Изобретение относится к цветной металлургии, а именно к области получения и обработки ультрамелкозернистых (УМЗ) алюминиевых сплавов, и может быть использовано для изготовления высокопрочных изделий в условиях сверхпластичности (СП) методами изотермической экструзии, объемной или листовой штамповки, а также формовки.
Известно, что к высокопрочным конструкционным материалам на основе алюминия относятся сплавы 7000 серии систем Al-Zn-Mg и Al-Zn-Mg-Cu [Промышленные алюминиевые сплавы. Справ. изд./Алиева С.Г., Альтман М.Б., Амбарцумян С.М., и др. 2-е изд. - М: Металлургия, 1984. 528 с. (стр. 121)]. Проблема получения из них деталей или изделий в условиях СП весьма актуальна ввиду того, что данные материалы находят широкое применение в конструкциях наземных и воздушных транспортных систем для снижения их массы из-за оптимального сочетания высокой прочности, характеристик усталости, трещиностойкости и коррозионной стойкости.
Традиционно к признакам СП состояния промышленных алюминиевых сплавов относят: высокую скоростную чувствительность напряжения течения (m=0.3-0.8), большие значения предельной деформации (относительное удлинение до разрыва δ=230-1200%), а также низкие значения напряжения течения [Сверхпластичность промышленные сплавов. Кайбышев О.А. М.: Металлургия, 1984 - 264 с. (стр. 158); L. Bhatta, A. Pesin, А.P. Zhilyaev, Р. Tandon, С. Kong, Н. Yu / Recent Development of Superplasticity in Aluminum Alloys: A Review // Metals. - 2020. - V. 10. - P. 77-103].
Известно, что необходимым условием реализации эффекта СП является наличие в исходных заготовках сплавов равноосной и однородной мелкозернистой или УМЗ структуры с размером зерна менее 15 мкм и 1 мкм, соответственно [Сверхпластическая формовка конструкционных сплавов. Под ред. Н.Е. Пейтона и К.Х Гамильтона. Пер. с англ. А.А. Алалыкина, A.M. Африканова, А.И. Новикова М.: Металлургия, 1985 - 331 с (стр. 177); Megumi Kawasaki, Terence G. Langdon Review: achieving superplastic properties in ultrafine-grained materials at high // J. Mater. Sci. - 2016. - 51. - P. 19-32].
Известны несколько способов получения таких микроструктур в промышленных алюминиевых сплавах, обеспечивающих в них реализацию СП деформации.
Известны способы получения СП полуфабрикатов в виде листов, в том числе из сплавов 7000 серии.
Например известен способ получения листов из сплавов 7000 серии, включающий последовательно: обработку на твердый раствор (отжиг в течение 4 часов в диапазоне температур (860-930 F) 460-498°С, отжиг (перестаривание) при (775 F) 412°С в течение 6 часов, охлаждение до (500 F) 200°С и выдержку при данной температуре в течение 4 часов, теплую прокатку при температуре (500 F) 200°С и/или холодную прокатку с суммарной степенью обжатия/деформации 40-80%, скоростной нагрев до температуры 460°С, выдержку при данной температуре 1 час и закалку в воде [Патент US 4486244 Method of producing superplastic aluminum sheet, МПК C22F1/057, опубликовано 04.12.1984]. В результате реализации данного способа в сплавах формируется мелкозернистая структура с размером зерна около 10 мкм, обеспечившая их СП (m до 0,90, относительное удлинение до разрыва δ=370-550%, напряжение течения до 10 МПа) при температурах выше 400°С в интервале скоростей деформации 10-5 - 10-3 с-1.
Недостатком данного способа является его сложность и высокая трудоемкость из-за большого количества технологических переходов, а также необходимость использования специального оборудования для осуществления быстрого нагрева листовых заготовок.
Известен способ получения сверхпластичного листа из высокопрочного алюминиевого сплава системы Al-Zn-Mg-Cu-Zr и изделие, полученное из него [Патент RU 2246555, МПК C22F1/053, опубликовано 22.02.2005], включающий последовательно: изготовление из исходного слитка прессованной заготовки в виде полосы с коэффициентом вытяжки не менее 8 при температуре 370-450°С, горячую прокатку и холодную прокатку со степенью деформации не менее 30%. В результате реализации данного способа в листе была сформирована нерекресталлизованная субструктура со средним диаметром (размером) субзерен 3 мкм. Дисперсные полукогерентные частицы (дисперсоиды) интерметаллидного соединения Al3Zr, закрепляя дислокации, препятствуя их перераспределению, обуславливали эффективное повышение температуры рекристаллизации структуры, полученной предложенном способом. Именно создание нерекристаллизованной структуры в СП листах приводит к повышению уровня их прочностных характеристик за счет эффекта субзеренного упрочнения. Условный предел текучести (σ0.2) и предел прочности (σв) листов, полученных по предложенному способу, до СП деформации составил 590-610 МПа и 615-630 МПа соответственно при величине относительного удлинения до разрыва (δ) 9-11%. Данные листы демонстрируют СП (δ=490-550%, напряжение течения не более 6 МПа) в диапазоне температур 450-480°С.
