Уровень техники
Настоящее изобретение относится к корпусам газовых турбин и, более конкретно, к удерживающим вентиляторы корпусам в газотурбинных авиационных двигателях.
В газотурбинном авиационном двигателе, корпус вентилятора выполняет несколько функций. Он определяет сечение потока входящего воздуха в двигателе, поддерживает изнашиваемый материал, обращенный к вершинам лопастей вентилятора, и необязательно поддерживает структуру для поглощения звуковых волн для выполнения акустической обработки на входе в двигатель, и включает в себя или поддерживает удерживающий экран. Удерживающий экран образует ловушку для загрязнений, которая удерживает любые загрязнения, такие как засасываемые инородные тела или фрагменты поврежденных лопастей, перемещаемых под действием центробежной силы, с тем, чтобы предотвратить их проникновение через корпус и достижение других частей самолета.
Как правило, удерживающие вентилятор корпуса состоят из относительно тонкой металлической стенки, определяющей сечение входящего потока и поддерживающей изнашиваемый материал, и акустическое покрытие, если предусмотрено, вместе с экранирующей структурой, прикрепленной к внешней стороне вышеуказанной стенки, относительно вентилятора. Такая экранирующая структура может быть образована слоями волокнистой структуры. В качестве примера можно сослаться на следующие документы: US 4699567, US 4902201 и US 5437538.
В документе ЕР 1674244 предложено изготавливать удерживающий вентилятор корпус постоянной толщины из композиционного материала волокнисто-смолистого типа путем изготовления волокнистой заготовки, пропитывания ее смолой, и формования пропитанной смолой заготовки для получения требуемой формы. Заготовка изготавливается при помощи трехосного плетения.
Документ US 2006/0093847 также относится к изготовлению удерживающего вентилятор корпуса, но путем формирования дополнительных толщин при помощи слоев металлических сотовых заполнителей, проложенных между слоями волокнисто-смолистого композиционного материала и присоединенных к ним при помощи, например, адгезива.
Документ ЕР 1674671 также предлагает изготовление удерживающего вентилятор корпуса из композиционного материала переменной толщины, при этом его толщина возрастает в соответствии с вентилятором. Слои волокнистых заполнителей наложены друг на друга и состоят из выровненных по окружности оплеток. Добавлены также другие волокнистые слои, состоящие из намотанных по спирали сплетенных волокон. Волокнистые слои соединены друг с другом при помощи термореактивной смолы. В случае удара кинетическая энергия рассеивается путем расслоения, т.е. путем разделения слоев волокон, трескания смолы и, в конечном счете, разрушения волокон.
В документах US 2005/084377 и US 2006/257260 описан способ, позволяющий изготавливать волокнистую заготовку для лопасти вентилятора из композиционного материала, при этом волокнистая заготовка получается непосредственно как одна деталь путем трехмерного плетения с толщиной, шириной и плетением, изменяющимися по мере плетения.
Задачи и краткое описание изобретения
Задачей изобретения является создание способа изготовления корпуса газовой турбины из композиционного материала переменной толщины, обладающего улучшенными свойствами как с точки зрения структуры, так и с точки зрения способности выдерживать удар.
Данная задача достигается при помощи способа изготовления корпуса из композиционного материала переменной толщины для газовой турбины, включающего образование упрочняющего волокна посредством наложения слоев волокнистой структуры и уплотнение упрочняющего волокна матрицей,
при этом в данном способе волокнистая структура выполнена посредством трехмерного плетения с переменной толщиной, причем структура намотана в виде множества наложенных слоев на оправку, профиль которой соответствует профилю изготавливаемого корпуса для получения волокнистой заготовки переменной толщины и формы, соответствующей форме изготавливаемого корпуса.
Наматывание плетеной структуры переменной толщины на оправку обеспечивает возможность непосредственного получения трубчатой заготовки требуемого профиля с переменной толщиной.
