне из последовательности, состоящей из пяти коротких ванн, обрабатываемую кассету отсоединяют и новую, пока еще не обработанную кассету зацепляют на барабане и затем погружают в жидкость во время вращения соответствующего барабана, чтобы она сделала полный оборот в обрабатывающей жидкости. В четвертой ванне, которая содержит барабан, имеющий длину, эквивалентную длине четырех кассет, эти кассеты претерпевают четыре полных оборота и четыре прямолинейных перемещения перед тем, как быть отцепленными. Транспортная линия содержит станцию (15) загрузки, станцию (16) отсоединения и зону для перемещения между второй и третьей ваннами, эта зона длиннее, чем другие и может быть использована в качестве станции распыления промывочной жидкости.
Для каждой ванны транспортная линия (14) включает в себя, по меньшей мере, присоединенную подвижную каретку (8), совершающую ограниченное возвратно-поступательное перемещение на направляющем рельсе (9) таким образом, чтобы позволить за счет этого возвратно-поступательного перемещения разгрузить одну или более кассеты, содержащие уже обработанные детали, и зацепить одну или больше кассет, содержащих пока еще не обработанные детали.
Каждая из кареток (8) включает в себя двигатель, соединенный с ведущим зубчатым колесом, взаимодействующим с зубчатой рейкой так, чтобы осуществлять возвратно-поступательное движение каретки на рельсе.
На своей нижней стороне каретка (8) содержит горизонтальную регулировочную балку (10), которая включает в себя, по меньшей мере, один вертикальный рычаг (11a,11b) для удержания исполнительной части (12). Эта исполнительная часть предназначена для отсоединения за счет скольжения кассеты с уже обработанными деталями, т.е. теми, которые сделали полный оборот в жидкости, и прицепления следующей кассеты с пока еще не обработанными деталями. Регулировочная балка удерживается на нижней стороне каретки посредством двух поворотных штанг (17a,17b), причем поворот штанг обеспечивает вертикальное перемещение балки. Благодаря поворотным штангам (17а,17b) регулировочная балка перемещается вверх и вниз параллельно самой себе.
На фиг.4 и 5 показана работа подвижной каретки (8). Таким образом, как показано на фиг.4, каретка (8) в положении отсоединения, является такой, что горизонтальная балка (10) находится в верхнем положении отсоединения, за счет этого позволяя каретке перемещаться к дальнему по ходу концу вдоль стрелки D для новой операции. После того, как горизонтальная балка находится в рабочем положении, она перемещается вниз, как показано на фиг.5 таким образом, что исполнительная часть или части (12) могут войти в плоскость кассет (5) и затем каретка (8) перемещается по направлению к ближнему по ходу концу линии, вдоль стрелки А, в направлении, противоположном направлению (D) отсоединения, так, чтобы войти в зацепление с новой кассетой на направляющей (6) и продвинуть кассету на одно положение и/или отсоединить кассету с уже обработанными деталями. На фиг.5 можно увидеть, что вертикальный рычаг (11а) толкает левостороннюю кассету, тогда как вертикальный рычаг (11b) одновременно тянет вторую кассету и толкает третью кассету.
Специалист в данной области техники, в частности, сделает вывод, исходя из данного описания, что в отличие от заявки на патент WO 2006/00199, в которой выполнена двойная транспортная линия, которая расположена сбоку, и центральная ось которой лежит перпендикулярно оси вращения барабана, в установке согласно настоящему изобретению транспортная линия (14) расположена над ваннами, а основная транспортная ось параллельна оси вращения барабанов и лежит в вертикальном пространстве (Е), включающем ванны, при этом основная транспортная ось (Z,Z′) параллельна оси вращения барабанов и преимущественно лежит в вертикальной плоскости (P), содержащей оси вращения (X,X') барабанов.
Конечно, изобретение не ограничено вариантом осуществления изобретения, описанным и показанным здесь с помощью примеров, скорее оно охватывает многие технические варианты и их комбинацию.
Таким образом, на фиг.3 показан барабан с шестью положениями крепления кассет. Это число может быть различным. Имея, например, только два положения крепления, можно создать более маленькую ванну, требующую меньшее количество обрабатывающей жидкости, в частности, для стадии быстрой обработки. В этом случае, конструкция барабана не обязательно будет цилиндрической или шестиугольной, но она может быть сокращена до двух рычагов. Таким образом, соответствующие продолжительности последовательных стадий обработки могут меняться между собой на основании наличия числа различных положений крепления на барабанах.
В транспортной линии может быть использован только один двигатель, причем перемещения всех подвижных кареток осуществляются за счет механической приводной системы.