Основным недостатком данного способа является невозможность сохранения повышенных прочностных характеристик в изделиях после СП деформации формовкой, выполненной при указанном в изобретении диапазоне температур, так как в процессе формоизменения в сплавах происходит трансформация субзеренной структуры в мелкозернистую в результате непрерывной динамической рекристаллизации, которая приводит к разупрочнению сплавов 7000 серии [Sakai Т., Jonas J.J. Dynamic recrystallization: Mechanical and microstructural considerations // Acta Metallurgica. - 1984. - V. 32, Issue 2. - P. 189-209].
Известно создание мелкозернистой структуры в сверхпластичных алюминиевых сплавах, легированных скандием (Sc) для повышения температуры рекристаллизации [Patent US 4689090 Superplastic aluminum alloys containing scandium, МПК C22C21/00, C22F1/00, опубликовано 25.08.1987]. Эти сплавы, полученные с использованием традиционных технологических методов (литье и гомогенизация слитков, горячая и холодная прокатка), обеспечивают формирование в исходных листовых заготовках нерекристаллизованной субзеренной волокнистой структуры, которая в процессе СП деформации, выполненной методом формовки, в результате динамической рекристаллизации трансформируется в равноосную мелкозернистую (размер зерна менее 5 мкм).
К основным недостаткам данного изобретения относится наличие в созданных высокопрочных сплавах такого дорогостоящего редкоземельного элемента как Sc, что приводит к существенному их удорожанию и ограничивает область использования. Кроме того, производство высокопрочных сплавов, легированных Sc, требует жесткой регламентации параметров литья и геометрических размеров исходных слитков, так как наряду с образованием дисперсоидов фаз Al3Sc (Al3ScZr), эффективно подавляющих рекристаллизацию, повышается вероятность формирования грубых первичных частиц этих же фаз кристаллизационного происхождения, снижающих характеристики трещиностойкости и усталости как исходных листов, так и готовых деталей/изделий.
Известен способ получения сверхпластичного листа высокопрочного алюминиевого сплава [Патент RU 2449047, МПК C22CF1/00, опубликовано 27.4.2012], в котором в сплав системы Al-Zn-Mg-Cu-Zr дополнительно вводится Ni, и предлагается способ его обработки, включающий последовательно: кристаллизацию слитков (скорость охлаждения не менее 15 К/с), двухступенчатую гомогенизацию (450 и 500°С), горячую прокатку при температуре 410°С с обжатием 80%, промежуточный смягчающий отжиг при температуре 480°С в течение 30 мин с последующим медленным охлаждением вместе с печью для выделения легирующих элементов из раствора в виде частиц второй фазы MgZn2 с целью улучшения технологичности листа и холодную прокатку обжатием 60%. В результате такой обработки в структуре сплава присутствовало 7-9% частиц эвтектической фазы, содержащих Ni, размером от 1 до 2 мкм, а также дисперсоиды алюминида циркония размерами 10-50 нм в таком количестве, чтобы обеспечить частичное торможение рекристаллизационных процессов в листе при нагреве до температуры СП формовки. В результате реализации данного способа, обеспечившего формирование заданной структуры, получают СП лист из сплава (относительное удлинение до разрыва δ>500%, напряжение течения 8 МПа) при температуре 515°С и постоянной скорости деформации 10-2 с-1.
Недостатком данного способа является его сложность и высокая трудоемкость из-за большого количества технологических переходов, а также присутствие в структуре сплава большого количества частиц эвтектической фазы, содержащих Ni, снижающей характеристики трещиностойкости и усталости, как исходных листов, так и готовых деталей/изделий.
Во всех описанных выше изобретениях температурно-скоростные условия СП деформации для изготовления изделий являются весьма энергозатратными из-за высоких температур ее реализации. Кроме этого, для достижения необходимого баланса механических (прочности, пластичности) и эксплуатационных (трещиностойкости) свойств деталей/изделий из сплавов 7000 серии с мелкозернистой структурой, полученных по приведенным выше способам, их необходимо подвергнуть дополнительной упрочняющей термической обработке. Известно, что высокопрочное состояние в них обеспечивается реализацией такого механизма упрочнения, как дисперсионное твердение за счет образования в микроструктуре наноразмерных частиц фазы MgZn2 метастабильной модификации в результате термической обработки, включающей последовательно операции закалки и искусственного старения [А. Azarniya, А.K. Taheri, K.K. Taheri Recent advances in ageing of 7xxx series aluminum alloys: A physical metallurgy perspective // Journal of Alloys and Compounds. - 2019. - V. 781. - P. 945-983].
