ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к устройству для измерения параметров резьбы, предназначенному для измерения параметров резьбы на конце трубы или трубки с резьбой, такой как нефтегазопромысловые трубные изделия (Oil Country Tubular Goods, OCTG), и к системе измерения параметров резьбы, включающей в себя устройство, причем система может применяться в автоматических непрерывных технологических линиях, таких как линия изготовления труб или трубок и линия доведения труб, включая часть проверки труб или трубок для труб, или трубок с резьбой. Настоящее изобретение также относится к способу измерения параметров резьбы с применением устройства. Далее здесь «труба или трубка» будет называться просто «трубой», если это будет сочтено уместным.
ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
Обычно для соединения, например, OCTG на концах формируют резьбу для резьбового соединения. Различные усовершенствования, например, в геометрии резьбы, выполняются на резьбах с целью приспосабливания к дальнейшему углублению нефтяных скважин и учета экологических факторов в связи с коррозией (см., например, непатентный документ 1 (Masao Ogasawara, «Current Status of Tubular Connections for OCTG», Tetsu-to-Hagane, «Журнал японского института металлургической промышленности» (The Journal of The Iron and Steel Institute of Japan), 1 мая 1992 года, т. 79, № 5, с. 352-355)). Геометрия резьбы (включая резьбовой участок до самого уплотнительного участка у переднего конца на Фиг.6, который описан далее) имеет ключевое значение для качества для использования в качестве OCTG.
В зависимости от состояний нефтяной скважины, такие резьбы обеспечивают на концах трубы длиной несколько десятков метров и весом несколько сот килограммов, и данные резьбы имеют сложную высокоточную геометрию резьбы.
Фиг.6 - вид в разрезе, на котором показан пример конца трубы с резьбой, а Фиг.7 - частично увеличенный вид резьбового участка, представленного на Фиг.6. Как показано на Фиг.6, резьба А2 на конце трубы в некоторых случаях включает в себя резьбовой участок А5, снабженный вершинами выступами А5 резьбы и канавками А4 резьбы, параллельный участок А7, предусмотренный на передней стороне резьбового участка А5, и уплотнительный участок А6 конусной формы, предусмотренный на передней стороне трубы. Каждый из этих участков сконструирован и обработан до подходящих размеров. Для соответствующих параметров данных участков сложной формы определяют допуски, причем допуски являются существенной позицией контроля качества.
Данные позиции контроля качества раньше измерялись вручную; однако, ввиду сокращения трудоемкости, предотвращения человеческих ошибок, а также увеличения скорости и точности измерений, предпринимались попытки разработать способ автоматического измерения с более высокой точностью.
В частности, в связи со способом измерения параметров резьбы для резьбы, обеспеченной на конце трубы, для проверки трубы с резьбой, известно автоматическое измерительное устройство с оптическим датчиком; оптический датчик направляет на канавки резьбы параллельный свет от источника света, в направлении, по существу, параллельном канавкам, и детектирует свет, доходящий до противоположной от источника света стороны оси трубы, и устройство измеряет параметры резьбы, основываясь на результатах обнаружения оптического датчика (см., например, патентный документ 1 (патент Японии № 3552440) и патентный документ 2 (нерассмотренная патентная публикация № 63-212808)).
В патентном документе 1 раскрыт способ направления света параллельно канавкам резьбы и обнаружения прохождения света сквозь резьбу, в котором изображение контактного чипа контактного датчика накладывается на схему измеренной геометрии резьбы (отсюда и далее именуемую профилем резьбы) таким образом, чтобы он виртуально «встретился» с резьбой изнутри, что позволяет произвести измерение параметров резьбы, используя координаты виртуального контактного чипа в этой точке. Способ, описанный в патентном документе 1, нацелен на получение высокоточного вывода при допущении, что результаты, полученные обычными измерениями, достоверны, манипулируя выводом для приближения к результатам проверки, ранее выполняемой людьми с использованием, например, прибора по стандарту АНИ (Американский нефтяной институт) (прибора для контактных измерений с контактным чипом). Согласно этому способу, в качестве источника света используют галогеновую лампу, а в качестве фотодетектора - ПЗС-камеру (камеру на приборах с зарядовой связью).
Кроме того, в патентном документе 2 раскрыта конфигурация, в которой положение торцевой поверхности механического уплотнения и ее наклон получают посредством контактного измерения для нахождения положения и наклона торцевой поверхности резьбы, а наружные диаметры, например, уплотнительного участка и резьбового участка получают посредством контактного измерения, в то время как наружную форму (приподнятую и утопленную форму поверхности), т.е. профиль резьбы получают посредством бесконтактного (оптического) измерения. То есть точную форму резьбового соединения определяют посредством бесконтактного измерения и обрабатывают, получая составное изображение, основываясь на наклоне оси резьбы и наружном диаметре резьбового участка, получаемых при помощи контактного измерения. Способ измерения нацелен на улучшение точности измерения посредством коррекции наклона оси резьбы, основываясь на высокоточных данных, полученных посредством контактного измерения, а также на ускорение измерения профилей резьбы с использованием некоторого количества точек измерения посредством выполнения измерений оптически. Оптическое измерение, используемое здесь, представляет собой способ, в котором лазерный луч направляют, как параллельный свет, для обнаружения положения, в котором луч перехватывается резьбой, при этом фотодетектор расположен напротив источника света, а резьба находится между ними. В патентном документе 2 также раскрыто, что, принимая во внимание температурное расширение как влияние температуры, измеряют температуру контрольного образца, и результат этого используется для коррекции.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Вышеупомянутые способы, однако, не достаточно производительны, чтобы параметры резьбы могли быть измерены автоматически, быстро и с высокой точностью. В частности, для параметров резьбы, связанных с боковыми поверхностями А8 (см. Фиг.6 и 7) между вершинами А3 резьбы и канавками А4 резьбы резьбового участка А5, достижение удовлетворительной точности измерений все еще представляет трудность.
Кроме того, современные резьбы стали еще сложнее по форме, что еще больше затрудняет измерения. Например, как показано в непатентном документе 1 и на Фиг.7, при сцеплении, например, OCTG на концах, используют такую трубу с резьбой, что боковые поверхности А8 на внутренней стороне в направлении оси трубы, вершин резьбы на конце трубы, т.е. боковые поверхности А8 со стороны, подверженной нагрузке при воздействии растягивающей силы в направлении оси трубы, выполнены в виде боковых поверхностей, приближающихся к центральным участкам вершин А3 резьбы по мере опускания боковых поверхностей от верхушек к основаниям выступов резьбы (здесь и далее именуемых «крючковыми» боковыми поверхностями A8h). Параметры резьбы, связанные с такими крючковыми боковыми поверхностями A8h, еще сильнее затрудняют выполнение автоматического измерения.
Настоящее измерение было разработано с учетом вышеупомянутых проблем, и задачей изобретения является создание устройства для измерения параметров резьбы, способного измерять параметры резьбы, связанные с боковыми поверхностями параметров резьбы на конце трубы с резьбой, системы измерения параметров резьбы, включающей в себя данное устройство, и способа измерения параметров резьбы, в котором используется устройство.
Авторы настоящего изобретения изучили вышеперечисленные традиционные проблемы. В результате авторы открыли следующее.
<1. Проблемы, вызываемые использованием оптического датчика для измерения боковых поверхностей>
Авторы изобретения сначала изучили проблемы, связанные с измерением параметров резьбы, связанных с боковыми поверхностями, которые расположены между вершинами и впадинами резьбы, как показано на Фиг.7. В оценке качества труб с резьбой положения боковых поверхностей резьбы (участка конца трубы, обработанного на токарном станке, и имеющего ту же ось, что ось резьбы) являются требованиями при измерении, например, ширины вершины резьбы, ширины канавки резьбы, шага резьбы и угла подъема. Эти элементы могут быть измерены по отношению к координатной оси, которая параллельна оси резьбы (ось симметрии поверхностей, касательных к периметру резьбы или к поверхностям дна канавок резьбы) и проходит сквозь соответствующие центральные участки по высоте вершин резьбы, боковых поверхностей. Например, шаг резьбы и угол подъема находят по расстоянию между центральными участками, по высоте вершин резьбы, соответствующих боковых поверхностей соседних вершин резьбы.
В патентных документах 1 и 2 описано измерение профиля резьбы методом направления света параллельно канавкам резьбы для детектирования света, проходящего сквозь резьбу. Учитывая, однако, что профиль резьбы изогнут, в методе оптического измерения детектирования параллельного света, боковые поверхности могут оказаться в тени гребней вершин резьбы, и в этом случае боковые поверхности невозможно правильно измерить. Например, в профиле резьбы, показанном на Фиг.6 и 7, где боковые поверхности перпендикулярны или почти перпендикулярны оси резьбы, ошибки, возникающие из-за скрытия боковых поверхностей в тени гребней вершин резьбы, представляют значительную проблему в детектировании положений боковых поверхностей в центральных по высоте участках вершин резьбы.
Проблема разъяснена ниже. Декартова система координат используется в качестве пространственных координатных осей для настоящего описания. Осью центростремительного вращения зажимного механизма для захвата трубы, который будет описан далее, то есть осью, по существу, совпадающей с осью трубы и осью резьбы, является ось Х. Осью, перпендикулярной оси Х и параллельной горизонтальной плоскости, является ось Y. (Вертикальной) осью, перпендикулярной плоскости X-Y, является ось Z.
Фиг.8А-8С иллюстрируют проецирование траектории боковых поверхностей в их центральных положениях в направлении вершин резьбы в обычной резьбе. На Фиг.8А показано состояние, в котором траектория боковых поверхностей в их центральных положениях в направлении вершин резьбы пересекает плоскость, перпендикулярную оси Y. На Фиг.8В показана проекционная схема, на которой боковая поверхность спроецирована на плоскость V, перпендикулярную оси X, когда точка пересечения плоскости U Фиг.8А и оси Y находится в центральной позиции боковой поверхности в направлении вершин резьбы. На Фиг.8С показана линия пересечения боковой поверхности и плоскости U, когда точка пересечения плоскости U на Фиг.8А и оси Y находится в центральной позиции боковой поверхности в направлении вершин резьбы (как показано на Фиг.8В).
В этом случае, так как, как показано на Фиг.8С, линия пересечения боковой поверхности и плоскости U продолжается в направлении оси Х, направление параллельного света в направлении вдоль оси Z создает тень вытянутого участка на плоскости проекции, ортогональной к направлению приложения параллельного света, что мешает обнаружить положение боковых поверхностей. Чтобы уменьшить эффект тени, направление падения света наклоняют под углом, соответствующим углу подъема (=η°), таким образом, чтобы направить параллельный свет вдоль оси Z2 (Фиг.8С). В этом случае, хотя погрешности уменьшаются по сравнению со случаем, когда параллельный свет направлен вдоль оси Z, часть линии пересечения боковых поверхностей и плоскости U, спроецированной на ось X2, все равно обнаруживается как тень.
Для оценки погрешностей, возникающих при направлении параллельного света в направлении вдоль оси Z, на Фиг.9 показан пример линии пересечения боковой поверхности и плоскости U в координатах X2-Z2. На Фиг.9 показаны результаты, вычисленные для резьбы с наружным радиусом 90 мм, высотой вершины резьбы 3 мм и шагом резьбы 6 мм, а также с геометрией, при которой боковые поверхности перпендикулярны оси резьбы. В этом случае, из-за тени гребней вершин резьбы, в центральных позициях боковой поверхности в направлении высоты вершин резьбы возникает погрешность измерения величиной 2 мкм.
