Изобретение относится к химической технологии, конкретно к технологии переработки отработавшего ядерного топлива (ОЯТ).
В общепринятой мировой практике экстракционной технологии переработки ОЯТ реакторов на тепловых нейтронах одной из ключевых операций является разделение урана и плутония.
Независимо от применяемых реагентов и типа экстракционной аппаратуры [В.И.Волк, В.М.Мартынов. Современное состояние экстракционной переработки облученного ядерного топлива за рубежом (технология и аппаратура), изд. ГКАЭ-ВНИИНМ, М., 1982 г.], эта операция достаточно однообразно реализуется на всех зарубежных комплексах по переработке ОЯТ и на отечественном комплексе РТ-1. Для разделения урана и плутония экстракт (30% раствор трибутилфосфата в углеводородном разбавителе, содержащий уран, плутоний и сопутствующие элементы - нептуний, технеций и др.) в противотоке обрабатывают водным раствором реагента (или нескольких реагентов), восстанавливающего экстрагируемый плутоний (IV) до слабоэкстрагируемого плутония (III) и выводят водный поток, получаемый в результате такой обработки и содержащий плутоний в степени окисления Pu (III), из экстракционного цикла.
Как правило, выводимый поток проходит перед выводом дополнительную обработку потоком оборотного экстрагента для удаления из потока сопутствующего плутонию урана.
Очевидно, что двуединой задачей операции разделения урана и плутония является а) вывод плутония из цикла в виде максимально концентрированного потока для уменьшения объемов жидких радиоактивных отходов (ЖРО) последующего аффинажного плутониевого цикла и б) максимальная очистка уранового экстракта от плутония.
Недостаток принятого повсеместно способа разделения урана и плутония является внутренне присущим и вытекает из внутреннего противоречия задач, решаемых операцией разделения по принятому способу.
Для достижения максимальной очистки уранового экстракта от плутония требуется возрастающий по величине поток реэкстрагента плутония.
Для достижения высокой концентрации плутония в реэкстрагирующем потоке требуется убывающий (до минимально возможного) по величине поток реэкстрагента плутония.
В результате операция разделения урана и плутония проводится в компромиссных условиях, т.е. при таком соотношении потоков фаз, при котором каждая из задач операции решается на приемлемом уровне, а некоторая оптимизация решения достигается использованием наиболее эффективных реагентов-восстановителей.
На отечественном комплексе РТ-1 операция разделения урана и плутония проводится на блоке из 16 смесительно-отстойных экстракторов (ступеней), из которых 10 ступеней используется для разделительного процесса (восстановительной реэкстракции плутония) и 6 ступеней - для отмывки (удаления) урана из выводимого плутониевого потока.
Соотношение потоков фаз на ступенях 7-16 (разделительная часть блока), O:В, составляет от 8,0 до 8,5, что в сочетании с эффективной системой уран (IV) - нитрат гидразина позволяет получать выводимый плутониевый поток с содержанием плутония от 6 до 8 г/л при остаточном содержании плутония в урановом экстракте 0,020-0,025 мг/л.
Достигаемый компромиссный результат обусловлен еще и тем, что восстановитель, уран (IV), генерируется непосредственно в потоке реэкстрагента плутония с помощью встроенных электролитических ячеек, т.е. без разбавления потока.
Такой способ является наилучшим из многих способов-аналогов и выбран нами в качестве способа-прототипа [А.А.Копырин, А.И.Карелин, В.А.Карелин. Технология производства и радиохимической переработки ядерного топлива. - М.: Атомэнергоиздат, 2006 г., стр.231-232].
Недостатком способа-прототипа является низкое качество разделения урана и плутония, прежде всего невысокая концентрация плутония в выводимом потоке. При среднем содержании плутония 7 г/л величина потока составляет ~1,4 м3/т топлива, а с учетом дополнительных потоков, вводимых в плутониевый цикл (азотная кислота на корректировку ее содержания, промывной поток, реэкстрагирующий поток, ввод реагента-осадителя и др.) объем ЖРО плутониевого цикла составит более 3 м3/т топлива, что сопоставимо с объемом высокоактивного рафината головного цикла.
Задачей, на решение которой направлено предлагаемое изобретение, является повышение содержания плутония в выводимом плутониевом потоке при одновременном снижении содержания плутония в урановом экстракте.