Наматывание плетеной структуры также обеспечивает возможность наматывания нитей в окружном направлении, что соответствует структурным свойствам, необходимым для корпуса, без необходимости ввода продольных нитей в оплетки, как было необходимо в вышеупомянутом документе ЕР 1674671.
Более того, при помощи удерживающего вентилятор корпуса оказалось, что рассеивание энергии при ударе осуществляется по существу путем микроскопического растрескивания матрицы, а не путем расслоения и, таким образом, без существенного изменения формы корпуса.
Предпочтительно, волокнистая структура плетется так, что ее основа наматывается на барабан с профилем, определяемым как функция профиля изготавливаемого корпуса. Различное наматывание нитей основы, таким образом, осуществляется как функция их различных окружных путей в ходе наматывания для формирования заготовки.
Заготовка, выполненная как одно целое, может быть получена путем наматывания трехмерной ткани переменной толщины, даже когда заготовка имеет значительные местные изменения толщины. Таким образом, когда изготавливаемый корпус включает в себя по меньшей мере один фланец, заготовка может быть предпочтительно выполнена как одно целое вместе с участком заготовки, соответствующим фланцу корпуса. Участок фланца заготовки может быть, таким образом, встроен непосредственно в заготовку корпуса, включая нити, намотанные по окружности в заготовке фланца, способствуя получению требуемой механической прочности для фланца корпуса.
Также предпочтительно, волокнистая структура плетется с толщиной, увеличивающейся постепенно от ее продольных концов в областях, смежных с продольными концами.