Известен способ получения сверхпластичных листов из промышленного алюминиевого сплава системы Al-Mg-Li, предназначенных для СП формовки изделий сложной формы, а также для производства прессованных профилей [Патент RU 2345173, МПК C22F1/047, опубликовано 27.01.2009]. Он включает последовательно: получение из слитка заготовки в виде цилиндра, отжиг в течение 0.5 ч и закалку с 460±10°С, прессование в пересекающихся каналах с диаметром, соответствующим деформируемой сдвигом заготовки, в интервале температур 300-400°С со степенью накопленной деформации е=10, прокатку при температуре 330-370°С. Указанный способ обеспечивает формирование в заготовках однородной равноосной УМЗ структуры с размером зерна менее 1 мкм, стабильность которой обеспечивают выделения частиц вторичных фаз, которые являются антирекристаллизаторами. Сформированная известным способом УМЗ структура обеспечивает при комнатной температуре механические свойства σ0.2=400 МПа, σв=470 МПа, δ~7,5%, а при температуре 400°С и скорости деформации 10-2 с-1 проявление СП с относительным удлинением до разрыва 530%. По сравнению со сплавами с мелкозернистой структурой данный сплав демонстрирует СП при более низкой температуре и высокой скорости деформации. Кроме того, для получения заготовки из УМЗ сплава используется всего лишь три технологических операции.
Основным недостатком данного способа, является то, что сформированная микроструктура не обеспечивает максимального уровня прочности как перед СП деформацией, так и после нее.
Задачей изобретения является формирование УМЗ структуры в алюминиевых сплавах 7000 серии системы Al-Zn-Mg и системы Al-Zn-Mg-Cu, обеспечивающих высокопрочное состояние в изделиях из них.
Техническим результатом изобретения является повышение уровня механической прочности указанных алюминиевых сплавов до и после формообразующей обработки в условиях СП за счет температурно-скоростных режимов для изготовления из них высокопрочных изделий методами экструзии, объемной или листовой штамповки, а также формовки.
Указанный технический результат достигается ультрамелкозернистыми алюминиевыми сплавами 7000 серии системы Al-Zn-Mg или системы Al-Zn-Mg-Cu, характеризующимся структурой, имеющей средний размер зерна не более 500 нм, при этом не менее 60% зерен имеют большеугловые границы, разориентированные относительно соседних зерен на углы 15 град и более, на которых атомами основных легирующих элементов Zn, Mg, Cu или хотя бы одним из них образованы зернограничные сегрегации и частицы упрочняющей фазы η-MgZn2 размером 10-20 нм, а зерна состоят из алюминиевой матрицы, содержащей равномерно распределенные в объеме зерен нанокластеры, образованные атомами легирующих элементов Zn, Mg, Cu или хотя бы одним из них с размером 2-5 нм, и частицы упрочняющей фазы η-MgZn2 размером 10-20 нм.
Указанный технический результат достигается способом получения изделий из ультрамелкозернистых алюминиевых сплавов 7000 серии системы Al-Zn-Mg или системы Al-Zn-Mg-Cu, включающим получение заготовки, отжиг заготовки при 460-490°С, закалку в воду, интенсивную пластическую деформацию при температуре не выше 200°С с суммарной истинной накопленной деформацией е≥4, последующую формообразующую сверхпластическую деформацию при температуре не выше 250°С, в интервале скоростей деформации 10-2 - 10-5 с-1 со значениями предельной деформации не менее 300%.
Согласно изобретению интенсивная пластическая деформация может быть осуществлена кручением, или кручением, совмещенным с экструзией, или равноканальным угловым прессованием, или равноканальным угловым прессованием в параллельных каналах, или равноканальным угловым прессованием по схеме Конформ.
Согласно изобретению сверхпластическая деформация может быть осуществлена экструзией, или объемной штамповкой, или листовой штамповкой, или формовкой.
Согласно изобретению после интенсивной пластической деформации может быть осуществлена последующая пластическая деформация методами прокатки или экструзии при температуре не выше 200°С (в интервале гомологических температуру 0,30-0,50 ТПл) с суммарной степенью деформации/обжатия от 20 до 80%.
Предложенные УМЗ сплавы, имеющие описанную структуру, и способ получения изделий из него позволяют реализовать СП деформацию высокопрочных сплавов 7000 серии системы Al-Zn-Mg и Al-Zn-Mg-Cu в температурно-скоростных условиях, обеспечивающих сохранение более высокого уровня механической прочности (прочности) при комнатной температуре в готовой детали или изделии в сравнении с аналогами после традиционной упрочняющей обработки.
Указанный технический результат изобретения достигается благодаря следующему.
Известно, что формирование УМЗ структуры, содержащей преимущественно большеугловые границы, позволяет достичь необычно высокой прочности в металлических материалах [R.Z. Valiev, А.P. Zhilyaev, T.G. Langdon, Bulk Nanostructured Materials: Fundamentals and Applications, 2014 by John Wiley & Sons, Inc., 456 pages]. Также известно, что для формирования УМЗ структуры используют обработку интенсивной пластической деформацией (ИПД), с истинной накопленной деформацией в интервале гомологических температур 0,30-0,50 ТПл, достигающей величины е≥4.