Кроме того, в случае с крючковыми боковыми поверхностями погрешность возрастает еще сильнее. Рассмотрим резьбу с наружным радиусом 90 мм, высотой вершин резьбы 3 мм и шагом резьбы 6 мм, как и в приведенном выше случае, и с наклоном боковых поверхностей под углом в -3° (θ на Фиг.7 составляет -3°), принимая, что угол указан положительным значением в случае, когда боковая поверхность расположена в центре вершины резьбы в направлении оси Х, и боковая поверхность идет вверх от основания, к верху вершины резьбы; в этом случае погрешность приблизительно в 78 мкм создается из-за тени гребней вершин резьбы. Погрешность приблизительно в 39 мкм создается даже в случае, если высота вершины резьбы составляет 1,5 мм. Такие погрешности недопустимы при оценке качества труб с резьбой.
Как описано выше, даже если параметры резьбы, связанные с боковыми поверхностями, измеряют при помощи направления параллельного света на канавки резьбы, как в случае с устройством для измерения параметров резьбы, описанным в патентных документах 1 и 2, тень от вершин резьбы неизбежно приведет к повышению погрешностей. Соответственно, параметры резьбы, связанные с боковыми поверхностями, включая ширину вершины резьбы, ширину канавки резьбы, угол подъема, шаг резьбы и угол боковых поверхностей дадут в результате неточные значения измерения.
<2. Проблемы различия между измерительной позицией в устройстве для измерения параметров резьбы и фактической позицией, в которой выполняют измерения>
Авторы настоящего изобретения продолжили изучать проблемы, касающиеся погрешностей измерения, вызываемых позиционным отклонением между устройством для измерения параметров резьбы и трубой с резьбой.
Например, в случае, когда устройство для измерения параметров резьбы применяется для измерений на непрерывной технологической линии, зажимной механизм автоматически захватывает подаваемую трубу с резьбой для измерения параметров резьбы при помощи устройства для измерения параметров резьбы. В этом случае, если стандартная ось измерения устройства для измерения параметров резьбы или центр захвата зажимного механизма сильно отклоняются от оси резьбы подаваемой трубе с резьбой, точное измерение параметров резьбы невозможно.
Кроме того, ось трубы с резьбой (центральная ось центрального участка трубы) отклонена, хотя и незначительно, от оси резьбы (центральной оси конца трубы), как часто бывает с настоящими трубами с резьбой.
В результате проверки различий угла между осями резьбы и осями трубы на настоящих стальных трубах с резьбой была обнаружена угловая разница порядка 0,057° (наклон 1/1000), например, 0,11° (наклон 2/1000) в зависимости от обстоятельств.
Фиг.10 иллюстрирует эффект, вызываемый данной угловой разницей. Фиг.10 иллюстрирует линии пересечения боковой поверхности и плоскости U в координатной системе осей X2-Z2, в пределах плоскости U, где между углом направления падения света (ось Z2) относительно оси Z и углом подъема существует разница в диапазоне от 0,029° до 0,11°, вследствие вышеупомянутой угловой разницы между осью резьбы и осью трубы, в резьбе той же геометрии, что и представленная на Фиг.9. Участки линии пересечения, спроецированные на ось X2, создают тень, и поэтому погрешность измерения в центре боковой поверхности в направлении высоты вершины резьбы составляет 33 мкм в направлении оси Х в случае разницы в 0,11° между углом направления падения света (ось Z2) относительно оси Z и углом подъема. Аналогично этому, погрешность составляет 17 мкм в случае разницы в 0,059° и 9 мкм в случае разницы в 0,029°. Как уже было описано, даже незначительное отклонение между осью резьбы и осью трубы является решающим фактором среди факторов погрешности в измерении положения боковых поверхностей; однако такое незначительное отклонение между осью резьбы и осью трубы (порядка 1/1000) не так легко обнаружить, и очень сложно отрегулировать отклонение при захвате трубы с резьбой для измерения или при ее установке на место.
Соответственно, при измерении, где используется только параллельный свет, как описано в патентном документе 1, должно допускаться, что направление оси резьбы имеет отклонение вышеупомянутого порядка по отношению к направлению оси трубы, что приводит к значительной погрешности, неприемлемой для измерения положения боковых поверхностей, например, центральных позиций в направлении высоты вершин резьбы боковой поверхности. Таким образом, недопустимо высокая погрешность измерения влияет на результат измерения параметров резьбы, связанных с боковыми поверхностями (требующих координат центральных участков боковых поверхностей в направлении вершин резьбы), включая угол боковых поверхностей, ширину вершин резьбы, ширину канавок резьбы, угол подъема и шаг резьбы, что отрицательно сказывается на возможности высокоточного измерения.
Кроме того, в случае, когда труба с резьбой захватывается для измерения зажимным механизмом, таким как зажимной патрон, захватывают поверхность проката трубы с резьбой, подлежащей измерению, причем данная поверхность не находится в положении измерения и не обработана на токарном станке. Отсюда, как показано на Фиг.11, даже если для использования принят зажимной механизм с высокоточной центростремительной функцией, между осью трубы и центром захвата зажимного механизма возникает отклонение, которое приблизительно равно или больше, чем вышеупомянутое отклонение между осью резьбы и осью трубы, когда зажимной механизм захватывает трубу с резьбой. Выражение «зажимной механизм с высокоточной центростремительной функцией», относится к зажимному механизму, в котором при захвате прямого и идеально круглого прутка отклонение между осью прутка и центром захвата зажимного механизма достаточно мало, например, значительно менее 0,1 мм. Отклонение между осью трубы и центром захвата зажимного механизма возникает из-за многочисленных возникающих проблем, включая изгиб или изменения округлости трубы, эффекты, связанные с шероховатостью поверхности трубы, и центростремительная погрешность зажимного механизма (отклонение между центром захвата и осью трубы, выступающей из зажимного механизма). Отклонение между центром захвата зажимного механизма и осью трубы, в сочетании с отклонением между осью трубы и осью резьбы, еще более затрудняет нахождение положения оси резьбы.
Согласно способу измерений, описанному в патентом документе 2, раскрыто обнаружение оси резьбы с помощью контактного датчика; однако данный способ влечет за собой определенные проблемы. В способе обнаружения оси резьбы, описанном в патентом документе 2, смещение (вдоль направления оси Х) уплотнительного участка конца трубы измеряют во многих местах в направлении окружности трубы, на основе такого смещения находят наклон торцевой поверхности трубы, и измеряют наклон оси резьбы, при допущении, что направление, перпендикулярное торцевой поверхности трубы, представляет собой ориентацию оси резьбы. Проблемы, связанные с данным способом, включают необходимость контактирования датчика с участком уплотнительного участка конца трубы, что крайне нежелательно из-за пороков и пятен. Контактирование датчика с упомянутым участком склонно вызывать пороки или пятна. Пороки на уплотнительном участке недопустимы, так как серьезно ухудшают качество изделия. Прилипание пятна вызывает необходимость очистки уплотнительного участка, что, в свою очередь, значительно влияет на производительность.
Кроме того, согласно способу, описанному в патентом документе 2, центральная точка трубы (заданная точка на оси трубы) выровнена с центральной точкой измерительной ступени для обнаружения оси резьбы, основываясь на допущении, что ось трубы совпадает с осью резьбы. Чтобы обнаружить ось резьбы с высокой точностью, требуется указать координаты, по меньшей мере, одной заданной точки (центра резьбы) на оси резьбы, в дополнение к наклону оси резьбы. В патентном документе 2 координаты находят следующим способом: вставляют три стержня к внутренней поверхности трубы и вводят их в контакт с трубой внутри, заставляя измерительную ступень перемещаться силой реакции, создаваемой несмотря на внутренний контакт стержней, и совмещая тем самым центральную точку измерительной ступени с центральной точкой трубы, т.е. с центром резьбы. Однако, как было описано ранее, ось резьбы, сформированной на токарном станке, не всегда согласуется с осью трубы с резьбой на участке, не обработанном на токарном станке. Таким образом, операция согласования центральной точки измерительной ступени с центральной точкой трубы может не привести в согласование центральную точку измерительной ступени с центром резьбы. Кроме того, трудно ввести стержни в правильный и устойчивый внутренний контакт с внутренней поверхностью трубы.
Как описано выше, так как при измерении посредством упомянутого способа разница между осью резьбы, подлежащей действительно измерению, и центром измерения также не незначительна, ось резьбы не может быть обнаружена с удовлетворительной степенью точности. Более того, данный способ задействует большее количество объектов измерения, поэтому угловой и позиционный контроль приходится выполнять во много раз больше соответственно, что мешает ускорению измерений.
Как описано выше, большое отклонение между стандартной осью измерений устройства для измерения параметров резьбы или центром захвата зажимного механизма и осью резьбы на подаваемой трубе с резьбой приводит к неточному результату измерения параметров резьбы.
Настоящее изобретение было закончено, основываясь на вышеупомянутых открытиях, совершенных авторами настоящего изобретения.
То есть устройство для измерения параметров резьбы по изобретению создано для решения вышеупомянутых проблем и представляет собой устройство для измерения параметров резьбы на конце трубы с резьбой. Устройство содержит: оптический датчик, который измеряет первый параметр резьбы, детектируя свет, доходящий от источника света, расположенного с противоположной стороны от оси трубы, и идущий, по существу, параллельно канавкам резьбы; контактный датчик, который измеряет второй параметр резьбы посредством контактирования контактного щупа с боковой поверхностью резьбы и обнаружения пространственных координат контактного щупа в момент контакта; и процессор, который вычисляет параметры резьбы из комбинации первого и второго параметров резьбы.
Способ измерения параметров резьбы по изобретению представляет собой способ измерения параметров резьбы на конце трубы с резьбой. Способ содержит этапы: измерение первого параметра резьбы оптическим датчиком, путем детектирования света, который доходит от источника света, расположенного с противоположной стороны от оси трубы, и проходит, по существу, параллельно канавкам резьбы; измерение второго параметра резьбы контактным датчиком, посредством контакта контактного щупа с боковой поверхностью резьбы и обнаружения пространственных координат контактного щупа во время контакта; и вычисление параметров резьбы из комбинации первого и второго параметров резьбы.
Боковая поверхность резьбы предпочтительно включает в себя крючковую боковую поверхность крючкообразной формы.
При помощи вышеописанного устройства и способа для измерения параметров резьбы первый параметр резьбы измеряют, детектируя свет, доходящий от источника света, расположенного с противоположной стороны от оси трубы, и идущий, по существу, параллельно канавкам резьбы; второй параметр резьбы измеряют посредством контакта контактного щупа контактного датчика с боковой поверхностью резьбы и детектирования пространственных координат контактного щупа в момент контакта.
Обнаруженные таким образом первый и второй параметры резьбы объединяют при помощи процессора для вычисления параметров резьбы, представленной как объект измерения.
