Изобретение относится к обработке резанием, в частности для вскрытия отверстий больших диаметров в платах из неметаллического материала.
Известен инструмент для обработки отверстий (а.с. СССР №729006, кл. B23B 51/02, 1980), рабочая часть которого выполнена из листа и содержит канавки для отвода стружки.
Недостатком известного инструмента является недостаточная жесткость и виброустойчивость, а также сложность изготовления инструмента для вскрытия отверстий больших диаметров.
Наиболее близким к предлагаемому изобретению является инструмент для обработки отверстии (а.с. СССР №1271677, кл. B23B 51/02, 1986), рабочая часть которого выполнена из листа в форме равносторонних треугольников, соединенных между собой в виде тетраэдальной винтовой колонны, или из листов с образованием винтовой трехзаходной колонны и содержащей канавки для отвода стружки.
Недостатком известного инструмента является ограниченные технологические возможности ввиду недостаточной жесткости и виброустойчивости, а также сложность изготовления инструмента для вскрытия отверстий больших диаметров.
Техническим решением задачи является расширение технологических возможностей за счет повышения жесткости и виброустойчивости и упрощения изготовления.
Поставленная задача достигается тем, что в инструменте для вскрытия отверстий больших диаметров, состоящем из хвостовика и рабочей части, выполненной из трех свернутых в винт листов с образованием пустотелой винтовой поверхности, содержащей канавки для отвода стружки, по первому варианту рабочая часть выполнена из трех и более листов трапециевидной формы, скрученных в продольном направлении относительно собственной оси симметрии, изогнутых по винтовой линии на конической оправке в поперечном направлении и соединенных друг с другом по периметру рабочей части своими боковыми сторонами с образованием пустотелой винтовой конической поверхности по всей длине рабочей поверхности, и снабжена по наружному диаметру коническими винтовыми линиями, а по внутренней поверхности - коническими винтовыми канавками по всей длине рабочей части, причем с торцевой стороны рабочей части большего диаметра выполнены режущие и рассверливающие кромки, расположенные в различных плоскостях, при этом на каждом из листов трапециевидной формы в основании выполнен скос под углом 5-30°, по второму варианту в инструменте для вскрытия отверстий больших диаметров, состоящем из хвостовика и рабочей части, выполненной из трех свернутых в винт листов с образованием пустотелой винтовой поверхности, содержащей канавки для отвода стружки, рабочая часть выполнена, по крайней мере, из трех и более винтовых трапециевидных листов криволинейной вогнутой или выпуклой формы, описанных кривыми различного порядка и степени кривизны с центрами, расположенными наружи и внутри поперечного сечения рабочей части, причем с торцевой стороны рабочей части большего диаметра выполнены режущие и рассверливающие кромки, расположенные в различных плоскостях, при этом на каждом из листов трапециевидной формы в основании выполнен скос под углом 5-30°.
По данным патентно-технической литературы не обнаружено техническое решение, аналогичное заявляемому, что позволяет судить об изобретательском уровне предлагаемой конструкции инструмента для вскрытия отверстий больших диаметров.
Новизна заключается в том, что первому варианту рабочая часть выполнена из трех и более листов трапециевидной формы, скрученных в продольном направлении относительно собственной оси симметрии, изогнутых по винтовой линии на конической оправке в поперечном направлении и соединенных друг с другом по периметру рабочей части своими боковыми сторонами с образованием пустотелой винтовой конической поверхности по всей длине рабочей поверхности, и снабжена по наружному диаметру коническими винтовыми линиями, а по внутренней поверхности - коническими винтовыми канавками по всей длине рабочей поверхности, причем с торцевой стороны рабочей поверхности выполнены режущие кромки и рассверливающие кромки, расположенные в различных плоскостях, что расширяет технологические возможности за счет упрощения изготовления, уменьшения сил трения и облегчения вскрытия отверстий больших диаметров, повышения жесткости и виброустойчивости.
Новизна заключается также в том, что благодаря винтовым поверхностям двоякой кривизны рабочей части по первому и второму вариантам уменьшается сила трения и облегчается процесс вскрытия отверстий больших диаметров, что расширяет технологические возможности.
