Изобретение относится к контрольно-измерительной технике и может быть использовано для автоматизированного бесконтактного контроля изделий с внутренней резьбой, например, для контроля резьбы муфт к трубам различного типоразмера.
Установление уровня техники.
Резьбой называется один или несколько равномерно расположенных выступов постоянного сечения, образованных на боковой поверхности цилиндра или конуса. Резьбовая поверхность образуется одновременными равномерными вращательным и поступательным движениями какого-либо профиля относительно оси резьбы.
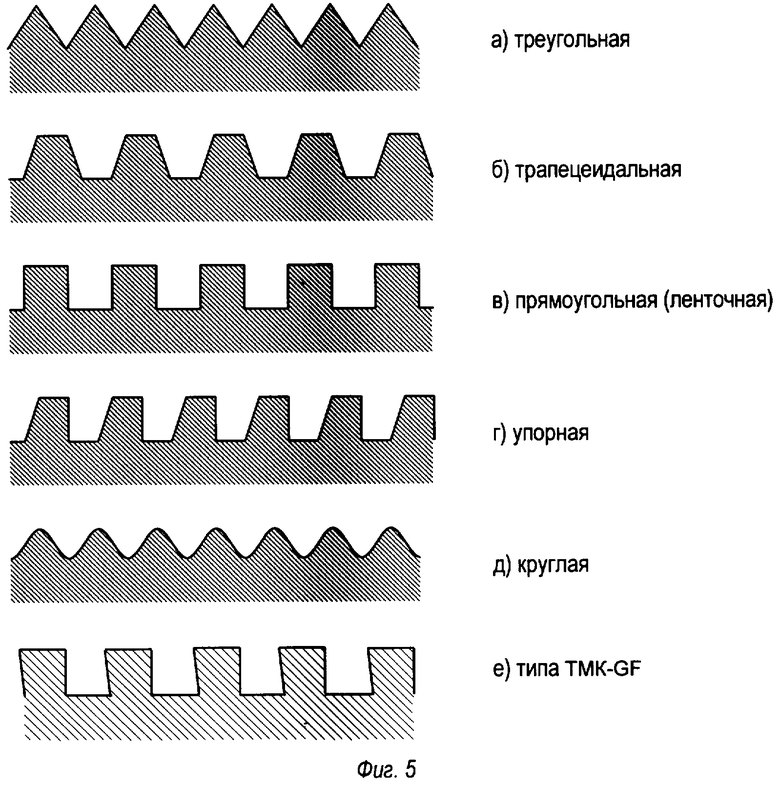
Номенклатура применяемых типов резьб обширна, однако для любых резьб функциональными параметрами являются геометрические элементы, определяющие их профиль. Профиль резьбы - это профиль выступа и канавки резьбы в плоскости осевого сечения резьбы. В зависимости от формы профиля различают резьбы: треугольные, трапецеидальные, прямоугольные, упорные, круглые и др. (см., например, фиг.5 в материалах настоящей заявки).
Примечание. Здесь и далее термины «ось резьбы», «угол подъема резьбы», «винтовая линия», «профиль резьбы», «высота профиля резьбы», «плоскость осевого сечения» и др. позаимствованы из [1].
Все способы и устройства контроля резьбы подразделяются на контактные и бесконтактные. Главным недостатком, присущим всем контактным контрольно-измерительным способам и устройствам, является механический износ контактных поверхностей, и, как следствие, снижение точности измерений. Например, для контроля внутренней резьбы используется так называемый комплексный контроль с помощью резьбовых калибров и контркалибров. При этом регламентируется порядок применения калибров. В частности, калибр должен "свободно" навинчиваться на контролируемую резьбу. При этом понятие "свободно" соответствует условию, когда прилагаемое усилие создается рукой контролера без применения каких-либо технических средств, вызывающих повышение сцепления руки с калибром или его ручкой (например, использование перчаток, тряпки и пр.). Причем для резьб диаметром свыше 68 мм допускается навинчивать калибр двумя руками [1-7].
При таком подходе к процессу контроля большую роль играет человеческий фактор и элемент субъективизма, что недопустимо в связи с современными высокими требованиями к качеству контроля. Недостатки здесь очевидны: контактный метод, износ калибра, субъективность контроля, низкая производительность, наличие человеческого фактора.
Следует отметить также то, что, используя калибры, вообще невозможно контролировать такие важнейшие параметры, как высота резьбы, форма и значения радиусов впадин (вершин). Поэтому для контроля этих параметров выборочно делают слепки резьбы, которые обмеряют визуальным способом на микроскопе. Однако такой способ контроля имеет существенную погрешность вследствие большой усадки слепков, а также характеризуется большой длительностью во времени [8-14].
Таким образом, существующий субъективный визуально-ручной контроль геометрии резьбы с помощью гладких резьбовых калибров, слепков и шаблонов не отвечает современным требованиям. С помощью калибров нельзя произвести объективный контроль годности резьбы, так как не анализируются конусность, местный износ и даже шаг резьбы. При определенной комбинации параметров совершенно негодная резьба может быть признана годной. Фактически с помощью калибров контролируется только один виток с наибольшим относительным диаметром резьбы муфты, что трудно признать достаточным. Такой контроль приводит к перебраковке, увеличивает трудоемкость ремонта, снижает срок службы трубы и, в то же время, не исключает пропуск брака.
Все вышеперечисленные способы и устройства контроля резьбы имеют общие существенные недостатки: низкую точность и невысокую производительность процесса контроля, отсутствие полноценной автоматизации и информационной поддержки, влияние человеческого фактора, элемент субъективизма. При этом наиболее важным является принципиальный недостаток существующих способов: они не дают ответа на вопрос, что делать в случае обнаружения непригодной резьбы, можно ли исправить дефекты или резьба не подлежит восстановлению. Кроме того, эти способы не позволяют получить полный комплексный и детальный отчет обо всех параметрах резьбы.
В связи с этим наиболее перспективными методами контроля являются бесконтактные оптоэлектронные способы и устройства неразрушающего контроля с высокими метрологическими и эксплуатационными характеристиками [15-18].
Бесконтактное оптоэлектронное устройство контроля параметров резьбы трубных изделий и муфт [16], реализующее соответствующий способ, содержит источник и приемник светового потока со средствами обработки информации и узел сканирования, соединенный с координатным столом и выполненный с возможностью возвратно-поступательного и вращательного движения, причем источник и приемник светового потока со средствами обработки информации объединены в единый блок, выполненный в виде коноскопа, а узел сканирования выполнен, по меньшей мере, с двумя оптически связанными с коноскопом каналами и системой зеркал, обеспечивающей прохождение светового потока от коноскопа через каналы к наружной или внутренней поверхностям изделия.
Однако такое устройство и соответствующий способ характеризуются низкой точностью и малой производительностью измерений из-за высокой чувствительности к влиянию бликов, разной шероховатости и локальным загрязнениям поверхности резьбы. Использование устройства и способа требует предварительного матирования контролируемой поверхности резьбы. Устройство критично к позиционированию контролируемого изделия, подвержено сильному влиянию даже незначительных механических вибраций.
Известны также оптоэлектронные устройства контроля параметров внутренней резьбы, также основанные на триангуляционном способе измерений [17, 18]. Однако они пригодны, в основном, только для контроля треугольной и круглой резьб (фиг.5), которые характеризуются относительно малой крутизной фронтов своего профиля.
Характеристика и критика прототипа.