Известно, что одновременно с формированием УМЗ структуры в ходе ИПД в алюминиевых сплавах происходит деформационное старение, которое приводит к образованию на границах зерен сегрегаций атомов легирующих элементов (Zn и/или Mg и/или Cu) и/или наноразмерных кластеров/частиц упрочняющих фаз, как на межзеренных границах, так и в объеме зерен [Y. Zhang, S. Jin, P.W. Trimby, X. Liao, M.Y. Murashkin, R.Z. Valiev, J. Liu, J.M. Cairney, S.P. Ringer, G. Sha Dynamic precipitation, segregation and strengthening of an Al-Zn-Mg-Cu alloy (AA7075) processed by high-pressure torsion // Acta Materialia. - 2019 - 162 - P. 19-32]. Известно, что повышение прочности алюминиевых сплавов 7000 серии, подвергнутых ИПД, обусловлено, во-первых, малым размером зерна, что обеспечивает увеличение напряжения течения при пластической деформации согласно соотношению Холла-Петча. Во-вторых, образование наноразмерных кластеров и частиц обеспечивает эффективное дополнительное упрочнение УМЗ сплавов от реализации механизма дисперсионного твердения [Y. Zhang, S. Jina, P. Trimby, X. Liao, M.Y. Murashkin, R.Z. Valiev, G. Sha Strengthening mechanisms in an ultrafhe-grained Al-Zn-Mg-Cu alloy processed by high pressure torsion at different temperatures // Materials Science & Engineering A 752 - 2019 - P. 223-232]. Кроме того, образованные в результате ИПД сегрегации, наряду с некоторым упрочнением УМЗ сплавов, способствуют проявлению СП при пониженных температурах деформации (в интервале гомологических температуру 0,3-0,4 Тпл) за счет облегчения реализации механизма зернограничного проскальзывания [E.V. Bobruk, X. Sauvage, N.A. Enikeev, В.В. Straumal, R.Z. Valiev Mechanical behavior of ultrafine-grained Al-5Zn, Al-10Zn, Al-30Zn alloys // Reviews on Advanced Materials Science. - 43 - 2015 - (1/2) - Р. 45-51]. Низкая температура СП обеспечивает сохранение в сплавах стабильности УМЗ структуры и соответственно высокой прочности в полученном из сплава изделии.