Новизна обусловлена также тем, что рабочая часть выполнена по второму варианту, по крайней мере, из трех и более винтовых трапециевидных листов криволинейной вогнутой или выпуклой формы, описанных кривыми различного порядка и степени кривизны с центрами, расположенными наружи и внутри поперечного сечения рабочей части, причем с торцевой стороны рабочей части выполнены режущие и рассверливающие кромки, расположенные в различных плоскостях, что расширяет технологические возможности за счет упрощения изготовления, уменьшения сил трения и облегчения вскрытия отверстий больших диаметров, повышения жесткости и виброустойчивости.
Новизна усматривается в том, что рабочая часть по первому и второму вариантам выполнена, по крайней мере, из трех и более листов трапециевидной формы, что упрощает изготовление и расширяет технологические возможности.
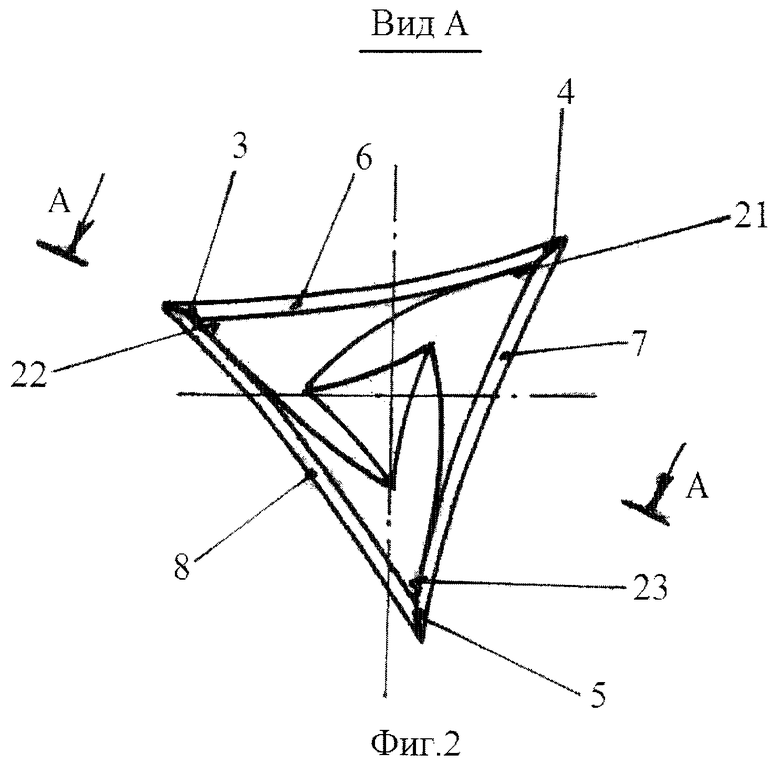
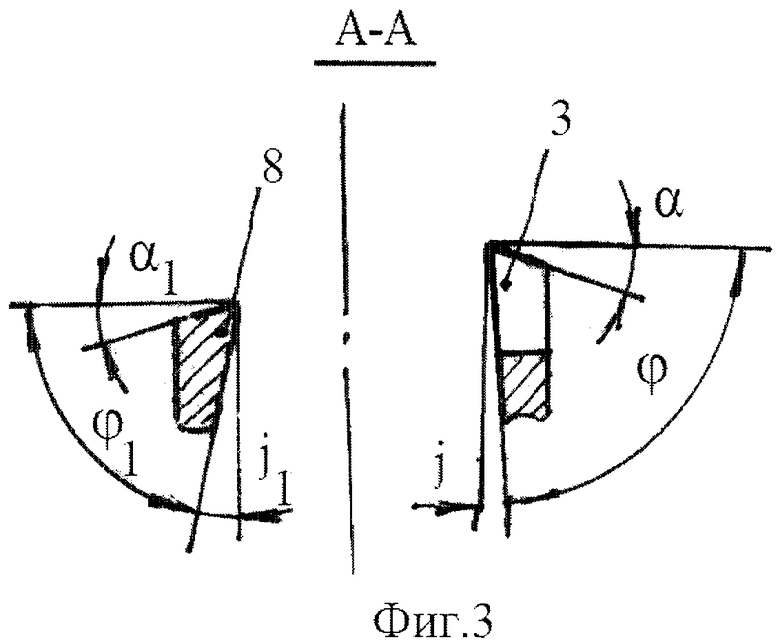
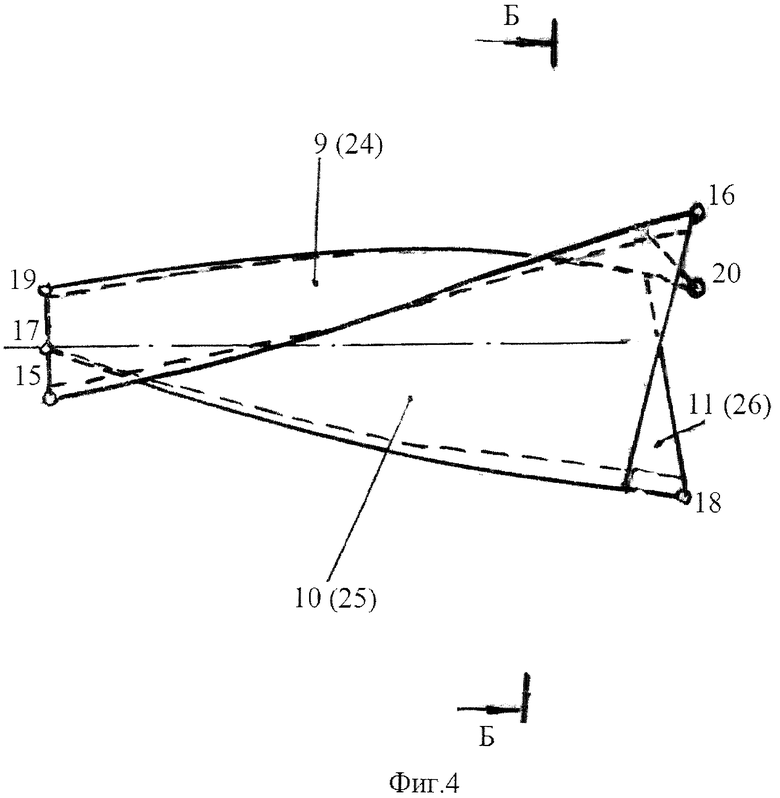
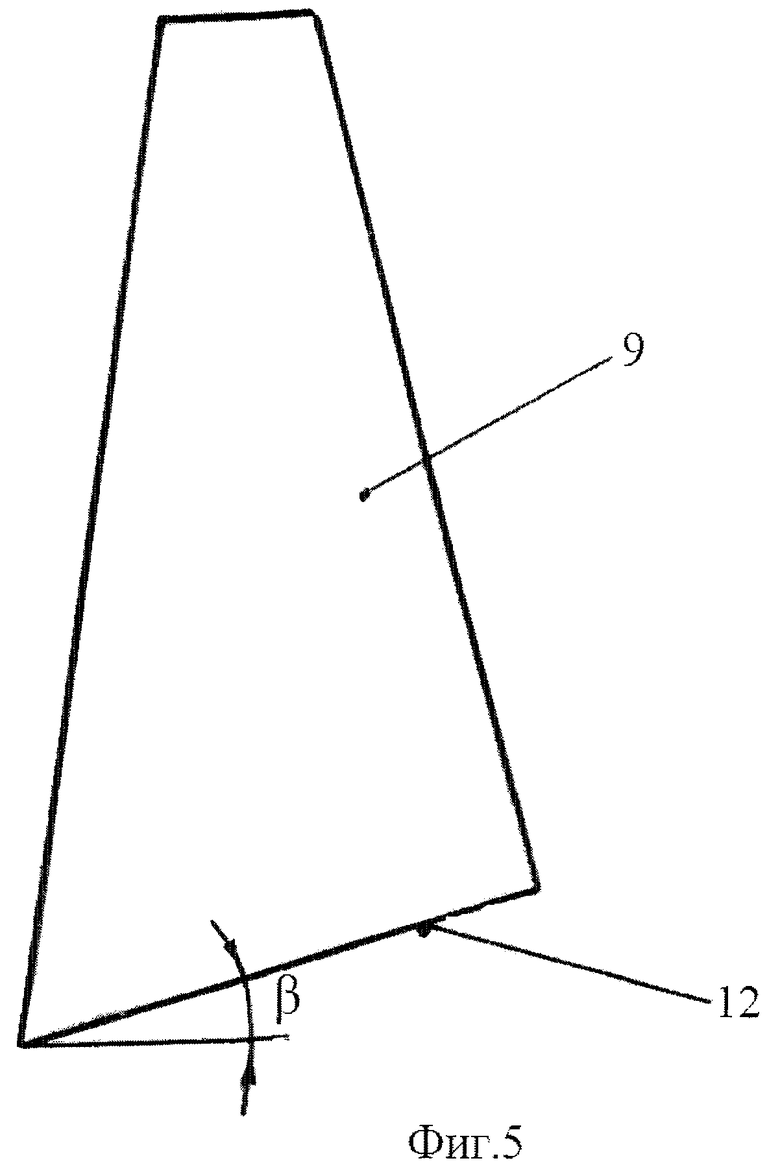
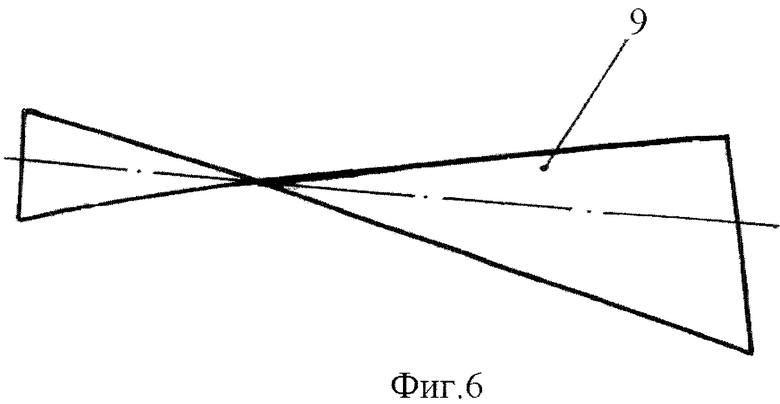
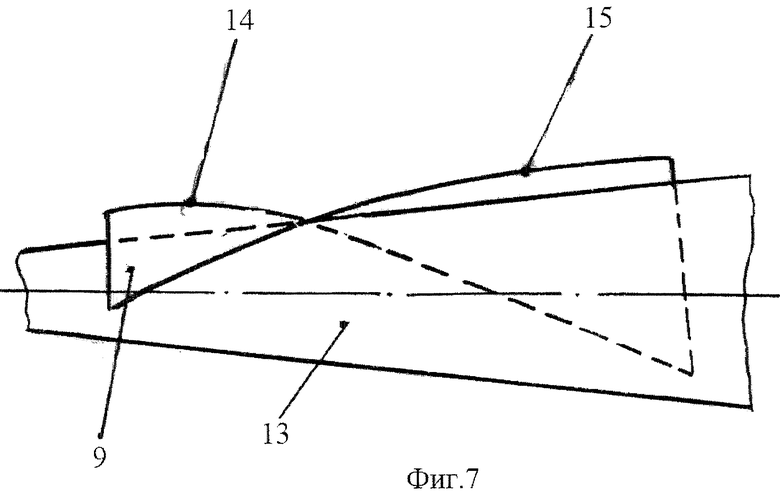
Сущность изобретения поясняется чертежами, где: на фиг.1 изображен инструмент для вскрытия отверстий больших диаметров, общий вид; на фиг.2 - вид А на фиг.1; на фиг.3 - сечение А-А на фиг.2; на фиг.4 - рабочая часть инструмента, общий вид; на фиг.5 - лист трапециевидной формы; на фиг.6 - лист трапециевидной формы после скручивания в продольном направлении относительно собственной продольной оси; на фиг.7 - лист трапециевидной формы после сгиба в поперечном направлении по винтовой линии на конусной оправке.
Инструмент для вскрытия отверстий больших диаметров состоит из рабочей части 1 и хвостовика 2 (фиг.1, фиг.2), который прикреплен жестко с одной торцевой стороны рабочей части. На второй торцевой стороне рабочей части 1 выполнены режущие кромки 3, 4, 5 и три рассверливающие кромки 6, 7, 8. Рассверливающие кромки 6, 7, 8 являются продолжением режущих кромок 3, 4, 5 и увеличивают длину контакта резания, что при одной и той же ширине выреза при прочих равных условиях резания повышает стойкость режущего инструмента.