Наиболее близким изобретением к предлагаемому по наибольшему количеству сходных признаков, технической сущности, схемному решению и достигаемому при использовании техническому результату является изобретение, предназначенное для контроля параметров внутренней резьбы, описанное в [18].
В таком изобретении (способе), выбранном в качестве прототипа, устанавливают контролируемое изделие на основании, размещают внутри контролируемого изделия триангуляционный измеритель дальности, с помощью которого формируют зондирующий луч в направлении резьбовой поверхности контролируемого изделия, перемещают триангуляционный измеритель дальности вдоль оси резьбы контролируемого изделия, принимают триангуляционным измерителем дальности диффузно-рассеянные резьбовой поверхностью лучи, преобразуют их в электрические сигналы, которые подают в персональную электронно-вычислительную машину (ПЭВМ), где производят обработку полученных данных по определению дальностей до точек резьбовой поверхности и формирование на их основе профиля резьбы, по завершении перемещения вдоль оси резьбы осуществляют поворот триангуляционного измерителя дальности в другое угловое положение и повторяют указанную последовательность действий, и так до тех пор, пока не будет просканирована указанным образом вся резьбовая поверхность контролируемого изделия.
Данный способ реализуется в известном из того же источника [18] устройстве, содержащем основание, на котором установлено контролируемое изделие, подвижную каретку, выполненную с возможностью перемещения вдоль оси резьбы контролируемого изделия и снабженную электроприводом перемещения и датчиком линейного перемещения, триангуляционный измеритель дальности, установленный на подвижной каретке и снабженный электроприводом поворота вокруг продольной оси и датчиком угла поворота, и персональную электронную вычислительную машину (ПЭВМ), входы которой подключены к выходам триангуляционного измерителя дальности, датчика линейного перемещения и датчика угла поворота, а выходы - к электроприводам перемещения и поворота, при этом триангуляционный измеритель дальности выполнен с возможностью формирования зондирующего луча в направлении резьбовой поверхности контролируемого изделия и приема диффузно-рассеянных данной поверхностью лучей и имеет полый корпус с прорезью в боковой части для выхода и приема указанных лучей.
При этом в триангуляционном измерителе дальности формирование зондирующего луча и прием соответствующих диффузно-рассеянных лучей осуществляется с помощью оптоэлектронной головки, образованной из источника излучения и оптически сопряженного с ним через поверхность соответствующего резьбового участка позиционно-чувствительного фотоприемника, выход которого является выходом триангуляционного измерителя дальности.
В подобных устройствах зондирующий луч источника излучения направлен, как правило, под углом, близким 90° к оси резьбы (см., например, [19]). В точке падения на резьбовую поверхность данный луч диффузно рассеивается (отражается) в разные стороны (направления). Поэтому для наблюдателя практически с любого углового положения данная точка воспринимается в виде яркого светового пятна малого диаметра. В устройстве с помощью объектива это пятно проецируется на светочувствительную поверхность («линию») фотоприемника. Тем самым объектив с фотоприемником осуществляют выборку некоторого углового направления, с которого воспринимаются диффузно-рассеянные лучи. Это направление равнозначно отраженному лучу, образующему с зондирующим лучом некоторый угол.
При продольном перемещении измерителя дальности траектория светового пятна будет пролегать по резьбовой поверхности, в результате чего будет меняться положение светового пятна на светочувствительной «линии» фотоприемника, реализуя тем самым триангуляционный метод измерения.
Как было отмечено выше, номенклатура применяемых типов резьб обширна. Некоторые из них характеризуется высокой «крутизной» фронтов профиля. Такие резьбы, как трапецеидальная, прямоугольная (ленточная), упорная (см. фиг.5) имеют практически вертикальные участки фронтов. В результате указанное выше световое пятно на таких фронтах «расплывается», «растягивается», имеет нечеткие границы, что приводит к неточности измерений, а часто и вообще к отсутствию данных о профиле, так как соответствующие фронты профиля резьбы являются «невидимыми» для оптоэлектронной головки прототипа.
Другими словами, при сканировании указанных типов резьб информация о ряде фрагментов профиля резьбовой поверхности не будет поступать в ПЭВМ. Более-менее успешно устройство [18] может быть использовано только при сканировании треугольной и круглой резьб (фиг.5). Для контроля таких резьб, как трапецеидальная, прямоугольная (ленточная), упорная требуются способ и устройство, свободные от этих недостатков.
Технический результат и его достижение.
Изобретение направлено на достижение такого технического результата, как расширение номенклатуры типов контролируемых резьб (расширение функциональных возможностей способа и соответствующего устройства) путем увеличения у измерителя дальности «поля его обзора», или, другими словами, устранения у него «невидимых зон» резьбовой поверхности, адаптация измерителя дальности к особенностям резьбы контролируемого изделия.
Достижение данного технического результата обеспечивается тем, что в известном способе контроля параметров внутренней резьбы [18], заключающемся в том, что устанавливают контролируемое изделие на основании, размещают внутри контролируемого изделия триангуляционный измеритель дальности, с помощью которого формируют первый зондирующий луч в направлении резьбовой поверхности контролируемого изделия, перемещают триангуляционный измеритель дальности вдоль оси резьбы контролируемого изделия, принимают триангуляционным измерителем дальности диффузно-рассеянные резьбовой поверхностью лучи, преобразуют их в электрические сигналы, которые подают в персональную электронно-вычислительную машину (ПЭВМ), где производят обработку полученных данных по определению дальностей до точек резьбовой поверхности и формирование на их основе профиля резьбы, по завершении перемещения вдоль оси резьбы осуществляют поворот триангуляционного измерителя дальности в другое угловое положение и повторяют указанную последовательность действий, и так до тех пор, пока не будет просканирована указанным образом вся резьбовая поверхность контролируемого изделия, дополнительно формируют с помощью триангуляционного измерителя дальности второй зондирующий луч в направлении резьбовой поверхности контролируемого изделия, при этом направляют оба зондирующих луча так, чтобы они лежали в одной и той же плоскости с осью резьбы контролируемого изделия и образовывали с этой осью углы, равные соответственно α1=(60±30)° и α2=(α1+60)°, а обработку в ПЭВМ полученных данных по формированию профиля резьбы осуществляют по формуле hсовi=0,5(h1i+h2i)=Т-0,5(d1i+d2i),
где
d1i и d2i - значения дальности до точки профиля резьбы с координатой xi, полученные при сканировании резьбовой поверхности контролируемого изделия соответственно первым и вторым зондирующими лучами;
h1i и h2i - значения высоты точки профиля резьбы с координатой xi, полученные при сканировании резьбовой поверхности контролируемого изделия соответственно первым и вторым зондирующими лучами;
Т - максимальное расстояние от центра оптической системы триангуляционного измерителя дальности до резьбовой поверхности (величина постоянная, задается конструктивно);
hсовi - значение высоты точки совмещенного профиля резьбы с координатой xi;
i=0, 1, 2, 3, ….