Способ разделения урана и плутония в экстракционной технологии переработки отработавшего ядерного топлива, включающий многоступенчатую противоточную обработку уран-плутониевого экстракта водным раствором восстановителя, восстанавливающего плутоний до слабоэкстрагируемого состояния Pu (III) и вывод водного плутонийсодержащего раствора из экстракционного цикла, отличающийся тем, что разделение урана и плутония проводят в две последовательные стадии, первую из которых проводят при соотношении потоков органической и водной фаз, O:В, от 25 до 50, и образующийся при этом плутонийсодержащий водный раствор выводят из экстракционного цикла, а вторую проводят при O:В от 7 до 15, в образующемся при этом водном растворе разрушают избыток восстановителя и окисляют Pu (III) до Pu (IV), после чего раствор возвращают в экстракционный цикл в зону, предшествующую первой стадии процесса разделения.
В частном варианте первую стадию процесса разделения (вывод плутония из экстракционного цикла) осуществляют на произвольном количестве массообменных экстракционных аппаратов (ступеней), вплоть до одной ступени.
В частном варианте на ступени (ступенях) стадии вывода плутония из экстракционного цикла в зоне массообмена обеспечивают объемную долю водной фазы, равную от 0,3 до 0,5.
В частном варианте массообмен между органической и водной фазами на стадии вывода плутония из экстракционного цикла осуществляют в слое регулярной зернистой насадки с размерами зерна от 0,3 до 0,8 мм при спутном восходящем движении фаз в зернистом слое и разделении потоков фаз, включая газообразную, после прохождения зернистого слоя.
В частном случае плутонийсодержащий раствор второй стадии разделения смешивают в протоке с раствором азотной кислоты до ее содержания в объединенном потоке от 2,7 до 4,5 моль/л, объединенный поток пропускают через слой активированного угля при температуре от 35 до 50°С и времени контакта от 2 до 5 мин, после чего направляют в экстракционный цикл в качестве промывного раствора.
При реализации процесса разделения урана и плутония по предлагаемому способу задачи вывода плутония из цикла и очистки урана от плутония разделены и решаются практически независимо.
На стадии вывода плутония выполняется условие материального баланса, Gвыв=Спост, где Свыв и Gпост - количество выведенного и поступившего извне на переработку плутония в единицу времени.
Кроме поступившего извне (Gпост), на первую стадию поступает плутоний, возвращаемый в экстракционный цикл со второй стадии (Gрефл).
Параметр эффективности первой стадии (k) определяется соотношением

из которого следует, что в интервале 1>k>0,5, т.е. при прямом выходе плутония на первой стадии более 50% одновременно достигается:
- заданная высокая концентрация плутония в выводимом потоке;
- пониженная нагрузка по плутонию на вторую (очистную) стадию процесса.
Широкий интервал значений k позволяет реализовать на ограниченном числе ступеней (вплоть до одной) первую стадию предлагаемого способа.
Для реализации условий массообмена на первой стадии процесс осуществляют в насадочном аппарате с развитой поверхностью насадки, обеспечивающим требуемую задержку (объемную долю) водной фазы и безэмульсионный (пленочный) режим контакта фаз [Алипченко В.Н., Бахрушин А.Ю., Веселев С.Н., Волк В.И. и др. Вестник МЭИ, №4, 2005, стр.40-47]. Такой вариант проведения процесса минимизирует остаточное содержание плутония в органическом урановом потоке за счет а) высокого содержания реагентов-восстановителей в зоне массообмена и б) исключения эмульсионного загрязнения уранового потока концентрированным раствором плутония. Восходящее движение потоков в слое обеспечивает постоянный вывод газообразных продуктов редокс-реакций из зоны массообмена.
Предлагаемый способ рефлаксирования плутонийсодержащего раствора второй стадии в экстракционный цикл с проточной корректировкой содержания азотной кислоты и проточным каталитическим окислением избытка восстановителя и окислением Pu (III) до Pu (IV) сохраняет непрерывность процесса и не требует «передержки» потока в емкостях-реакторах.
На экстракционной установке, технологическая схема которой (количество экстракционных блоков, число ступеней в блоках, относительные величины потоков) повторяет схему головного цикла переработки ОЯТ ВВЭР-440 на ПО «Маяк», была проведена сопоставительная проверка способа-прототипа и предлагаемого способа.
Технологическая схема установки представлена на фиг.1, где пунктиром обозначены органические потоки, а сплошной линией водные потоки.
Составы и относительные величины потоков представлены в таблице 1.