Вышеупомянутые кассеты, в частности, пригодны для обработки большого числа мелких деталей. В случае обработки крупных деталей, детали они могут быть прикреплены непосредственно к барабану или с помощью крепежных средств, отличных от направляющих.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2010 |
|
RU2511732C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ, В ЧАСТНОСТИ, ЭЛЕКТРОЛИЗОМ | 2007 |
|
RU2398918C2 |
| Загрузочный ротор | 1990 |
|
SU1757842A1 |
| Автоматическая переналаживаемая ли-Ния | 1979 |
|
SU837771A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПОЛЫХ ДЕТАЛЕЙ, ЕМКОСТЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ ТАКОГО СПОСОБА, УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ, СОДЕРЖАЩАЯ ТАКУЮ ЕМКОСТЬ | 2006 |
|
RU2409706C2 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| СТЕНД ДЛЯ УДАРНЫХ ИСПЫТАНИЙ | 1996 |
|
RU2111468C1 |
| Устройство для гальванической обработки деталей | 1980 |
|
SU1014987A1 |
| Моечная установка | 1978 |
|
SU716646A1 |
| АВТООПЕРАТОР ДЛЯ ГАЛЬВАНИЧЕСКОЙ ЛИНИИ | 2009 |
|
RU2415767C2 |

Изобретение относится к области гальванотехники. Установка содержит множество пропиточных ванн (4), размещенных последовательно и снабженных вращающимися барабанами, которые снабжены средством для временного крепления деталей, подлежащих обработке, причем оси упомянутых барабанов установлены горизонтально для вращения таким образом, чтобы большая часть каждого барабана была погружена в обрабатывающую жидкость, содержащуюся в соответствующей ванне, и транспортную линию (14), которая предназначена для снабжения каждого барабана деталями, подлежащими обработке, и удаления из упомянутого барабана уже обработанных деталей, при этом упомянутая транспортировка деталей происходит вдоль основной оси (ZZ′), кроме того, оси барабанов взаимно параллельны и параллельны основной оси (ZZ′) транспортной линии. Технический результат: усовершенствование обработки поверхности деталей и их транспортировки. 10 з.п. ф-лы, 5 ил.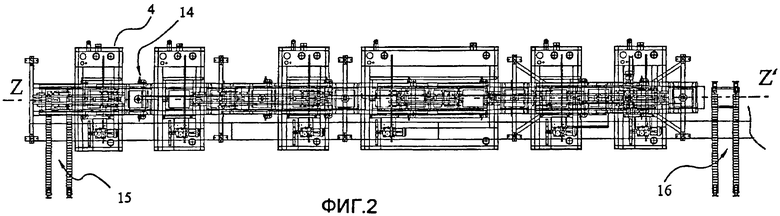
1. Установка для обработки поверхности деталей, которая содержит множество пропиточных ванн (4), размещенных последовательно и снабженных вращающимися барабанами (2), которые снабжены средством для временного крепления деталей, подлежащих обработке, причем оси (XX') упомянутых барабанов установлены горизонтально для вращения таким образом, чтобы большая часть каждого барабана (2) была погружена в обрабатывающую жидкость (3), содержащуюся в соответствующей ванне, и транспортную линию (14), которая предназначена для снабжения каждого барабана (2) деталями подлежащими обработке, и удаления из упомянутого барабана уже обработанных деталей, отличающаяся тем, что упомянутая транспортировка деталей происходит вдоль основной оси (ZZ′), при этом оси (XX′) барабанов взаимно параллельны и параллельны основной оси (ZZ′) транспортной линии.
2. Установка по п.1, отличающаяся тем, что оси (XX′) вращения барабанов размещены так, чтобы лежать, по существу, в одной и той же вертикальной плоскости (Р), причем основная ось (ZZ′) транспортной линии лежит в вертикальной плоскости, содержащей оси вращения барабанов.
3. Установка по п.1, отличающаяся тем, что окружность барабана (2) содержит некоторое число пар направляющих (6) или рельс с осями, параллельными оси вращения барабана, которые предназначены принимать кассеты (5), несущие некоторое число деталей, которые подлежат обработке, причем кассеты предназначены для выполнения вместе с барабаном, к которому они прикреплены, одного или более полных оборотов в обрабатывающей жидкости, при этом транспортная линия (14) предназначена для снабжения барабана кассетами с деталями, которые подлежат обработке, и удаления кассет с уже обработанными деталями из барабана, причем транспортная линия проходит над ваннами и расположена в вертикальном пространстве, содержащем ванны.
4. Установка по п.3, отличающаяся тем, что барабаны размещены таким образом, что пары их направляющих (6), которые мгновенно занимают верхнее положение, выступают из обрабатывающих жидкостей и расположены соосно друг с другом.
5. Установка по п.4, отличающаяся тем, что она включает в себя направляющие перехода, размещенные между двумя последовательными ваннами и расположенные соосно с направляющими барабанов в верхнем положении.
6. Установка по п.5, отличающаяся тем, что она включает в себя средство для напыления на детали в области, по меньшей мере, одного перехода направляющих.
7. Установка по п.1, отличающаяся тем, что операции по транспортировке деталей с транспортной линии рассчитаны по времени и синхронизированы.
8. Установка по п.1, отличающаяся тем, что транспортная линия (14) включает в себя, по меньшей мере, одну подвижную каретку (8), совершающую возвратно-поступательное перемещение на направляющем рельсе (9), причем за счет этого перемещения обеспечивается разгрузка одной или более кассет, содержащих уже обработанные детали, и приведение в определенное положение одной или более кассет, содержащих пока еще не обработанные детали.
9. Установка по п.8, отличающаяся тем, что подвижная каретка (8) включает в себя двигатель, соединенный с ведущим зубчатым колесом, взаимодействующим с зубчатой рейкой с обеспечением возвратно-поступательного движения каретки на рельсе.
10. Установка по п.9, отличающаяся тем, что нижняя сторона каретки (8) включает в себя горизонтальную регулировочную балку (10), которая несет, по меньшей мере, один вертикальный рычаг (11а, 11b) для удержания исполнительной части (12).
11. Установка по п.10, отличающаяся тем, что регулировочная балка (10) удерживается на нижней стороне тележки посредством двух поворотных штанг (17а, 17b), причем поворот штанг обеспечивает вертикальное перемещение указанной балки.
| WO 2006084973 А1, 17.08.2006 | |||
| Автоматическая барабанная установка для гальванохимической обработки деталей | 1988 |
|
SU1544848A1 |
| Установка для жидкостной обработки деталей | 1990 |
|
SU1820923A3 |
| Устройство для гальванической обработки мелких деталей | 1990 |
|
SU1733511A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1994 |
|
RU2119401C1 |

