Изобретение касается мешка из ткани из моноаксиально вытянутых, целесообразно однослойных полимерных, в частности полиолефиновых предпочтительно полипропиленовых ленточек, которая с одной или с двух сторон может быть покрыта термопластичным искусственным материалом, в частности полиолефином, причем ткань представляет собой рукавную ткань или свернутую в рукав плоскую ткань, и по меньшей мере один конец имеющего, в частности коробчатую или квадратную форму мешка путем складывания концов ткани приобретает, в частности прямоугольную форму поверхности днища, а также способа изготовления такого мешка.
Для упаковки материала, в частности сыпучего материала, применяются различные виды мешков. Грубая классификация мешков происходит путем различения формы подушки и формы короба. Форма подушки образуется обычно путем сборки дна, осуществляемой с помощью швов. Форма короба образуется путем складывания и склеивания дна. Следует заметить, что форма короба обеспечивает оптимальное использование поверхности материала, хорошую складываемость и улучшенное использование объема из-за формы кирпича. Наряду с этим имеется квази-коробчатая форма, которая на одной стороне соответствует мешку в виде подушки, а на другой стороне - мешку в виде короба. Стандартные мешки имеют вместимость 10, 25, 50, 100, 500 и 1000 кг. В качестве материалов, из которых они изготавливаются, используются ткани из натуральных волокон, таких как джут, бумага, искусственная пленка и ткань из искусственных волокон, причем мешки, изготовленные из ткани из натуральных волокон, в течение последних десятилетий были заменены на мешки из бумажной, синтетической ткани и из искусственных волокон, потому что они зарекомендовали себя в качестве более дешевых и обладающих техническими преимуществами.
Бумага не обладает высокой прочностью, в результате мешки зачастую выполняются многослойными, что ведет к большому расходу материала. Бумажный мешок не является водостойким, частично не обладает стойкостью против химикатов. С другой стороны, очень легко изготовить мешок коробчатой формы с использованием дешевых клеящих материалов.
Синтетическая фольга также не имеет высокой прочности и требует поэтому большую толщину материала, являясь, к тому же нестабильной по форме из-за высокого модуля Е, кроме того, она чувствительна к жаре. Мешок может легко приобрести форму подушки с помощью сварных швов, но его трудно клеить для получения коробчатой формы.
Синтетическая ткань из моноаксиально вытянутых ленточек обладает максимальной прочностью и стабильной формой, особенно, если она имеет покрытие. По сравнению с искусственной пленкой потребление материала при одинаковой несущей способности существенно меньше. Мешки из синтетической ткани изготавливаются обычно в форме подушки со швами.
Для того чтобы изготовить коробчатый мешок из ткани, образованные на дне складки склеиваются с помощью многокомпонентного клея согласно уровню техники, что является дорогостоящей операцией, поскольку полипропиленовые и полиэтиленовые материалы, из которые обычно состоит ткань, можно склеить лишь с большим трудом. Наряду со связанной с определенными трудностями процедурой склеивания известные клеи обладают другими недостатками, такими как малая жизнеспособность, хрупкость как следствие смены температур и потеря прилипающего свойства после воздействия влажности. Кроме того, неудовлетворительной является устойчивость химических компонентов этих клеев, а склеивающий материал должен, как правило, перед склеиванием подвергаться поверхностной обработке, например обработке верхнего слоя - короны. С учетом того фактора, что ежегодно во всем мире производится множество миллиардов мешков и что изготовленные в соответствии с уровнем техники мешки обладают большим или меньшим количеством существенных недостатков, становится очевидным, что с помощью улучшенного качества или посредством способа их изготовления можно достичь очень значительных экономических преимуществ.
Настоящее изобретение поставило своей целью создать мешок, который при одинаковой несущей способности по сравнению с известными мешками существенно снизил бы расходы на изготовление одной штуки и, кроме того, обладал бы другими положительными свойствами.
Мешок по изобретению состоит из ткани, выполненной из моноаксиально вытянутых полиолефиновых ленточек. Эти ленточки изготавливаются путем вытягивания полиолефиновой фольги в 4-10 раз, в результате чего молекулярные цепи вытягиваются в продольном направлении ленточки и в этом направлении имеют приблизительно 6-10- кратную прочность по сравнению с первоначальной пленкой. Ширина ленточек составляет обычно приблизительно 1,5-10 мм, толщина - 20-80 мкм. При нагрузке в поперечном направлении ленточки разъединяются, в результате чего в рукавообразной и плоской ткани они плетутся из проходящих приблизительно под прямым углом слоев основных и уточных нитей. В этом случае ткань имеет во всех направлениях одинаково высокую прочность на растяжение. Для достижения пыле- и влагонепроницаемости и для предотвращения соскальзывания слоев ленточки на ткань с одной или с двух сторон можно наносить и запрессовывать покрытие из расплава, предпочтительно того же материала, что и материал ленточек ткани. Мешок по изобретению выполнен далее в виде коробчатого или квазикоробчатого мешка, которые обладают большими преимуществами, чем мешки в виде подушек.
Из описания изобретения в выкладке ФРГ 3236770 известен мешок, состоящий из ткани, выполненной из моноаксиально вытянутых полимерных ленточек, причем ткань представляет собой рукавную ткань или плоскую ткань, свернутую в рукав, и по меньшей мере один конец мешка формуется путем закладывания в складки концов ткани с образованием днища. Цель этой раскрытой в данном документе разработки заключается в том, чтобы усовершенствовать мешок таким образом, чтобы он при сохранении свойств склеиваемости и термосвариваемости стал пригоден и для упаковки "дышащих", предпочтительно зернистых материалов. Для этого ленточки из полипропилена к моменту их изготовления с помощью коэкструзии или ламинирования снабжаются лежащими с обеих сторон снаружи термосвариваемыми слоями из полимерного материала, после чего подвергаются вытягиванию и термообработке, и, наконец, превращаются в "дышащее" текстильное полотно, из которого изготавливаются клапанные мешки. В соответствии с описанием изобретения в выкладке ФРГ 3236770 следует избегать непосредственного покрытия ткани термосвариваемым слоем, поскольку тогда теряется "дышащая" активность ткани.
Мешок согласно изобретению в форме короба или квазикороба характеризуется тем, что по меньшей мере один конец мешка, в частности поверхность днища через промежуточный слой из, в частности термопластичного искусственного материала, в частности полиолефинового, предпочтительно полипропиленового материала, посредством теплового воздействия соединен с покровным листом из ткани, выполненной из моноаксиально вытянутых полимерных, в частности полиолефиновых, предпочтительно полипропиленовых ленточек, и что только находящаяся снаружи зона поверхности, в частности менее 30% толщины материала ленточек ткани днища и покрывной лист имеют вследствие теплового воздействия дезориентированные полимерные, в частности полиолефиновые, предпочтительно полипропиленовые молекулы, при этом в остальной зоне материала имеет место ориентация молекул. По сравнению с известными до сих пер мешками можно привести следующие преимущества:
высокая прочность при незначительном потреблении материала по сравнению с бумажными мешками или мешками из синтетической пленки,
высокая прочность соединения днища,
отсутствие слабых мест, причиной которых является перфорация ткани шва,
водонепроницаемость и устойчивость против химикатов, самая низкая цена за штуку,
срок службы, поскольку не происходит ни старения, ни охрупчивания сварного соединения,
простая возможность уничтожения, поскольку мешок состоит исключительно из чистого сортового полиолефина.
