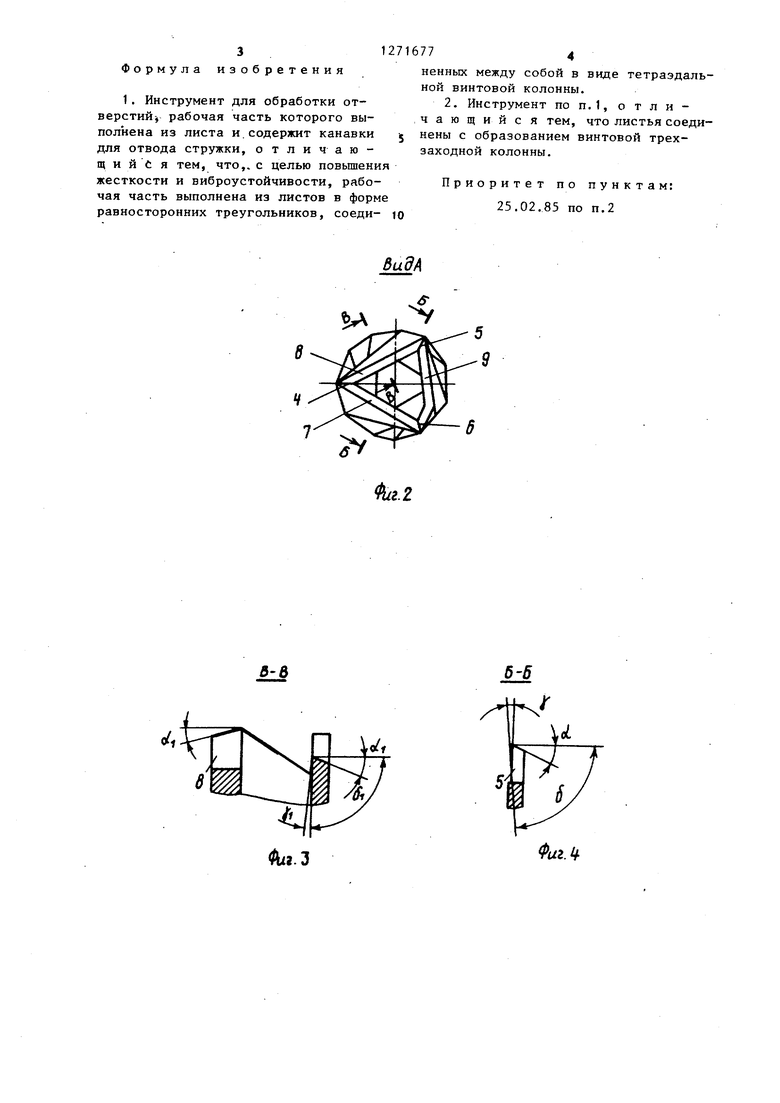
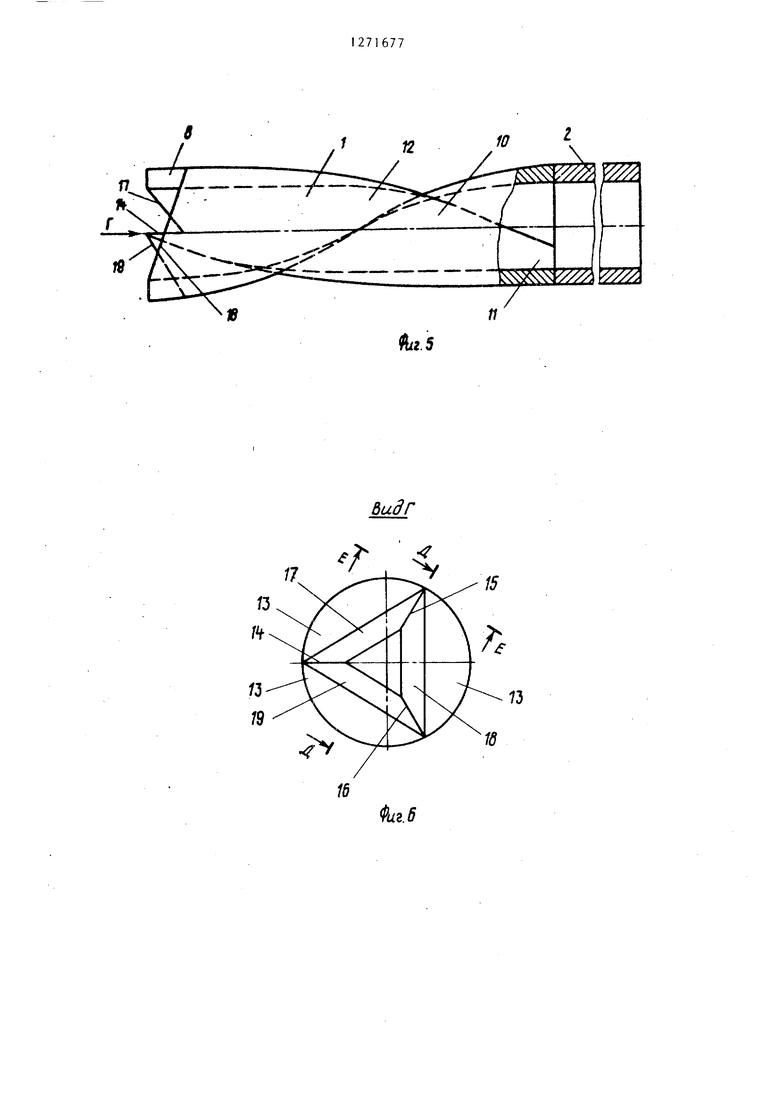
Изобретение относится к обработке резанием, в частности к сверлению материалов, и может быть использован для вскрытия отверстия в плате из неметаллического материала, например текстолита, и для обработки глубоких отверстий. Цель изобретения - повышение жест кости и виброустойчивости. На фиг.1 показан инструмент для обработки отверстий по п. 1. формулы изобретения; на фиг.2 - вид А на фиг.1; на фиг.З - сечение В-В на фиг.2; на фиг.4 - сечение Б-Б на фиг.2; на фиг.З показан инструмент для обработки отверстий по п..2 формулы изобретения; на фиг.6- - вид Г на фиг.5; на фиг.7 - сечение Д-Д на фиг.6; на фиг.8 - сечение Е-Е на фиг. Инструмент для обработки отверстий- состоит из рабочей части 1 и хвостовика 2. Рабочая часть 1 выполнена по периметру из листов 3 в форме равносторонних треугольников.Соединяя их под углом друг к другу получают тет раэдальную винтовую колонну,, смонти рованную из тетраэдальных пустот. Рабочая часть крепится с одной стороны к хвостовику, а другая сторона подлежит заточке для образования ре жущей кромки. Листы 3 выполнены из инструментальной стали, например быстрорежущей, стали, и скреплены между собой, например, по длине сваркой сплошным швом, образуя пустотелую колонну с тремя винтовыми канавками. У правил ного тетраэдра каждая грань являетс равносторонним треугольником, двухгранньй угол между которыми Ч 70 30 44 . Вершины тетраэдров образуют трех ходовую цилиндрическую линию, а реб тетраэдров являются секущими этой винтовой