Таким образом, формирование описанной выше УМЗ структуры в алюминиевых сплавах 7000 серии системы Al-Zn-Mg и Al-Zn-Mg-Cu в предложенной совокупности признаков изобретения приводит к одновременному повышению их прочности, способности проявлять СП при пониженных температурах, сохраняя высокий уровень прочности после формообразующей деформации.
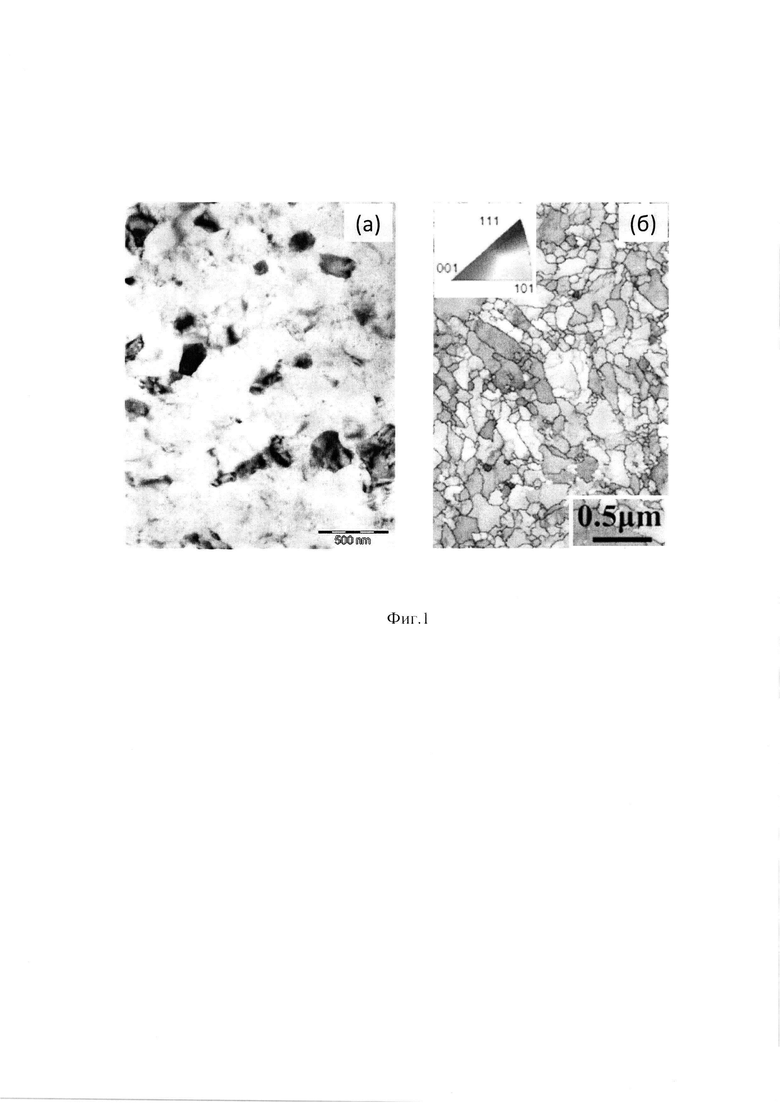
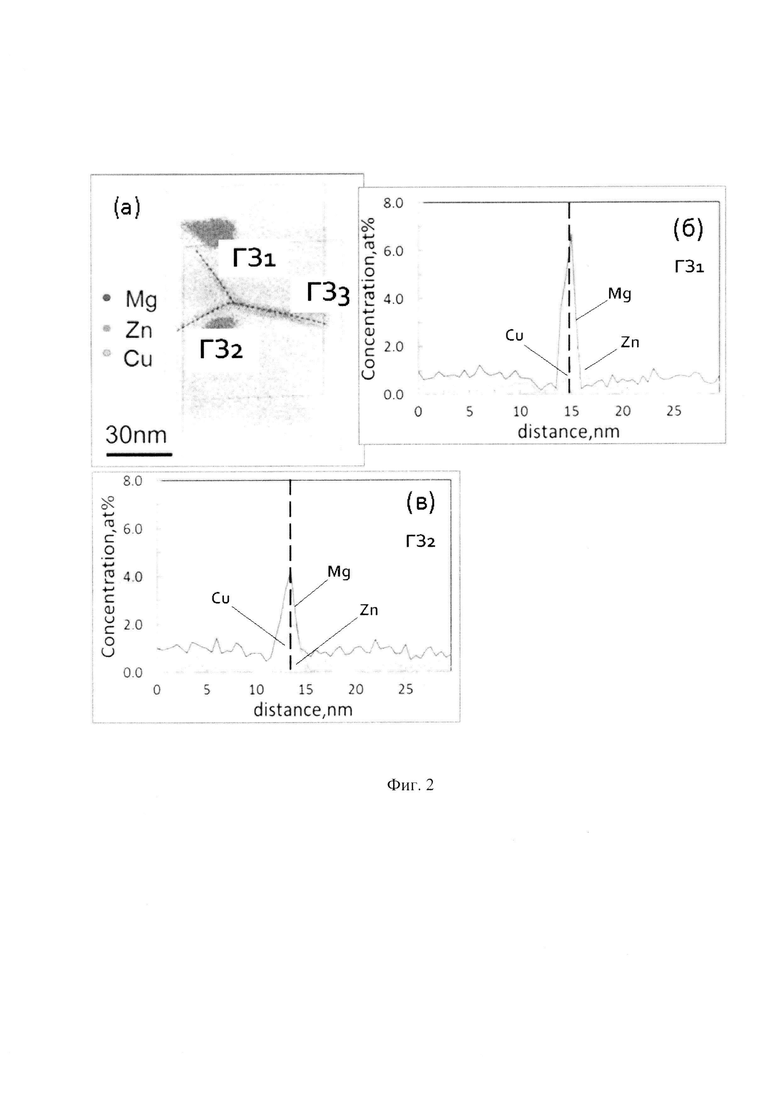
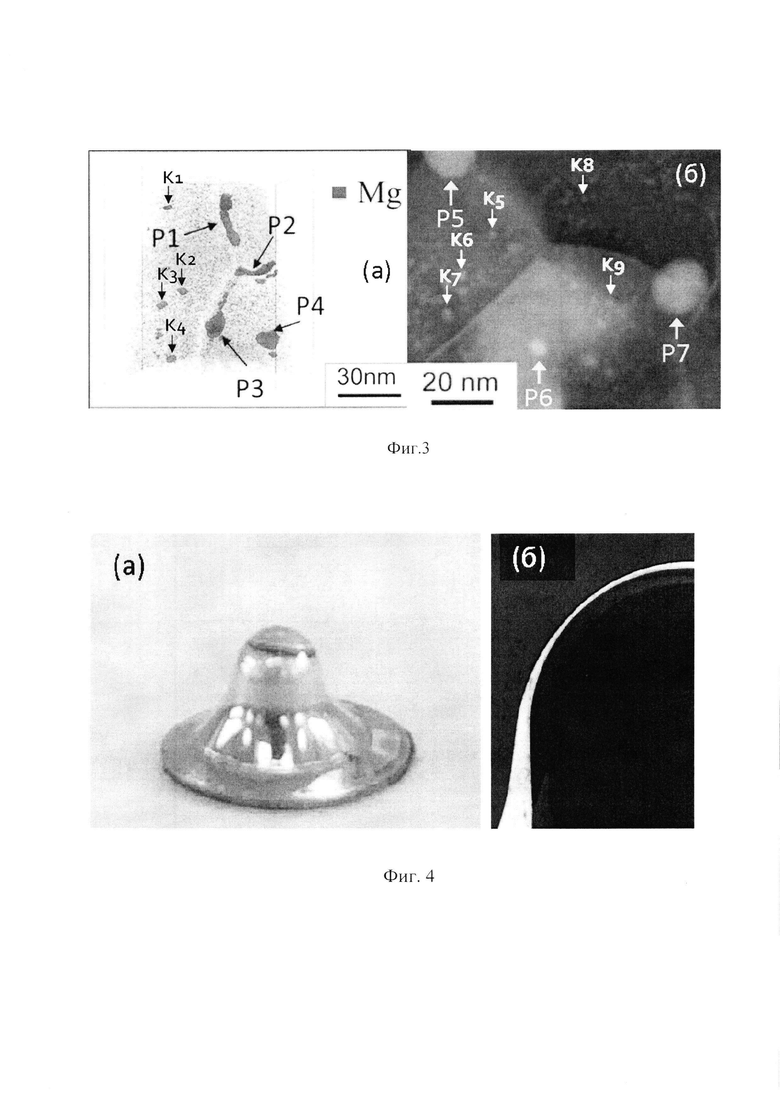
Сущность изобретения поясняется иллюстрациями, где на фиг. 1а, б представлена УМЗ структура с размером зерна менее 500 нм (а - просвечивающая электронная микроскопия (ПЭМ); б - ПЭМ в режиме transmission Kikuchi diffraction). На фиг. 2а представлены изображения сегрегаций атомов легирующих элементов, образованные на границах ультрамелких зерен (ГЗ1; ГЗ2; ГЗ3), на фиг. 2б, в - представлены концентрации атомов Mg, Zn и Cu в сегрегациях (а - ПЭМ, б - атомная пространственная томография (АПТ). На фиг. 3а, б представлены нанорамерные частицы упрочняющей фазы η-MgZn2 размером 10-20 нм в приграничной области (Р1-Р3; Р5; Р7) и внутри ультрамелких зерен (Р4; Р6), а также нанокластеры (К1-К9), образованные атомами Zn и Mg с размером 2-5 нм (а, б - АПТ). На фиг. 4 представлен общий вид и вид в разрезе демонстрационного высокопрочного изделия типа «колпачок», полученного заявленным способом в условиях сверхпластичности.
Изобретение реализуется следующим образом.
Для формирования УМЗ структуры со средним размером зерна не более 500 нм используют исходную заготовку сплава 7000 серии системы Al-Zn-Mg или Al-Zn-Mg-Cu в виде горячепрессованного прутка или горячекатаной плиты стандартного химического состава.
На первом этапе заготовку подвергают термической обработке - отжигу и последующей закалке. Она включает: нагрев заготовки до температуры 460-490°С, выдержку при данных условиях продолжительностью 1-5 часа и последующее охлаждение в воде комнатной температуры. Данная термическая обработка обеспечивает перевод в твердый раствор алюминия максимального количества атомов легирующих элементов (Zn, Mg и Cu) и их равномерное распределение в нем. Охлаждение в воде комнатной температуры фиксирует равномерно распределенные в твердом растворе алюминия атомы легирующих элементов. Режимы термической обработки определяются химическим составом и условиями получения исходной заготовки сплава 7000 серии.