Так как вследствие сваривания выравнивание молекульных цепей теряется лишь незначительно, то едва ли наносится ущерб прочности ткани.
Специальные формы выполнения мешка по изобретению отличаются тем, что части ткани, сложенные в складки с образованием конца мешка, в частности поверхности днища, не перекрывают друг друга или перекрывают незначительно, а для уплотнения днища предусмотрен покрывной лист, или же отличается тем, что конец мешка, в частности поверхность днища, и покрывной лист образованы соединением внахлестку при закладывании складок ткани мешка. Посредством выбора одной из этих форм, можно учесть особенности машины, используемой для изготовления.
Если мешок состоит из ленточной ткани, не имеющей покрытия, то между поверхностью днища и покрывным листом предусматривается промежуточный слой из расплава полиолефина в качестве вспомогательного сварочного флюса, который может быть нанесен вообще-то и в случае ткани с покрытием. Однако целесообразно, чтобы это покрытие при ленточной ткани с односторонним или двухсторонним покрытием служило в качестве промежуточного слоя между концом мешка или же поверхностью днища и покрывным листом.
В благоприятной форме выполнения к термопластичному синтетическому материалу покрытия ленточной ткани и/или к промежуточному слою примешан сополимер из этилена и винилацетата, в результате с одной стороны уменьшается точка плавления нанесенного слоя, а с другой повышается сопротивляемость нанесенного слоя скольжению. Это вызывает более легкую свариваемость и лучшую складируемость мешка по изобретению.
Проблема коробчатых мешков состоит в том, что вследствие соединения внахлестку загибов ткани с узкой и удлиненной сторонами для образования концевой поверхности на внутренней стороне мешка образуются карманы, которые сравнимы с воронкой, впускное отверстие которой находится на конце кромки продольной складки. Эта проблема возникает, в частности у коробчатых клапанных мешков, в которые при наполнении вводится штуцер, через который с помощью сжатого воздуха загружается сыпучий материал. Под воздействием сжатого воздуха эти карманы на стороне, противолежащей клапану, раздуваются с образованием воронок, и в основном, порошкообразный материал выдавливается из мешка через "выпускное отверстие воронки". По технологическим причинам невозможно проварить покрывной лист точно до края складки, так что в крае складки в большинстве случаев остается маленькое отверстие. Настоящее же изобретение предлагает возможности для решения этой проблемы, если она имеет место в отношении мешков по изобретению. Первый вариант отличается тем, что по меньшей мере на одной стороне одной из концевых поверхностей, образованной загибом ткани, в зоне вблизи, в частности в общей части кромки складки между расположенным на продольной и на узкой стороне загибом ткани, предусмотрена по меньшей мере одна точка склеивания или же одна клеевая поверхность из холодного клея, расплавленного клея или термопластичного искусственного материала, в частности полиолефина, с низкой точкой плавления в качестве материала ткани или промежуточного слоя. При проведении сварки концевой поверхности мешка горячим воздухом клеящий материал размягчается и затекает в кромку складки, в результате чего после затвердевания клея отверстия в кромке складки оказываются плотно закрытыми.
Следующий шаг по преодолению выхода наполняющего материала из отверстий в кромках складки состоит в том, что раздувание карманов и, тем самым, образование воронки предотвращается или же затрудняется. Это в соответствии с изобретением может быть достигнуто за счет того, что по меньшей меру на одной стороне образованной загибами ткани концевой поверхности по меньшей мере одного из расположенных с продольной стороны загибов ткани в той зоне, которая в сложенном состоянии перехлестывает расположенный с узкой стороны загиб ткани, имеется по меньшей мере одно отверстие. Через это отверстие в загибе, который после складывания становится верхним, при последующем наваривании покрывного листа последний сваривается через это отверстие со своим нижним загибом и, таким образом, предотвращается раздувание кармана.
Другая целесообразная форма выполнения изобретения, с помощью которой также может предотвращаться раздувание карманов, отличается тем, что загибы ткани, образующие концевую поверхность в зоне продольной и узкой стороны, в зонах, в которых они перехлестываются по меньшей мере частично свариваются друг с другом. Однако это решение с технологической точки зрения становится дороже вследствие необходимого дополнительного процесса вдувания горячего воздуха.
Опять же другая форма выполнения изобретения отличается тем, что в зонах концевых поверхностей, в которых с помощью складок образованы карманы, все лежащие друг на друге слои ткани соединены один с другим посредством точки или поверхности сваривания. Возникающая в области сварки потеря ориентации молекулярных цепочек не влияет на общую прочность, поскольку множество лежащих друг на друге слоев ткани соединены друг с другом.
В частности, предпочтительная форма выполнения мешка по изобретению отличается тем, что между концом мешка или же поверхностью днища и покрывным листом предусмотрен далее по меньшей мере один клапан, через который мешок может наполняться и который при полном мешке под давлением находящегося внутри материала может самостоятельно закрываться. Этот так называемый коробчатый клапанный мешок особенно хорошо пригоден для устройств быстрого наполнения, поскольку для закрывания наполненного мешка не требуется проведения еще одной операции.
Для того, чтобы предотвратить частичное выворачивание клапана при вытаскивании заполняющего штуцера из мешка или же вследствие возникающего в процессе заполнения повышенного давления внутри мешка, в результате чего может пропасть эффект герметизации, целесообразно, чтобы по меньшей мере в одном расположенном с продольной стороны загибе ткани, принимавшем участие в образовании концевой поверхности мешка, в зоне между внутренней кромкой расположенного с узкой стороны загиба ткани и внутренней кромкой размещенного между загибами на узкой и на продольной стороне клапана располагалось по меньшей мере одно отверстие. В результате этого становится возможным производить сварку верхней стороны клапана с покрывным листом через отверстия.
В случае материала, который транспортируется потоком воздуха, как, например, цемент, целесообразно, чтобы ленточная ткань была перфорированной, чтобы попавший внутрь воздух после заполнения мог выйти.
Изобретение охватывает также способ наваривания покрывного листа на концевую поверхность, в частности на поверхность днища коробчатого или квадратного мешка, причем покрывной лист и материал мешка состоят из пленки или ткани, выполненной из моноаксиально вытянутых полимерных, в частности полиолефиновых, предпочтительно полипропиленовых, ленточек в частности толщиной 20-80 мкм, предпочтительно 30-50 мкм, и ткань по выбору с одной или с двух сторон покрыта расплавом из термопластичного искусственного, в частности полиолефинового материала, в частности толщиной 5-60 мкм.
Этот способ характеризуется помещением промежуточного слоя из полимерного, в частности полиолефинового, предпочтительно полипропиленового расплава, в частности толщиной 5-60 мкм, в частности с температурой от 150 до 380oC, предпочтительно от 230 до 260oC, между концевой поверхностью, в частности поверхностью днища и покрывным листом, следующим за этим припрессовыванием друг к другу концевой поверхности, в частности поверхности днища, и покрывного листа и охлаждением концевой поверхности или же поверхности днища, промежуточного слоя и покрывного листа до температуры окружающей среды.
