Изобретение относится к снабженной покрытием ткани из моноаксиально вытянутых полос из полимерного материала согласно ограничительной части пункта 1 формулы изобретения.
Изобретение также относится к способу для соединения снабженных покрытием тканей из моноаксиально вытянутых полос из полимерного материала.
Наконец, изобретения относится к мешку из снабженной покрытием ткани из полос из полимерного материала.
Ткани из моноаксиально вытянутых полос из полимерного материала находят многочисленное применение в упаковочной промышленности, например, для изготовления упаковочных мешков. Такие упаковочные мешки, которые отформованы в виде прямоугольных мешков, известны, например, из публикации WO 95/30598 А1. При этом ткань состоит из моноаксиально вытянутых полимерных полос, в особенности полиолефиновых, предпочтительно полипропиленовых полос, причем ткань на одной или на обеих поверхностях может покрываться термопластичным полимерным материалом, в частности полиолефином. Ткань представляет собой или изготовленную на круглоткацком станке подобную рукаву ткань (так называемая рукавная ткань) или соединенную в рукав посредством продольного сварного или клеевого шва плоскую ткань.
При использовании описанной выше ткани из моноаксиально вытянутых полос из полимерного материала в качестве мешочного тела изготавливается в соответствии с WO 95/30598 А1 мешок за счет того, что по меньшей мере один конец мешочного тела формируется посредством складывания концов тканей в прямоугольную донную поверхность, которая посредством промежуточного слоя из термопластичного полимерного материала, в частности полиолефина или соответственно полипропиленового материала, за счет приложения теплового воздействия соединяется с наружным (покрывным) слоем из ткани из моноаксиально вытянутых полимерных полос, причем тепловое воздействие осуществляется так, что менее 30% толщины материала тканевых полос донной поверхности и наружного слоя вследствие теплового воздействия имеет дезориентированные полимерные молекулы, но в остальной области материала ориентация молекул сохраняется. Вместо отдельного наружного слоя в качестве наружного слоя также может служить налегающий на донную поверхность складной язычок ткани мешочного тела.
Мешки из такой ткани, у которых соблюдаются вышеупомянутые условия для соединения донной поверхности с наружным слоем, уже более одного десятилетия многократно оправдали себя во всем мире для упаковки сыпучих материалом любого вида.
Однако оказалось критичным, что только при точном соблюдении температуры и скорости обработки могут изготавливаться сварные швы, которые соответствуют всем прочностным требованиям.
Кроме того, при сварке таких тканей должен устраняться нагрев полос из полимерного материала выше их точки кристаллизация/плавление (температура перехода материала из твердого состояния в жидкое состояние и наоборот). Основанием для этого является то, что не снабженная покрытием или покрытая одним слоем ткань при сварке с контактным нагревом или ультразвуковой сварке теряет в шовной области высокую прочность, так как моноаксиальная ориентация вытянутых полос устраняется вследствие воздействия необходимой температуры сварки.
В основе настоящего изобретения лежит задача предоставления снабженной покрытием ткани, которая сваривается проще, чем известная ткань из моноаксиально вытянутых полос из полимерного материала, но при этом предоставляет высокую прочность сварного соединения. В частности, новая снабженная покрытием ткань должна иметь возможность сваривания посредством ультразвуковой сварки или посредством сварки с контактным нагревом, и даже в случае применения этих методов сварки должна в значительной степени сохранять высокую прочность ткани в шовной области. Такая снабженная покрытием ткань из моноаксиально вытянутых полос из полимерного материала должна бы быть также применимой в так называемом Form, Fill and Seal (FFS) методе (метод формование-заполнение-запечатывание).
Изобретение решает эту задачу посредством предоставления снабженной покрытием ткани с отличительными признаками пункта 1 формулы изобретения, посредством способа для соединения снабженных покрытием тканей с отличительными признаками пункта 8 формулы изобретения, а также посредством мешка с отличительными признаками пункта 13. Предпочтительные варианты осуществления изобретения изложены в зависимых пунктах формулы изобретения.