линии. С одной торцовой стороны рабочей части выполнены три режущие кромки 4-6 и три рассверливающие кромки 79, расположенные в различны1Х плоскостях. Режущие кромки 7-9 являются продолжением режущих кромок 4-6 и по мере углубления инструмента в тело детали (рассверливают) увеличивают ширину высверливаемого кольца. Нали чие кромок 7-9 увеличивает длину ко такта резания, что при одной и той же ширине кольцевого выреза при прочих равных условиях резания повышает стойкость режущего инструмента. Углы заточки могут быть различны в зависимости от конкретных условий обработки, для кромок 4-6 передний угол 7 , задний угол ct , угол резания для режуш 1х кромок 7-9 передний угол У , задний угол У., угол резания б . Инструмент для обработки отверстий по п.2 .рабочей части 1 и хвостовика 2. В качестве исходной заготовки для рабочей части сверла принята плоская лента шириной 0,875 диаметра сверла и толщиной, выбираемой в зависимости от конкретных условий работы. .Три свернутых в винт с одинаковым шагом винта листов 10-12 выполнены из инструментальной стали, например быстрорежущей, и скреплены между собой, например, по длине рабочей части сваркой сплошным швом или точками. Листы 10-12 соединены между собой в виде винтовой колонны, например {Пустотелой трехходовой винтовой коонны, для образования трех стружечных винтовых канавок 13 и трехходо- НОгСГТ;квозного винтового внутреннего канала. С одной торцовой стороны полученной таким образом рабочей части 1 выполнены три режущие кромки 14-16 и три рассверливающие кромки 17-19, расположенные в различных