В результате этого мешок оказывается существенно дешевле и проще в изготовлении, поскольку не применяются дорогие клеи и сложные методы склеивания. При соединении днища с помощью сварки высокая прочность ткани едва ли страдает.
Вариант данного способа отличается тем, что для наваривания покрывного листа на по меньшей мере концевую поверхность, в частности на поверхность днища мешка при использовании имеющей по меньшей мере одной стороны покрытие ткани для мешка и/или для покрывного листа - вместо внесения термопластичного расплава искусственного материала, в частности полиолефина, предпочтительно полипропилена - нагревание нанесенного слоя ткани производится, в частности горячим воздухом, до пластификации только находящейся снаружи зоны поверхности, в частности, на глубину от 2 до 40 мкм, в частности 3 - 10 мкм. Благодаря прямому нагреву и соединению нанесенных слоев ткани и благодаря исключению операции экструдирования промежуточного слоя, способ может протекать весьма рационально.
В части экономического проведения способа особенно предпочтительным является то, что для наваривания покрывного листа на концевую поверхность, в частности на поверхность днища мешка, производится, в частности охлаждение и припрессовывание друг к другу концевых поверхностей или же поверхности днища, и покрывного листа с помощью по меньшей мере охлажденного органа давления, в частности, пары валков.
Нанесение промежуточного слоя из расплава искусственного материала, в частности из полиолефина, предпочтительно полипропилена, происходит более целесообразно с помощью щелевой головки или с помощью сопла для экструзии нитей.
Форма осуществления способа по изобретению отличается тем, что для наваривания покрывного листа на концевую поверхность, в частности на поверхность днища мешка, нагрев и припрессовывание друг к другу концевой поверхности или поверхности днища и покрывного листа производится по меньшей мере с помощью нагретого валика или плиты с выполненным на поверхности в виде линий или точек профилированием.
Согласно следующему варианту способа по изобретению наваривание покрывного листа на концевую поверхность, в частности на поверхность днища мешка, происходит путем сваривание трением.
Для уменьшения точки плавления нанесенного слоя и для получения нескользящей поверхности нанесенного слоя способ по изобретению может иметь еще одну форму выполнения, состоящую в том, что к нанесенному слою ленточной ткани и/или промежуточному слою из термопластичного искусственного материала примешивается сополимер из этилена и винилацетата.
В частности, в случае коробчатых мешков или коробчатых клапанных мешков может быть целесообразно, когда перед операцией внесения полимерного расплава между концевой поверхностью и покрывным листом в по меньшей мере одном расположенном на продольной стороне загибе ткани в той зоне, которая в сложенном состоянии перехлестывает расположенный на узкой стороне загиб ткани, выполняется по меньшей мере одно отверстие. Таким образом, в процессе последующих технологических операций верхняя сторона расположенного на узкой стороне загиба непосредственно сваривается с покрывным листом и таким образом предотвращается образование воронки из загибов ткани, через которую мог бы выйти наружу из мешка насыпной материал.
Вариант способа по изобретению, с помощью которого происходит герметизация зоны краев складки, отличается тем, что, в частности перед складыванием загибов в концевой поверхности мешка по меньшей мере на одной стороне в зоне вблизи, в частности в общей части кромки складки между расположенными в зоне продольной и узкой стороны загибами, наносится по меньшей мере одна клеевая точка или же одна клеевая поверхность из холодного клея, расплавленного клея или термопластичного искусственного материала, в частности полиолефина, с низкой точкой плавления в качестве материала ткани или промежуточного слоя, и после закладывания загиба в процессе следующей рабочей операции путем использования высокой температуры и соответственно высокого давления клеящий материал соединяется с расположенными на продольной и узкой стороне загибами.
Верхняя сторона расположенного на узкой стороне загиба ткани может также свариваться с нижней стороной расположенного выше с продольной стороны загиба, по мере того, как между перекрывающими друг друга зонами загибов ткани поверхности мешка, лежащих на продольной и узкой стороне, вдувается горячий воздух, а загибы после этого припрессовываются друг к другу и таким образом соединяются. Также и эта форма выполнения способа предотвращает раздувание образованных складками карманов и, таким образом, образование воронки.
Выполнение способа по изобретению отличается тем, что загибы ткани, лежащие на продольной стороне, на узкой стороне, и загибы ткани, образующие с помощью закладывания складки карман, свариваются друг с другом путем прижатия нагретого стержня или нагретой плиты с наружной стороны концевой поверхности мешка.
Особенно благоприятный для клапанных мешков вариант способа по изобретению отличается тем, что перед рабочей операцией внесения полимерного расплава между концевой поверхностью и покрывным листом по меньшей мере в одном расположенном с продольной стороны загибе ткани, принимающем участие в образовании концевой поверхности мешка, в зоне, которая ограничивается внутренней кромкой лежачего на узкой стороне загиба ткани и внутренней кромкой клапана, расположенного между лежащим на узкой стороне загибом ткани и лежащими на продольной стороне загибами ткани, выполняется по меньшей мере одно отверстие. Это позволяет производить сваривание верхней стороны клапана и нижней стороны покрывного листа, в результате предотвращается выскакивание клапана при вытаскивании наполнительного штуцера.
На фиг. 1 изображен мешок по изобретению из рукавной ткани в перспективе; на фиг. 2 - мешок по изобретению, выполненный из плоской ткани с продольным швом; на фиг. 3 - вид сверху на клапанную сторону с покрывным листом, выполненным согласно фиг.1; на фиг. 4 - вид сверху на сторону с клапаном без покрывного листа, имеющего исполнение согласно фиг.2; на фиг.5 - поперечное сечение мешка с покрывным листом; на фиг. 6 - поперечное сечение мешка из рукавной ткани; на фиг. 8: a - поперечное сечение мешка из плоской ткани с полученным экструзией продольным швом; b - поперечное сечение мешка с продольным швом с наваренным или наклеенным покрывным листом; на фиг. 9-12 - различные варианты осуществления способа по изобретению; на фиг.13 - сторона клапана варианта выполнения мешка, изображенного на фиг.1, в частично сложенном состоянии; на фиг. 14 и 15 - дополнительные формы выполнения концевых поверхностей мешка по изобретению.