Согласно изобретению ткань из моноаксиально вытянутых полос из полимерного материала, в частности полиолефиновых или полиэфирных полос, предпочтительно полипропиленовых или полиэтилентерефталатных полос, покрыта термосвариваемым слоем из термопластичного полимерного материала, точка плавления которого лежит ниже точки кристаллизация/плавление материала полос ткани. Такая снабженная покрытием ткань прекрасно подходит для сварки, причем тепловое воздействие должно осуществляться не со стороны термосвариваемого слоя, а тепло может вводиться через ткань из моноаксильно вытянутых полос из полимерного материала в термосвариваемый слой, с учетом того, что ткань из моноаксиально вытянутых полос из полимерного материала не нагревается выше точки кристаллизация/плавление материала полос ткани. Выполненные сварные швы имеют высокую прочность.
В публикации WO 95/30598 раскрыты варианты осуществления снабженной покрытием ткани, а также их соединение друг с другом. Так, фиг.9 показывает вариант, в котором наружный слой из ткани полос и покрытие из полиолефинов, например полипропилена, должны соединятся друг с другом посредством язычка мешка, состоящего из ткани полос и покрытия из того же самого полиолефинового материала. Для этого обращенные друг к другу стороны покрытия нагреваются на глубину 2-40 мкм для пластификации и протягиваются между двумя охлаждающими валками, причем слои 3b, 4b спрессовываются друг с другом. Охлаждающая валковая пара обеспечивает необходимое охлаждение с тем, чтобы ткань полос не претерпевала никакого вызываемого нагревом повреждения. Так как нагревание осуществляется со стороны покрытия, то также преимущественным образом нагревается это покрытие, и таким образом полосы лишь на незначительной глубине теряют ориентацию своих молекулярных цепочек. Описанное сваривание посредством нагрева покрытия ткани может также осуществляться тогда, когда только одна из тканей снабжена покрытием, как это показано в WO 95/30598 на фиг.12. При этом не снабженная покрытием ткань плотно соединяется с тканью, которая имеет покрытие, посредством тепловой сварки.
В публикации WO 95/30598 также упомянуто, что в покрытие ткани, которое состоит из термопластичного полимерного материала, в частности полиолефинового материала, может подмешиваться сополимер из этилена и винилацетата, который широко известен как EVA (этилвинилацетат). Этот EVA имеет более низкую точку плавления, чем полиэтилен. Посредством примешивания EVA значительно улучшается свариваемость покрытия. Однако более подробные сведения о доле добавки EVA, а также о точках плавления отсутствуют в этом документе. В частности, очевидно не задумывались о том, какое количество EVA нужно добавлять, чтобы точка плавления покрытия лежала ниже точки кристаллизация/плавление материала полос ткани, так как только в этом случае также могло бы осуществляться сваривание со стороны ткани, которое в WO 95/30598 неоднократно рассматривалось.
Проблема, которая имеется в случае наличия термосвариваемого слоя на ткани из моноаксиально вытянутых полос из полимерного материала согласно изобретению, заключается в том, что этот термосвариваемый слой чаще всего очень плохо пристает к ткани из моноаксиально вытянутых полос из полимерного материала. В частности, чистый полиэтилен, который имеет достаточно низкую точку плавления, не пристает к полосам, который изготовлены из полпропилена. Чтобы для термосвариваемого слоя могли использоваться не только имеющиеся на рынке специальные материалы, которые имеют достаточное сцепление с материалом полос и имеют достаточно низкую точку плавления, в одном варианте осуществления изобретения предусмотрено, что между тканью из моноаксиально вытянутых полос из полимерного материала и термосвариваемым слом расположен адгезионный (сцепляющий) слой из полимерного материала с хорошей адгезией как к ткани, так и к термосвариваемому слою. Для улучшенного удобства в использовании при сваривании адгезионный слой должен предпочтительным образом иметь точку плавления, которая лежит выше таковой у термосвариваемого слоя.
Большая степень свободы при установке технологических параметров для сваривания реализуется в одном другом варианте осуществления соответствующей изобретению снабженной покрытием ткани, в котором материал полос ткани имеет точку кристаллизация/плавление более 120°С.
В случае одного дешевого, но, тем не менее, хорошего варианта осуществления, соответствующей изобретению снабженной покрытием ткани термосвариваемый слой включает в себя полиэтилен, который имеет низкую точку плавления. Альтернативно этому варианту термосвариваемый слой выполнен в виде специального полимерного слоя с низкой точкой плавления, например, из производимого фирмой DuPont продукта: Surlyn® 1652-E. Этот продукт хотя и является более дорогим, чем полиэтиленовый слой, но не требует никакого адгезионного слоя, чтобы приставать к ткани из моноаксиально вытянутых полос из полимерного материала.