плоскостях. Рабочая часть закрепляется второй торцовой стороной к хвостовику 2, например, пайкой, сваркой. Углы заточки могут быть различны в зависимости от конкретных условий обработки, угла наклона -О стружечной канавки, для кромки 14 У - передний угол, d - задний угол, угол резания; для кромки 17 Т - передний угол, о( - задний угол, tfj - угол резания. Предлагаемая конструкция инструмента для обработки отверстий приводит к увеличению жесткости и виброустойчивости сверла. Весьма эффективно пвименение предлагаемого сверла вскрытия установленного отверстия в плате из неметаллического материа- ла, например из стеклотекстолита, образующаяся при сверлений стружка по ступает в отверстие внутреннего канала. Формула изобретения 1. Инструмент для обработки отверстий, рабочая часть которого выполнена из листа и.содержит канавки для отвода стружки, отличающ и и С я тем, что,, с целью повьшени жесткости и виброустойчивости, рабочая часть выполнена из листов в форм равносторонних треугольников, соеди77ненных между собой в виде тетраэдальной винтовой колонны. 2. Инструмент по п.1, о т л и чающийся тем, что листья соединены с образованием винтовой трехзаходной колонны. Приоритет по пунктам: 25.02.85 по п.2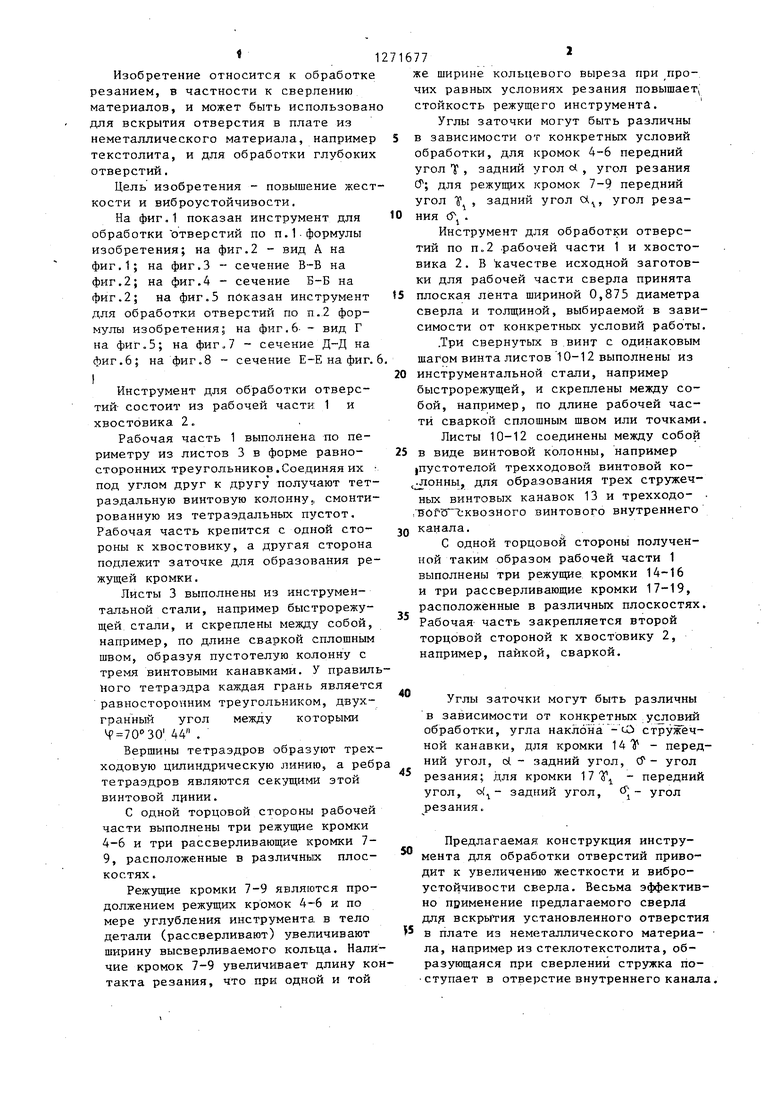
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2009 |
|
RU2457082C2 |
| ИНСТРУМЕНТ ДЛЯ ВСКРЫТИЯ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ (ВАРИАНТЫ) | 2009 |
|
RU2449864C2 |
| Спиральное сверло | 1985 |
|
SU1256886A2 |
| СПИРАЛЬНОЕ СВЕРЛО | 2000 |
|