Таким образом, первый параметр резьбы, который не связан с боковыми поверхностями резьбы, измеряют посредством детектирования света, проходящего, по существу, параллельно канавкам резьбы, тогда как второй параметр резьбы, который связан с боковыми поверхностями резьбы и подвержен возникновению погрешностей измерения при измерении оптически из-за вышеупомянутой тени гребней вершин резьбы, измеряют контактным датчиком, а затем эти параметры объединяют. Параметры резьбы, включая параметр резьбы, связанный с боковыми поверхностями резьбы, могут, таким образом, быть измерены с высокой точностью.
В частности, высокоточные измерения могут быть выполнены даже по параметру резьбы, связанному с крючковыми боковыми поверхностями, который подвержен значительным погрешностями измерения при измерении только оптически, так как почти совершенно скрыт в тени гребней вершин резьбы.
Следует отметить, что хотя «свет, проходящий, по существу, параллельно канавкам резьбы», относится к оптически параллельному свету (световому потоку), свет не ограничивается световым потоком, направление (направление оптической оси) которого полностью параллельно канавкам резьбы. Свет, проходящий, по существу, параллельно канавкам резьбы, включает также световой поток, направление оптической оси которого полностью параллельно оси Z, а также световой поток, направление оптической оси которого лежит между осью Z и канавкой резьбы.
Предпочтительно выполняются выборочно измерение только оптическим датчиком и измерение оптическим датчиком и контактным датчиком. В этом случае можно выбирать между выводом в качестве измеренного параметра резьбы, первый параметр резьбы как он есть, как результат измерения оптическим датчиком, и выводом комбинации первого параметра резьбы, как результата измерения оптическим датчиком, со вторым параметром резьбы, как результатом измерения контактным датчиком.
В частности, когда устройство для измерения параметров резьбы по изобретению используют в качестве устройства для измерения на непрерывной линии по обработке труб, период времени, отведенный на измерение, может быть очень коротким. Если качество изделий контролируется в рамках непрерывной технологической линии с использованием настоящего устройства для измерения параметров резьбы, можно сказать, что не все параметры резьбы во всех трубах необходимо измерять автоматически. Так как измерение оптическим датчиком завершается за относительно короткий период времени, измерение оптическим датчиком можно выполнять для всех труб, а контактное измерение - для каждого заданного количества, проводя тем самым контроль качества с использованием автоматического измерения параметров резьбы по изобретению. То есть контактное измерение выполняют для каждого заданного количества, и если дефектов не обнаружено, это означает, что трубы, между измеренными, можно считать годными по второму параметру резьбы, связанному с боковыми поверхностями. Если при контактном измерении обнаружено бракованное изделие, то заданное число изделий обратно от него можно определить бракованными или специально перепроверить. Правильная установка упомянутого заданного количества позволяет сдержать повреждения, вызванные во время определения дефективности, т.е. вред в переводе на время и средства, из-за необходимости полного удаления заданного числа изделий и возобновления измерений, начиная со следующего за изделием из заданной выборки, до относительно малой величины, не оказывающей влияния на производительность. Если отказ или брак был выявлен в отношении первого параметра резьбы, не связанного с боковыми поверхностями, во время измерения заданного числа изделий только оптическим датчиком, то обнаружение отказа или брака не ведет к необходимости проводить измерение контактным датчиком; таким образом, появляется возможность быстрее обнаружить отказ в операции резьбонарезания и т.п., и раньше послать обратную реакцию об отказе. Конечно, описанный выше способ может быть использован для измерения всех параметров и оптическим датчиком, и контактным датчиком для всего количества труб с резьбой в случае, когда скорость производства непрерывной технологической линии достаточно медленная по сравнению со скоростью измерения, или когда можно установить множество единиц настоящего устройства, распределяя обработку.
<3. Проблемы, связанные с тепловым расширением>
Как было описано ранее, труба с резьбой представляет собой, например, стальную трубу, снабженную резьбой, поэтому она подвержена расширению/сжатию в зависимости от температуры, сопровождающему изменение параметров резьбы вследствие температуры. В связи с этим, известен обычный способ, при котором измеряют эталонный образец и, основываясь на результате, делают поправку на погрешности теплового расширения в параметрах резьбы, измеренных при помощи устройства для измерения параметров резьбы.
Однако, согласно этому способу, при наличии разницы температур между эталонным образцом и трубой с резьбой, представленной как объект измерения, создается соответственно погрешность. Например, так как коэффициент теплового расширения стали составляет приблизительно 1×105 (1/°С), изменение температуры трубы на 10°С вызывает изменение наружного диаметра трубы радиусом в 90 мм приблизительно на 18 мкм. Разница температур между эталонным образцом и объектом измерения вызвана различиями в размерах и теплоемкости между эталонным образцом и объектом измерения, или разницей в тепловом гистерезисе до измерения параметров резьбы, т.е. в температурной истории окружающих температур, или тепловом гистерезисе, например, нагреве, охлаждении, прокате и обработке самого объекта измерения.
Соответственно, предпочтительно получить температуру трубы с резьбой и сделать поправку на температуру для измеренных значений параметров резьбы, основываясь на полученной температуре. Например, в качестве способа получения значения температуры трубы с резьбой можно рассмотреть перечисленные ниже четыре способа (1)-(4).
(1) Способ измерения температуры трубы с резьбой либо в середине, либо сразу до или после измерения параметров резьбы.
(2) Способ измерения температуры окружающей среды механизма подачи трубы, который подает трубу с резьбой на позицию измерения параметров резьбы, или измерения температуры окружающей среды в позиции готовности в случае, когда труба с резьбой простаивает в ожидании начала измерения на позиции измерения, чтобы установить результат измерения в качестве температуры трубы с резьбой.
(3) Способ прогнозирования температуры трубы с резьбой во время измерения параметров резьбы, основываясь на размерах и материале трубы с резьбой, процессах, проходящих до измерения параметра резьбы, и графике обработки.
(4) Способ осуществления расчета для добавления поправочного значения, установленного на основе размеров и материала трубы с резьбой, процессах до измерения параметра резьбы, графике обработки и на фактически измеренной температуре трубы с резьбой, или фактическом значении измерения температуры окружающей среды механизма подачи трубы, подающего трубу с резьбой, с тем чтобы установить результат расчета в качестве температуры трубы с резьбой.
В этом случае измеренные значения параметров резьбы корректируют, основываясь на температуре трубы с резьбой, используемой при фактическом измерении, тем самым предотвращается создание разницы температуры в зависимости от того, над каким объектом и в какой момент производились измерения, что позволяет обеспечить еще более точные результаты измерения.
Предпочтительно обеспечено поворотное устройство, которое поворачивают трубу с резьбой вокруг оси трубы или оси резьбы, и устройство детектирования угла поворота, детектирующее угол поворота поворотного устройства.
В этом случае трубу с резьбой можно поворачивать при помощи поворотного устройства вокруг оси трубы или оси резьбы, а угол поворота может быть детектирован при помощи устройства детектирования угла поворота. Соответственно, осуществление измерения параметра резьбы во множестве мест, например, от двух до восьми, в направлении окружности трубы с резьбой, дает возможность строгой гарантии качества в виде результатов в окружном направлении. Кроме того, можно обнаружить окружное изменение при измерении наружного диаметра, что позволяет еще более точно измерить округлость. Округлости резьбового участка, параллельного участка, уплотнительного участка и хвостовика трубы могут быть получены как изменения наружных диаметров, или разница между максимальным наружным диаметром и минимальным наружным диаметром.
Система измерения параметров резьбы по настоящему изобретению содержит устройство для измерения параметров резьбы, сконфигурированное как описано выше; зажимной механизм для крепления трубы с резьбой; и механизм регулирования по высоте для регулирования высоты трубы с резьбой, таким образом, чтобы, по существу, выровнять центральную ось трубы с резьбой с центром захвата зажимного механизма или с эталонной осью измерений устройства для измерения параметров резьбы.
Для измерения трубы с резьбой, обрабатываемой на непрерывной технологической линии и т.п. с помощью устройства для измерения параметров резьбы, сконфигурированного как описано выше, результаты оптических измерений и результаты контактных измерений необходимо объединить; следовательно, труба с резьбой, обеспеченная в качестве объекта измерения, захватывается зажимным механизмом и удерживается в неподвижном состоянии, пока не закончены оба измерения.
Высоту, на которой размещается труба с резьбой, можно регулировать посредством механизма регулирования по высоте таким образом, чтобы эталонная ось измерения устройства для измерения параметров резьбы была выровненной с центральной осью трубы с резьбой.
Соответственно, даже в случае, когда в устройство для измерения параметров резьбы последовательно подают трубы разных диаметров, на непрерывной технологической линии и т.п., колебание позиции измерения может быть ограничено примерно до степени изменения радиуса труб, что ускоряет измерение параметров резьбы.
Например, является предпочтительным, чтобы в случае, когда, например, в качестве фотоприемного устройства оптического датчика используется ПЗС-камера с диапазоном съемки приблизительно от 3×3 мм до 10×10 мм, центростремительная точность зажимного механизма для осей резьбы меньше или равна 2 мм. Заданное значение наружного диаметра трубы, представленной как объект измерения, сохраняется заранее, так что позицию, подлежащую детектированию фотоприемным устройством, можно определить, хорошо планируя, заранее и детектировать надежным образом. Получение уровня центростремительной точности на осях резьбы порядка нескольких миллиметров возможно даже в случае, когда между осью резьбы и осью трубы существует отклонение, как было упомянуто ранее.
Кроме того, при введении трубы с резьбой в зажимной механизм высота расположения трубы с резьбой может быть отрегулирована с использованием механизма регулирования по высоте, таким образом, чтобы дополнить центростремительную функцию зажимного механизма, и труба может быть перемещена таким образом, чтобы центральная ось трубы с резьбой, по существу, была выровненной с центром захвата зажимного механизма. Таким образом, можно избежать ситуации, когда подаваемая труба с резьбой не удерживается центростремительно из-за большого отклонения между осью трубы и центром захвата зажимного механизма, или когда измерению параметров резьбы мешает избыточный наклон трубы с резьбой в позиции измерения.
Перед измерением первого и второго параметров резьбы предпочтительно детектируют расстояние между эталонной осью измерения устройства для измерения параметров резьбы и осью резьбы трубы с резьбой, подлежащей измерению.
В вышеупомянутом устройстве для измерения параметров резьбы погрешности, возникающие при измерении оптическим датчиком, компенсируются измерением позиций боковых поверхностей резьбы контактным датчиком; однако, если первый параметр резьбы, предусмотренный как результат измерения оптическим датчиком, объединить со вторым параметром резьбы, предусмотренным как результат измерения контактным датчиком, с низким уровнем комбинационной точности, то высокоточное измерение параметров резьбы невозможно. По этой причине комбинационная точность должна быть достаточно высокой. Что касается координат по осям X и Y, координаты, полученные при обоих измерениях, можно привести в соответствии друг с другом с достаточной степенью точности, посредством, например, сравнения между заданными опорными значениями (опорными позициями) для соответствующих данных, полученных при обоих измерениях.
Между тем, погрешности, создаваемые в направлении оси приема света оптического датчика, включая направление оси Z, т.е. направление, по существу, параллельное канавкам резьбы, представляют собой проблему. Погрешности предположительно включают в себя: (1) погрешность глубины поля оптической системы и (2) погрешность, вызванную рассогласованием между эталонной осью измерений контактного датчика и осью резьбы трубы с резьбой, подлежащей измерению.