В одном предпочтительном варианте осуществления изобретения адгезионный слой включает в себя полипропилен, который очень хорошо соединяется с материалом полос. При этом к полипропилену может добавляться полиэтилен до 40 об.%, предпочтительно до 20 об.%.
Для пригодности к обработке и достаточной прочности снабженной покрытием ткани оказалось благоприятным, если вытянутые полосы из полимерного материала имеют толщину между 20 мкм и 80 мкм. Далее является предпочтительным, что термосвариваемый слой и при необходимости адгезионный слой соответственно имеют толщину между 5 мкм и 60 мкм.
Изобретение также включает в себя способ для соединения соответствующих изобретению снабженных покрытием тканей посредством процесса сварки. При этом две снабженные покрытиями ткани накладываются друг на друга так, что термосвариваемые слои обращены друг к другу. По меньшей мере, одна из тканей нагревается со стороны ткани, то есть снаружи, до температуры ниже температуры кристаллизация/плавление материала полос ткани, и притом в течение определенного времени, до расплавления термосвариваемых слоев, которые соединяются друг с другом при расплавлении. Соединение расплавленных термосвариваемых слоев может осуществляться при приложении давления, которое прикладывается или непосредственно сварными элементами или отдельными создающими давление средствами, например валковой парой, которая одновременно может охлаждаться. При этом нагрев может осуществляться посредством ультразвукового исполнительного элемента, то есть посредством ультразвуковой сварки, посредством нагревающего элемента, то есть посредством сварки с контактным нагревом, посредством инфракрасного излучателя, то есть посредством инфракрасной сварки, или посредством лазерного источника, то есть посредством лазерной сварки.