Данная последовательность действий способа может быть реализована в устройстве контроля параметров внутренней резьбы, содержащем основание, на котором установлено контролируемое изделие, подвижную каретку, выполненную с возможностью перемещения вдоль оси резьбы контролируемого изделия и снабженную электроприводом перемещения и датчиком линейного перемещения, триангуляционный измеритель дальности, установленный на подвижной каретке и снабженный электроприводом поворота вокруг продольной оси и датчиком угла поворота, и персональную электронную вычислительную машину (ПЭВМ), входы которой подключены к выходам триангуляционного измерителя дальности, датчика линейного перемещения и датчика угла поворота, а выходы - к электроприводам перемещения и поворота, при этом триангуляционный измеритель дальности выполнен с возможностью формирования первого зондирующего луча в направлении резьбовой поверхности контролируемого изделия и приема диффузно-рассеянных данной поверхностью лучей и имеет полый корпус с прорезью в боковой части для выхода и приема указанных лучей, в котором триангуляционный измеритель дальности выполнен с возможностью формирования также второго зондирующего луча в направлении резьбовой поверхности контролируемого изделия и приема диффузно-рассеянных данной поверхностью лучей, при этом оба зондирующих луча направлены в сторону резьбовой поверхности контролируемого изделия так, что они лежат в одной и той же плоскости с осью резьбы контролируемого изделия и образуют с этой осью углы, равные соответственно α1=(60±30)° и α2=(α1+60)°.
При этом в триангуляционном измерителе дальности формирование обоих зондирующих лучей и прием соответствующих диффузно-рассеянных лучей осуществляется с помощью двух оптоэлектронных головок, каждая из которых образована из источника излучения и оптически сопряженного с ним через поверхность соответствующего резьбового участка позиционно-чувствительного фотоприемника, выход которого является выходом триангуляционного измерителя дальности.
Также каждая из оптоэлектронных головок выполнена в виде коноскопа, оптически связанного через объектив с поверхностью соответствующего резьбового участка контролируемого изделия, при этом выход коноскопа является выходом триангуляционного измерителя дальности.
Кроме того, в триангуляционном измерителе дальности формирование обоих зондирующих лучей и прием соответствующих диффузно-рассеянных лучей осуществляется с помощью оптоэлектронной головки, выполненной в виде коноскопа, оптически связанного через объектив и поворотное зеркало с соответствующей резьбовой поверхностью контролируемого изделия, при этом электропривод поворотного зеркала соединен с выходом ПЭВМ, а выход коноскопа является выходом триангуляционного измерителя дальности.
Проведенный авторами анализ уровня техники, включающий поиск по патентным и другим научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах способа и устройства, позволили установить, что не имеются аналоги, характеризующиеся признаками, идентичными всем существенным признакам способа и устройства, а выделение из перечня аналогов прототипа [18] обеспечило выявление совокупности существенных по отношению к техническим результатам отличительных признаков заявленных способа и устройства.
Авторами проведена также проверка соответствия заявляемого изобретения трем условиям (критериям) патентоспособности.
а) проверка соответствия заявляемого способа условию патентоспособности «новизна».
Основными признаками, отличающими заявляемый способ от ближайшего аналога - прототипа, являются:
- формирование с помощью триангуляционного измерителя дальности второго зондирующего луча в направлении резьбовой поверхности контролируемого изделия,
- направление обоих зондирующих лучей так, чтобы они лежали в одной и той же плоскости с осью резьбы контролируемого изделия и образовывали с этой осью углы, равные соответственно α1=(60±30)° и α2=(α1+60)°,
- осуществление обработки в ПЭВМ полученных данных по формированию профиля резьбы по формуле:
hcoвi=0,5(h1i+h2i)=Т-0,5(d1i+d2i), где
d1i и d2i - значения дальности до точки профиля резьбы с координатой xi, полученные при сканировании резьбовой поверхности контролируемого изделия соответственно первым и вторым зондирующими лучами;
h1i и h2i - значения высоты точки профиля резьбы с координатой xi, полученные при сканировании резьбовой поверхности контролируемого изделия соответственно первым и вторым зондирующими лучами;
Т - максимальное расстояние от центра оптической системы триангуляционного измерителя дальности до резьбовой поверхности (величина постоянная, задается конструктивно);
hсовi - значение высоты точки совмещенного профиля резьбы с координатой хi;
i=0, 1, 2, 3, ….
Наличие указанных признаков обеспечивает соответствие всей совокупности признаков способа условию патентоспособности «новизна» по действующему законодательству. При этом не обнаружены способы, в которых технический результат достигнут аналогичной совокупностью существенных признаков.
б) проверка соответствия заявляемого устройства условию патентоспособности «новизна».
Основными признаками, отличающими заявляемое устройство от ближайшего аналога - прототипа, являются:
- выполнение триангуляционного измерителя дальности с возможностью формирования также второго зондирующего луча в направлении резьбовой поверхности контролируемого изделия и приема диффузно-рассеянных данной поверхностью лучей,
- направление обоих зондирующих лучей в сторону резьбовой поверхности контролируемого изделия так, чтобы они лежали в одной и той же плоскости с осью резьбы контролируемого изделия и образовывали с этой осью углы, равные соответственно α1=(60±30)° и α2=(α1+60)°.
При этом:
- осуществление в триангуляционном измерителе дальности формирования обоих зондирующих лучей и приема соответствующих диффузно-рассеянных лучей с помощью двух оптоэлектронных головок, каждая из которых образована из источника излучения и оптически сопряженного с ним через поверхность соответствующего резьбового участка позиционно-чувствительного фотоприемника, выход которого является выходом триангуляционного измерителя дальности.
Также:
- выполнение каждой из оптоэлектронных головок в виде коноскопа, который оптически связан через объектив с поверхностью соответствующего резьбового участка контролируемого изделия, а выход коноскопа является выходом триангуляционного измерителя дальности.
Кроме того:
- осуществление в триангуляционном измерителе дальности формирования обоих зондирующих лучей и приема соответствующих диффузно-рассеянных лучей с помощью оптоэлектронной головки, выполненной в виде коноскопа, который оптически связан через объектив и поворотное зеркало с соответствующей резьбовой поверхностью контролируемого изделия, а выход коноскопа является выходом триангуляционного измерителя дальности,
- соединение электропривода поворотного зеркала с выходом ПЭВМ.
Наличие указанных признаков обеспечивает соответствие всей совокупности признаков устройства условию патентоспособности «новизна» по действующему законодательству. При этом не обнаружены устройства, в которых технический результат достигнут аналогичной совокупностью существенных признаков.
в) проверка соответствия заявляемых способа и устройства условию патентоспособности «изобретательский уровень».
Результаты поиска известных решений в области контрольно-измерительной техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. При этом из определенного заявителем уровня техники не выявлена известность влияния предусмотренных существенными признаками заявляемого технического решения преобразований на достижение указанного технического результата.
Следовательно, заявляемое техническое решение соответствует условию патентоспособности «изобретательский уровень» по действующему законодательству.
Новая совокупность существенных признаков способа и устройства позволяют достичь расширения номенклатуры типов контролируемых резьб, что подтверждается изложенными ниже сведениями.
Следует также отметить, что между совокупностью существенных признаков настоящих способа и устройства и достигаемым техническим результатом существует причинно-следственная связь, поскольку отличительные признаки не были выявлены ни в одном из аналогов, а достигаемый технический результат получается лишь при совместном использовании всех без исключения известных и отличительных признаков (отдельно для способа и отдельно для устройства).
Сущность изобретения.