Схема включает 4 блока, скомпонованных из малогабаритных центробежных экстракторов ЭЦ-33: экстракционно-промывной (16 ступеней), блок разделения урана и плутония (16 ступеней), блок реэкстракции урана (12 ступеней) и блок регенерации экстрагента (3 ступени). На первом блоке проводится извлечение урана и плутония и две разнокислотные промывки экстракта, при этом отработанный слабокислый промывной раствор поступает в зону экстракции в обвод зоны кислой промывки.
Промытый экстракт поступает на блок разделения. Реэкстрагирующий раствор содержит только нитрат гидразина, комплексен и азотную кислоту, а собственно восстановитель, уран (IV), генерируется в электролитических ячейках, установленных на перетоках водной фазы между ступенями 10-11 и 13-14 разделительного блока. Каждая из ячеек генерировала из урана, равновесно распределяемого между водными и органическими потоками, до 10÷15 г/л урана (IV).
В поток питания, кроме урана и плутония, был введен также технеций в виде Tc (VII), отрицательно влияющий на полноту восстановления Pu (IV) до Pu (III).
Отбор и анализ выходящих потоков экстракционного цикла производили после выхода цикла на стационарный режим (примерно 3 полных оборота органического потока и постоянство состава выходящих потоков). Как видно из табл.1, составы плутониевого и уранового реэкстракта вполне ожидаемы и соответствуют литературным данным и практике эксплуатации комплекса РТ-1.
Для проверки предлагаемого способа в технологическую схему установки были внесены необходимые изменения:
- в схему включен массообменный аппарат-сепаратор с зернистой загрузкой (металлический порошок из нержавеющей стали с диаметром зерна от 0,3 до 0,5 мм) для проведения первой стадии процесса разделения;
- в схему включена колонна каталитического окисления с загрузкой активированным углем АГ-3;
- из разделительного блока исключены ступени отмывки плутониевого реэкстракта от урана (6 ступеней), т.к. ожидаемое соотношение Pu/U в выводимом потоке уже превышает требуемое в МОКС-топливе (потребитель потока).
Технологическая схема установки для проверки предлагаемого способа представлена на фиг.2, где органические потоки изображены пунктиром, а водные сплошной линией.
Условное обозначение К.К.О. означает колонку каталитического обмена. Установка с обозначением С означает сепаратор.
Предлагаемый способ был проверен в нескольких вариантах, различающихся составом и(или) величиной потоков - реэкстрагентов плутония на первой и второй стадиях процесса.
При проверке без изменений остались составы и величины потоков 01, 02, 03, 13 и 17. Поток 09 (в предлагаемом способе - реэкстрагент плутония второй стадии) не изменялся по составу, но в различных вариантах изменялся по величине, величина потока 13 понижена (при том же составе) до 10,10 м3/TU.
Вариант 1. Для первой стадии процесса использован раствор карбогидразида, CO(N2H3)2. Этот реагент одновременно выполняет функции восстановителя и стабилизатора плутония (III), т.н. «антинитрита». Состав реэкстрагента плутония второй стадии - без изменений, однако величина потока понижена с 1,41 м3/т до 1,0 м3/т.
Величины и составы выходных и промежуточных потоков после выхода установки на стационарное состояние представлены в табл.2.
Как видно из результатов, представленных в табл.2, величина плутониевого потока, выводимого из цикла, понижена по сравнению с прототипом примерно в 4,3 раза с пропорциональным ростом содержания плутония в потоке.
Параметр эффективности первой стадии процесса разделения, исходя из содержания плутония в потоках 04 и 04, равен k=0,73, что позволило резко уменьшить содержание плутония в потоке, поступающем на вторую стадию.
На первой стадии вместе с плутонием из экстракта удаляется преобладающая часть технеция. Эти факторы позволили на второй стадии процесса понизить в 2,5 раза (по сравнению с прототипом) содержание плутония в урановом продукте при уменьшенном на 30% потоке реэкстракта.
Вариант 2. Отличается от варианта 1 составом реэкстрагента плутония на первой стадии. В качестве восстановительных реагентов принята пара уран (IV)+гидразин, раствор приготовлен с использованием электролизера, не входящего в схему установки.
Величины и составы выходных и промежуточных потоков в стационарном состоянии установки представлены в табл.3.
Как видно из результатов табл.3, реэкстрагент первой стадии демонстрирует существенно более высокую эффективность, k=0,95, что в 7 раз снижает нагрузку по плутонию на вторую стадию разделения (поток 04') и позволяет понизить содержание плутония в урановом потоке до 50 мкг/кг U, т.е. более чем в 5 раз по сравнению со способом-прототипом.
