(54) СВЕРЛО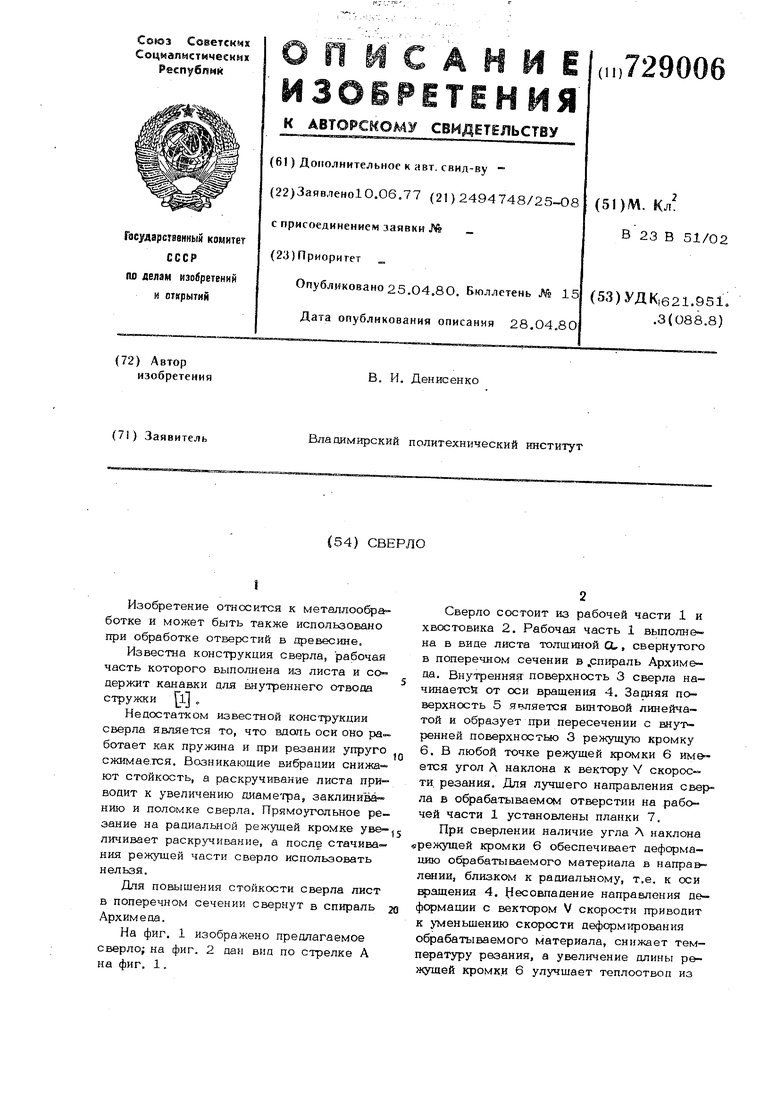
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2009 |
|
RU2457082C2 |
| Инструмент для обработки отверстий | 1985 |
|
SU1271677A1 |
| БОЛТ | 1996 |
|
RU2115035C1 |
| КОЛЬЦЕВОЕ РЕВЕРСИВНОЕ СВЕРЛО | 2008 |
|
RU2377101C1 |
| РЕВЕРСИВНОЕ СВЕРЛО | 2001 |
|
RU2214318C2 |
| СВЕРЛО | 2001 |
|
RU2277458C2 |
| Сверло с механическим креплением режущих пластин | 1980 |
|
SU965628A1 |
| Сборное сверло | 1991 |
|
SU1816567A1 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В СПЛОШНОМ МЕТАЛЛЕ | 1995 |
|
RU2147490C1 |
| СВЕРЛО С ИНДЕКСИРУЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И КОРПУС СВЕРЛА | 2010 |
|
RU2496612C2 |
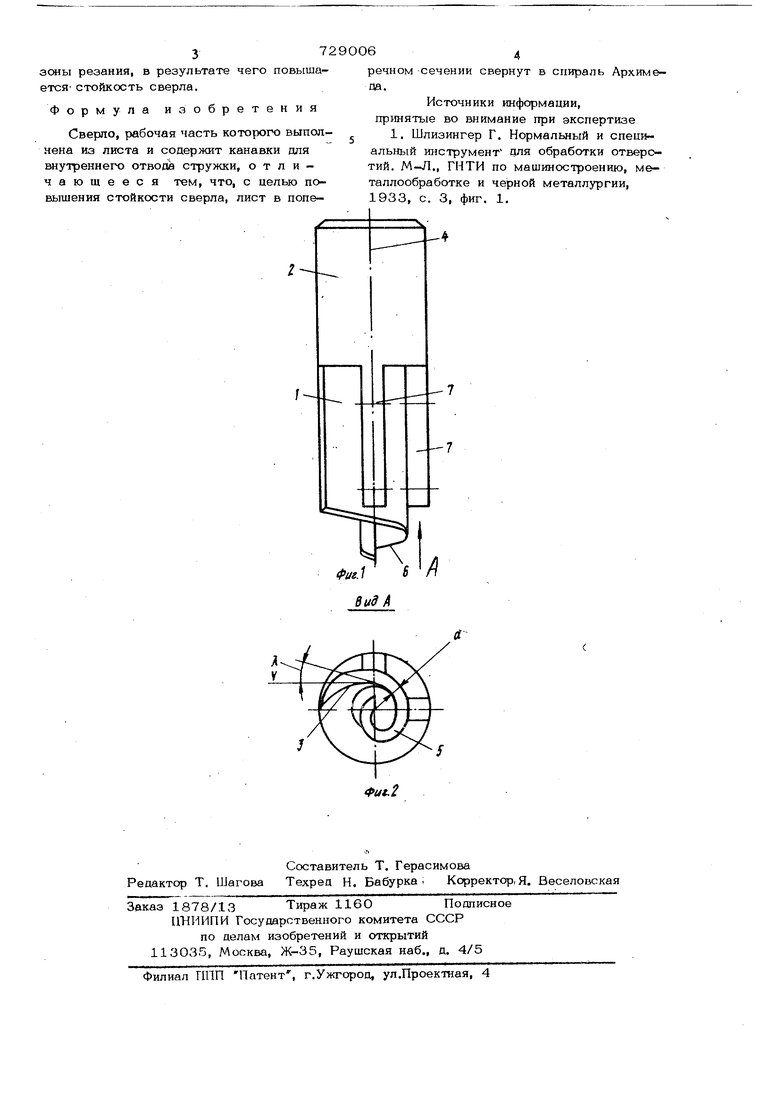
Изобретение относится к металлообработке и может быть также использовано при обработке отверстий в древесине. Известна конструкция сверла, рабочая часть которого выполнена из листа и содержит канавки для внутреннего отвода стружки 1 „ Недостатком известной конструкции сверла является то, что вдоль оси оно работает как пружина и при резании упруго сжимае.тся. Возникающие вибрации снижают стойкость, а раскручивание листа приводит к увеличению диаметра, заклиниванию и поломке сверла. Прямоугольное резание на радиальной режущей кромке уве- личивает раскручивание, а посл§ стачивания режущей части сверло использовать нельзя. Для повыщения стойкости сверла лист в поперечном сечении свернут в спираль Архимеда. На фиг. 1 изображено предлагаемое сверло; на фиг, 2 дам вид по стрелке А на фиг. 1, Сверло состоит из рабочей части 1 и хвостовика 2. Рабочая часть 1 выполнена в виде листа толщиной CL., свернутого в поперечном сечении в .