На втором этапе закаленную заготовку подвергают обработке методами ИПД при температуре не выше 200°С (в интервале гомологических температур 0,30-0,50 ТПл) с истинной накопленной степенью деформации (е)≥4. Вследствие эволюции структуры в процессе ИПД при заданных режимах в алюминиевых сплавах формируется УМЗ структура со средним размером зерна не более 500 нм. Не менее 60% зерен имеют большеугловые границы, разориентированные относительно соседних зерен на углы 15 град и более (фиг. 1).
Одновременно с формированием УМЗ структуры в процессе ИПД в алюминиевой матрице происходит деформационное старение, в результате чего на границах ультрамелких зерен атомами основных легирующих элементов (Zn, Mg, Cu) или хотя бы одним из них образуются зернограничные сегрегации (фиг. 2), а также частицы упрочняющей фазы η-MgZn2 размером 10-20 нм (фиг. 3). Кроме того, в результате деформационного старения в объеме зерен формируются нанокластеры с размером 2-5 нм, содержащие атомы Mg и/или Zn и/или Cu, а также наноразмерные частицы упрочняющей фазы η-MgZn2 размером 10-20 нм (фиг. 3).
Данную обработку можно осуществлять интенсивной пластической деформацией кручением или кручением, совмещенным с экструзией (ИПДК или ИПДК-Э), или равноканальным угловым прессованием (РКУП), или РКУП в параллельных каналах (РКУП-ПК), или РКУП по схеме Конформ (РКУП-К). На данном этапе происходит измельчение микроструктуры в объеме заготовки без изменения ее размеров.
После ИПД осуществляют последующую формообразующую сверхпластическую деформацию при температуре не выше 250°С (в интервале гомологических температуру 0,30-0,55 ТПл) в интервале скоростей деформации 10-2 - 10-5 сек-1 со значениями предельной деформации не менее 300%.