Сущность изобретения иллюстрируется чертежами, где показаны:
- на фиг.1, а, б, в - общий вид устройства (при разных конструкциях триангуляционного измерителя дальности);
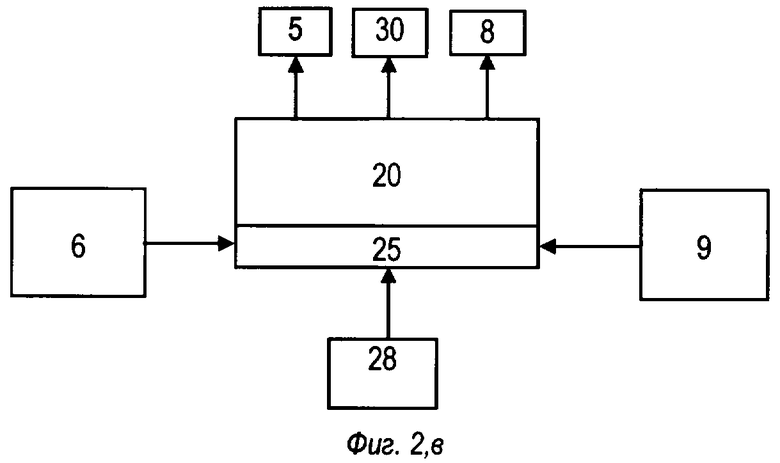
- на фиг.2, а, б, в - основные электрические связи в устройстве (при разных конструкциях триангуляционного измерителя дальности);
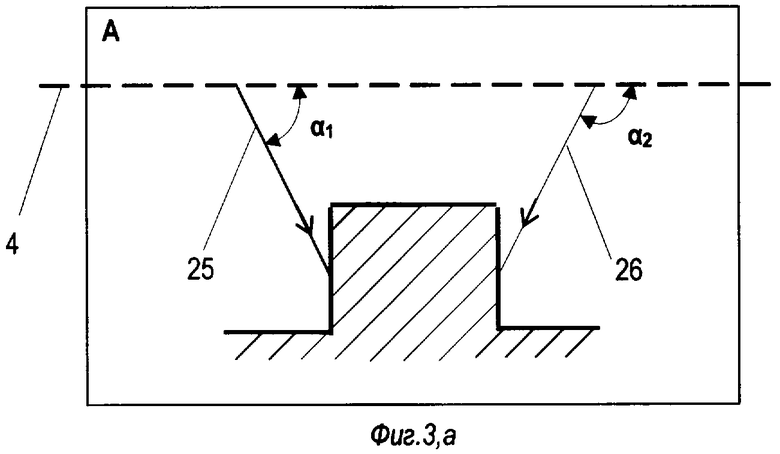
- на фиг.3, а - размещение зондирующих лучей в плоскости осевого сечения резьбы;
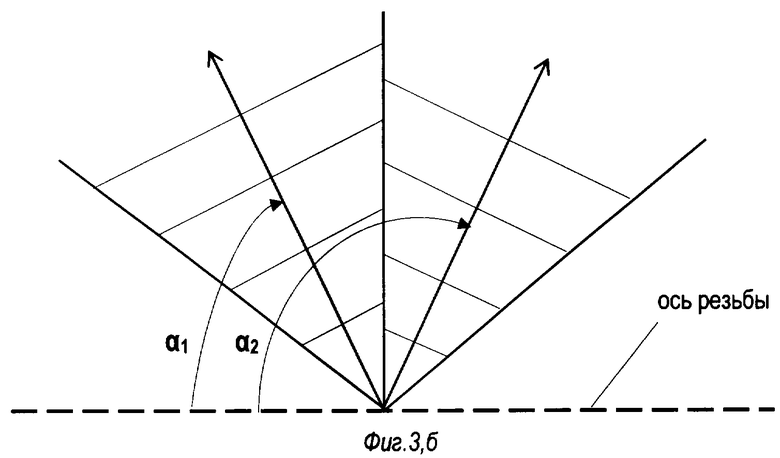
- на фиг.3, б - диапазоны изменения углов α1 и α2;
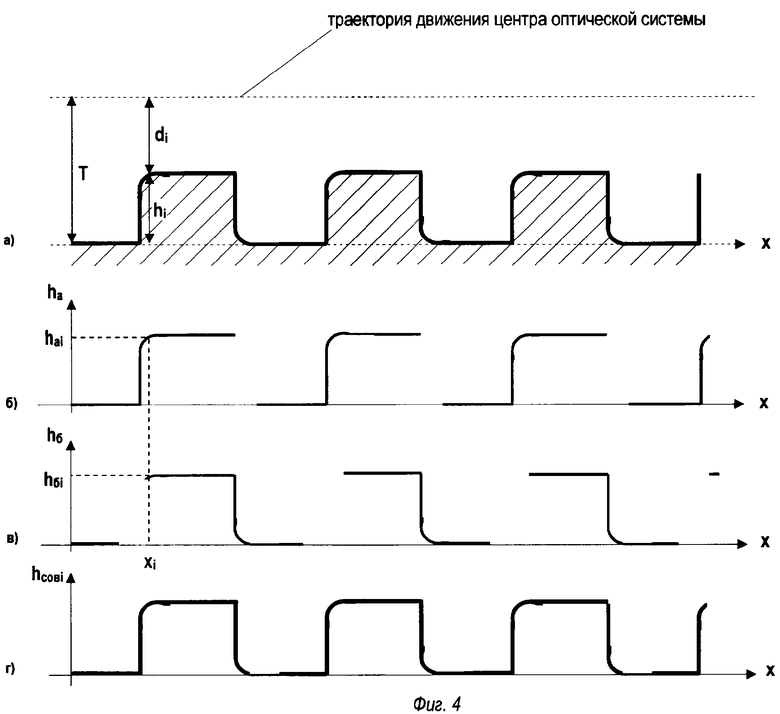
- на фиг.4 - пояснение совмещения (усреднения) полученных с оптоэлектронных головок данных;
- на фиг.5 - основные профили типов резьб.
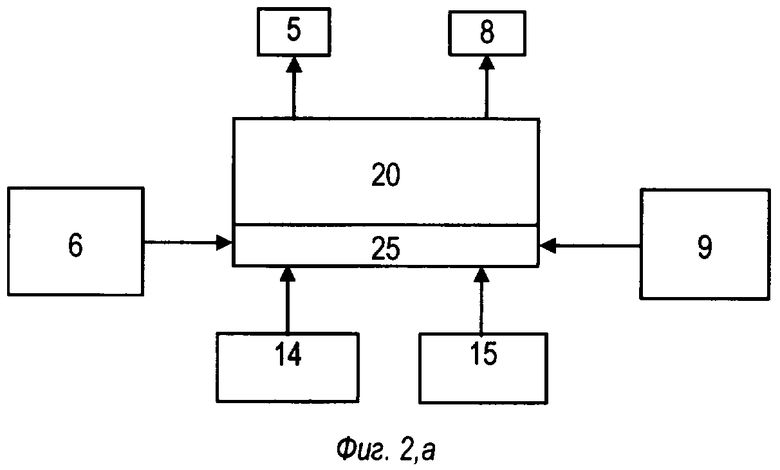
Описываемый способ контроля параметров внутренней резьбы реализуется устройством, содержащим (фиг.1, а и 2, а) основание 1, на котором размещено контролируемое изделие 2 с внутренней резьбой (например, трубная муфта), подвижную каретку 3, выполненную с возможностью перемещения вдоль оси 4 резьбы контролируемого изделия 2 и снабженную электроприводом 5 перемещения и датчиком 6 линейного перемещения, триангуляционный измеритель 7 дальности, установленный на подвижной каретке 3, и снабженный электроприводом 8 поворота вокруг продольной оси, датчиком 9 угла поворота и первой 10 и второй 11 оптоэлектронными головками, размещенными внутри триангуляционного измерителя 7 дальности и образованными соответственно из источников 12 и 13 излучения, позиционно-чувствительных фотоприемников 14 и 15, объективов 16 и 17, 18 и 19 и персональную вычислительную машину (ПЭВМ) 20 (фиг.2, а), входы которой подключены к выходам позиционно-чувствительных фотоприемников 14 и 15 оптоэлектронных головок 10 и 11, датчика 6 линейного перемещения и датчика 9 угла поворота, а выходы - к электроприводам перемещения 5 и поворота 8. Триангуляционный измеритель 7 дальности имеет полый цилиндрический корпус с прорезью в боковой части для прохода зондирующих 21 и 22 и диффузно-рассеянных 23 и 24 лучей.