Изобретение также включает в себя мешок с телом мешка и наружным слоем, соответственно из соответствующей изобретению снабженной покрытием ткани, которые соединены по поверхности друг с другом посредством сварки с контактным нагревом или тому подобным, так что полосы тканей сохраняют ориентацию своих молекулярных цепочек.
Далее, изобретение поясняется более подробно посредством не ограничивающих примеров осуществления со ссылками на чертежи, на которых представлено:
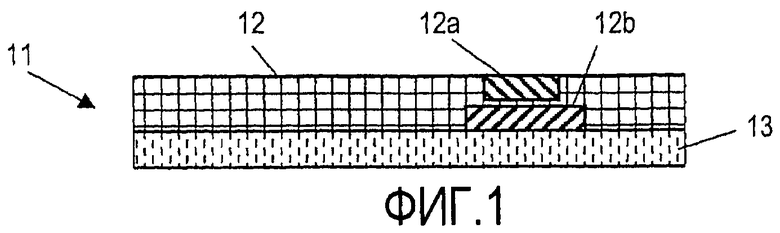
Фиг.1 - первый вариант осуществления соответствующей изобретению снабженной покрытием ткани в поперечном сечении;
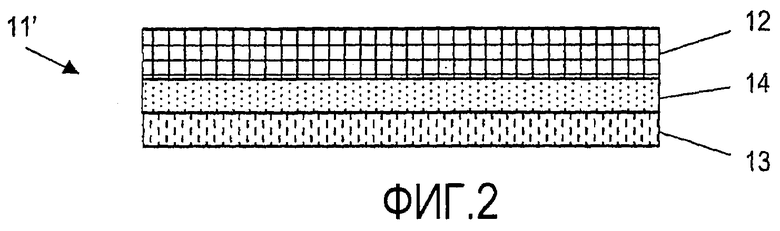
Фиг.2 - второй вариант осуществления соответствующей изобретению снабженной покрытием ткани в поперечном сечении;
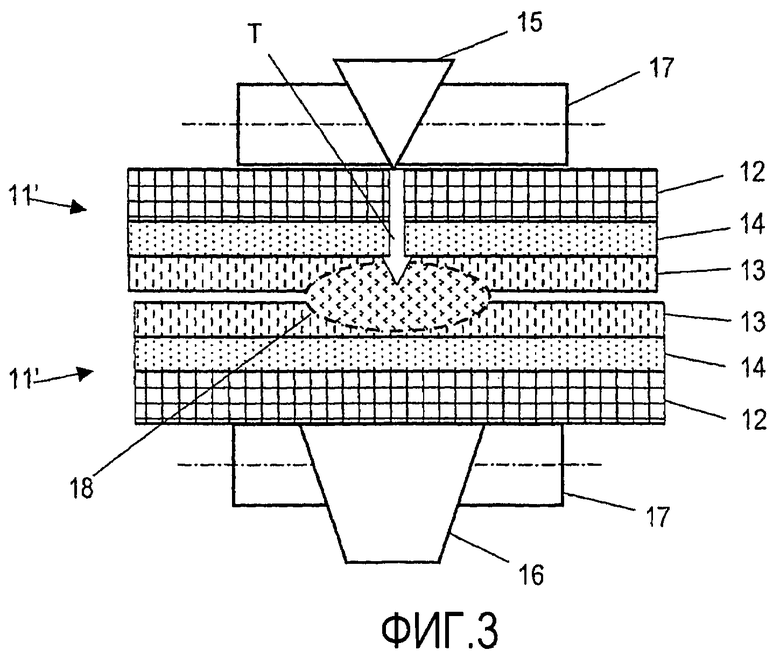
Фиг.3 - схематичное представление соответствующего изобретению способа сварки двух соответствующих изобретению снабженных покрытием тканей;
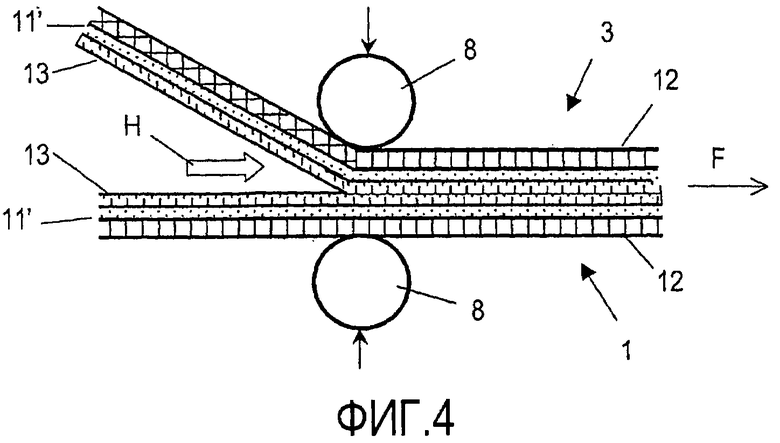
Фиг.4 - схематичное представление способа сварки горячим воздухом двух соответствующих изобретению тканей;
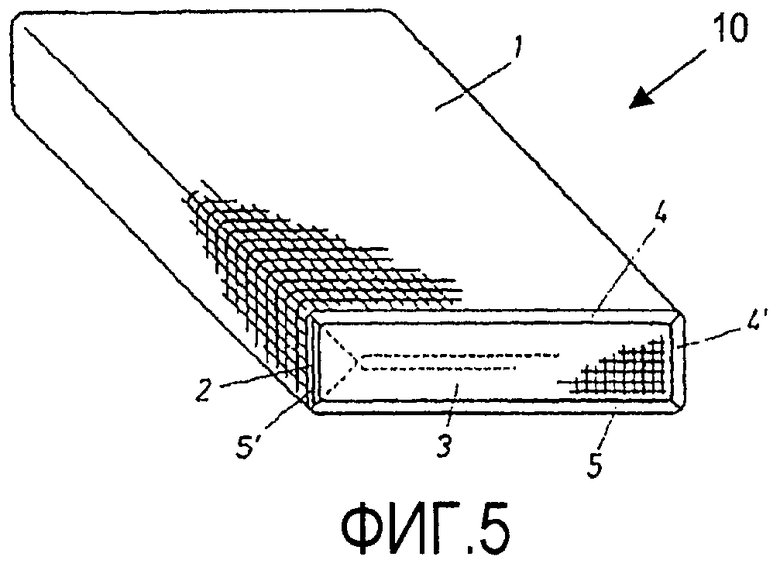
Фиг.5 - соответствующий изобретению мешок из снабженной покрытием рукавной ткани в перспективе; и
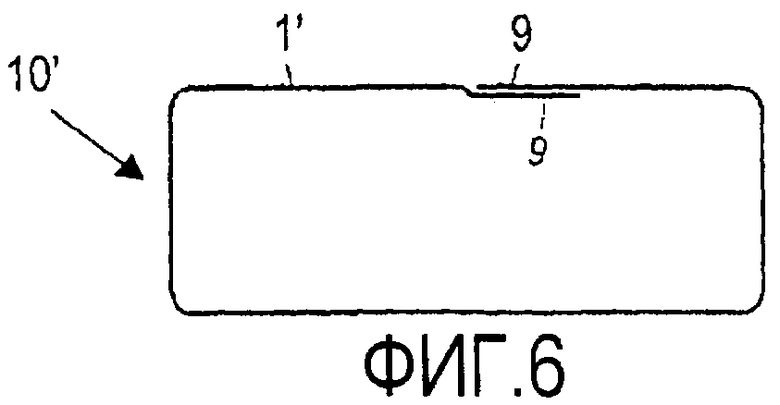
Фиг.6 - соответствующий изобретению мешок из снабженной покрытием плоской ткани с продольным швом.