Что касается погрешности (1), более глубокая глубина поля может вместить более гибко вариаций оси резьбы в направлении оси приема света. Таким образом, для надежного измерения предпочтительна более глубокая глубина поля. Глубина поля зависит от характеристики оптической системы. Например, в случае, когда в качестве фотоприемного устройства используют ПЗС-камеру, и, например, коммерчески доступная телецентрическая линза с увеличением примерно 1.0х применяется для светособирающей оптической системы фотоприемного устройства, чтобы использовать параллельный световой поток от нее, погрешность (1) составляет около 0,5 мм (±0,25 мм).
Что касается погрешности (2), если эталонная ось измерения контактного датчика не выровнена с осью резьбы трубы с резьбой, подлежащей измерению, то контактный датчик будет выдавать значения измерения, в которых позиции боковых поверхностей резьбы смещены от фактически измеренных позиций боковых поверхностей резьбы на угол, соответствующий углу подъема, в направлении оси Х (оси резьбы). Величина смещения позиций боковых поверхностей резьбы образует погрешность измерения контактного датчика.
Фиг.12 - иллюстрация случая, когда расстояние между стандартной осью измерения контактного датчика и осью резьбы трубы с резьбой, подлежащей измерению, меняется. Кроме того, в таблице 1, приведенной ниже, показаны погрешности позиции боковой поверхности резьбы в направлении оси Х в случае, проиллюстрированном на Фиг.12. Как показано в таблице 1, погрешность, соответствующая углу подъема, допустима до тех пор, пока расстояние между эталонной осью измерений контактного датчика и осью резьбы (высота оси резьбы) составляет около 0,5 мм. Однако, если упомянутое расстояние больше или равно 1 мм, погрешность позиции боковой поверхности резьбы в направлении оси Х превышает 10 мкм, и это приводит к тому, что результат измерений выходит за пределы допустимого диапазона.
впадины
(мм)
вершины
(мм)
(мм)
подъема
(градусы)
положения боковой
поверхности
резьбы в
направлении
оси Х (мм)
наклона
(градусы)
Как описано выше, так как погрешность (1) является преобладающей, то расстояние между эталонной осью измерений контактного датчика и осью резьбы предпочтительно устанавливают не более, чем приблизительно ±0,25 мм.
Основываясь на вышеупомянутых открытиях, перед измерением с помощью устройства для измерения параметров резьбы осуществляют детектирование расстояния между эталонной осью измерений устройства для измерения параметров резьбы и осью резьбы трубы с резьбой, подлежащей измерению, при этом параметры резьбы можно измерять, когда позиция эталонной оси измерений контактного датчика очень точно выровнено с позицией оси резьбы трубы с резьбой, подлежащей измерению. Более того, для измеренных данных проводят позиционную коррекцию, что позволяет получить еще более точные результаты измерений.
С помощью устройства для измерения параметров резьбы по изобретению первый параметр резьбы, который не связан с боковыми поверхностями резьбы, измеряют посредством детектирования света, проходящего, по существу, параллельно канавкам резьбы, тогда как второй параметр резьбы, связанный с боковыми поверхностями резьбы и подверженный погрешностям измерения при измерении оптически вследствие вышеописанной тени гребней вершин резьбы, измеряют контактным датчиком, а затем эти параметры объединяют между собой. Параметры резьбы, включая параметр резьбы, связанный с боковыми поверхностями резьбы, могут, таким образом, быть измерены с высокой точностью.
В частности, может быть выполнено высокоточное измерение даже параметра резьбы, связанного с крючковыми боковыми поверхностями, который подвержен значительным погрешностям измерения при измерении только оптически, так как они почти совершенно скрыты в тени гребней вершин резьбы.
С помощью системы измерения параметров резьбы по изобретению высоту, на которой размещается труба с резьбой, можно регулировать посредством механизма регулирования по высоте таким образом, чтобы эталонная ось измерения устройства для измерения параметров резьбы была выровненной с центральной осью трубы с резьбой. Соответственно, даже в случае, когда в устройство для измерения параметров резьбы последовательно подают трубы разных диаметров, на непрерывной технологической линии и т.п., колебания позиции измерения могут быть ограничены примерно до степени вариации радиуса труб, что ускоряет измерение параметров резьбы.
И, кроме того, при введении трубы с резьбой в зажимной механизм высота трубы с резьбой может быть отрегулирована, используя механизм регулирования по высоте, так что дополняет центростремительную функцию зажимного механизма, и труба может быть перемещена таким образом, что центральная ось трубы с резьбой, по существу, выровнена с центром захвата зажимного механизма. Таким образом, можно избежать ситуации, когда труба с резьбой не удерживается центростремительно из-за большого отклонения между осью трубы и центром захвата зажимного механизма, или когда измерению параметров резьбы мешает избыточный наклон трубы с резьбой в позиции измерения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - схематичная структурная схема варианта осуществления системы измерения параметров резьбы, в которой применяется устройство для измерения параметров резьбы по изобретению.
Фиг.2 - увеличенный вид в перспективе, на котором показаны этапы перемещения оптического датчика и контактного датчика устройства для измерения параметров резьбы, представленного на Фиг.1.
Фиг.3 - вид сбоку механизма регулирования по высоте в системе измерения параметров резьбы, представленной на Фиг.1.
Фиг.4 - иллюстрация способа измерения боковых поверхностей с использованием контактного датчика по варианту осуществления.
Фиг.5А-5С - иллюстрации комбинации первого параметра резьбового признака со вторым резьбовым признаком.
Фиг.6 - схематичный вид в разрезе параллельно направлению оси конца трубы, на котором крюковая резьба предусмотрена.
Фиг.7 - частично увеличенный вид резьбового участка, представленного на Фиг.6.
Фиг.8А-8С иллюстрируют проецирование траектории боковых поверхностей в их центральных положениях в направлении вершин резьбы в обычной резьбе.
Фиг.9 - пример линии пересечения боковой поверхности и плоскости U в системе координат X2-Z2 во время применения параллельного света в направлении вдоль оси Z2.
Фиг.10 иллюстрирует эффект, вызываемый угловой разницей между осью резьбы и осью трубы.
Фиг.11 иллюстрирует отклонение между центром захвата зажимного механизма, осью трубы и осью резьбы.
Фиг.12 иллюстрирует случай, когда расстояние между эталонной осью измерения контактного датчика и осью резьбы трубы с резьбой, подлежащей измерению, меняется.
НАИЛУЧШИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Предпочтительный вариант осуществления изобретения описан ниже со ссылками на прилагаемые чертежи.
В первую очередь описана структура крюковой резьбы, включающей в себя крючковую боковую поверхность на конце трубы с резьбой, которая представлена в качестве объекта измерения для устройства для измерения параметров резьбы по изобретению. Устройство для измерения параметров резьбы по изобретению способно измерять трубы с резьбой, имеющие обычные геометрии резьб, помимо крюковой резьбы.
Фиг.6 - схематичный вид в разрезе параллельно направлению оси конца трубы, снабженного крюковой резьбой. Фиг.7 - увеличенный вид одной вершины резьбы, представленной на Фиг.6. На Фиг.6 и 7 шаг, размер и т.п. выступов резьбы намеренно изменены по сравнению с настоящей резьбой, для простоты отсылок.
Резьба А2, обеспеченная на конце трубы А1 с резьбой, как показано на Фиг.6 и 7, включает в себя резьбовой участок А5 в геометрии, имеющей вершины А3 резьбы и канавки А4 резьбы, уплотнительный участок А6, обеспеченный на переднем конце конца трубы, и параллельный участок А7, связывающий резьбовой участок А5 с уплотнительным участком А6.
Из боковых поверхностей А8, между вершинами А3 резьбы и канавками резьбы А4, боковые поверхности со стороны вершин резьбы А3, обращенной к центру трубы с резьбой в направлении оси резьбы, выполнены в виде крючковых боковых поверхностей A8h. Как показано на Фиг.7, крючковые боковые поверхности A8h наклонены к торцевой стороне трубы с резьбой в направлении оси резьбы так, что продолжаются от верхушек A3t до оснований A3b вершин А3 резьбы.
При допущении, что угол указан положительным значением в случае, когда боковые поверхности расположены на центральной стороне трубы с резьбой в направлении оси резьбы, при продолжении боковых поверхностей от верхушек A3t к основаниями A3b вершин А3 резьбы, угол наклона θ крючковых боковых поверхностей A8h представляет собой -20°>θ>0° и -5°<θ<0° во многих случаях, из чего типичным для такой резьбы является -3°.
Для такой резьбы параметры резьбы, как изложено ниже, измеряют обычно, однако в зависимости от типов и структуры резьбы. Согласно изобретению, для удобства описания параметры резьбы разделяют на первый параметр резьбы, измеряемый только оптическим датчиком 2, который будет описан далее, и второй параметр резьбы, который сложно измерить только оптическим датчиком 2.
Первый параметр резьбы не относится к тонким и точным измерениям боковых поверхностей резьбы и включает в себя все параметры, которые измерены оптическим датчиком 2. Первый параметр резьбы включает в себя, например, наружный диаметр резьбового участка, наружный диаметр уплотнительного участка, наружный диаметр параллельного участка, диаметр канавки резьбы, высоту вершины резьбы, глубину канавки резьбы, конусность резьбы (осевое изменение в диаметре вершины резьбы и осевое изменение в диаметре канавки резьбы), конусность уплотнения, изменение конусности, окружное отклонение различных наружных диаметров (эллиптичность), осевую длину уплотнительного участка и осевую длину параллельного участка. Кроме того, первый параметр резьбы также включает в себя, например, ободки (гребни) вершин резьбы, или, в качестве альтернативы, приблизительные размеры вершин или канавок резьбы и их профилей, необходимых для измерения второго параметра резьбы, хотя эти параметры не принадлежат к объектам контроля качества.
Второй параметр резьбы относится к тонким и точным измерениям боковых поверхностей резьбы, которые либо вообще невозможно измерить оптическим датчиком, либо невозможно измерить с удовлетворительной степенью точности измерений. То есть второй параметр резьбы включает в себя, например, координаты боковых поверхностей резьбы, в частности, координаты боковых поверхностей резьбы на участке, удаленном (скрытом) от гребней вершин резьбы, углы боковых поверхностей резьбы, разное боковых поверхностей резьбы (ширина вершины резьбы, ширина канавки резьбы, шаг резьбы, угол подъема) и профиль поперечного сечения резьбового участка, включая боковые поверхности резьбы. Кроме того, второй параметр резьбы включает в себя, например, радиус кривизны уплотнительного участка, диаметр внутренней периферийной поверхности трубы уплотнительного участка и конусность внутренней периферийной поверхности.
Далее последует описание устройства для измерения параметров резьбы по изобретению, предназначенного для измерения параметров резьбы, сформированной на конце трубы А1 с резьбой, снабженной крюковой резьбой А2, а также системы измерения параметров резьбы, в которой применено данное устройство.
Фиг.1 - схематичная структурная схема варианта осуществления системы измерения параметров резьбы, в которой применяется устройство для измерения параметров резьбы по изобретению. Фиг.2 - увеличенный вид в перспективе, на котором показаны этапы перемещения оптического датчика и контактного датчика устройства для измерения параметров резьбы, представленного на Фиг.1.