Источники 12 и 13 излучения выполнены на основе источника узкого светового луча - полупроводникового лазера и установлены в триангуляционном измерителе 7 дальности следующим образом. Их зондирующие лучи 21 и 22 лежат в одной (вертикальной) плоскости А с осью 4 резьбы данного контролируемого изделия 2 (фиг.3.а) и образуют с ней соответственно углы:
α1=(60±30)° и α2=(α1+60)°.
Позиционно-чувствительные фотоприемники 14 и 15 выполнены на основе интегральных МДП (SМOS)-фотодиодных линеек и установлены в сканирующем узле 7 для приема отраженных (диффузно-рассеянных) от резьбовой поверхности контролируемого изделия 2 лучей 23 и 24. При этом выходы позиционно-чувствительных фотоприемников 14 и 15 являются соответствующими выходами измерителя 7.
Объективы 16-19 оптоэлектронных головок 10 и 11 установлены в сканирующем узле 7 с возможностью обеспечения триангуляционной оптической связи позиционно-чувствительных фотоприемников 14 и 15 с источниками 12 и 13 излучения через резьбовую поверхность контролируемого изделия 2.
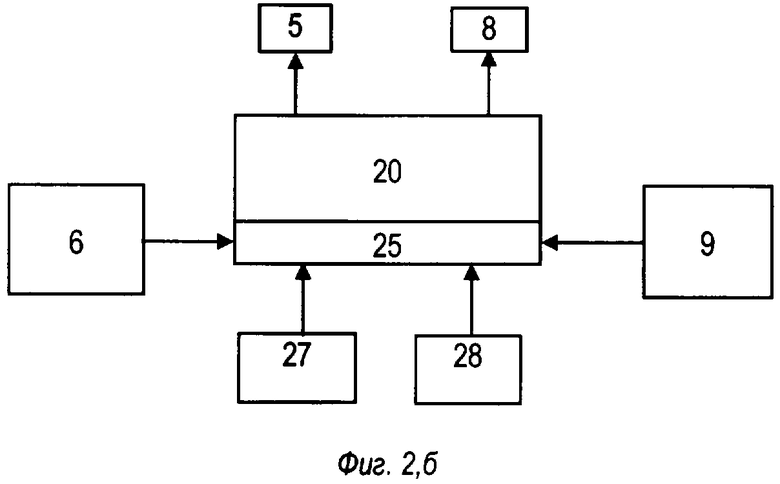
В состав ПЭВМ 20 входит блок 25 предварительной обработки (фиг.2, а), конструктивно выполненный в виде печатной платы, размещенной внутри корпуса ПЭВМ 20. Данный блок предназначен для преобразования поступающих на его входы сигналов в форму, удобную для их дальнейшей обработки в ПЭВМ 20.
Описанный способ в данном устройстве реализуется в следующей последовательности действий.
1. Устанавливают контролируемое изделие 2 с внутренней резьбой на основании 1 (фиг.1, а).
2. Размещают внутри контролируемого изделия 2 триангуляционный измеритель 7 дальности с первой 10 и второй 11 оптоэлектронными головками путем закрепления его на подвижной каретке 3.
3. С помощью источников 12 и 13 излучения оптоэлектронных головок 10 и 11 формируют зондирующие лучи 21 и 22, лежащие в одной (вертикальной) плоскости А с осью 4 резьбы данного контролируемого изделия 2 (фиг.3, а) и образующие с ней соответственно углы
α1=(60±30)° и α2=(α1+60)°.
Опытным путем установлено, что указанные диапазоны углов α1 и α2 являются наиболее оптимальными с точки зрения сканирования «крутых» участков профиля 26 резьбы и получения при этом на выходе измерителя 7 максимальных по величине полезных сигналов (фиг.3, б).
4. Одновременно путем подачи сигналов с ПЭВМ 20 на электропривод 5 непрерывно перемещают контролируемое изделие 2 вдоль оси 4 его резьбы (вдоль оси координат X, см. фиг.1, а).
5. Принимают на позиционно-чувствительные фотоприемники 14 и 15 оптоэлектронных головок 10 и 11 диффузно-рассеянные от резьбового участка контролируемого изделия 2 лучи 23 и 24.
Выше было отмечено, что в точке падения на резьбовую поверхность зондирующий луч диффузно рассеивается (отражается) в разные стороны (направления). Поэтому для наблюдателя практически с любого углового положения данная точка воспринимается в виде яркого светового пятна малого диаметра. В измерителе 7 с помощью объектива это пятно проецируется на светочувствительную поверхность («линию») фотоприемника. Тем самым объектив с фотоприемником осуществляют выборку некоторого углового направления, с которого воспринимаются диффузно-рассеянные лучи. Это направление может «рассматриваться» в виде отраженного луча.
При продольном перемещении измерителя 7 траектория светового пятна будет пролегать по («неровной») резьбовой поверхности, в результате чего будет меняться положение светового пятна на светочувствительной «линии» фотоприемника, реализуя тем самым триангуляционный метод измерения, когда путем измерения координаты светового пятна на позиционно-чувствительном фотоприемнике определяется расстояние di от центра оптической системы измерителя 7 до резьбовой поверхности изделия 2 (фиг.4).
Знание этого расстояния позволяет определить соответствующую высоту hi профиля резьбы
hi=T-di,
где Т - максимальное расстояние от центра оптической системы триангуляционного измерителя 7 до резьбовой поверхности (величина постоянная, задается конструктивно).
6. Преобразуют в позиционно-чувствительных фотоприемниках 14 и 15 оптоэлектронных головок 10 и 11 диффузно-рассеянные от резьбовой поверхности контролируемого изделия 2 лучи 23 и 24 в электрические сигналы, которые затем преобразуют в блоке 25 в цифровые сигналы.
7. Подают полученные цифровые сигналы в память ПЭВМ 20.
8. По завершении перемещения вдоль оси 2 резьбы путем подачи сигналов с ПЭВМ 20 на электропривод 8 осуществляет поворот измерителя 7 на некоторый заранее заданный угол Δβ, например, на 30°.
9. Повторяют указанную выше последовательность действий по сканированию резьбовой поверхности, и так до тех пор, пока не будет просканирована вся резьбовая поверхность контролируемого изделия 2. В результате в памяти ПЭВМ 20 формируется последовательность данных, полученных от обеих оптоэлектронных головок 10 и 11.
10. По завершении сканирования производят обработку (усреднение) полученных данных по формированию профиля 32 резьбы по формуле
hсовi=0,5(h1i+h2i)=0,5[(Т-d1i)+(Т-d2i)]=Т-0,5(d1i+d2i),
где
d1i и d2i - значения дальности до точки профиля резьбы с координатой xi, полученные при сканировании резьбовой поверхности контролируемого изделия 2 соответственно первым и вторым зондирующими лучами;
h1i и h2i - значения высоты точки профиля резьбы с координатой xi, полученные при сканировании резьбовой поверхности контролируемого изделия 2 соответственно первым и вторым зондирующими лучами;
hсовi - значение высоты точки совмещенного профиля резьбы с координатой xi;
i=0, 1, 2, 3, ….