Заготовка может быть сформирована путем трехмерного плетения с плетением интерлоком.
Настоящее изобретение также предлагает удерживающий вентилятор корпус для газовой турбины, имеющий переменную толщину и выполненный из композиционного материала с упрочняющим волокном, усиленным матрицей, при этом упрочняющее волокно содержит структуру переменной толщины, образованную посредством трехмерного плетения, и намотанную в наложенные слои.
Настоящее изобретение также предлагает газотурбинный авиационный двигатель, содержащий такой удерживающий вентилятор корпус.
Краткое описание чертежей
Настоящее изобретение станет более понятно после прочтения следующего описания, выполненного в виде неограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
Фиг. 1 представляет собой схематичный вид газотурбинного авиационного двигателя.
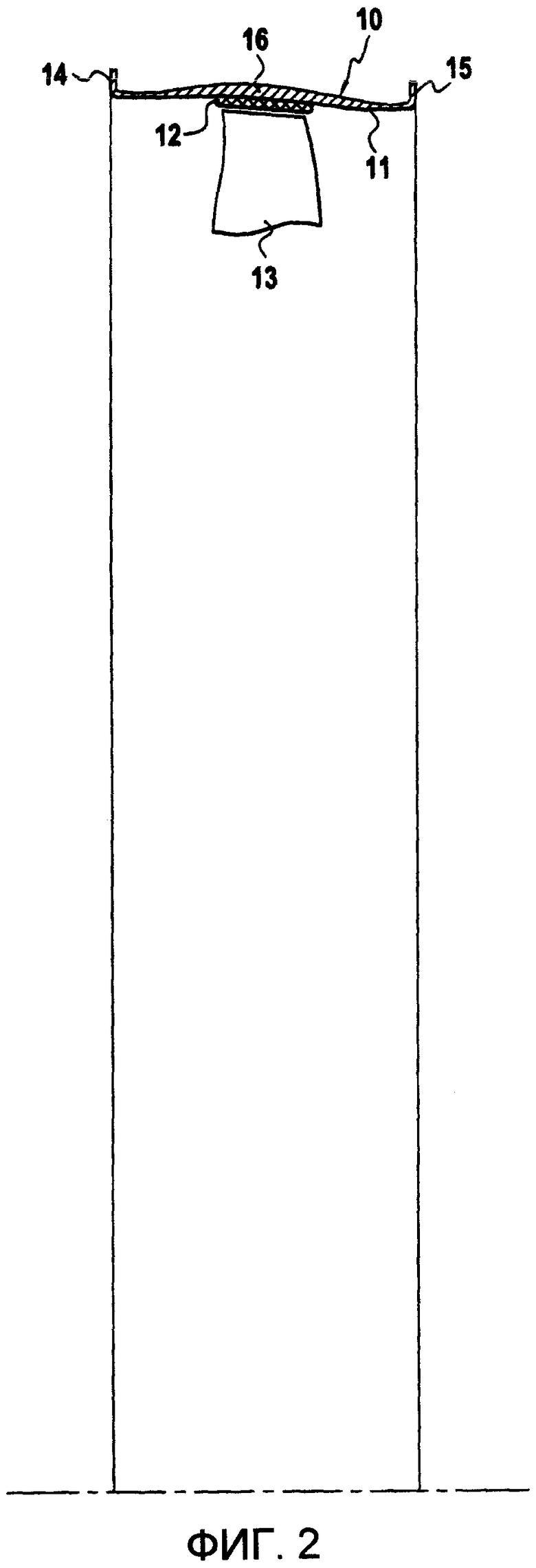
Фиг. 2 представляет собой половину осевого сечения, изображающую профиль удерживающего корпуса для газотурбинного вентилятора типа, показанного на Фиг. 1.
Фиг. 3 представляет собой половину осевого сечения, показывающую намоточный барабан для трехмерного плетения волокнистой ткани для формирования волокнистой заготовки для корпуса, как показано на Фиг. 2.
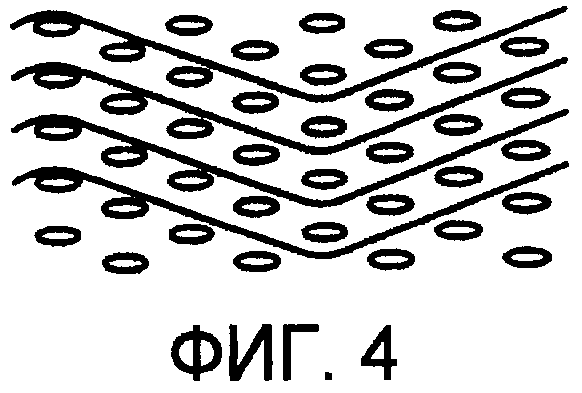
Фиг. 4 и 5 представляют собой схемы, показывающие трехмерные плетения типа интерлок.
Фиг. 6 представляет собой сечение слоя волокнистой структуры, полученной путем плетения с наматыванием на барабан, показанный на Фиг. 3.
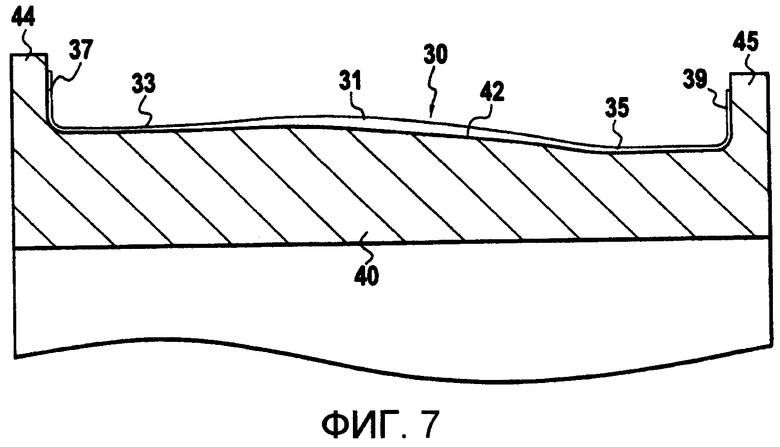
Фиг. 7 представляет собой половину осевого сечения в увеличенном масштабе, показывающую оправку для обмотки волокнистой структурой, показанной на Фиг. 3, для формирования заготовки корпуса.