После ИПД, перед формообразующей СП деформацией можно осуществить пластическую деформацию методами прокатки или экструзии при температуре не выше 200°С (в интервале гомологических температуру 0,30-0,50 ТПл) с суммарной степенью деформации/обжатия от 20 до 80%. Такой деформационной обработкой помимо заданной величины упрочения получают заготовки из УМЗ сплава заданной геометрии в виде пластины, ленты, профиля для последующего получения деталей конструкций и изделий сложной формы, при последующей формообразующей СП деформации.
Пример конкретной реализации изобретения
В качестве исходной заготовки использовали горячепрессованный пруток промышленного сплава 7000 серии, системы Al-Zn-Mg-Cu, имеющего следующий химический состав: 6.4Zn; 1.7Mg; 2.3Cu; 0.12Zr; 0.10Fe; 0.05Si; 0.02Ti (мас. %). Из данного прутка механической обработкой изготавливали заготовки в виде диска диаметром 20 мм и толщиной 1.4 мм. Данные заготовки подвергали термической обработке - закалке, включающей нагрев до температуры 475°С, выдержку при заданной температуре 2 часа и последующее охлаждение в воде комнатной температуры. После термической обработки заготовки подвергали интенсивной пластической деформации кручением при комнатной температуре, при приложенном давлении 6 ГПа, с истинной накопленной деформацией е=10.
Из полученных заготовок были изготовлены образцы для исследования микроструктуры, механических свойств при комнатной и повышенной температуре, а также для осуществления формообразующей сверхпластической деформации.
Анализ микроструктуры осуществляли методами электронной микроскопии на микроскопах JEM 2100, Titan G2 и Zeiss Ultra Plus, а также методом атомной пространственной томографии на установке ЕАР4000Х Si.
Твердость образцов сплава определяли на твердомере Buehler Omnimet Micromet-5101.
Механические испытания на растяжение при комнатной и повышенной температуре проводили на универсальной электромеханической машине Shimadzu AGX-50 Plus.
Полученная УМЗ структура в заготовках сплава, которая была сформирована на этапе ИПД, имеет средний размер зерна 150±6 нм (Фиг. 1). На границах зерен видны сегрегации атомов таких легирующих элементов как Mg, Zn и Cu (Фиг. 2), а также частицы упрочняющей фазы MgZn2 со средним размером 17±6 нм (Фиг. 3). В объеме зерен алюминиевой матрицы видны нанокластеры размером 4.0±0.3 нм равномерно и частицы упрочняющей фазы MgZn2 размером 12±4 нм (Фиг. 3).
Заготовки сплава с УМЗ структурой, которая была сформирована на этапе ИПД (Фиг. 1-3), демонстрируют более высокую прочность при комнатной температуре: твердость (HV) 255±12, условный предел текучести (σ0.2) 818±9 МПа и предел прочности (σв) 845±5 МПа соответственно, в сравнении с заготовками аналогичного сплава после традиционной упрочняющей термической обработки типа Т73, включающей закалку и двухступенчатое искусственное старение при 110°С - 6 часов и 160°С - 16 часов: HV 165±5, σ0.2 516±10 МПа и σв 580±5 МПа соответственно. Кроме того, заготовки сплава с УМЗ структурой при температуре 170°С и скорости деформации 5×10-4 с-1 демонстрируют сверхпластичность: скоростную чувствительность напряжения течения (m) - 0.4, значение предельной деформации - относительное удлинение до разрыва (δ) 480%. После реализации сверхпластической деформации при данных условиях заготовки сплава с УМЗ структурой сохраняют более высокую прочность - твердость HV 195±13, чем сплав после традиционной упрочняющей обработки - HV 165±5.
В результате формообразующей СП деформации в установленном температурно-скоростном режиме было получено демонстрационное/пилотное высокопрочное изделие типа «колпачок» методом листовой штамповки из заготовки предложенного сплава с УМЗ структурой (фиг. 4).