На фиг. 1 изображен мешок согласно изобретению, имеющий форму короба, который выполнен из рукавной ткани 1 из моноаксиальных вытянутых полиолефиновых ленточек, например из полипропилена или полиэтилена, которые имеют толщину 10-80 мкм и прочность в несколько г/ден, в типичном случае 4,0-6,5 г/ден. Поверхности дна этого коробчатого мешка образуются путем закладывания складками загибов 4, 4', 5, 5'. Как указано штрихпунктирной линией, загибы 4 и 5 лишь незначительно выступают за пределы друг друга. Между загибами 5' и 4 или же 5 расположен далее клапан 2, который состоит из листообразных или рукавообразных материалов, как то ткани или пленки, и через который осуществляется наполнение мешка. Если мешок наполнен, то шланг клапана закрывается под воздействием давления заполняемого материала на концевую поверхность. На загибы 4, 5 наварен покрывной лист 3. Предусмотренные для этого способы сварки описываются ниже. Покрывной лист 3 состоит, предпочтительно, из того же материала, что и ткань 1, причем ткань 1 и/или покрывной лист 3 могут иметь покрытие по выбору с одной или с двух сторон. Особой отличительной чертой мешка по изобретению является то, что путем наваривания покрывного листа незначительная стабилизация цепочек молекул в ленточках более не присутствует, в типичном случае при высокой температуре на глубине проникновения 2-40 мкм, в частности 3-10 мкм, так что ткань едва ли обнаруживает снижение прочности.
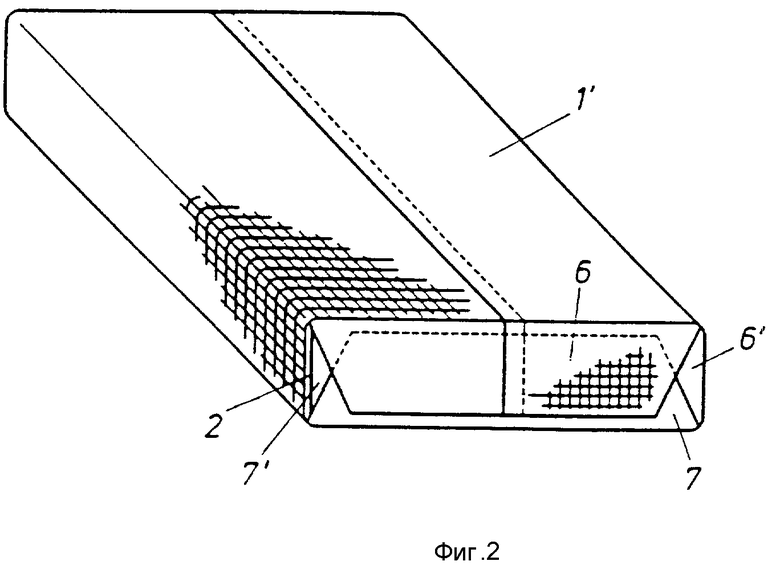
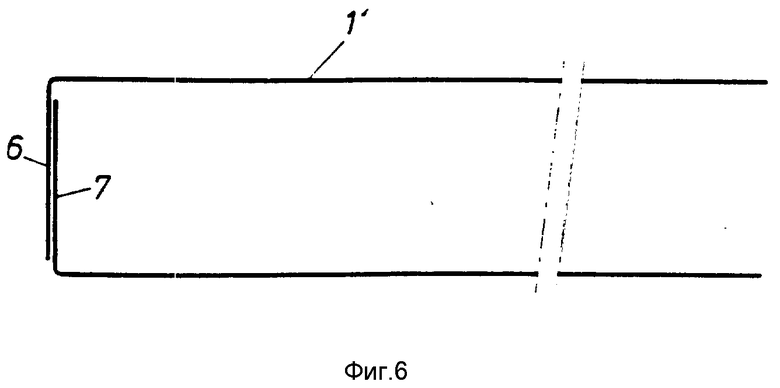
На фиг. 2 представлена следующая форма выполнения мешка по изобретению. Он отличается от варианта, изображенного на фиг.1, прежде всего тем, что в рукав отформована плоская ткань 1' с продольным швом и что загибы 6 и 7 вследствие того, что они почти полностью перекрывают друг друга, выполняют функцию донной поверхности и покрывного листа, а от специального покрывного листа можно отказаться. Оба загиба 6 и 7 сварены друг с другом в соответствии со способом по изобретению.
Боковые загибы 6' и 7' уложены в складки соответственно загибам 4' и 5' согласно фиг 1. Между загибами 7' 6 или 7 опять размещен клапан 2.
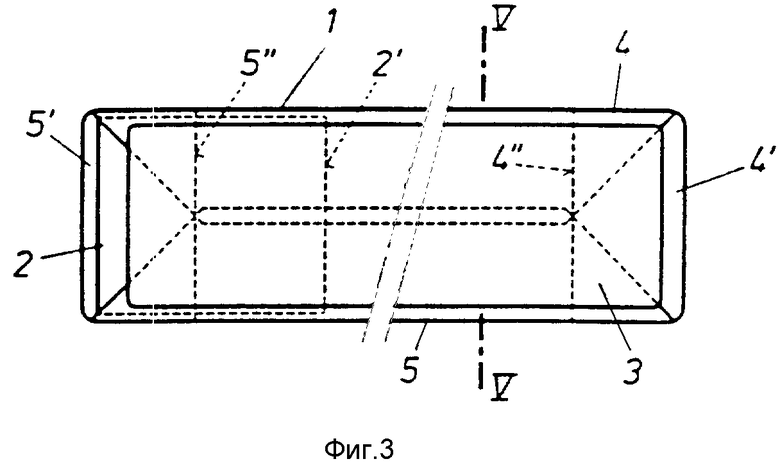
На фиг. 3 показан вид сверху на клапанную сторону мешка согласно фиг.1. Можно видеть, что сначала внутрь закладываются боковые загибы 4', 5', которые доходят до штрихпунктирной линии 4'', 5'' над ними на одной стороне размещен шланговый элемент 2 в качестве клапана, который внутри выступает до линии 2', над ним закладываются в складки оба загиба 4 и 5, и, наконец, наваривается покрывной лист 3.
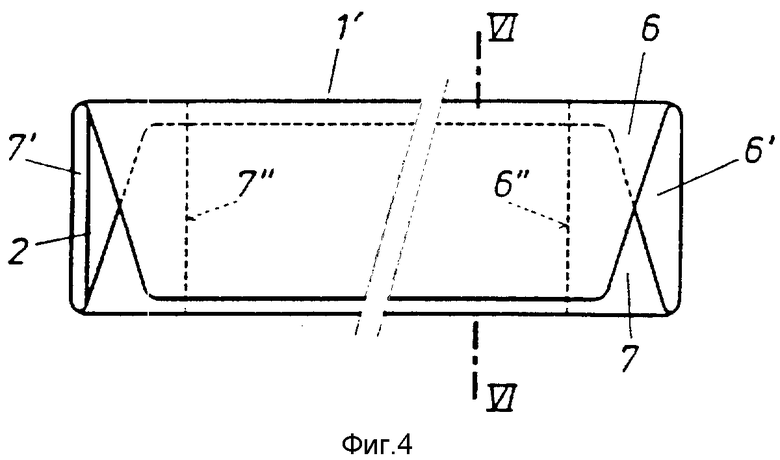
На фиг. 4 показан вид сверху на сторону с клапаном мешка согласно фиг.2. Боковые загибы 6', 7' своими кромками 6'', 7'' сначала закладываются в складки внутрь, над ними в складки закладываются и свариваются друг с другом загибы 6 и 7, причем загибы 7 служат в качестве донной поверхности, а загиб 6 - в качестве покрывного листа. Клапан 2 предусмотрен между загибами 7' и 6 или 7.