При этом необходимо отметить следующее. Точки падения зондирующих лучей 21 и 22 (световые пятна) перемещаются вдоль резьбовой поверхности изделия 2 друг за другом («след в след»), причем некоторые (например, горизонтальные) участки профиля резьбы сканируются дважды, а другие участки, ввиду их крутизны, оказываются «доступными» только для одного из лучей. Для получения полного (совмещенного) профиля резьбы (фиг.4, г) полученные фрагменты профиля (фиг.4, б и 4, в) программным путем «смещают» друг относительно друга вдоль координаты х так, чтобы объединить значения высот профиля для одной и той же координаты хi путем их усреднения по указанной формуле.
11. На основе полученных профилей (срезов) резьбы программным путем могут быть рассчитаны параметры резьбы, такие как шаг резьбы, высота профиля, радиусы вписанных во впадины и вершины окружностей, углы наклона профилей, повитковые диаметры и т.д. [1] Далее на основе сопоставления рассчитанных параметров с заданными (ГОСТовскими) параметрами может быть вынесено решение о годности или негодности контролируемой резьбы.
Следовательно программа, заложенная в ПЭВМ 20, в частности, обеспечивает:
а) управление перемещением и поворотом триангуляционного измерителя 7 дальности;
б) сбор информации о профиле контролируемой резьбы, поступающей с оптоэлектронных головок, и накопление ее в памяти ПЭВМ 20;
в) формирование совмещенных профилей резьбы по отдельным сечениям;
г) расчет параметров резьбы на основе обработки совмещенных профилей резьбы;
д) сопоставление рассчитанных параметров с заданными (например, ГОСТовскими) параметрами резьбы;
е) вынесение решения о годности/негодности контролируемой резьбы.
Результаты измерений сохраняются в памяти ПЭВМ 20 в виде банков данных и могут быть отображены в виде графиков и текстовых протоколов с возможностью распечатки.
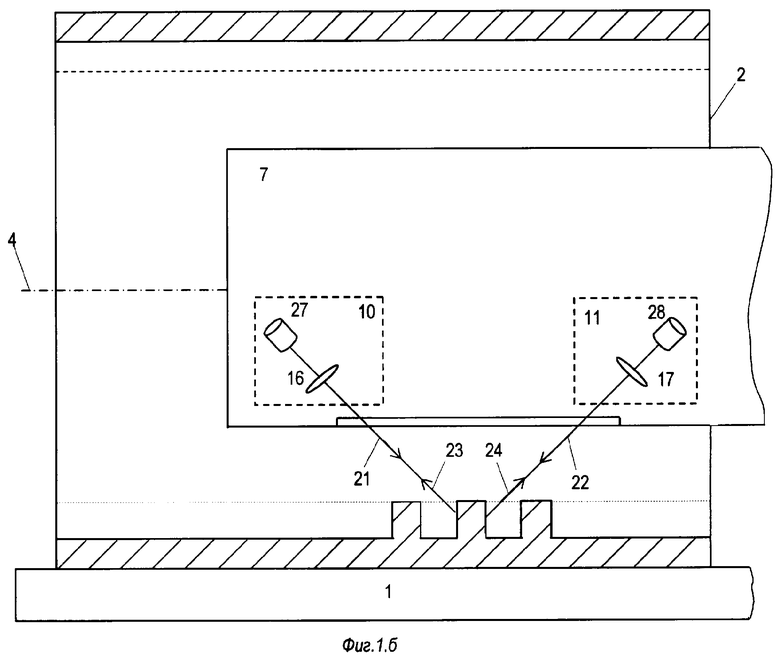
Для реализации указанной последовательности действий способа триангуляционный измеритель 7 дальности устройства может иметь также конструкцию, показанную на фиг.1, б. В отличие от описанной выше конструкции измерителя 7 каждая из оптоэлектронных головок 10 и 11 выполнена в виде коноскопа 27 или 28, оптически связанного через объектив 16 или 17 с поверхностью соответствующего резьбового участка контролируемого изделия. При этом выходы коноскопов 27 или 28 являются выходами триангуляционного измерителя 7 дальности.
Коноскоп - прибор для измерения линейных параметров объектов, основанный на анализе рефлектограмм, полученных при прохождении отраженного когерентного света в двухлучепреломляющем кристалле [16, 20-24].
Конструктивно коноскоп объединяет в едином блоке источник и приемник излучения и, как правило, состоит из объектива, специализированной оптической системы, лазера и позиционно-чувствительного фотоприемника. Назначение коноскопа - сбор информации о координатах профиля объекта (в данном случае - резьбы). Излучение лазера проецируется на поверхность резьбы, отраженный свет собирается объективом коноскопа и, проходя через специализированную оптическую систему, формирует голографическую интерференционную картину на встроенном позиционно-чувствительном ПЗС-фотоприемнике. Анализ полученного таким образом оптического изображения позволяет проводить измерения координат с высокой точностью. Поскольку элементы коноскопа объединены в одном корпусе, отпадает необходимость настройки и юстировки коноскопа в цеховых условиях, а переход на другой типоразмер контролируемого изделия производится сменой объектива.
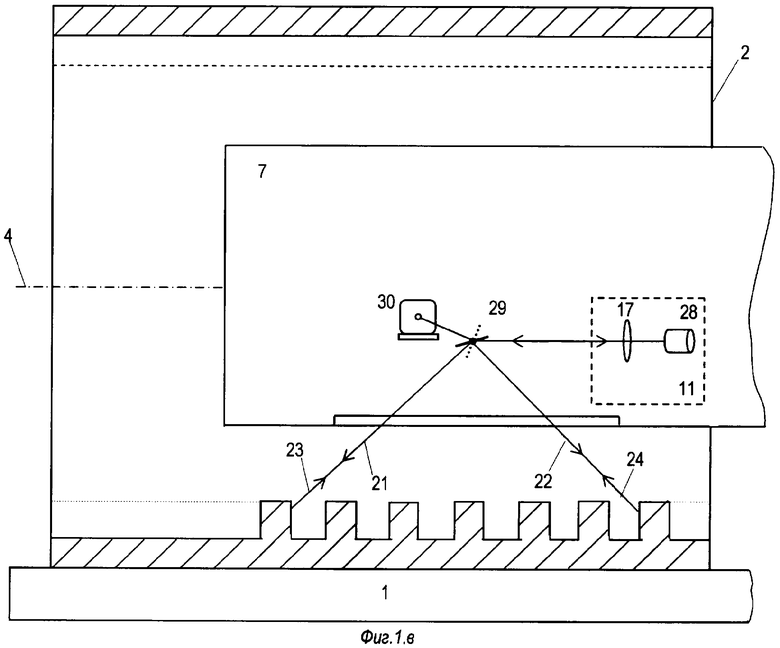
Реализация способа может быть осуществлена также триангуляционным измерителем 7, конструкция которого показана на фиг.1, в. В отличие от описанной выше конструкции измеритель 7 содержит всего одну оптоэлектронную головку 11, выполненную в виде коноскопа 28, оптически связанного через объектив 17 и поворотное зеркало 29 с соответствующей резьбовой поверхностью контролируемого изделия, при этом электропривод 30 поворотного зеркала 29 соединен с выходом ПЭВМ 20, а выход коноскопа 28 является выходом триангуляционного измерителя 7 дальности.
Поворотное зеркало 29 может находиться в двух угловых положениях, управляемых (задаваемых) ПЭВМ 20. При одном из них резьбовая поверхность «обозревается» коноскопом 28 под углом α1, а при другом угловом положении - под углом α2.