На фиг.1 представлен в поперечном сечении первый вариант осуществления снабженной покрытием ткани 11 согласно изобретению. Эта снабженная покрытием ткань 11 включает в себя ткань 12 из моноаксиально вытянутых полос 12а, 12b из полимерного материала, в частности полиолефиновых или полиэфирных полос, предпочтительно полипропиленовых или полиэтилентерефталатных полос. Примерно представленные полосы 12а, 12b из полимерного материала образуют основные нити и уточные нити ткани 12. Ткань 12 полос покрыта термосвариваемым слоем 13 из термопластичного полимерного материала, точка плавления которого лежит ниже точки кристаллизация/плавление (температура перехода между состояниями кристаллизации и плавления) материала полос ткани. Например, полосы 12а, 12b состоят из полипропилена, который обычно имеет точку кристаллизация/плавление свыше 160°С. Термосвариваемый слой 13 включает в себя в первом варианте полиэтилен, точка плавления которого лежит приблизительно при 105°С (LDPE - полиэтилен низкой плотности). Недостаток полиэтилена состоит в том, что он плохо пристает к полипропилену или соответственно сцепляется с ним. Одна возможность устранения этого недостатка представлена в описанном ниже со ссылкой на фиг.2 втором варианте осуществления соответствующей изобретению снабженной покрытием ткани. Однако в качестве альтернативы полиэтилену для термосвариваемого слоя 13 подходят также специальные полимеры, которые имеют низкую точку плавления и хорошо пристают к полипропилену. В качестве подходящего специального полимера оказался, например, производимой фирмой DuPont продукт Surlyn® 1652-E. Точка плавления этого материала лежит приблизительно при 100°С.
На фиг.2 представлен второй вариант осуществления соответствующей изобретению снабженной покрытием ткани 11′, которая также имеет ткань 12 из моноаксиально вытянутых полос из полимерного материала, в частности полиолефиновых или полиэфирных полос, предпочтительно полипропиленовых или полиэтилентерефталатовых полос, а также термосвариваемый слой 13 из термопластичного полимерного материала, точка плавления которого лежит ниже точки кристаллизация/плавление материала полос ткани. Данный вариант осуществления снабженной покрытием ткани 11′ отличается от указанного выше первого варианта осуществления лишь тем, что между тканью 12 из моноаксиально вытянутых полос из полимерного материала и термосвариваемым слоем 13 дополнительно расположен адгезионный слой 14 из полимерного материала с хорошей адгезией как к ткани 12, так и к термосвариваемому слою 13. Предпочтительным образом адгезионный слой 14 имеет точку плавления, которая лежит выше таковой у термосвариваемого слоя 13. Предпочтительным образом адгезионный слой 14 включает в себя полипропилен, к которому подмешан полиэтилен в количестве до 40 об.%, предпочтительно до 20 об.%.