Углы заточки могут быть различны в зависимости от конкретных условий обработки: например, для режущих кромок 3, 4, 5 (фиг.3) передний угол j, задний угол α, угол резания φ; для рассверливающих кромок 6, 7, 8 передний угол j1, задний угол α1, угол резания φ1.
Рабочая часть 1 инструмента для вскрытия отверстий больших диаметров (фиг.4) по первому варианту выполнена из листов 9, 10, 11, скрученных в продольном и в поперечном направлениях по винтовым линиям. Один из листов трапециевидной формы 9 показана на фиг.5 со скосом 12 у основания трапеции 9 под углом β=5-30°. Каждый из листов 9, 10, 11 скручен в продольном направлений относительно собственной оси симметрии, например как лист 9 (фиг.6), у которого зафиксирован в горячем или холодном состоянии один из его концов и повернут другой конец листа в заданном направлении. Скрученный таким образом лист 9 размещают на конической оправке 13 (фиг.7) и изгибают так, чтобы кромки 14, 15 листа 9 разместились в поперечном направлении по винтовой линии. При этом лист 9 деформируют и снимают с оправки 13 либо фиксируют на ней в деформированном положении. Аналогичным образом деформируют остальные листы 10, 11, образующие рабочую часть инструмента. Далее три или более деформированных таким образом листа 9, 10, 11 соединяют известными методами по боковым кромкам 14, 15. В результате по периметру рабочей части 1 (фиг.4) по наружной поверхности образуются три плавные винтовые линии 15-16, 17-18, 19-20 и три внутренние плавные канавки 21, 22, 23 (фиг.2). На фиг.4, листы, изготовленные по первому варианту, обозначены позициями 9, 10, 11, а изготовленные по второму варианту 24, 25, 26 и указаны на фиг.4 в скобках.