Таким образом, предложенная совокупность существенных признаков изобретения позволяет, в отличие от прототипа, увеличить номенклатуру типов контролируемых резьб, т.е. расширить функциональные возможности способа и устройства.
Триангуляционный измеритель 7 дальности устройства по сравнению с аналогичным измерителем прототипа более адаптирован к особенностям формы профиля контролируемых резьб. В процессе контроля оптоэлектронные головки заявляемого изобретения дополняют друг друга, «обозревая» крутые фронты профиля резьбы с разных (противоположных) сторон, а зондирующие лучи оказываются ориентированными в направлении соответствующего участка резьбы, обеспечивая получение более качественного сигнала с фотоприемников.
Испытания, проведенные заявителем, показали, что заявляемые способ и устройство могут быть использованы даже для контроля резьбы типа TMK-GF (фиг.5, е), которая характеризуется в отличие от других резьб неположительным углом наклона опорной грани.
Как отмечается в [25], высокогерметичное муфтовое резьбовое соединение TMK-GF предназначено для строительства и эксплуатации горизонтальных и наклонно-направленных газовых, газоконденсатных и нефтяных скважин. Данное резьбовое соединение имеет ряд конструктивных особенностей, а именно, впервые в отечественной практике разработана и начала выпускаться резьба трапецеидального профиля, имеющая отрицательный (!) угол наклона опорной грани. Такой наклон опорной грани гарантирует отсутствие «раскрытия» резьбы при значительных изгибающих нагрузках и работу резьбового соединения «в замок» при нагрузке с предельным осевым (изгибающем) усилием.
г) проверка условия патентоспособности «промышленная применимость».
Вышеизложенные сведения свидетельствуют для заявленного изобретения, как оно охарактеризовано в пунктах формулы, о возможности его осуществления с помощью известных и предложенных методов и средств.
По мнению заявителя, сведения, приведенные в описании, достаточны для осуществления способа и соответствующего устройства. Оно не вызывает затруднений при его изготовлении, а возможность промышленного применения заявленного технического решения подтверждается, например, опытным экземпляром, изготовленным и испытанным заявителем для муфт диаметром 168 мм.
Таким образом, совокупность существенных признаков, характеризующая сущность изобретения, в принципе может быть многократно изготовлена и использована, например, при контроле широкой номенклатуры типов резьб с получением указанного технического результата.
Вышеизложенное позволяет сделать вывод о соответствии изобретения условию патентоспособности «промышленная применимость» по действующему законодательству.
Источники информации
1. ГОСТ 11708-82. Основные нормы взаимозаменяемости. Резьба. Термины и определения.
2. Балонкина И.И., Кутай А.К., Сорочкин Б.М., Тайц Б.А. Точность и производственный контроль в машиностроении / Под общ. Ред. Кутая А.К., Сорочкина Б.М. - Л.: Машиностроение, 1983.
3. Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело. Изд. 2-е, перераб. и доп. Учебник для СПТУ. - М.: Высш. Школа, 1976.
4. Малевский Н.П., Мещеряков Р.К., Полтавец О.Ф. Слесарь-инструментальщик: Учеб. пособие для СПТУ. - М.: Высш. Школа, 1987.
5. ГОСТ 633-80. Трубы насосно-компрессорные и муфты к ним. Технические условия.
6. Справочник по производственному контролю в машиностроении / Под. Ред. А.К.Кутая. Л.: Машиностроение, 1974.
7. Авторское свидетельство СССР №1025990. Устройство для контроля натяга конической резьбы. Публ. 06.30.1983.
8. ГОСТ 12690-67. Калибры резьбовые конические. Методы и средства поверки.
9. ГОСТ 8.128-74. Калибры резьбовые цилиндрические. Методы и средства поверки.
10. ГОСТ 24939-81. Калибры для цилиндрических резьб.
11. Патент РФ №2133452 на изобретение «Устройство для измерения среднего диаметра резьбы». Публ. 20.07.1999 г.
12. Патент РФ №2073191 на изобретение «Способ измерения параметров резьбы и устройство для его осуществления. Публ. 02.10.1997 г.
13. Авт. св. СССР №1615542 на изобретение «Способ контроля параметров внутренней резьбы». Публ. 23.12.1990 г.
14. Патент РФ №2051327 на изобретение «Способ контроля резьбовых отверстий и устройство для его осуществления. Публ. 27.12.1995 г.
15. Галиулин Рав.М. и др. Лазерные системы «ОПТЭЛ» для неразрушающего контроля геометрии наружной и внутренней резьбы. - «Передовые технологии России». - Сайт Интернета http://www.ptechnology.ru/Science/Science36.html.
16. Патент РФ №2267086 на изобретение «Устройство для контроля параметров резьбовых трубных изделий». МПК G01B 11/24, G01В 11/30. Публ. 27.12.2005 г.
17. Свидетельство РФ №11332 на полезную модель «Устройство для контроля параметров внутренней резьбы». МПК С01D 3/00. Публ. 16.09.1999 г.
18. Патент РФ №2152000 на изобретение «Способ контроля параметров внутренней резьбы и устройство для его осуществления». МПК G01B 11/30, G01B 3/48. Публ. 27.06.2000 г. (прототип).
19. Вальков В.М. Контроль в ГАП. - Л.: Машиностроение, Ленингр.отд-е, 1986, с.47-48, рис.2.13, а.
20. Патент США №6953137.
21. Патент США №4976504.
22. Патент ЕР №0376837.