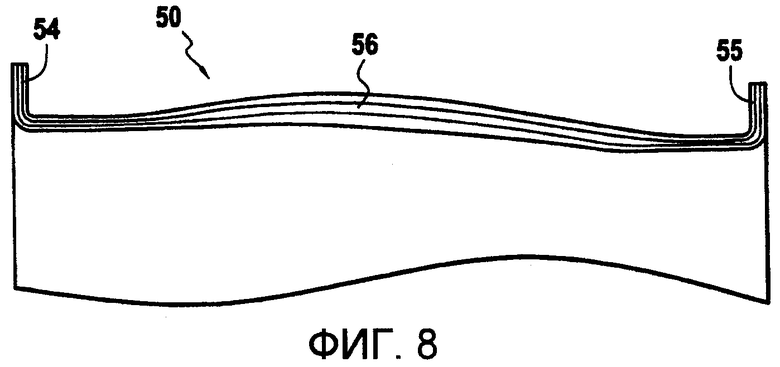
Фиг. 8 представляет собой половину осевого сечения в увеличенном масштабе заготовки корпуса, полученной путем наматывания волокнистой структуры на оправку с Фиг. 7.
Подробное описание вариантов осуществления изобретения
Настоящее изобретение описано ниже в контексте его применения для изготовления корпуса вентилятора для газотурбинного авиационного двигателя.
Такой двигатель, показанный схематично на Фиг. 1, содержит от входа к выходу в направлении потока газа: вентилятор 1, расположенный на входе в двигатель; компрессор 2; камеру сгорания 3; турбину 4 высокого давления (ВД); турбину 5 низкого давления (НД). Турбины высокого и низкого давления соединены с компрессором и вентилятором соответствующими коаксиальными валами.
Двигатель помещен внутрь корпуса, содержащего множество участков, соответствующих разным элементам двигателя. Таким образом, вентилятор 1 окружен корпусом 10 вентилятора.
На Фиг. 2 показан профиль для корпуса 10 вентилятора, состоящий из композиционного материала, который может быть получен при помощи способа согласно изобретению. Внутренняя поверхность 11 корпуса определяет сечение потока входящего воздуха. Она может быть обеспечена слоем изнашиваемого покрытия 12 в соответствии с траекторией вершин лопастей вентилятора, лопасть 13 показана частично и весьма схематично. Изнашиваемое покрытие наносится лишь на участок длины (в осевом направлении) корпуса. Акустическое покрытие (не показано) может также быть нанесено на внутреннюю поверхность 11, в частности выше по потоку от изнашиваемого покрытия 12.
Корпус 10 может быть выполнен с направленными наружу фланцами 14, 15 на своих концах выше и ниже по потоку для обеспечения его соединения и разъединения с другими элементами. Между его концами выше и ниже по потоку корпус 10 имеет переменную толщину, при этом по существу центральный участок 16 корпуса толще, чем его концевые участки, и последовательно соединяет их.
Участок 16 простирается с каждой стороны от вентилятора как выше, так и ниже по потоку для образования удерживающего корпуса, способного удерживать загрязнения, частицы или инородные тела, засасываемые на входе в двигатель, вызывающие повреждение лопастей вентилятора и продвигающиеся радиально под действием вращения вентилятора для предотвращения их прохождения через корпус и повреждения прочих частей самолета.
Корпус 10 состоит из композиционного материала, содержащего упрочняющее волокно, усиленного матрицей. Упрочнение состоит из волокон, а матрица из полимера, например из эпоксидной смолы, бисмалеимида или полиимида.
В соответствии с признаком изобретения упрочняющее волокно образовано путем наматывания волокнистой структуры на оправку, при этом структура изготовлена путем трехмерного плетения с переменной толщиной, оправка имеет профиль, соответствующий профилю изготавливаемого корпуса. Предпочтительно, упрочняющее волокно содержит цельную трубчатую волокнистую заготовку для корпуса 10, образующую целую часть, включающую в себя упрочняющие участки, соответствующие фланцам 14, 15.