Как показано на Фиг.1 и 2, устройство 1 для измерения параметров резьбы по настоящему варианту осуществления включает в себя оптический датчик 2, контактный датчик 3 и процессор 4. Оптический датчик 2 измеряет первый параметр резьбы посредством детектирования света, который доходит от источника 21 света, расположенного с противоположной стороны оси трубы ХА (которая описана в данном документе как, по существу, совпадающая с осью резьбы), и проходит, по существу, параллельно канавкам А4 резьбы. Контактный датчик 3 измеряет второй параметр резьбы посредством контакта контактного щупа 31 с боковой поверхностью А8 резьбы, включающей в себя крючковую боковую поверхность A8h, и детектирования пространственных координат контактного щупа 31 во время контакта. Процессор 4 вычисляет параметры резьбы из комбинации первого параметра резьбы, полученного от оптического датчика 2, и второго параметра резьбы, полученного от контактного датчика 3.
Кроме того, как показано на Фиг.1 и 2, система 5 измерения параметров резьбы, в которой применяется устройство 1 для измерения параметров резьбы, включает в себя устройство 1 для измерения параметров резьбы, зажимной механизм 6 и механизм 7 регулирования по высоте. Зажимной механизм 6 предназначен для закрепления трубы А1 с резьбой. Механизм 7 регулирования по высоте предназначен для регулирования высоты трубы А1 с резьбой, чтобы, по существу, выровнять центральную ось трубы с резьбой с центром захвата зажимного механизма 6, или эталонной осью измерений устройства 1 для измерения параметров резьбы. Кроме того, система 5 измерения параметров резьбы включает в себя устройство 8 управления трубой, которое выполняет управление при перемещении устройства для измерения параметров резьбы 1, а также перемещение и поворот трубы А1 с резьбой. Процессор 4 обеспечивает инструкции устройству 8 управления трубой, а также собирает вместе состояния трубы А1 с резьбой и значения измерений, полученные в устройстве 1 для измерения параметров резьбы для обработки.
Система 5 измерения параметров резьбы сконфигурирована так, что, по меньшей мере, резьбовой участок А5 на трубе с резьбой А1 во время измерения вводят в атмосферно кондиционируемую камеру 12, в которой поддерживается соответствующая комнатная температура и необходимая влажность.
Процессор 4 и устройство 8 управления трубой сконфигурированы для универсального или специализированного компьютера. Процессором 4 управляют для сбора информации о трубе А1 с резьбой, представленной как объект измерения (включая ее заданные значения), с компьютера более высокого ранга (не показан), передачи измеренных и вычисленных параметров резьбы компьютеру более высокого ранга и выводит результаты измерения на устройство вывода (не показано), такое как монитор или принтер.
Кроме того, процессор 4 выводит необходимые параметры резьбы, такие как диаметр резьбы и шаг резьбы, основываясь на результатах измерения, в виде численных данных. Устройство также может сравнивать полученные численные данные (параметры резьбы) с установленными значениями. Устройство 8 управления трубой также выполняет, вместе с компьютером более высокого ранга и процессором 4, такое уравнение, как подача заданной трубы А1 с резьбой на технологическую линию в условия измерения, как показано на Фиг.1, чтобы выполнить измерение с зажатой трубой, а затем отправкой трубы обратно на технологическую линию, далее по ходу.
Такое устройство 5 для измерения параметров резьбы применяется на непрерывной технологической линии (не показана) для труб А1 с резьбой. Говоря конкретнее, подлежащую измерению трубу А1 с резьбой транспортируют в устройство для измерения параметров резьбы (в направлении оси ХА трубы) выровненной, по существу, с эталонной осью измерений устройства 1 для измерения параметров резьбы посредством механизма подачи трубы (не показан), обеспеченного на непрерывной технологической линии, на котором трубу измеряют.
В это время механизм 7 регулирования по высоте согласно настоящему варианту осуществления также функционирует как часть механизма подачи трубы, который подает трубу А1 с резьбой в направлении оси трубы. Говоря конкретнее, механизм регулирования по высоте 7 включает в себя V-ролик (не показан), диаметр которого уменьшен в центральной части. V-ролик вращается, при этом ось ХА трубы А1 с резьбой, по существу, выровнена с положением канавки на V-ролике в плоскости X-Y, так что труба А1 с резьбой транспортируется в направлении оси трубы. Эталонная ось Х1 измерения устройства 1 для измерения параметров резьбы и центр Х6 захвата зажимного механизма 6, по существу, установлены выровненными с положением канавки на V-ролике в плоскости X-Y.
Фиг.3 - вид сбоку механизма 7 регулирования по высоте в системе измерения параметров резьбы, представленной на Фиг.1.
Как показано на Фиг.3, в качестве механизма 7 регулирования высоты относительно направления высоты трубы А1 с резьбой (направление оси Z) обеспечен механизм подъема и опускания, способный регулировать по высоте (в направлении оси Z) положение, в котором труба А1 с резьбой поддерживается V-роликом. С помощью механизма 7 регулирования по высоте высоты труб с резьбой А1, подлежащих измерению, регулируют для каждого установленного значения высоты в соответствии с наружными диаметрами труб. Установленные значения высот заранее сохранены в, например, устройстве 8 управления трубой, для управления. Регулирование высоты при помощи механизма 7 регулирования по высоте может быть выполнено с уровнем точности порядка нескольких миллиметров, но предпочтителен более высокий уровень точности.
Трубу А1 с резьбой, отрегулированную по высоте таким образом с помощью механизма 7 регулирования по высоте и перемещенную с помощью V-ролика, вставляют в зажимной механизм 6, при этом ось ХА (ось резьбы) трубы с резьбой А1, по существу, выровнена по одной линии с центром захвата Х6 зажимного механизма 6 (и эталонной осью измерений Х1 устройства 1 для измерения параметров резьбы).
Устройство 9 обнаружения конца трубы расположено на заданном расстоянии от зажимного механизма 6, на стороне вниз по потоку в направлении транспортирования трубы А1 с резьбой. При обнаружении трубы А1 с резьбой устройством 9 обнаружения конца трубы подача трубы механизмом подачи трубы (V-роликом) останавливается. В этой точке легко обеспечить, чтобы труба А1 с резьбой остановилась с уровнем позиционной точности конца трубы приблизительно в 2 мм.
Основываясь на сигналах останова, посылаемых в устройство 8 управления трубой при остановке трубы А1 с резьбой (можно детектировать действительное перемещение трубы А1 с резьбой, а можно считать остановку V-ролика остановкой трубы А1 с резьбой), устройство 8 управления трубой посылает управляющие сигналы зажимному механизму 6, чтобы побудить зажимной механизм 6 зажать трубу А1 с резьбой. Зажимной механизм 6 для труб А1 с резьбой может быть конструкцией, аналогичной, например, механизму зажимного патрона, который применяют для зажима столбчатого стержня высокой округлости для выполнения на нем обработки токарным станком и т.п. порядка около 10 мкм. Зажимной механизм 6 снабжен поворотным устройством (не показано), которое побуждает трубу А1 с резьбой вращаться вокруг оси трубы, и устройством детектирования угла поворота (не показано), которое детектирует угол поворота.
Позиция зажима зажимного механизма 6 на трубе А1 с резьбой и торцевая поверхность трубы А1 с резьбой предпочтительно разнесены на наименьшее возможное расстояние, дающее возможность измерения параметров резьбы. Таким образом, можно максимально сдерживать эффекты, вызываемые изгибом трубы. Говоря конкретнее, расстояние предпочтительно находится в диапазоне приблизительно от 200 мм до 400 мм. В общем случае колебание осей резьбы на концах трубы порядка нескольких миллиметров происходят по горизонтали (в направлениях осей X и Y) и по высоте (в направлении оси Z), даже в трубах с одинаковыми номинальными размерами. Это происходит потому, что колебания вызваны комбинированным эффектом двух факторов, т.е. колебание при изгибе самих труб и колебание в отклонении между осями резьб и осями труб.
Далее будет отдельно описана структура устройства 1 для измерения параметров резьбы.
Как показано на Фиг.2, устройство 1 для измерения параметров резьбы по настоящему варианту осуществления сконфигурировано оптическим датчиком 2 и контактным датчиком 3, каждый из которых установлен на высокопрецизионных платформах 10Х, 10Y и 10Z для X-, Y- и Z-осевого перемещения, расположенных на измерительной базе 10. Оптический датчик 2 и контактный датчик 3 трехмерно подвижны, перемещаясь на платформах 10Х, 10Y и 10Z X-, Y- и Z-осевого перемещения. Трехмерные величины перемещения обрабатываются в процессоре 4 путем записи смещения датчиков относительно предопределенной опорной позиции; в частности, эталонная ось измерений Х1 установлена как опорная для измерения в направлении Z.
Согласно настоящему варианту осуществления, для независимого перемещения оптического датчика 2 и контактного датчика 3 подвижные платформы 10Х, 10Y и 10Z X-, Y- и Z-осевого перемещения предусмотрены для каждого из оптического датчика 2 и контактного датчика 3; однако платформы 10Х, 10Y и 10Z X-, Y- и Z-осевого перемещения могут совместно использоваться оптическим датчиком 2 и контактным датчиком 3, другими словами - оптический датчик 2 и контактный датчик 3 могут быть расположены на одном наборе платформ X-, Y- и Z-осевого перемещения.
Согласно настоящему варианту осуществления, измерительная база 10 и зажимной механизм 6 расположены на виброизолирующем столе 13 в атмосферно кондиционируемой камере 12, чтобы предотвратить дрожание трубы А1 с резьбой, зажатой в зажимной механизме 6, а также предотвратить дрожание оптического датчика 2 и контактного датчика 3, что уменьшает погрешность измерения.
При измерении параметров резьбы с использованием устройства 1 для измерения параметров резьбы по настоящему варианту осуществления, перед измерением параметров резьбы сначала детектируют расстояние (высоту оси резьбы) между эталонной измерительной осью Х1 устройства 1 для измерения параметров резьбы и осью резьбы трубы с резьбой, подлежащей измерению, и осуществляют позиционную регулировку эталонной измерительной оси Х1 устройства 1 для измерения параметров резьбы, чтобы детектируемая высота оси резьбы была приведена к, по существу, нулю, т.е. чтобы позиция эталонной оси Х1 измерения устройства 1 для измерения параметров резьбы была приведена, по существу, в согласование с позицией оси резьбы. В настоящем варианте осуществления в качестве устройства для детектирования высоты оси резьбы используется оптический датчик 2. Следует отметить, что специализированное измерительное устройство может быть использовано независимо от оптического датчика 2.
При детектировании высоты оси резьбы оптический датчик 2 сначала перемещают в направлениях осей X и Y - таким образом, что фотоприемное устройство 22 располагается сразу над позицией, приблизительно соответствующей оси резьбы, в предопределенной области измерения (область, отличная от резьбового участка А5, такая как параллельный участок А7 или уплотнительный участок А6) на трубе А1 с резьбой. После этого временно устанавливают позицию эталонной оси Z1 измерения (координаты по оси Z) и фотографируют область измерения с помощью фотоприемного устройства 22, в то время как оптический датчик 2 перемещается вдоль направления оси Z. В ходе выполнения упомянутых действий в изображении, сфотографированном фотоприемным устройством 22, оценивают контрастность и детектируют позицию оптического датчика 2 (координаты по оси Z относительно временно заданной эталонной оси Х1 измерения), когда контрастность становится наиболее четкой. На основе детектированной позиции оптического датчика 2 и заданных значений, включая размеры оптического датчика 2 и наружный радиус области измерения, рассчитывают высоту оси резьбы. Другими словами, позиция (координаты по оси Z) оси резьбы детектируют при помощи временно заданной эталонной оси измерений Х1, заданной в качестве опорной точки измерения.