23. Сайт из Интернета http://www.extera.ru
24. Сайт из Интернета http://www.insys-neftegaz.ru
25. Металлопрокат. ру / Новости /17.05.2005 - «Новые резьбовые соединения с маркой ТМК». Сайт Интернета http://www.metalloprokat.ru/news/2005/05/17/news 23342-html
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С РЕЗЬБОВОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2386925C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 2007 |
|
RU2357204C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2006 |
|
RU2311610C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПРОФИЛЯ ПЕРА ЛОПАТКИ | 2005 |
|
RU2311614C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2458318C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОФИЛЯ ПЕРА ЛОПАТКИ | 2005 |
|
RU2299400C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ РЕЗЬБЫ ТРУБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2342632C2 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ПОВЕРХНОСТЕЙ СЛОЖНОПРОФИЛИРОВАННЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2243503C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК | 2003 |
|
RU2254555C2 |
| СПОСОБ КОНТРОЛЯ НЕПЛОСКОСТНОСТИ ЛИСТОВЫХ ИЗДЕЛИЙ И СРЕДСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2254556C2 |
Изобретение относится к контрольно-измерительной технике и может быть использовано для автоматизированного бесконтактного контроля изделий с внутренней резьбой. Сущность: устанавливают контролируемое изделие на основании, размещают внутри контролируемого изделия триангуляционный измеритель дальности, с помощью которого формируют первый зондирующий луч в направлении резьбовой поверхности контролируемого изделия. Перемещают триангуляционный измеритель дальности вдоль оси резьбы контролируемого изделия, принимают триангуляционным измерителем дальности диффузно-рассеянные резьбовой поверхностью лучи, преобразуют их в электрические сигналы, которые подают в персональную электронно-вычислительную машину (ПЭВМ). Дополнительно формируют с помощью триангуляционного измерителя дальности второй зондирующий луч в направлении резьбовой поверхности контролируемого изделия, при этом направляют оба зондирующих луча так, чтобы они лежали в одной и той же плоскости с осью резьбы контролируемого изделия и образовывали с этой осью углы, равные соответственно α1=(60±30)° и α2=(α1+60)°. Данная последовательность действий способа может быть реализована в устройстве контроля параметров внутренней резьбы, содержащем основание, на котором установлено контролируемое изделие, подвижную каретку, выполненную с возможностью перемещения вдоль оси резьбы контролируемого изделия и снабженную электроприводом перемещения и датчиком линейного перемещения, триангуляционный измеритель дальности, установленный на подвижной каретке и снабженный электроприводом поворота вокруг продольной оси и датчиком угла поворота, и персональную электронную вычислительную машину (ПЭВМ), входы которой подключены к выходам триангуляционного измерителя дальности, датчика линейного перемещения и датчика угла поворота, а выходы - к электроприводам перемещения и поворота. При этом в триангуляционном измерителе дальности формирование двух зондирующих лучей и прием соответствующих диффузно-рассеянных лучей осуществляется с помощью двух оптоэлектронных головок. Также каждая из оптоэлектронных головок выполнена в виде коноскопа, оптически связанного через объектив с поверхностью соответствующего резьбового участка контролируемого изделия, при этом выход коноскопа является выходом триангуляционного измерителя дальности. Технический результат: расширение номенклатуры типов контролируемых резьб. 2 н. и 3 з.п. ф-лы, 10 ил.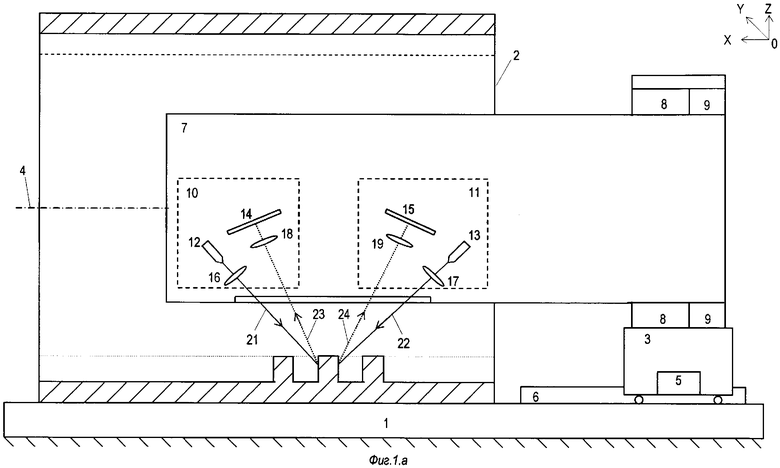
1. Способ контроля параметров внутренней резьбы, заключающийся в том, что устанавливают контролируемое изделие на основании, размещают внутри контролируемого изделия триангуляционный измеритель дальности, с помощью которого формируют первый зондирующий луч в направлении резьбовой поверхности контролируемого изделия, перемещают триангуляционный измеритель дальности вдоль оси резьбы контролируемого изделия, принимают триангуляционным измерителем дальности диффузно-рассеянные резьбовой поверхностью лучи, преобразуют их в электрические сигналы, которые подают в персональную электронно-вычислительную машину (ПЭВМ), где производят обработку полученных данных по определению дальностей до точек резьбовой поверхности и формирование на их основе профиля резьбы, по завершении перемещения вдоль оси резьбы осуществляют поворот триангуляционного измерителя дальности в другое угловое положение и повторяют указанную последовательность действий, и так до тех пор, пока не будет просканирована указанным образом вся резьбовая поверхность контролируемого изделия, отличающийся тем, что формируют с помощью триангуляционного измерителя дальности второй зондирующий луч в направлении резьбовой поверхности контролируемого изделия, при этом направляют оба зондирующих луча так, чтобы они лежали в одной и той же плоскости с осью резьбы контролируемого изделия и образовывали с этой осью углы, равные соответственно:
α1=(60±30)° и α2=(α1+60)°,
а обработку в ПЭВМ полученных данных по формированию профиля резьбы осуществляют по формуле:
hcовi=0,5(h1i+h2i)=T-0,5(d1i+d2i),
где d1i и d2i - значения дальности до точки профиля резьбы с координатой хi, полученные при сканировании резьбовой поверхности контролируемого изделия соответственно первым и вторым зондирующими лучами;
h1i и h2i - значения высоты точки профиля резьбы с координатой хi, полученные при сканировании резьбовой поверхности контролируемого изделия соответственно первым и вторым зондирующими лучами;
Т - максимальное расстояние от центра оптической системы триангуляционного измерителя дальности до резьбовой поверхности (постоянная величина, задается конструктивно);
hcoвi - значение высоты точки совмещенного профиля резьбы с координатой хi;
i=0, 1, 2, 3,….
2. Устройство контроля параметров внутренней резьбы, содержащее основание, на котором установлено контролируемое изделие, подвижную каретку, выполненную с возможностью перемещения вдоль оси резьбы контролируемого изделия и снабженную электроприводом перемещения и датчиком линейного перемещения, триангуляционный измеритель дальности, установленный на подвижной каретке и снабженный электроприводом поворота вокруг продольной оси и датчиком угла поворота, и персональную электронную вычислительную машину (ПЭВМ), входы которой подключены к выходам триангуляционного измерителя дальности, датчика линейного перемещения и датчика угла поворота, а выходы - к электроприводам перемещения и поворота, при этом триангуляционный измеритель дальности выполнен с возможностью формирования первого зондирующего луча в направлении резьбовой поверхности контролируемого изделия и приема диффузно-рассеянных данной поверхностью лучей и имеет полый корпус с прорезью в боковой части для выхода и приема указанных лучей, отличающееся тем, что триангуляционный измеритель дальности выполнен с возможностью формирования также второго зондирующего луча в направлении резьбовой поверхности контролируемого изделия и приема диффузно-рассеянных данной поверхностью лучей, при этом оба зондирующих луча направлены в сторону резьбовой поверхности контролируемого изделия так, что они лежат в одной и той же плоскости с осью резьбы контролируемого изделия и образуют с этой осью углы, равные соответственно:
α1=(60±30)° и α2=(α1+60)°.
3. Устройство по п.2, отличающееся тем, что в триангуляционном измерителе дальности формирование обоих зондирующих лучей и прием соответствующих диффузно-рассеянных лучей осуществляется с помощью двух оптоэлектронных головок, каждая из которых образована из источника излучения и оптически сопряженного с ним через поверхность соответствующего резьбового участка позиционно-чувствительного фотоприемника, выход которого является выходом триангуляционного измерителя дальности.
4. Устройство по п.3, отличающееся тем, что каждая из оптоэлектронных головок выполнена в виде коноскопа, оптически связанного через объектив с поверхностью соответствующего резьбового участка контролируемого изделия, при этом выход коноскопа является выходом триангуляционного измерителя дальности.
5. Устройство по п.2, отличающееся тем, что в триангуляционном измерителе дальности формирование обоих зондирующих лучей и прием соответствующих диффузно-рассеянных лучей осуществляется с помощью оптоэлектронной головки, выполненной в виде коноскопа, оптически связанного через объектив и поворотное зеркало с соответствующей резьбовой поверхностью контролируемого изделия, при этом электропривод поворотного зеркала соединен с выходом ПЭВМ, а выход коноскопа является выходом триангуляционного измерителя дальности.
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ВНУТРЕННЕЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2152000C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБОВЫХ ТРУБНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2267086C1 |
| US 4544268 A, 01.10.1985 | |||
| US 3922093 А1, 25.11.1975 | |||
| DE 3306194 A1, 08.09.1983. | |||