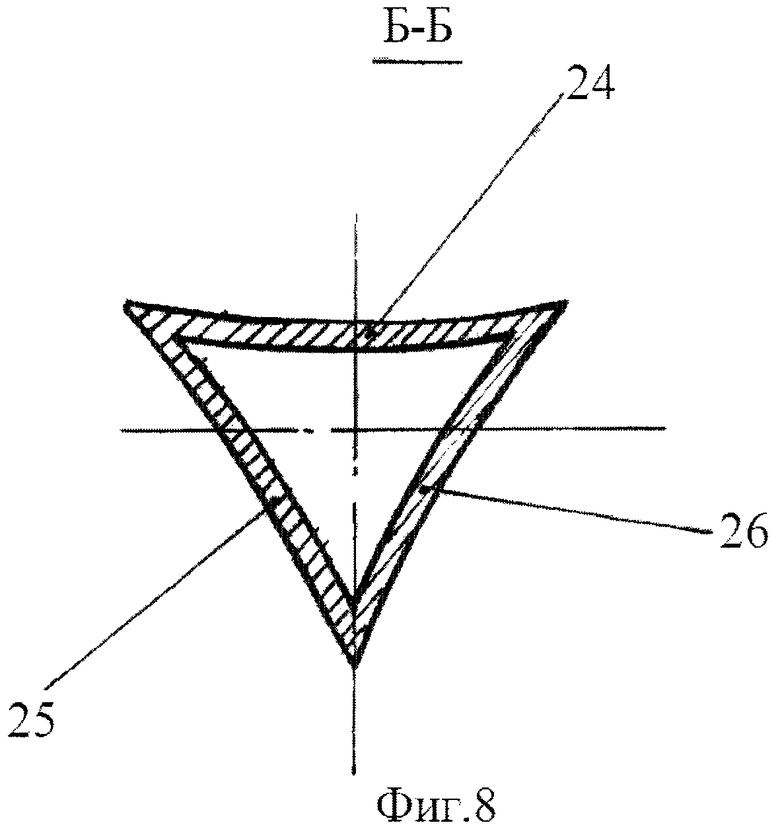
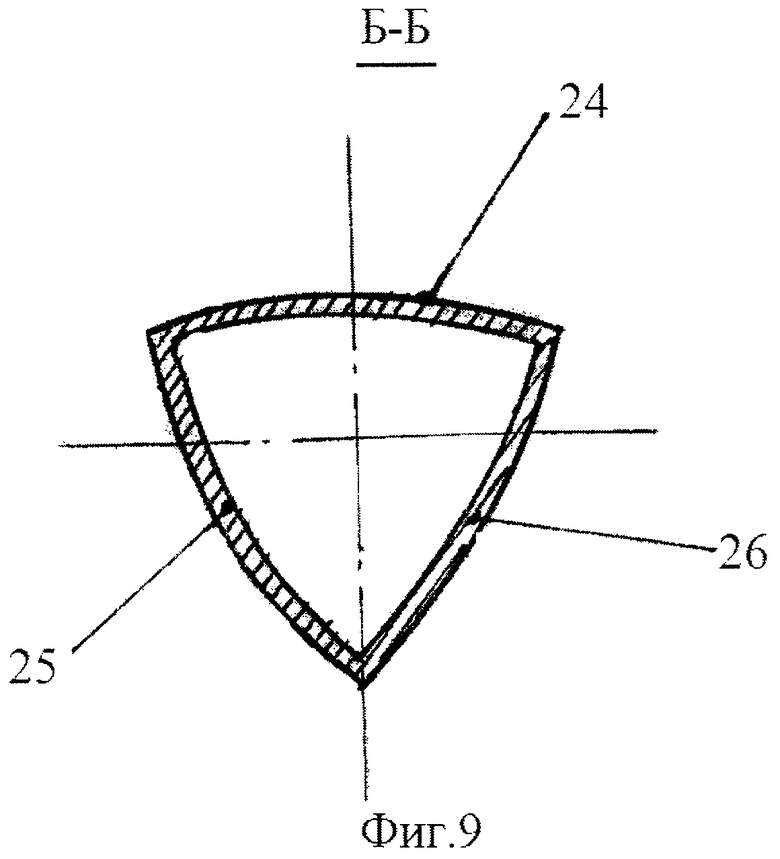
Рабочая часть 1 по второму варианту может быть изготовлена пустотелой винтовой по периметру из трех и более свернутых в вертикальной плоскости и последовательно соединенных между собой по длине рабочей части листов 24, 25, 26 криволинейной вогнутой (фиг.8) или выпуклой (фиг.9) формы относительно оси вращения рабочей части 1 и описанных кривыми различного порядка и степени кривизны, например линиями второго порядка кривизны:
- эллипсом x2/a2+y2/b2=1;
- параболой y2=2·p·x;
- гиперболой y=к/x;
Линиями третьего порядка кривизны и выше:
- Декартов лист x3+y3-3·a·x·y=0;
- локон Аньези y=a3·(α2+x2);
- строфоида y3=x2(a+x)/(a-x);
- улитка Паскаля (x2+y2-2R·x)-a2·(x2+y2)=0 и т.д.;
и линиями n-го порядка кривизны - полиномами.
Линии соединения свернутых в винт листов образуют ясно выраженную однонаправленную трехходовую и более винтовую рабочую часть 1.
Предлагаемая конструкция инструмента для вскрытия отверстий больших диаметров может быть применена для вскрытия отверстий в платах из неметаллических материалов, например из стеклотекстолита. Образующая при вскрытии отверстий стружка поступает в отверстие внутреннего канала и в дальнейшем при перемещении инструмента для вскрытия другого отверстия выводится за пределы инструмента.