спираль Архимеда. Внутренняя поверхность 3 сверла начинаетсй от оси вращения 4. Задняя поверхность 5 является винтовой линейчатой и образует при пересечении с ш€утренней поверхностью 3 режущую кромку 6. В любой точке режущей кромки 6 им&ется угол л наклона к вектору Y скорости, резания. Для лучшего направления сверла в обрабатываемом отверстии на рабочей части 1 установлены планки 7. При сверлении наличие угла А наклона режущей кромки 6 обеспечивает деформацию обрабатываемого материала в направлении, близком к радиальному, т.е. к оси вращения 4. (i ее овладение направления деформации с вектором V скорости приводит к меньшеншо скорости деформирования обрабатываемого материала, снижает температуру резания, а увеличение длины режущей кромки 6 улучщает теплоотвоп из 37 зоны резания, в результате чего повышается- стойкость сверла. Формула изобретения Сверло, рабочая часть которого выполнена из листа и содержит канавки для внутреннего отвода стружки, отличающееся тем, что, с целью повышения стойкости сверла, лист в попеФиг.1 6 речном сечении свернут в спираль Архимеда. Источники информации, пр1шятые во внимание при экспертизе 1. Шлизингер Г. Нормальный и специальный инструмент для обработки отверстий. М-Л., ГНТИ по машиностроению, металлообработке и черной металлургии, 1933, с. 3, фиг. 1.