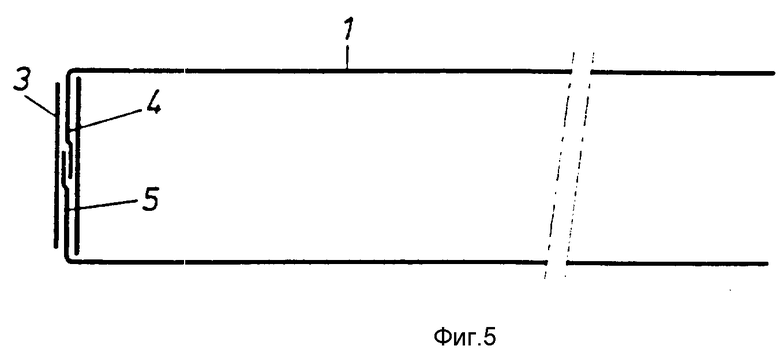
На фиг. 5 показан продольный разрез вдоль линии V-V фиг.3. Отсюда становится ясно, что загибы 4 и 5 и покрывной лист 3 располагаются друг над другом.
На фиг. 6 показан продольный разрез вдоль линии VI-VI фиг.4. Отсюда становится ясно, что загибы 6 и 7 располагаются друг над другом.
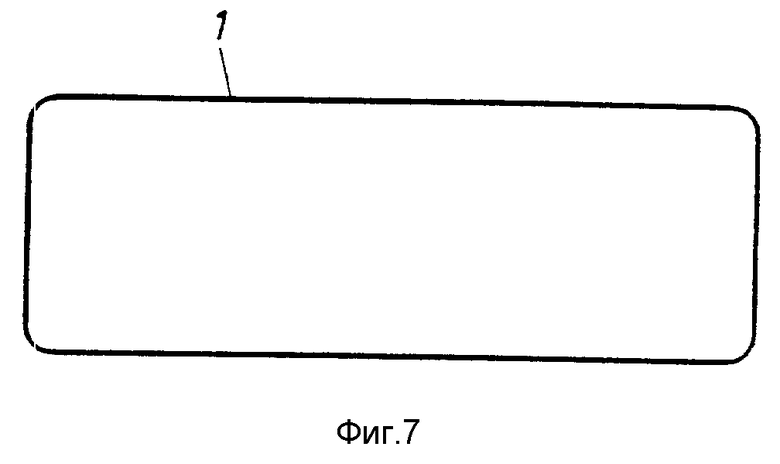
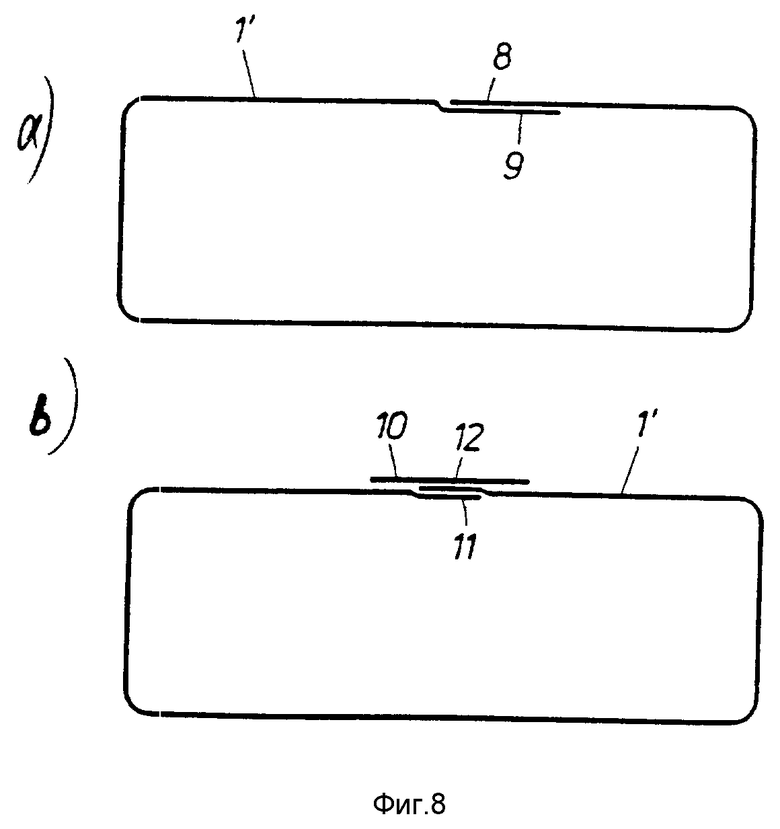
На фиг. 7 и 8 показаны различные формы поперечного сечения мешков по изобретению. На фиг.7 можно видеть мешок из ленточной рукавной ткани 1. На фиг.8,a - мешок из плоской ткани 1', чьи расположенные друг над другом концы 8, 9 соединены продольным швом и таким способом получили форму рукава, причем продольный шов может быть также экструзионным швом, а на фиг.8,b можно видеть мешок из плоской ткани с продольным швом с наваренной или наклеенной лентой 10 или расположенными друг над другом концами 11, 12.
Со ссылкой на фиг.9-12 описываются различные варианты способа наваривания покрывного листа.
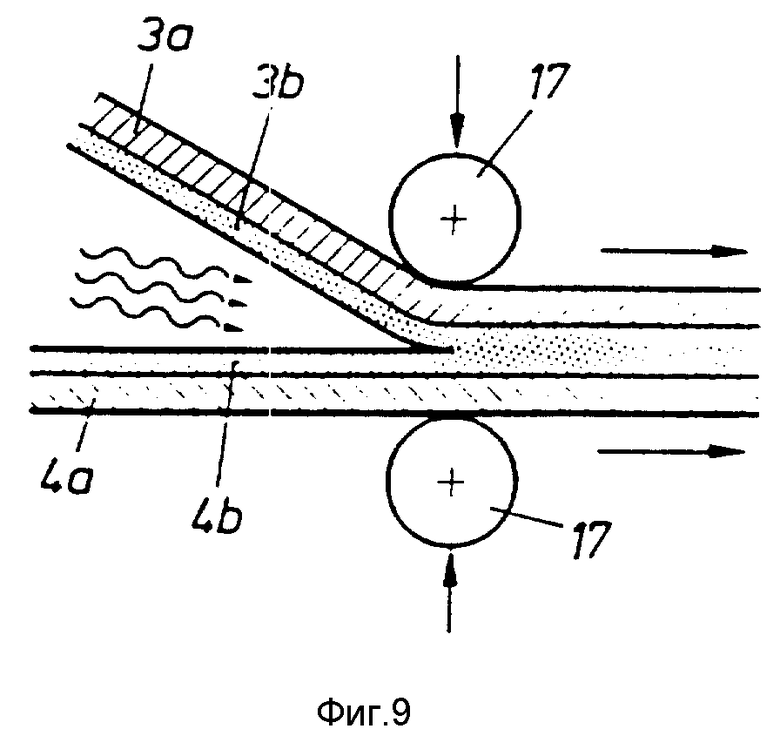
На фиг.9 изображен вариант, в котором покрывной лист, состоящий из ленточной ткани 3a и нанесенного слоя 3b из полиолефинов, например, полипропилена, должен соединяться с загибом мешка, состоящим из ленточной ткани 4a и нанесенного слоя 4b из того же самого полеолефинового материала. Толщина ленточной ткани 3a, 4a составляет 40 и 160 мкм, толщина нанесенных слоев 3a, 4b составляет 5-60 мкм. Для этой цели обращенные друг к другу стороны 3b, 4b нанесенного покрытия нагреваются до глубины проникновения 2-40 мкм, в частности 3-10 мкм, вплоть до пластификации, и протягиваются между двумя охлажденными валками 17, 17 в направлении стрелки, при этом слои 3b, 4b спрессовываются друг с другом так, что возникает плотное соединение, а посредством пары валков 17, 17 одновременно происходит охлаждение, которое необходимо для того, чтобы ленточная ткань 3a, 4a не получила повреждений, причиной которых является теплота. Поскольку в основном нагревается нанесенный слой, то ленточки теряют стабилизацию своих молекулярных цепей лишь на незначительной глубине, так что не возникает никакого заметного ухудшения прочности.