RU2198608C2 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1993 |
|
RU2106829C1 |
| Сверло для обработки композиционных материалов | 1989 |
|
SU1657394A1 |
| Спиральное сверло | 1989 |
|
SU1722710A1 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| Сборное сверло | 1991 |
|
SU1816567A1 |
- Изобретение относится к обработке отверстий в материалах и для вскрытия отверстий в платах из неметаллических материалов. Целью изобретения является повьшение жесткости и виброустойчивости. Инструмент для обработки отверстий состоит из рабочей части 1 и хвостовика 2. Рабочая часть режущего инструмента выпол(Нена из листов 3 в форме равносторонних треугольников, которые соединены под углом друг к другу в виде тетраэдальной винтовой колонны, смонтированной из тетраэдальных лустот. С торцовой стороны рабочей части выполнены три режущие кромки 4, 5 и 6 и три рассверливающие кромки 7, 8 и 9. Инструмент для обработки отверстий также может быть выполнен из рабочей части и хвостовика, причем рабочая часть выполнена из трех свернутых в винт с одинаковым шагом винта листьев, выполненных из инструментальной стали в виде пустотелой трехходовой винтовой колонны с образованием трех стружечных винтовых канавок и трехходового сквозного винW .товоговнутреннего канала. С торцовой стороны рабочей части выполнены три режущие кромки и три рассверливающие кромки, расположенные в различных плоскостях. 1 э.п. ф-лы, 8 ил. tC 1 S 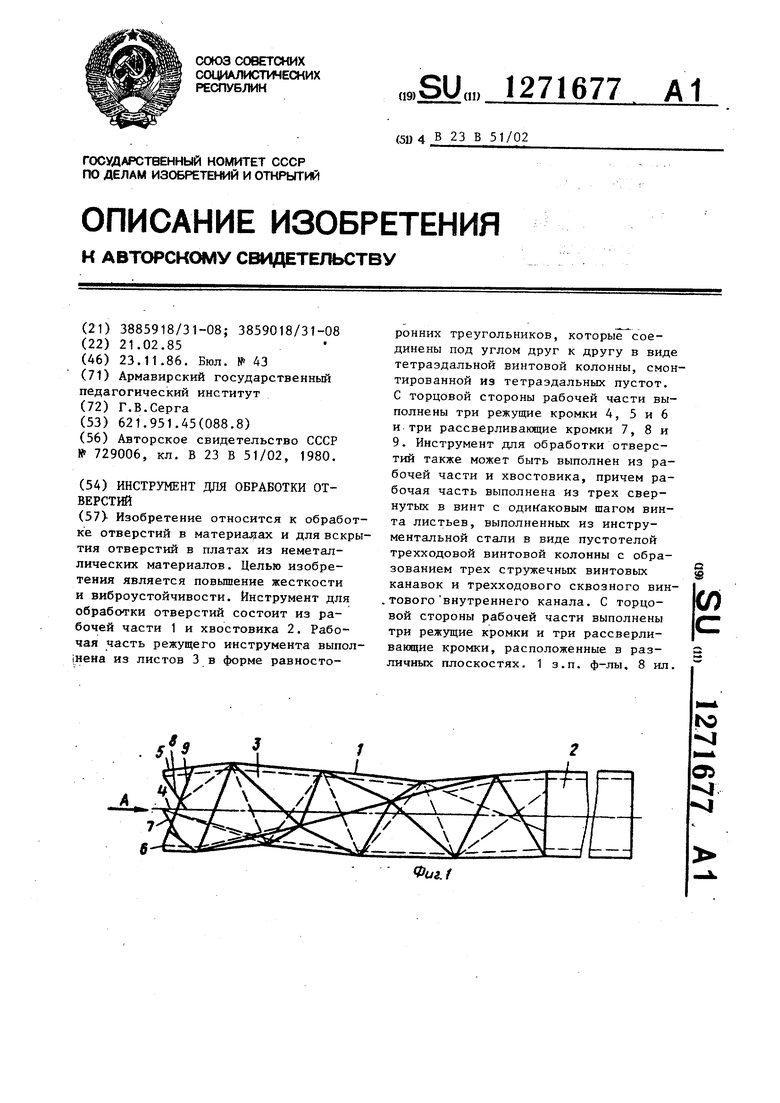
б-в
г.З
иг.
17
дидГ
18
JLA
15
г.7
/,
| Сверло | 1977 |
|
SU729006A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