Вариант 3. Результаты проверки предлагаемого способа по варианту 2 послужили основанием для дальнейшей оптимизации процесса. В варианте 3 была увеличена концентрация урана (IV) в реэкстрагенте плутония 1 стадии и понижена величина этого потока с O:В=30,6 (вариант 2) до O:В=43,9 (вариант 3). Поток реэкстрагента плутония 2 стадии также был понижен с O:В=10 до 0:В=15, т.е. объем рефлаксного потока (поток 05) практически стал равным потоку кислой промывки (поток 05) в способе-прототипе.
Результаты проверки предлагаемого способа в варианте 3 представлены в табл.4.
Из данных, представленных в табл.4, следует, что проведение процесса разделения в оптимизированном режиме демонстрирует, в сопоставлении со способом-прототипом, следующие преимущества:
- объем выводимого из цикла плутонийсодержащего потока понижен с 1,41 м3/тU до 0,23 м3/тU, т.е более чем в 6 раз по сравнению со способом-прототипом;
- нагрузка на стадию очистки урана от плутония снижена с 10 г Pu/кг U до 0,735 г Pu/кг U, что позволило даже при пониженном расходе реэкстрагента второй стадии повысить очистку урана от плутония в 5 раз по сравнению со способом-прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСТРАКЦИОННОЙ ПЕРЕРАБОТКИ ОБЛУЧЕННОГО ЯДЕРНОГО ТОПЛИВА | 2020 |
|
RU2727140C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОВМЕСТНОГО РАСТВОРА U И Pu | 2014 |
|
RU2561065C1 |
| СПОСОБ ВЫВЕДЕНИЯ НЕПТУНИЯ ПРИ ФРАКЦИОНИРОВАНИИ ДОЛГОЖИВУЩИХ РАДИОНУКЛИДОВ | 2010 |
|
RU2454740C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОБЛУЧЕННОГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) АЭС | 1997 |
|
RU2132578C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОБЛУЧЕННОГО ТОПЛИВА АЭС | 2013 |
|
RU2535332C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОБЛУЧЁННОГО ЯДЕРНОГО ТОПЛИВА | 2015 |
|
RU2603019C1 |
| Способ экстракционного концентрирования и очистки плутония | 2018 |
|
RU2691132C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОБЛУЧЕННОГО ЯДЕРНОГО ТОПЛИВА (ВАРИАНТЫ) | 2003 |
|
RU2249267C2 |
| СПОСОБ ВЫДЕЛЕНИЯ И РАЗДЕЛЕНИЯ ПЛУТОНИЯ И НЕПТУНИЯ | 2015 |
|
RU2642851C2 |
| СПОСОБ ЭКСТРАКЦИОННОЙ ПЕРЕРАБОТКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА АЭС | 2014 |
|
RU2574036C1 |

Изобретение относится к химической технологии, конкретно - к технологии переработки отработавшего ядерного топлива. Способ включает противоточную обработку уран-плутониевого экстракта водным раствором восстановителя, восстанавливающего плутоний до слабоэкстрагируемого состояния Pu (III), проводимую в две последовательные стадии. Первую из них проводят при соотношении потоков органической и водной фаз, O:B от 25 до 50, и образующийся при этом плутонийсодержащий водный раствор выводят из экстракционного цикла, а вторую проводят при О:В от 7 до 15, в образующемся при этом водном растворе разрушают избыток восстановителя и окисляют Pu (III) до Pu (IV), после чего раствор возвращают в экстракционный цикл в зону, предшествующую первой стадии разделения. Технический результат - повышение содержания плутония в потоке, выводимом из экстракционного цикла на дальнейшую переработку, и снижение содержания плутония в урановом продукте. 4 з.п. ф-лы, 2 ил., 4 табл.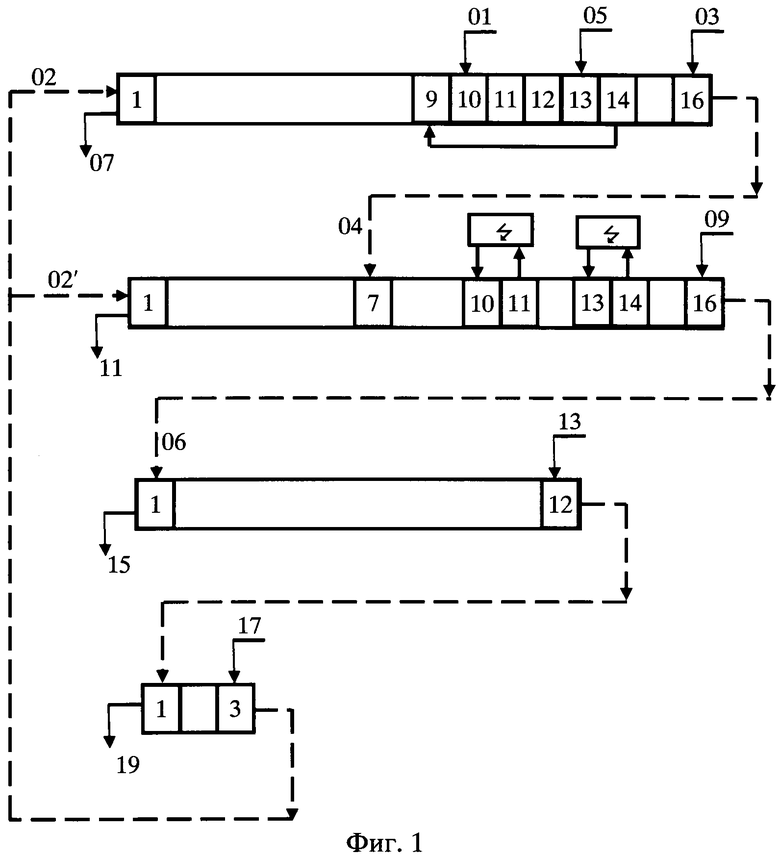