Соответствующие изобретению снабженные покрытием ткани 11, 11′ замечательно подходят для соединения посредством сварки, причем созданное сварное соединение имеет высокую прочность. Таким образом, они особенно хорошо подходят для использования при производстве описанных в WO 95/30598 мешков, в частности прямоугольных мешков или снабженных клапаном прямоугольных мешков. Но в противоположность раскрытым в WO 95/30598 тканям они также очень хорошо пригодны для ультразвуковой сварки, сварки с контактным нагревом, инфракрасной сварки или лазерной сварки. Посредством одного из этих методов сварки, например, плоская ткань может соединяться в продольном направлении в рукавную ткань (т.е. замкнутую по кругу ткань). Одной из других областей применения соответствующей изобретению снабженной покрытием ткани является метод непрерывного производства (Form Fill Seal (FFS) метод = метод формование-наполнение-запечатывание).
Посредством фиг.3 теперь схематично представляется сварка друг с другом двух представленных на фиг.2 снабженных покрытием тканей 11′. Вначале обе снабженные покрытием ткани 11′, 11′ накладываются друг на друга так, что их термосвариваемые слои 13, 13 обращены друг к другу. Затем, по меньшей мере, одна из снабженных покрытием тканей 11′, 11′ нагревается со стороны ткани 12 из моноаксиально вытянутых полос из полимерного материала, то есть снаружи, посредством применения, по меньшей мере, одного сварочного элемента 15, 16 до температуры (стрелка Т), которая лежит ниже температуры кристаллизация/плавление материала полос ткани. Тепловое воздействие осуществляется до тех пор, пока термосвариваемые слои 13 не расплавятся, и при этом не произойдет их плотное соединение друг с другом, как обозначено областью 18, выделенной штриховой линией. Соединение расплавленных термосвариваемых слоев 13, 13 осуществляется при приложении давления посредством охлаждаемой валковой пары 17, 17. Однако приложение давления могло бы также осуществляться непосредственно самими сварочными элементами 15, 16. Для лучшего понимания следовало бы заметить, что обе снабженные покрытием ткани 11′, 11′ во время процесса сварки также могут перемещаться с одинаковой скоростью сквозь сварочные элементы 15, 16, а именно относительно фиг.3 из плоскости чертежа. Если процесс сварки реализуется в качестве ультразвуковой сварки, то сварочный элемент 15 выполнен в качестве ультразвукового исполнительного элемента, а сварочный элемент 16 - в качестве сопряженной детали в форме неподвижного контакта. Если процесс сварки реализуется в качестве сварки с контактным нагревом, то сварочный элемент 15 выполнен в виде нагревательного элемента, а сварочный элемент 16 - или также в виде нагревательного элемента или в виде опоры. Если процесс сварки реализуется в качестве инфракрасной или лазерной сварки, то сварочный элемент 15 выполнен в виде инфракрасного излучателя или в виде источника лазерного излучения.
Фиг.5 показывает соответствующий изобретению мешок 10 с коробчатой или прямоугольной формой. Мешок 10 состоит из тела 1 мешка из описанной выше двухслойной или трехслойной снабженной покрытием ткани 11, 11′ (см. фиг.1 и 2) согласно настоящему изобретению. В этом варианте осуществления снабженная покрытием ткань выполнена в виде рукавной ткани. Концевая поверхность, то есть нижняя (донная) или верхняя поверхность этого прямоугольного или коробчатого мешка образуется посредством складывания язычков 4, 4′, 5, 5′ тела 1 мешка. Как показано штриховыми линиями, язычки 4 и 5 лишь незначительно выступают друг за друга. Между язычками 5′ и 4 или соответственно 5 расположен клапан 2, который состоит из листообразных или рукавообразных материалов, например тканей или пленок, и производится посредством заполнения мешка. Если мешок 10 заполнен, то клапан 2 посредством давления заполняющего продукта закрывается к концевой поверхности. На язычки 4, 5 наварен наружный слой 3, который также состоит из соответствующей изобретению двухслойной или трехслойной снабженной покрытием ткани 11, 11'. Для этого используется или описанный ниже метод сварки горячим воздухом или один из описанных выше методов сварки, а именно ультразвуковая сварка, сварка с контактным нагревом, инфракрасная сварка или лазерная сварка. Особое отличие соответствующего изобретению мешка 10 состоит в том, что после осуществленного наваривания наружного слоя 3 молекулярные цепочки в полосах по существу сохраняют свою ориентацию, так как только термосвариваемый слой 13 и при необходимости адгезионный слой 14 (полностью или частично) расплавляется. Следовательно, мешок 10 имеет превосходную прочность.