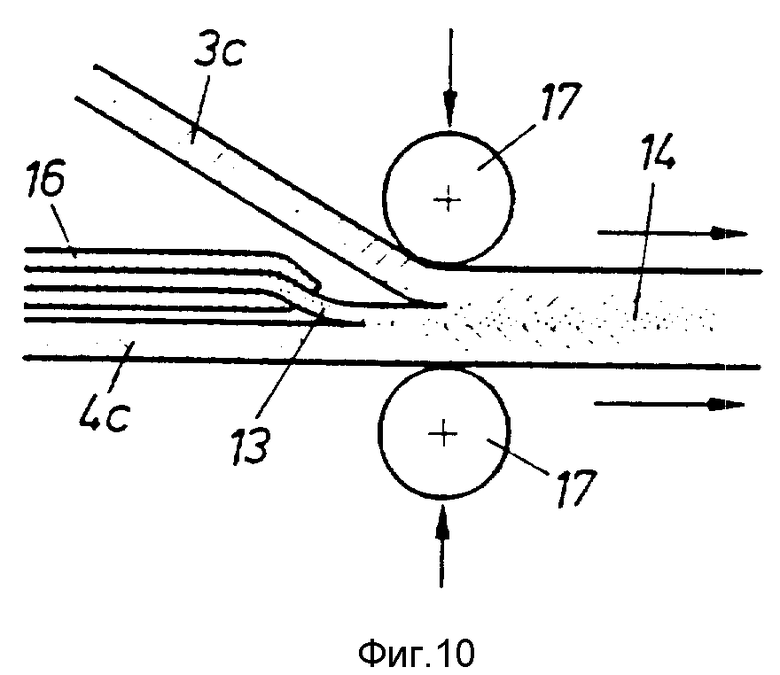
На фиг. 10 показан другой вариант способа, согласно которому свариваются две ткани 3c, 4c, у которых отсутствует покрытие. Для этой цели между ленточными тканями 3с, 4с наносится слой расплава 14. Ткани 3с, 4с и расплав 14 состоят обычно из того же полиолефинного материала.
Температура экструзии расплава составляет 150-380oC, предпочтительно 230-260oC. Ткани протягиваются в направлении стрелки между парой 17, 17 охлаждающих валков и спрессовываются с расплавом 14, одновременно охлаждаясь, так что прочность ленточек существенно не ухудшается.
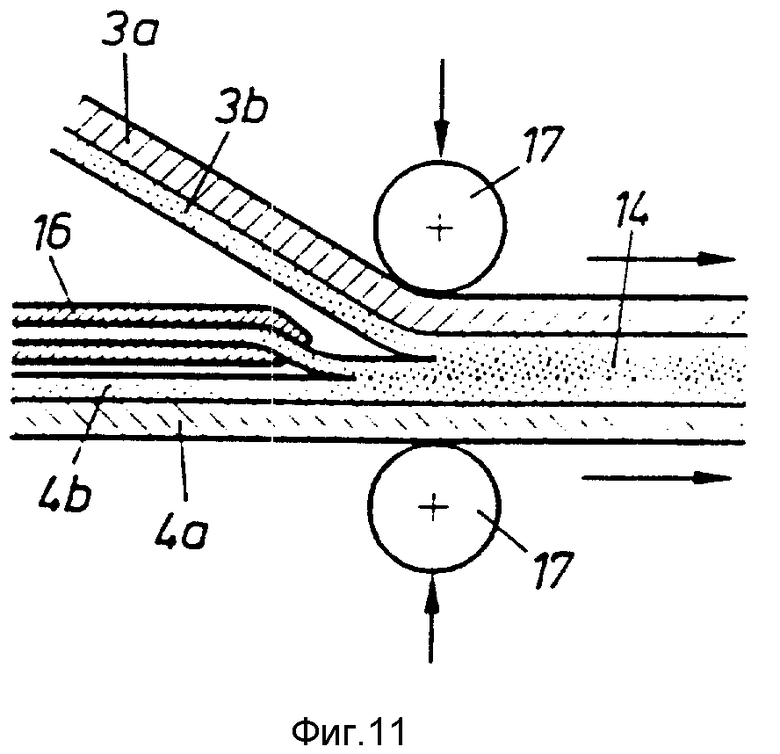
Однако данное осуществление способа не ограничено не имеющей покрытия ленточной тканью, а может быть применено и к ткани, имеющей покрытия, как это показано на фиг. 11, где покрывной лист, который состоит из ленточной ткани за с нанесенным слоем 3b, и загиб, состоящий из ленточной ткани 4a и нанесенного слоя 4b, свариваются друг с другом путем нанесения расплава 14 между сторонами нанесенного слоя. Посредством прижатия нанесенные слои 3b, 4b и расплав 14 образуют гомогенный промежуточный слой.
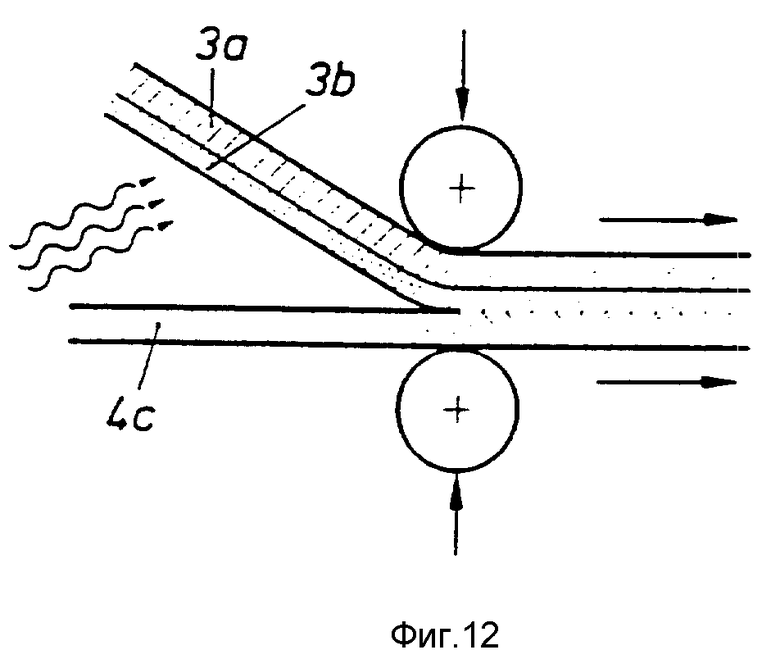
С другой стороны, сваривание путем нагрева до высокой температуры нанесенного на ткань слоя может быть осуществлено также и тогда, когда покрытие наносится лишь на одну из тканей, как это показано на фиг. 12. При этом ткань 4c, где отсутствует покрытие, и ткань 3a с покрытием 3b плотно соединяются друг с другом.