1. Способ разделения урана и плутония в экстракционной технологии переработки отработавшего ядерного топлива, включающий многоступенчатую противоточную обработку уран-плутониевого экстракта водным раствором восстановителя, восстанавливающего плутоний до слабоэкстрагируемого состояния Pu (III), и вывод водного плутонийсодержащего раствора из экстракционного цикла, причем разделение урана и плутония проводят в две последовательные стадии, первую из которых проводят при соотношении потоков органической и водной фаз, O:B, от 25 до 50, и образующийся при этом плутонийсодержащий водный раствор выводят из экстракционного цикла, а вторую проводят при O:B, от 7 до 15, в образующемся при этом водном растворе разрушают избыток восстановителя и окисляют Pu (III) до Pu (IV), после чего раствор возвращают в экстракционный цикл в зону, предшествующую первой стадии процесса разделения.
2. Способ по п.1, отличающийся тем, что стадию вывода плутония из экстракционного цикла осуществляют на произвольном количестве массообменных аппаратов (экстракционных ступеней) вплоть до одной ступени.
3. Способ по п.1, отличающийся тем, что на ступени (ступенях) стадии вывода плутония из экстракционного цикла производят контактирование фаз при объемной доле водной фазы от 0,3 до 0,5.
4. Способ по п.1, отличающийся тем, что контактирование фаз на стадии вывода плутония из экстракционного цикла осуществляют в слое регулярной зернистой насадки с размерами зерна от 0,3 до 0,8 мм при спутном восходящем движении фаз в зернистом слое и разделением потоков фаз, включая газообразную, после прохождения зернистого слоя.
5. Способ по п.1, отличающийся тем, что полутонийсодержащий водный раствор второй стадии смешивают в протоке с раствором азотной кислоты до ее содержания в объединенном растворе, от 2,5 до 4,0 моль/л, объединенный раствор пропускают через слой активированного угля при температуре от 25 до 50°С и времени контакта не менее 2 мин, после чего возвращают в цикл в качестве промывного раствора.
| КОПЫРИН А.А | |||
| и др | |||
| Технология производства и радиохимической переработки ядерного топлива | |||
| - М.: Атомэнергоиздат, 2006, с.206-208, 233 | |||
| СПОСОБ СТАБИЛИЗАЦИИ ПЛУТОНИЯ В ЧЕТЫРЕХВАЛЕНТНОМ СОСТОЯНИИ В АЗОТНО-КИСЛЫХ РАСТВОРАХ (ВАРИАНТЫ) | 2004 |
|
RU2270172C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ПЛУТОНИЯ В ЧЕТЫРЕХВАЛЕНТНОМ СОСТОЯНИИ (ВАРИАНТЫ) | 2002 |
|
RU2221751C1 |
| ТЕРМОКАТОД | 1972 |
|
SU434513A1 |