Таким образом, предложенное изобретение позволяет повысить уровень механической прочности алюминиевых сплавов до и после формообразующей обработки в условиях сверхпластичности и изготавливать из них высокопрочные изделия методами экструзии, объемной или листовой штамповки, а также формовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАМЕЛКОЗЕРНИСТЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ ДЛЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2478136C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНОГО ЛИСТА ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ НЕГО | 2004 |
|
RU2246555C1 |
| Проводниковый ультрамелкозернистый алюминиевый сплав и способ его получения | 2015 |
|
RU2616316C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНОГО ЛИСТА ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА | 2010 |
|
RU2449047C1 |
| Термостойкий проводниковый ультрамелкозернистый алюминиевый сплав и способ его получения | 2017 |
|
RU2667271C1 |
| СВЕРХПЛАСТИЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2011 |
|
RU2491365C2 |
| УЛЬТРАМЕЛКОЗЕРНИСТЫЙ МЕДНЫЙ СПЛАВ СИСТЕМЫ Cu-Cr И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2484175C1 |
| Способ получения сверхпластичного плакированного материала на основе алюминия | 2016 |
|
RU2637842C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНЫХ ЛИСТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-ЛИТИЙ | 2007 |
|
RU2345173C1 |
| ВЫСОКОПРОЧНЫЙ ТЕРМОСТОЙКИЙ МЕЛКОЗЕРНИСТЫЙ СПЛАВ НА ОСНОВЕ СИСТЕМЫ Al-Cu-Mn-Mg-Sc-Nb-Hf И ИЗДЕЛИЕ ИЗ НЕГО | 2020 |
|
RU2747180C1 |
Изобретение относится к цветной металлургии, а именно к области получения и обработки ультрамелкозернистых алюминиевых сплавов, и может быть использовано для изготовления высокопрочных изделий в условиях сверхпластичности методами изотермической экструзии, объемной или листовой штамповки, а также формовки. Ультрамелкозернистый алюминиевый сплав серии 7000 системы Al-Zn-Mg и Al-Zn-Mg-Cu характеризуется структурой, имеющей средний размер зерна не более 500 нм, при этом не менее 60% зерен имеют большеугловые границы, разориентированные относительно соседних зерен на углы 15 град и более, на которых расположены зернограничные сегрегации, образованные атомами основных легирующих элементов Zn, Mg, Cu или хотя бы одним из них, и частицы упрочняющей фазы η-MgZn2 размером 10-20 нм, при этом зерна состоят из алюминиевой матрицы, содержащей равномерно распределенные в объеме зерен нанокластеры, образованные атомами легирующих элементов Zn, Mg, Cu или хотя бы одним из них, с размером 2-5 нм, и частицы упрочняющей фазы η-MgZn2 размером 10-20 нм. Способ получения изделия из ультрамелкозернистого алюминиевого сплава серии 7000 системы Al-Zn-Mg и Al-Zn-Mg-Cu включает получение заготовки, отжиг заготовки при 460-490 °С, закалку в воду, интенсивную пластическую деформацию при температуре не выше 200 °С с суммарной истинной накопленной деформацией е≥4 и формообразующую сверхпластическую деформацию при температуре не выше 250 °С, скоростях деформации 10-2-10-5 с-1 со значением предельной деформации не менее 300%. Изобретение позволяет повысить уровень механической прочности алюминиевых сплавов до и после формообразующей обработки в условиях сверхпластичности и изготавливать из них высокопрочные изделия методами экструзии, объемной или листовой штамповки, а также формовки. 2 н. и 3 з.п. ф-лы, 4 ил., 1 пр.
1. Ультрамелкозернистый алюминиевый сплав серии 7000 системы Al-Zn-Mg и Al-Zn-Mg-Cu, характеризующийся структурой, имеющей средний размер зерна не более 500 нм, при этом не менее 60% зерен имеют большеугловые границы, разориентированные относительно соседних зерен на углы 15 град и более, на которых расположены зернограничные сегрегации, образованные атомами основных легирующих элементов Zn, Mg, Cu или хотя бы одним из них, и частицы упрочняющей фазы η-MgZn2 размером 10-20 нм, при этом зерна состоят из алюминиевой матрицы, содержащей равномерно распределенные в объеме зерен нанокластеры, образованные атомами легирующих элементов Zn, Mg, Cu или хотя бы одним из них, с размером 2-5 нм и частицы упрочняющей фазы η-MgZn2 размером 10-20 нм.
2. Способ получения изделия из ультрамелкозернистого алюминиевого сплава серии 7000 системы Al-Zn-Mg и Al-Zn-Mg-Cu, включающий получение заготовки, отжиг заготовки при 460-490 °С, закалку в воду, интенсивную пластическую деформацию при температуре не выше 200 °С с суммарной истинной накопленной деформацией е≥4 и формообразующую сверхпластическую деформацию при температуре не выше 250 °С, скоростях деформации 10-2-10-5 с-1 со значением предельной деформации не менее 300%.
3. Способ по п. 2, отличающийся тем, что интенсивную пластическую деформацию осуществляют кручением, или кручением, совмещенным с экструзией, или равноканальным угловым прессованием, или равноканальным угловым прессованием в параллельных каналах, или равноканальным угловым прессованием по схеме Конформ.
4. Способ по п. 2, отличающийся тем, что сверхпластическую деформацию осуществляют изотермической экструзией, или объемной штамповкой, или листовой штамповкой, или формовкой.
5. Способ по п. 2, отличающийся тем, что после интенсивной пластической деформации осуществляют дополнительную пластическую деформацию методами прокатки или экструзии при температуре не выше 200 °С с суммарной степенью деформации/обжатия от 20 до 80%.
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНЫХ ЛИСТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-ЛИТИЙ | 2007 |
|
RU2345173C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНОГО ЛИСТА ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА | 2010 |
|
RU2449047C1 |
| JP 2000237882 A, 05.09.2000 | |||
| JP 3558773 B2, 25.08.2010 | |||
| СПОСОБ ФОРМИРОВАНИЯ МЕЛКОЗЕРНИСТОЙ ВЫСОКОПРОЧНОЙ И КОРРОЗИОННО-СТОЙКОЙ СТРУКТУРЫ АЛЮМИНИЕВОГО СПЛАВА | 2016 |
|
RU2641212C1 |