Затем позиция временной эталонной оси Х1 измерения меняют таким образом, чтобы рассчитанная таким образом высота оси резьбы была, по существу, равна нулю, то есть позиция измененной эталонной оси Х1 измерений, по существу, та же, что детектированная позиция оси резьбы. Таким образом, посредством регулирования высоты эталонной оси Х1 измерения устройства 1 для измерения параметров резьбы на основе позиции оптического датчика 2 в момент, когда контрастность сфотографированного изображения становится наибольшей, позиция (координаты по оси Z) оси резьбы может быть принята в глубину резкости фокусного диапазона) фотоприемного устройства 22.
Как описано выше, детектирование расстояния между эталонной осью Х1 измерений устройства для измерения параметров резьбы и осью резьбы трубы с резьбой, подлежащей измерению, перед измерением с помощью устройства для измерения параметров резьбы, позволяет измерять параметры резьбы при помощи позиции устройства для измерения параметров резьбы, особенно позиции эталонной измерительной оси Х1 контактного датчика 3, с высокой точностью выровненной с позицией оси резьбы трубы А1 с резьбой, подлежащей измерению, а также позволяет получить результаты измерений высокой точности посредством позиционной коррекции измеренных данных.
Регулирование по высоте данным способом позволяет выровнять положение оси резьбы по высоте относительно эталонной оси измерения Х1 устройства 1 для измерения параметров резьбы с уровнем точности приблизительно от 0,1 мм до 0,2 мм, который достаточен для использования.
Помимо вышеописанного способа, можно использовать различные способы детектирования высоты оси резьбы, включая способ лазерной триангуляции.
Оптический датчик 2 включает в себя источник света 21, такой как галогенная лампа, который излучает свет к резьбовому участку А5 трубы с резьбой А1, и фотоприемное устройство 22, который детектирует свет, доходящий от источника света 21, расположенного с противоположной стороны оси ХА (приблизительно равной оси резьбы) трубы А1 с резьбой, и проходящий, по существу, параллельно канавкам резьбы. Источник света 21 и фотоприемное устройство 22 сконфигурированы быть перемещаемыми парой на платформах 10Х, 10Y и 10Z Х-, Y- и Z-осевого перемещения.
Кроме того, платформы для перемещения оптического датчика 2 включают в себя вращательную платформу 10R, способную побуждать поворачиваться источник света 21 и фотоприемное устройство 22 интегрально, вокруг оси Y - таким образом, что ориентация источника 21 света и фотоприемного устройства 22 становится, по существу, параллельной канавкам А4 резьбы трубы А1 с резьбой. В частности, оптический датчик 2 на вращательной платформе 10R поворачивают вокруг оси Y, основываясь на угле подъема (заданное значение), который известен заранее.
Следует отметить, что свет, проходящий, по существу, параллельно канавкам А4 резьбы, не ограничен световым потоком, направление оптической оси которого полностью параллельно канавкам А4 резьбы, и охватывает световой поток, направление оптической оси которого полностью параллельно оси Z, а также световой поток, направление оптической оси которого лежит между осью Z и канавками А4 резьбы.
То, что свет не ограничен светом, направление оптической оси которого полностью параллельно канавкам А4 резьбы, имеет место вследствие того, что из-за изгиба на конце трубы А1 с резьбой, подлежащей измерению, может быть трудно фактически увеличить параллельность по отношению к фактическим канавкам А4 резьбы, даже если наклонить фотоприемное устройство 22 (на угол подъема), основываясь на величине заранее известного угла подъема. Если направление фотоприемного устройства 22 отклоняется от направления канавок А4 резьбы, гребни вершин А3 резьбы или канавок А4 резьбы на изображении, полученном при помощи измерения оптическим датчиком 2, выглядят растянутыми (см. продолжение тени АВ, показанное на Фиг.7), что не позволяет определить точное положение гребней (кромок) вершин А3 резьбы или канавок А4 резьбы. В устройстве 1 для измерения параметров резьбы по изобретению, чтобы определить положение кромки на, по меньшей мере, одной стороне (например, на стороне конца трубы), по отношению к центральному участку вершины А3 резьбы (или канавки А4 резьбы) в направлении оси резьбы, оптический датчик 2 поворачивают вокруг оси Y, чтобы наклонить датчик в, например, по существу, промежуточном направлении между направлением, соответствующим предварительно известному углу подъема (заданное значение), и осью Z, по которой производится измерение.
Следует отметить, что, если фотоприемное устройство 22 способно принимать параллельные составляющие света, источник света 21 может излучать параллельный свет или свет, отличный от параллельного.
Фотоприемное устройство 22 может представлять собой ПЗС-камеру с диапазоном съемки приблизительно от 5×5 мм до 10×10 мм (фотоприемное устройство с шагом между пикселями приблизительно от нескольких мкм до 10 мкм). Предпочтительное использование ПЗС-камеры с телецентрической линзой позволяет легко принимать в фотоприемное устройство параллельный свет.
Результат фотографирования ПЗС-камерой обрабатывается на основе субпикселя, чтобы обеспечить разрешение и точность в долях или нескольких десятых размера пикселя.
Следует отметить, что в источнике света 21 может применяться лазер, телецентрическая линза и т.п., чтобы направлять параллельный свет, в то время как в фотоприемном устройстве 22 может использоваться оптическая система, которая не имеет телецентрической линзы, как упомянуто выше, при условии, что может быть получен эквивалентный результат с точки зрения геометрической оптики.
При использовании такого оптического датчика 2 производят детектирование света, доходящего от источника, расположенного с противоположной стороны от оси трубы, и идущего, по существу, параллельно канавкам А4 резьбы, и измеряют таким образом первый параметр резьбы, который не связан с боковыми поверхностями резьбы.
При измерении первого параметра резьбы посредством оптического датчика 2 вышеупомянутую эталонную ось измерений Х1 устанавливают в качестве опорной высоты. То есть оптический датчик 2 фокусируется на эталонной оси измерений Х1, чтобы сфотографировать профиль областей вокруг резьбы. Говоря конкретнее, когда свет, падающий на кромки резьбы (расположенные, по существу, на той же высоте, что и ось резьбы, относительно положения в направлении Z) от источника света 21, наружную форму трубы А1 с резьбой (где участки, на которых свет экранирован трубой или резьбой, создают тень) фотографируют фотоприемным устройством 22.
Использование ПЗС-камеры с вышеупомянутой телецентрической линзой в качестве фотоприемного устройства 22 позволяет собирать свет, который, по существу, параллелен оптической оси фотоприемного устройства 22, вблизи кромок резьбы для создания изображения. На полученных изображениях области (положения пикселей), в которых свет экранирован трубой или резьбой, обнаруживают как темные участки (с детектируемой яркостью Е0), в то время как области, где свет не экранирован, детектируют как светлые участки (с детектируемой яркостью Е1). Области, детектированные с промежуточной яркостью между ними (с детектируемой яркостью Е2), показывают кромки, или границы, резьбы. При помощи сегментирования детектируемой яркости на Е0, Е1 и Е2 позиции непосредственно внутри позиции пикселя (пограничные позиции), охватываемые детектируемой яркостью Е0 и Е1, обнаруживаются с высокой точностью как координаты кромок резьбы.
В качестве другого способа детектирования координат кромок резьбы можно использовать вышеупомянутую субпиксельную обработку. Говоря конкретнее, результаты детектирования яркости групп пикселей, расположенных в области с детектируемой яркостью Е2 и областях вокруг нее, наносят на декартову систему координат, при этом положение каждого пикселя (центральную позицию каждого пикселя, соответствующую реальному пространству) назначают координатам горизонтальной оси, а детектируемую яркость каждого пикселя назначают координатам вертикальной оси. Данные, вычерчиваемые в данной декартовой системе координат, образуют соотношение, при котором в области с детектируемой яркостью Е2 наблюдается монотонное повышение или монотонное понижение. Отношение приближено к собственной функции (например, к линейной функции). Затем координаты по горизонтальной оси, соответствующие порогу предварительно заданной детектируемой яркости (порог для детектирования координат кромок резьбы), рассчитывают на основе данной функции. Рассчитанные таким образом координаты по горизонтальной оси устанавливают как координаты кромок резьбы. Субпиксельная обработка, как описано выше, позволяет детектировать координаты кромок резьбы с более высоким разрешением и более высоким уровнем точности, чем на основе размера пикселя.
Наружную форму резьбы, т.е. профиль в месте измерения (исключая боковые поверхности) оптическим датчиком 2, получают на основе наборов координат кромок резьбы, полученных таким образом.
Так как диапазон для измерения резьбы обычно продолжается по размерам за пределы диапазона фотографирования фотоприемного устройства 22, оптический датчик 2 перемещают в предопределенные положения посредством каждой из платформ 10Х, 10Y и 10Z осевого перемещения для повторяющихся измерений, и изображения измерений, сфотографированные в множестве положений, соединяют затем с помощью процессора 4; таким образом, можно рассчитать необходимые значения измерения первого параметра резьбы, такого как профиль.
После вышеописанного измерения с помощью оптического датчика 2 перемещением контактного датчика 3 управляют таким образом, чтобы выполнить измерение второго параметра резьбы, связанного с боковыми поверхностями резьбы.
Измерительное устройство, в общем случае называемое трехкоординатной измерительной машиной, может быть применено для контактного датчика.
Контактный датчик 3 снабжен контактным щупом 31, который трехмерно подвижен при помощи каждой из платформ 10Х, 10Y и 10Z осевого перемещения. Положения, в которые перемещается контактный щуп 31, считываются, например, высокоточным датчиком линейных перемещений, и позиционные данные передаются в процессор 4. Сферический, по существу, контактор 31а обеспечен на переднем конце контактного щупа 31. Детектирование осуществляют из легкого усилия, прикладываемое к контактору 31а, за мгновение, когда контактор 31а контактирует с объектом измерения, и после этого выполняется расчет координат центрального положения сферической поверхности контактора 31а. Согласно настоящему варианту осуществления, хотя осуществляют надлежащее измерение с использованием контактора 31а, диаметр которого не более 0,5 мм, более предпочтительно диаметр находится в диапазоне от 0,1 мм до 0,3 мм.
Так как отклонение по трем координатам однородно от позиции установки контактного щупа 31 до контактора 31а, калибровку осуществляют заранее, основываясь, например, на результатах измерений эталонного образца, так что координаты центральной позиции контактора 31а могут быть рассчитаны, основываясь на положениях, в которые двигают контактный щуп 31.
Фиг.4 - иллюстрация способа измерения боковых поверхностей с использованием контактного датчика по данному варианту осуществления.
План перемещения для контактного щупа 31 (контактора 31а) подготавливают заранее, таким образом, что контактный щуп подвижен относительно резьбы А2, подлежащей измерению, основываясь на конструктивных данных резьбы А2. Между тем в процессор 4 снабжают позициями вершин резьбы, высотой оси резьбы и приблизительных положениях боковых поверхностей в виде координат, как результатов измерения оптическим датчиком 2. План перемещения правят, основываясь на различных координатах, полученных в результате измерений оптическим датчиком 2, чтобы принять решение о маршруте перемещения контактора 31а. Кроме того, наклон контактора 31а регулируют, устанавливая до угла больше, чем наклон боковой поверхности А8(A8h), подлежащей измерению. То есть регулирование осуществляют таким образом, что часть контактного щупа 31, помимо контактора 31а (то есть опорная часть), не контактирует с боковыми поверхностями А8(A8h) или гребнями вершин резьбы.