На фиг.6 представлен один другой вариант осуществления соответствующего изобретению мешка 10'. Этот вариант отличается от показанного на фиг.5 варианта прежде всего тем, что в качестве тела 1' мешка плоская ткань посредством соединения ее продольных краев 9, 9 с помощью продольного сварного или клеевого шва сформирована в рукав.
Метод сварки горячим воздухом для соединения концевой поверхности тела 1 мешка с наружным слоем 3 схематично представлен на фиг.4. В этом примере осуществления тело 1 мешка и наружный слой 3 состоят из трехслойной снабженной покрытием ткани 11', как представлено на фиг.2. Наружный слой 3 подается к телу 1 мешка, в то время как они протягиваются в направлении F через охлаждаемую, прижимаемую друг к другу валковую пару 8, 8. Между телом 1 мешка и наружным слоем 3 вдувается горячий воздух Н посредством не представленной форсунки. Горячий воздух вызывает плавление обращенных друг к другу термосвариваемых слоев снабженных покрытием тканей 11', 11'. Температура горячего воздуха Н и скорость F транспортировки устанавливают так, чтобы расплавлялись именно термосвариваемые слои 13, 13 обеих снабженных покрытием тканей 11', 11' и, при необходимости, также адгезионные слои 14 (см. фиг.2), а расплавление полосы тканей 12, 12 не происходит (или соответственно происходит лишь в пренебрежимо малой степени). Посредством прижимного давления обоих валков 8, 8 расплавленные термосвариваемые слои 13, 13 соединяются и одновременно охлаждаются посредством охлаждения валков 8, 8, так что полосы тканей 12, 12 не расплавляются.
Таким образом, поскольку полосы не теряют или соответственно теряют лишь в незначительной степени ориентацию своих молекулярных цепочек, то не происходит никакой заметной потери прочности вследствие применения процесса сварки горячим воздухом.
Изобретение относится к способу для соединения снабженных покрытием тканей, к снабженной покрытием ткани и к мешку. Снабженные покрытием ткани включают в себя ткань из моноаксиально вытянутых полос из полимерного материала. Ткань из моноаксиально вытянутых полос из полимерного материала покрыта термосвариваемым слоем из термопластичного полимерного материала, точка плавления которого лежит ниже точки кристаллизация/плавление материала моноаксиально вытянутых полос. Две снабженные покрытием ткани расположены друг над другом и обращены друг к другу термосвариваемыми слоями. Нагревают, по меньшей мере, одну из снабженных покрытием ткань со стороны ткани из моноаксиально вытянутых полос из полимерного материала до температуры ниже температуры кристаллизация/плавление материала полос ткани до расплавления термосвариваемых слоев. Техническим результатом изобретения является упрощение сварки снабженной покрытием ткани и повышение прочности сварного соединения. 4 н. и 10 з.п. ф-лы, 6 ил.
1. Способ для соединения снабженных покрытием тканей (11, 11'), которые включают в себя ткань (12) из моноаксиально вытянутых полос (12а, 12b) из полимерного материала, в частности полиолефиновых или полиэфирных полос, предпочтительно полипропиленовых или полиэтилентерефталатных полос, причем ткань (12) из моноаксиально вытянутых полос (12а, 12b) из полимерного материала покрыта термосвариваемым слоем (13) из термопластичного полимерного материала, точка плавления которого лежит ниже точки кристаллизация/плавление материала моноаксиально вытянутых полос (12а, 12b) из полимерного материала, отличающийся расположением друг над другом двух снабженных покрытием тканей (11, 11') их обращенными друг к другу термосвариваемыми слоями (13) и нагреванием, по меньшей мере, одной из снабженных покрытием тканей (11, 11') со стороны ткани (12) из моноаксиально вытянутых полос из полимерного материала до температуры ниже температуры кристаллизация/плавление материала полос ткани до расплавления термосвариваемых слоев (13).