Далее к термопластичному искусственному материалу, в частности полиолефиновому материалу, из которого состоит покрытие и/или промежуточный слой, может примешиваться сополимер из этилена и винилацетата, который в общем называется EVA. Этот EVA имеет более низкую точку плавления, чем полиэтилен. Путем добавления EVA заметно улучшается свариваемость нанесенного покрытия. И, кроме того, путем примешивания EVA покрытие образует нескользящий слой, в результате улучшается складируемость мешков согласно изобретению.
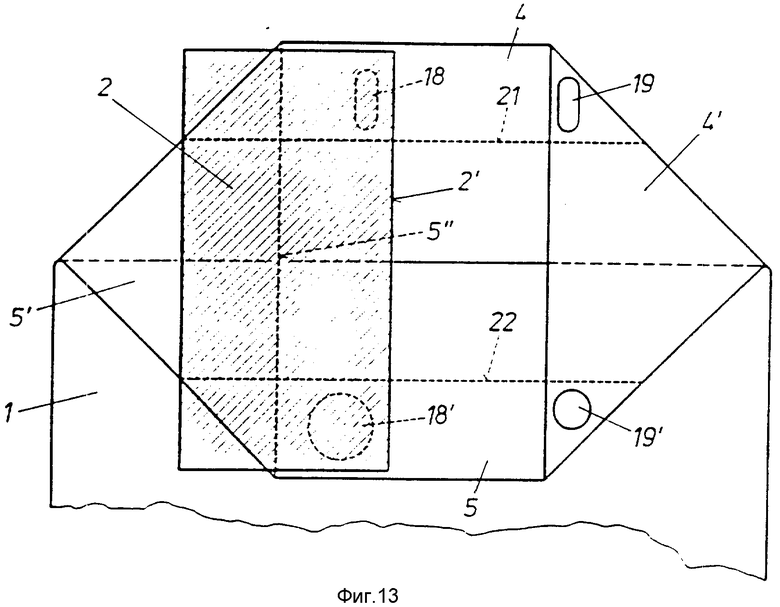
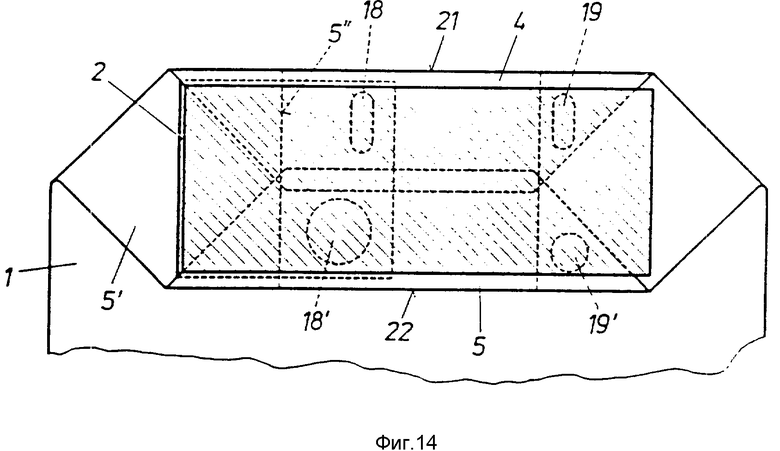
На фиг.13-15 более подробно освещены специальные проблемы, которые возникают в конструкции коробчатых мешков, и в частности коробчатых клапанных мешков. На фиг. 13 показан вариант мешка, изображенного на фиг 1, в частично сложенном состоянии. На конце рукавной ткани 1 внутрь загнуты расположенные на узкой стороне загибы 4', 5' ткани, а клапанная фольга 2 закреплена на загибе 5'. Крепление фольги 2 на загибе 5' осуществляется, целесообразно, путем термической сварки на прямоугольной поверхности, которая ограничивается кромками 21, 22 складок, наружной кромкой пленки 2 и внутренней кромкой 5'' загиба 5'. В процессе дальнейшей обработки располагающиеся у продольных сторон загибы 4, 5 загибаются внутрь вдоль кромок 21, 22 складок, в результате чего также и стороны фольги 2 перегибаются внутрь и образуют клапан 2 рукава. Затем покрывной лист 3 в соответствии со способом по изобретению наваривается на концевую поверхность мешка. Эта технологическая ступень представлена на фиг. 14, на которую и дается ссылка. Через клапан 2 рукава может просовываться штуцер для наполнения мешка материалом. При этом в устройствах наполнения возникает проблема, что иногда вследствие повышенного давления внутри мешка, возникающего во время процесса наполнения, или вследствие прилипания клапана к штуцеру из-за тепла или трения при вытягивании штуцера выворачивается висящая свободно внутри мешка часть клапана вплоть до места своего подсоединения к загибу 5'. И, как следствие, клапан частично изменяет свое герметизирующее воздействие, поскольку выворачивание шланга существенно укорачивает действующую длину клапана. В соответствии с изобретением эта проблема решается за счет того, что в боковых загибах 4, 5 в зоне между линией 5'' кромки загиба 5' и внутренней кромки 2' клапана 2 штамповкой выполняются отверстия 18, 18', так что закладываемый внутрь загибов 4, 5 покрывной лист 3 через эти отверстия 18, 18' может свариваться с верхней стороной клапана 2. В результате этого очень эффективно предотвращается возможность вытягивания клапана 2 вместе с наполняющим штуцером. Форму отверстий можно выбирать любую. Так, например, отверстие 18 выполнено продолговатым, а отверстие 18'- круглым.
В случае коробчатых мешков в общем и целом и в случае клапанных коробчатых мешков, в частности можно обнаружить еще один эффект, а именно, что из-за укладывания в складки загибов 4, 4', 5, 5' ткани с образованием концевой поверхности во внутренней полости мешка образуются четыре треугольных кармана, которые действуют как воронки, чьи выпускные отверстия находятся в кромках складки 21, 22. Исходя из технологических причин невозможно приварить покрывной лист 3 точно вплоть до кромок 21, 22 складки, так что в общем и целом на концах кромок складки остаются свободными небольшие отверстия, которые соединяются с упомянутыми выше карманами. В области дна мешка это не оказывает мешающего действия, поскольку под действием веса материала карманы сжимаются и закрываются, Однако при наполнении коробчатых клапанных мешков, когда насыпной материал подается через штуцер с помощью сжатого воздуха, под воздействием проходящего сжатого воздуха эти карманы на стороне, противолежащей клапану, надуваются до образования воронок, а в большинстве случаев порошкообразный материал выдавливается через "выпускное отверстие воронки" из мешка. Для предотвращения этого в загибах 4, 5, расположенных на продольных сторонах, в зоне загибов 4, 5, которая после образования складок перекрывает внахлестку загиб 4' ткани, расположенной на узкой стороне, предусмотрены другие отверстия 19, 19'. Если покрывной лист 3 наваривается сверху, то через эти отверстия 19, 19' загиб 4' соединяется с покрывным листом 3, в результате чего предотвращаются раздувание или же образование воронок.