В частности, как показано на Фиг.4, вначале контактный щуп 31 перемещают в направлении оси Z для регулирования таким образом, чтобы контактор 31а располагался на равной позиции к эталонной оси измерений Х1 (т.е. вышеописанной позиции оси резьбы). Затем контактор 31а перемещают в положение канавки А4 резьбы в направлении оси Х до позиции на заданном расстоянии от канавки А4 резьбы, по направлению оси Y. Вслед за этим контактный щуп 31 перемещают таким образом, чтобы контактор 31а переместился по направлению оси Х, а также к боковой поверхности А8(A8h), подлежащей измерению, и координаты (X-Y) контактора 31а мгновенно считываются, когда он касается боковой поверхности А8(A8h).
Затем контактный щуп 31 перемещают таким образом, что контактор 31а отодвигается на предопределенное расстояние в направлении оси X от боковой поверхности А8(A8h), при этом перемещаясь на предопределенное расстояние в направлении оси Y (в направлении от оси резьбы на Фиг.4), а затем контактный щуп 31 перемещают таким образом, чтобы контактор 31а опять переместился в направлении оси Х, а также к боковой поверхности А8(A8h), подлежащей измерению, и координаты (X-Y) контактора 31а мгновенно считываются, когда он касается боковой поверхности А8(A8h) снова. Такое детектирование координат повторяется требуемое количество раз, установленное заранее в соответствии со спецификациями резьбы, тем самым, определяя положения боковых поверхностей в виде наборов полученных координат. Положения боковых поверхностей, определенные таким образом, позиционируют как гребни вершин А3 резьбы и канавок А4 резьбы, измеренных с помощью оптического датчика 2, тем самым указывается общее относительное расположение в резьбовом участке А5. Второй параметр резьбы, связанный с боковым поверхностями, получают, основываясь на позиционных данных, относящихся к боковым поверхностям указанных таким образом.
Как описано выше, первый параметр резьбы, измеренный с помощью оптического датчика 2, и второй параметр резьбы, измеренный с помощью контактного датчика 3, объединяют друг с другом в процессоре 4.
Фиг.5А-5С - иллюстрации комбинации первого параметра резьбы со вторым параметром резьбы. На Фиг.5А показан профиль, основанный на результате измерения первого параметра резьбы, на Фиг.5В показан профиль, основанный на результате измерения второго параметра резьбы, а на Фиг.5С показан профиль после объединения. Из соображений удобства на Фиг.5А-5С в качестве результата измерений второго параметра резьбы показана только крючковая боковая поверхность A8h.
В частности, как показано на Фиг.5А-5С, первый и второй параметры резьбы объединены друг с другом в виде координат в плоскости X-Y на вышеупомянутой эталонной оси измерений Х1 (положение оси резьбы). В частности, второй параметр резьбы предпочтительно используют для боковой поверхности А8(A8h). На Фиг.5С используется только участок, показанный сплошной линией, а профиль вблизи крючковой боковой поверхности A8h показан пунктиром (см. Фиг.5А), и данный профиль, полученный в результате измерения первого параметра резьбы, не используется.
В случае, когда вышеупомянутое измерение параметров резьбы выполняют во множестве мест в направлении окружности трубы А1 с резьбой, измерение выполняют в предопределенном месте, затем трубу А1 с резьбой поворачивают на предопределенный угол вокруг центра захвата зажимного механизма 6 с использованием поворотного устройства зажимного механизма 6, детектируют угол поворота резьбы с использованием устройства детектирования угла поворота, и вновь выполняют измерение. Угол поворота трубы А1 с резьбой, или угол поворота зажимного механизма 6, может приближаться к углу поворота резьбы в этой точке.
Поворотное устройство не обязательно должно быть встроено в зажимной механизм 6, а может также быть обеспечено отдельно.
Если центр захвата (ось трубы) зажимного механизма 6 отклоняется от оси резьбы, то предварительно рассчитывают, в какое положение переместится положение оси резьбы, детектированное перед поворотом, после поворота трубы А1 с резьбой на предопределенный угол, например на 90°, с помощью зажимного механизма 6. Затем трубу А1 с резьбой предпочтительно поворачивают фактически на предопределенный заданный угол с помощью зажимного механизма 6, а за этим следует контроль перемещения оптического датчика 2 и контактного датчика 3, основанный на положении оси резьбы после вычисленного перемещения, чтобы выполнить измерение.
Согласно настоящему варианту осуществления, температурная поправка выполняется на результирующих значениях измерения параметров резьбы. То есть система 5 измерения параметров резьбы по изобретению включает в себя температурный датчик 11, который измеряет температуру трубы А1 с резьбой, предоставленной как объект измерения, и на основе данной температуры выполняют температурную поправку значений измеренных параметров резьбы.
В этом случае измеренные значения параметров резьбы корректируют, основываясь на температуре трубы с резьбой А1, используемой при фактическом измерении, при помощи чего предотвращается порождение различия температуры в зависимости от того, над каким объектом и в какой момент производились измерения, что позволяет обеспечить еще более точные результаты измерений.
Кроме того, температурное расширение может происходить и в самом устройстве 1 для измерения параметров резьбы. То есть вследствие теплового расширения может создаваться погрешность длин перемещения (положений датчиков) при побуждении перемещений оптического датчика 2 и контактного датчика 3 каждой из платформ осевого перемещения 10Х, 10Y и 10Z. В связи с этим, использование датчика положения с подложкой из кварцевого стекла или стекла с низким тепловым расширением в способе детектирования положений датчиков может свести данную погрешность к допустимому уровню.
Температуры труб А1 с резьбой, по существу, равны правильно отрегулированной температуре на заводе; следовательно, могут быть произведены измерения температуры окружающей среды у или вокруг позиции, где проходят подлежащие измерению трубы А1 с резьбой, и, основываясь на измеренной температуре, можно осуществить корректирование измеренных значений параметров резьбы. Для корректирования с повышенной точностью является предпочтительным, чтобы температура трубы А1 с резьбой или резьбы А2 была измерена в середине измерения параметров резьбы, или непосредственно до и после измерения, и в связи с этим, делают поправку результата измерения параметров резьбы.
Следует отметить, что датчик 11 температуры может быть расположен в позиции другой, чем позиция примера, показанного на Фиг.1. То есть датчик не должен быть расположен вблизи резьбового участка А5. Например, датчик может быть расположен на центральном участке трубы А1 с резьбой. Кроме того, даже когда температуру резьбового участка А1 измеряют на стороне выше по потоку линии настоящей измерительной системы, измеренное значение температуры может быть использовано для поправки на температуру, при условии того, что нет значительной задержки по времени перед измерением параметров резьбы, и колебания температуры малы.
Как описано выше, при использовании устройства 1 для измерения параметров резьбы по настоящему варианту осуществления первый параметр резьбы измеряют посредством детектирования света, доходящего от источника, расположенного с противоположной стороны от оси трубы, и проходящего, по существу, параллельно канавкам А4 резьбы. Второй параметр резьбы измеряют посредством детектирования пространственных координат контактного щупа 31 (контактора 31а) контактного датчика, причем контактный щуп (контактор) входит в контакт с боковой поверхностью А8(A8h) резьбы.
Детектированные первый и второй параметры резьбы объединяют при помощи процессора 4 таким образом, чтобы рассчитать параметры резьбы для резьбы, предоставленной в качестве объекта измерения.
Таким образом, первый параметр резьбы, который не связан с боковыми поверхностями А8(A8h), измеряют посредством детектирования света, проходящего, по существу, параллельно канавкам А4 резьбы, тогда как второй параметр резьбы, связанный с боковыми поверхностями А8(A8h) резьбы и подверженный погрешностям измерения при измерении оптически вследствие вышеописанной тени гребней вершин А3 резьбы, измеряют контактным датчиком 3. Данные параметры комбинируют, получая возможность высокоточного измерения параметров резьбы, включая параметр резьбы, связанный с боковыми поверхностями А8(A8h) резьбы.
В частности, высокоточные измерения могут быть выполнены даже для параметра резьбы, связанного с крючковыми боковыми поверхностями A8h, который подвержен значительным погрешностям измерения при измерении только оптически, будучи скрытым почти совершенно в тени гребней вершин А3 резьбы.
Кроме того, при помощи системы 5 измерения параметров резьбы по настоящему варианту осуществления высоту, на которой размещается труба А1 с резьбой, можно регулировать таким образом, чтобы эталонная ось измерений Х1 устройства 1 для измерения параметров резьбы была выровнена по одной линии с центральной осью трубы А1 с резьбой с помощью механизма 7 регулирования по высоте. Соответственно, даже в случае, когда в устройство 1 для измерения параметров резьбы на, например, непрерывной технологической линии, последовательно подают трубы разных диаметров, колебание в позиции измерения могут быть ограничены приблизительно до степени изменения радиуса труб, что ускоряет измерение параметров резьбы.
И, кроме того, при введении трубы А1 с резьбой в зажимной механизм 6 высота трубы А1 с резьбой может быть отрегулирована при помощи механизма 7 регулирования по высоте так, что дополняет центростремительную функцию зажимного механизма 6, и труба может быть перемещена таким образом, что центральная ось трубы А1 с резьбой, по существу, выровнена с центром захвата зажимного механизма 6. Таким образом, можно избежать ситуации, когда подаваемая труба А1 с резьбой не удерживается хорошо центростремительно из-за большого отклонения между осью трубы и центром захвата зажимного механизма 6, или когда измерению параметров резьбы мешает избыточный наклон трубы А1 с резьбой в позиции измерения.
Система 5 измерения параметров резьбы по настоящему варианту осуществления сконфигурирована для избирательного осуществления измерения либо только оптическим датчиком 2, либо и оптическим датчиком 2, и контактным датчиком 3.
В этом случае в надлежащий период производится переключение между выводом, как есть, в качестве измеренного параметра первого параметра резьбы, как результата измерения оптическим датчиком 2, и выводом комбинации первого параметра резьбы, как результата измерения оптическим датчиком 2, со вторым параметром резьбы, как результата измерения контактным датчиком, в качестве измеренного параметра резьбы, тем самым измерение параметра резьбы можно ускорить, не нарушая контроль качества.