Технико-экономические преимущества возникают за счет расширения технологических возможностей в результате повышения жесткости и виброустойчивости при вскрытия отверстий больших диаметров, а также упрощения изготовления инструмента для вскрытия отверстий больших диаметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2009 |
|
RU2457082C2 |
| Инструмент для обработки отверстий | 1985 |
|
SU1271677A1 |
| Устройство для получения кормовых гранул из стебельчатой массы | 2016 |
|
RU2636478C1 |
| ЗАБИВНАЯ СВАЯ | 2004 |
|
RU2265106C1 |
| СВАЯ ЗАБИВНАЯ | 2014 |
|
RU2555727C1 |
| ВИНТОВАЯ СВАЯ | 2014 |
|
RU2565621C1 |
| ЗАВИХРИТЕЛЬ РЕДУКТОРНЫЙ | 2010 |
|
RU2436618C1 |
| АГРЕГАТ ДЛЯ РЕЗКИ СОЛОМЫ И РАЗНОТРАВЬЯ | 2016 |
|
RU2626634C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ СЕМЯН ОТ СОРА | 2014 |
|
RU2555725C1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ СОЛОМЕННОЙ МУКИ | 2015 |
|
RU2603031C1 |
Инструмент состоит из хвостовика и рабочей части, выполненной из трех свернутых в винт листов с образованием пустотелой винтовой поверхности, содержащей канавки для отвода стружки. Для расширения технологических возможностей за счет повышения жесткости и виброустойчивости рабочая часть выполнена из трех и более листов трапециевидной формы, скрученных в продольном направлении относительно собственной оси симметрии, изогнутых по винтовой линии на конической оправке в поперечном направлении и соединенных друг с другом по периметру рабочей части своими боковыми сторонами с образованием пустотелой винтовой конической поверхности по всей длине рабочей поверхности, и снабжена по наружному диаметру коническими винтовыми линиями, а по внутренней поверхности - коническими винтовыми канавками по всей длине. С торцевой стороны рабочей части большего диаметра выполнены режущие и рассверливающие кромки, расположенные в различных плоскостях, при этом на каждом из листов трапециевидной формы в основании выполнен скос под углом 5-30°. По другому варианту рабочая часть выполнена, по крайней мере, из трех и более винтовых трапециевидных листов криволинейной вогнутой или выпуклой формы, описанных кривыми различного порядка и степени кривизны с центрами, расположенными наружи и внутри поперечного сечения рабочей части. 2 н.п. ф-лы, 9 ил.
1. Инструмент для вскрытия отверстий больших диаметров, состоящий из хвостовика и рабочей части, выполненной из трех свернутых в винт листов с образованием пустотелой винтовой поверхности, содержащей канавки для отвода стружки, отличающийся тем, что рабочая часть выполнена из трех и более листов трапециевидной формы, скрученных в продольном направлении относительно собственной оси симметрии и изогнутых по винтовой линии на конической оправке в поперечном направлении и соединенных друг с другом по периметру рабочей части своими боковыми сторонами с образованием пустотелой винтовой конической поверхности по всей длине рабочей поверхности, и снабжена по наружному диаметру коническими винтовыми линиями, а по внутренней поверхности - коническими винтовыми канавками по всей длине, причем с торцевой стороны рабочей части большего диаметра выполнены режущие и рассверливающие кромки, расположенные в различных плоскостях, при этом на каждом из листов трапециевидной формы в основании выполнен скос под углом 5-30°.
2. Инструмент для вскрытия отверстий больших диаметров, состоящий из хвостовика и рабочей части, выполненной из трех свернутых в винт листов с образованием пустотелой винтовой поверхности, содержащей канавки для отвода стружки, отличающийся тем, что рабочая часть выполнена, по крайней мере, из трех и более винтовых трапециевидных листов криволинейной вогнутой или выпуклой формы, описанных кривыми различного порядка и степени кривизны с центрами, расположенными наружи и внутри поперечного сечения рабочей части, причем с торцевой стороны рабочей части большего диаметра выполнены режущие и рассверливающие кромки, расположенные в различных плоскостях, при этом на каждом из листов трапециевидной формы в основании выполнен скос под углом 5-30°.
| Инструмент для обработки отверстий | 1985 |
|
SU1271677A1 |
| Способ изготовления спиралей шнеков | 1975 |
|
SU671899A1 |
| Сверло | 1977 |
|
SU729006A1 |
| Винт винтового конвейера и способ его изготовления | 1989 |
|
SU1703584A1 |
| ВИНТОВАЯ СВАЯ | 1999 |
|
RU2172373C2 |
| Прибор для демонстрации гироскопических явлений | 1984 |
|
SU1251156A1 |
| Толковый металлургический словарь | |||
| - М.: Русский язык, 1989, с.146, 247. | |||