2. Способ по п.1, отличающийся тем, что между тканью (12) из моноаксиально вытянутых полос из полимерного материала и термосвариваемым слоем (13) расположен адгезионный слой (14), включающий в себя полипропилен, с хорошей адгезией как к ткани (12), так и к термосвариваемому слою (13), причем адгезионный слой (14) предпочтительно имеет точку плавления, которая лежит выше таковой у термосвариваемого слоя.
3. Способ по п.1 или 2, отличающийся тем, что материал моноаксиально вытянутых полос (12а, 12b) имеет точку кристаллизация/плавление выше 120°С.
4. Способ по п.1 или 2, отличающийся тем, что термосвариваемый слой (13) включает в себя полиэтилен.
5. Способ по п.2, отличающийся тем, что адгезионный слой (14) включает в себя полипропилен с добавкой полиэтилена в количестве до 40 об.%, предпочтительно до 20 об.%.
6. Способ по п.1, отличающийся тем, что нагревание упомянутой, по меньшей мере, одной снабженной покрытием ткани (11, 11') осуществляют посредством ультразвукового исполнительного элемента.
7. Способ по п.1, отличающийся тем, что нагревание упомянутой, по меньшей мере, одной снабженной покрытием ткани (11, 11') осуществляют посредством нагревательного элемента.
8. Способ по п.7, отличающийся тем, что нагревание упомянутой, по меньшей мере, одной снабженной покрытием ткани (11, 11') осуществляют посредством инфракрасного излучения.
9. Способ по п.1, отличающийся тем, что нагревание упомянутой, по меньшей мере, одной снабженной покрытием ткани (11, 11') осуществляют посредством лазерного излучения.
10. Снабженная покрытием ткань (11, 11'), которая соединена с другой снабженной покрытием тканью (11, 11'), полученная способом по одному из пп.1-9.
11. Снабженная покрытием ткань (11, 11'), которая соединена с другой снабженной покрытием тканью (11, 11'), причем эти снабженные покрытием ткани (11, 11') включают в себя ткань (12) из моноаксиально вытянутых полос (12а, 12b) из полимерного материала, в частности полиолефиновых или полиэфирных полос, предпочтительно полипропиленовых или полиэтилентерефталатных полос, причем ткань (12) из моноаксиально вытянутых полос (12а, 12b) из полимерного материала покрыта термосвариваемым слоем (13) из термопластичного полимерного материала, точка плавления которого лежит ниже точки кристаллизация/плавление материала моноаксиально вытянутых полос (12а, 12b) из полимерного материала, причем две снабженные покрытием ткани (11, 11') расположены друг над другом своими обращенными друг к другу термосвариваемыми слоями (13), отличающаяся сварным швом, который образован сварочными элементами (15, 16) со стороны ткани (12) из моноаксиально вытянутых полос из полимерного материала, которые были нагреты до температуры ниже температуры кристаллизация/плавление материала полос ткани до расплавления термосвариваемых слоев (13) снабженных покрытием тканей (11,11').
12. Мешок (10, 10') с рукавообразным телом (1, 1') мешка, которое образовано из рукавной ткани или из соединенной на продольных краях в рукав плоской ткани, причем, по меньшей мере, одна концевая область тела мешка сформирована посредством складывания в целом в прямоугольную концевую поверхность, и с наружным слоем, который посредством термопластичного полимерного материала, в частности полиолефинового, предпочтительно полиэтиленового материала, при тепловом воздействии соединен с концевой поверхностью тела мешка, отличающийся тем, что тело мешка и наружный слой включают в себя соединенные друг с другом, снабженные покрытием ткани по п.10 или 11.
13. Мешок (10) по п.12, отличающийся тем, что наружный слой (2) выполнен в виде отдельного элемента, причем предпочтительно сложенные в концевую поверхность части тела мешка не перекрываются или несущественно перекрываются друг с другом.
14. Мешок (11') по п.13, отличающийся тем, что наружный слой представляет собой составную часть тела мешка, которая образуется при складывании концевой поверхности посредством перекрытия с язычками концевой поверхности.
| US 5845995 A, 08.12.1998 | |||
| Ультразвуковой паяльник | 1987 |
|
SU1574386A1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ПИЩИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2065550C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1998 |
|
RU2135338C1 |
| Приспособление для сборки модельных блоков в точном литье | 1954 |
|
SU105671A1 |
| DE 3236770 A1, 16.06.1983. | |||