Хотя как здесь был описан вариант осуществления настоящего изобретения, настоящее изобретение не ограничивается данным вариантом осуществления, и возможны различные усовершенствования, изменения и модификации без отступления от объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ ПОВЕРХНОСТИ | 2004 |
|
RU2287776C2 |
| СКАНИРУЮЩИЙ ЗОНДОВЫЙ МИКРОСКОП | 2011 |
|
RU2461839C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЧНОСТИ УСТАНОВКИ СБОРОК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ЯДЕРНОМ РЕАКТОРЕ | 2015 |
|
RU2594173C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 2007 |
|
RU2357204C2 |
| ИНТЕРФЕРЕНЦИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ОСИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2658106C1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2009 |
|
RU2477453C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ВНУТРЕННЕЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377494C2 |
| СПОСОБ КОНТРОЛЯ ДИАМЕТРОВ И ФОРМЫ МИНИАТЮРНЫХ ЦИЛИНДРИЧЕСКИХ НЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2017 |
|
RU2659324C1 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |



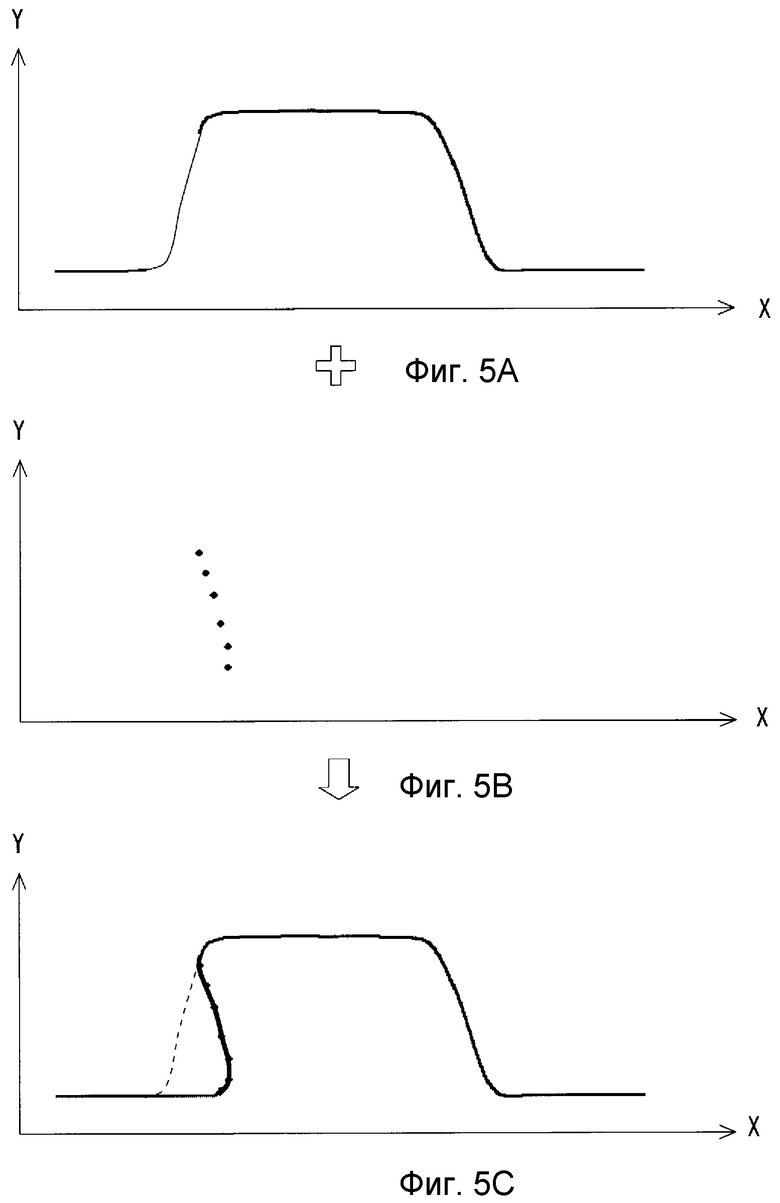

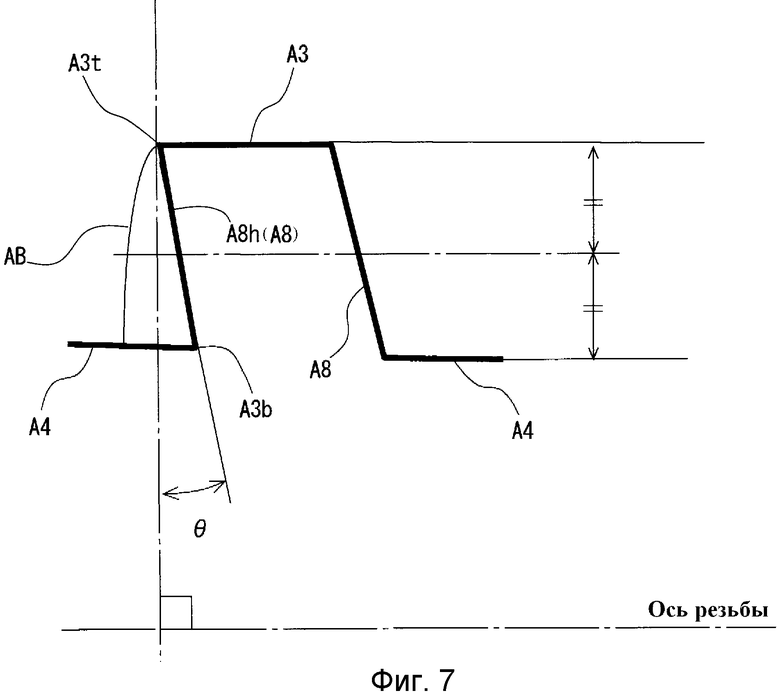
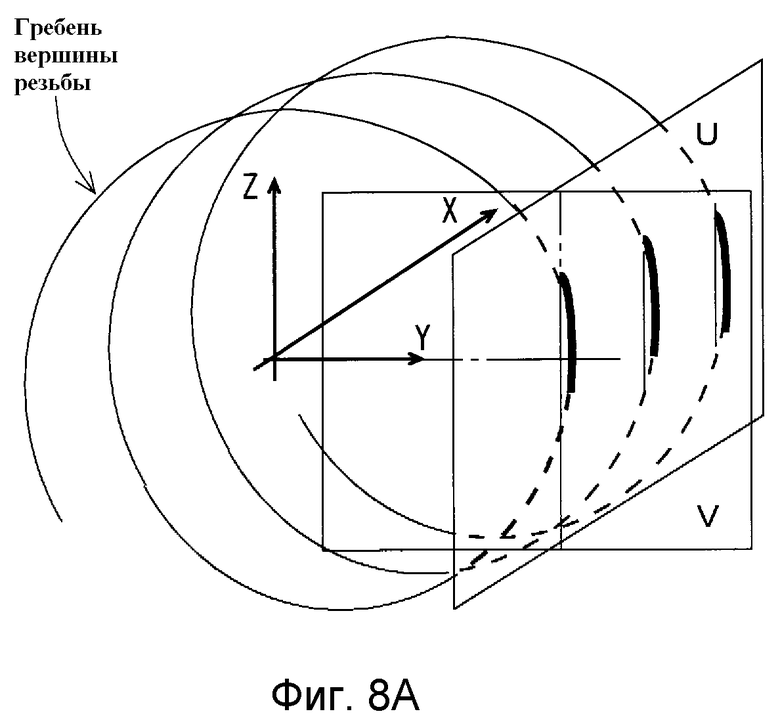






Настоящая группа изобретений относится к области измерений параметров резьбы, предназначенных для измерения параметров резьбы на конце трубы или трубки с резьбой и к системе измерения параметров резьбы, включающей в себя устройство, причем система может применяться в автоматических непрерывных технологических линиях. Устройство, способ и система для измерения параметров резьбы на конце трубы или трубки с резьбой, содержащие: оптический датчик, который измеряет первый параметр резьбы посредством детектирования света, который доходит от источника света, расположенного на противоположной стороне оси трубы или трубки, и проходит, по существу, параллельно канавкам резьбы; контактный датчик, который измеряет второй параметр резьбы посредством контакта контактного щупа с боковой поверхностью резьбы и обнаружения пространственных координат контактного щупа во время контакта; и процессор, который вычисляет параметры резьбы из комбинации первого параметра резьбы и второго параметра резьбы. Технический результат, достигаемый от реализации заявленной группы изобретений, заключается в высокой точности измерений параметров резьбы, связанных с боковыми поверхностями резьбы. В частности, может быть выполнено высокоточное измерение даже параметра резьбы, связанного с крючковыми боковыми поверхностями, который подвержен значительным погрешностям измерения при измерении только оптически, так как они почти совершенно скрыты в тени гребней вершин резьбы. С помощью системы измерения параметров резьбы по изобретению высоту, на которой размещается труба с резьбой, можно регулировать посредством механизма регулирования по высоте таким образом, чтобы эталонная ось измерения устройства для измерения параметров резьбы была выровненной с центральной осью трубы с резьбой. 3 н. и 6 з.п. ф-лы, 1 табл., 12 ил.
1. Устройство для измерения параметров резьбы на конце трубы или трубки с резьбой, содержащее:
оптический датчик, который измеряет первый параметр резьбы посредством детектирования света, который доходит от источника света, расположенного на противоположной стороне оси трубы или трубки, и проходит, по существу, параллельно канавкам резьбы;
контактный датчик, который измеряет второй параметр резьбы посредством контакта контактного щупа с боковой поверхностью резьбы и обнаружения пространственных координат контактного щупа во время контакта; и
процессор, который вычисляет параметры резьбы из комбинации первого параметра резьбы и второго параметра резьбы.
2. Устройство для измерения параметров резьбы по п.1, в котором боковая поверхность резьбы включает в себя крючковую боковую поверхность, имеющую крючкообразную форму.
3. Устройство для измерения параметров резьбы по п.1, причем устройство сконфигурировано для избирательного осуществления измерения только оптическим датчиком и измерения как оптическим датчиком, так и контактным датчиком.
4. Устройство для измерения параметров резьбы по п.1, в котором получают температуру трубы или трубки с резьбой и делают поправку на температуру для измеренных значений параметров резьбы, основанную на полученной температуре.
5. Устройство для измерения параметров резьбы по п.1, дополнительно содержащее:
поворотное устройство, которое поворачивает трубу или трубку с резьбой вокруг оси трубы или трубки, или оси резьбы; и
устройство детектирования угла поворота, которое детектирует угол поворота поворотного устройства.
6. Система измерения параметров резьбы, содержащая: устройство для измерения параметров резьбы по п.1;
зажимной механизм для фиксации трубы или трубки с резьбой; и
механизм регулирования по высоте, который регулирует высоту трубы или трубки с резьбой так, что центральная ось трубы или трубки с резьбой, по существу, выровнена с центром захвата зажимного механизма или с эталонной осью измерений устройства для измерения параметров резьбы.
7. Система измерения параметров резьбы по п.6, в которой перед измерением первого и второго параметров резьбы осуществляют детектирование расстояния между эталонной осью измерения устройства для измерения параметров резьбы и осью резьбы трубы или трубки с резьбой, подлежащей измерению.
8. Способ измерения параметров резьбы конца трубы или трубки с резьбой, содержащий этапы:
измерение первого параметра резьбы оптическим датчиком путем детектирования света, который доходит от источника света, расположенного на противоположной стороне оси трубы или трубки, и проходит, по существу, параллельно канавкам резьбы;
измерение второго параметра резьбы контактным датчиком посредством контакта контактного щупа с боковой поверхностью резьбы и детектирования пространственных координат контактного щупа во время контакта; и
вычисление параметров резьбы из комбинации первого параметра резьбы и второго параметра резьбы.
9. Способ по п.8, в котором боковая поверхность резьбы включает в себя крючковую боковую поверхность, имеющую крючкообразную форму.
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ НАРУЖНОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151999C1 |
| JP 2007033174 А, 08.02.2007 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