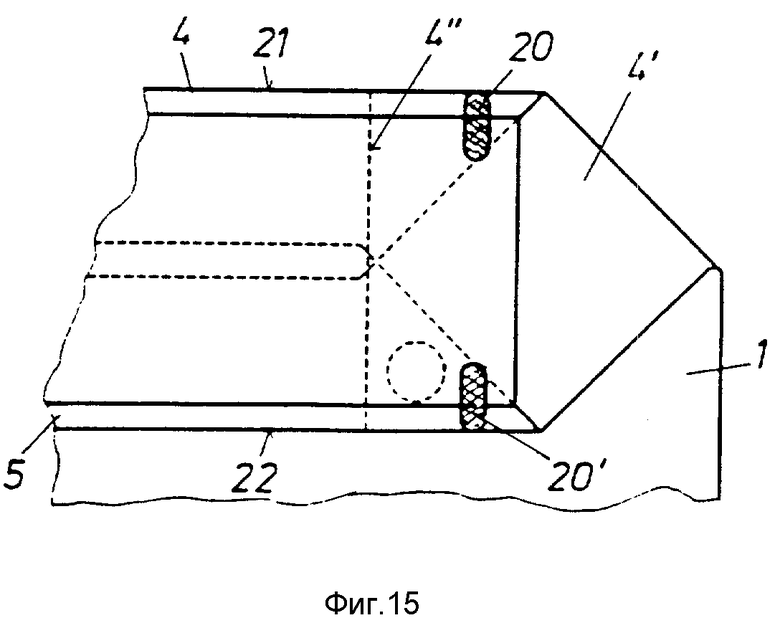
Следующая мера, с помощью которой можно предотвратить вытекание порошкообразного материала из углов концевой поверхности мешка, показана на фиг.15. Концевая поверхность образуется опять же путем складывания загибов 4, 4', 5 рукавной ткани 1. Расположенный с узкой стороны загиб 4' доходит до кромки 4'' к середине мешка. Можно видеть два образованных из соединений внахлестку кармана. При этом выполнении изобретения отверстие в краях 21, 22 складки закрываются, если перед укладкой в складки загибов 4, 4', 5 в концевой поверхности мешка в общей части кромки 21, 22 складки между расположенным с продольной стороны загибом 4, 5 ткани и расположенным с узкой стороны загибом 4' ткани наносится клеевая точка или клеевая поверхность 20, 20' из холодного клея, расплавленного клея или термопластичного искусственного материала, в частности полиолефина, с низкой точкой плавления в качестве материала ткани или промежуточного слоя, а после укладывания в складки загибов в процессе следующей рабочей операции при использовании высокой температуры или давления клеящий материал 20, 20' соединяется как с расположенным с продольной стороны загибом 4, 5, так и с расположенным с узкой стороны загибом 4'. Имеется также возможность соединять друг с другом четыре слоя ткани, а именно расположенный с продольной стороны загиб, расположенный с узкой стороны загиб и оба загиба ткани, образующие карман, путем прижатия нагретого штифта или нагретой плиты к наружной стороне концевой поверхности мешка и путем встречного прижатия термостойкой, например, облицованной тефлоном плиты с внутренней стороны мешка посредством сварочной точки или сварочной поверхности. В зоне сварочной поверхности теряется стабилизация цепочек молекул, поскольку с одной стороны сварочная поверхность по отношению к всей концевой поверхности является очень небольшой, а с другой стороны, в зоне сварки соединяются друг с другом четыре слоя, поэтому не происходит уменьшения общей прочности концевой поверхности. Таким образом, с небольшими затратами можно получить полное закрытие концевой поверхности мешка.
Изобретение относится к упаковочным средствам, в частности к мешкам. Мешок из ткани 1 из моноаксиально вытянутых, однослойных полимерных, полиолефиновых, предпочтительно полипропиленовых ленточек. Ткань с одной или с двух сторон может быть покрыта термопластичным искусственным материалом, в частности полиолефином. Ткань представляет собой рукавную ткань 1 или плоскую ткань, связанную в рукав. Один конец мешка посредством укладки в складки концов ткани приобретает форму, в частности прямоугольную, поверхности днища. Один конец мешка, в частности поверхность днища, через промежуточный слой из термопластичного искусственного, в частности полиолефинового материала, посредством термического воздействия соединен с покрывным листом 3 из ткани. Ткань выполнена из моноаксиально вытянутых полимерных, полиолефиновых, предпочтительно полипропиленовых ленточек. Снаружи зона поверхности - менее 30% толщины материала ленточек ткани плоскости днища и покрывной лист имеет полимерные, полиолефиновые, предпочтительно полипропиленовые молекулы, дезориентированные вследствие термического воздействия. В остальной зоне материала ориентация молекул присутствует. Предлагается также способ наваривания покрывного листа на поверхность днища мешка. Предложенный мешок снижает расходы на его изготовление. 3 с. и 31 з.п.ф-лы, 15 ил.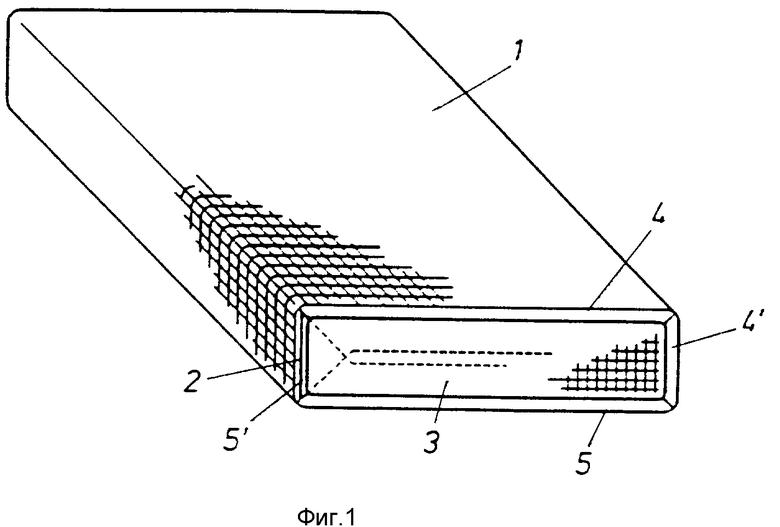
| DE, патент, 3336731, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| GB, патент, 892630, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| GB, патент, 1189029, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| DE, патент, 3236770, кл | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