Трехмерное плетение осуществляется при помощи наматывания нитей основы на барабан с профилем, выбранным как функция профиля изготавливаемого корпуса. Отсутствует необходимость выбирать барабан с профилем, воспроизводящим профиль внутренней поверхности изготавливаемого корпуса, как необходимо для намоточной оправки. Для удобства в ходе плетения можно использовать намоточный барабан среднего диаметра, который намного меньше внутренней поверхности изготавливаемого корпуса. Профиль намоточного барабана выбирается так, чтобы получившаяся ткань с легкостью принимала требуемую форму при последующем наматывании на формовочную оправку. Как описано ниже, это также облегчает формирование краевых участков ткани, которые должны составлять участки заготовки, соответствующие фланцам.
На Фиг. 3 показан пример намоточного барабана 20 для использования при плетении волокнистой структуры, подходящей для получения цельной волокнистой заготовки для корпуса 10, показанного на Фиг. 2 посредством наматывания на оправку. Центральный участок 21 барабана 20 постепенно переходит в боковые участки 23, 25, диаметр которых меньше, чем диаметр центрального участка 21, при этом боковые участки 23, 25 соединены с соответствующими концевыми участками 27, 29, диаметр которых значительно возрастает к осевым концам барабана 20.
Трехмерное плетение волокнистой структуры может осуществляться при помощи плетения типа интерлок, содержащего множество слоев нитей основы и уточных нитей. Трехмерной ткани придается толщина, изменяющаяся или сужающаяся, тем самым позволяя после последующего обматывания получить заготовку переменной толщины, соответствующей толщине изготавливаемого корпуса. Нити основы наматываются на барабан 20, причем волокнистая структура наматывается на барабан постепенно по мере ее плетения.
На Фиг. 4 и 5 показаны примеры плетения интерлоком для двух участков волокнистой структуры, имеющих разную толщину, соответственно, более толстого центрального участка и более тонких боковых участков. На Фиг. 4 и 5 уточные нити показаны в разрезе. При трехмерном плетении с помощью плетения интерлоком каждая нить основы соединяется с множеством слоев уточных нитей, при этом пути прохождения нитей основы идентичны. Толщина увеличивается/уменьшается постепенно путем добавления/удаления одного или нескольких слоев основных и уточных нитей.
Могут быть предусмотрены и другие трехмерные плетения, например, путем осуществления многослойного плетения при помощи многократного атласного плетения или многократного полотняного плетения. Такие плетения описаны в документе WO 2006/136755.
На Фиг. 6 показана схема слоя волокнистой структуры 30, полученной на барабане 20 путем трехмерного плетения. Структура 30 содержит центральный участок 31, толщина которого больше, чем толщина смежных боковых участков 33, 35, при этом вышеуказанные боковые участки заканчиваются концевыми участками 37, 39, поднятыми вверх.
Для получения волокнистой заготовки для требуемого корпуса волокнистая структура 30 наматывается путем наложения слоев или витков на оправку, такую как оправка 40 с Фиг. 7.
Оправка 40 имеет наружную поверхность 42, профиль которой соответствует профилю внутренней поверхности изготавливаемого корпуса вместе с двумя боковыми фланцами 44, 45.
Путем наматывания на оправку 40 структура 30 принимает ее профиль, и ее концевые участки 37, 39 поднимаются, будучи прижатыми к фланцам 44, 45 для формирования участков заготовки, соответствующих фланцам 14, 15 корпуса (Фиг. 7). Таким образом, формируются участки 37, 39 заготовки, проходящие радиально без какого-либо резкого перехода на краях волокнистой структуры после при плетении, что в противном случае могло бы вызвать производственные трудности при трехмерном плетении.
На Фиг. 8 показано сечение волокнистой заготовки 50, полученной после наматывания волокнистой структуры 30, в виде множества слоев, на оправку 40. Количество слоев или витков зависит от требуемой толщины и от толщины волокнистой структуры; предпочтительно, это количество составляет не меньше двух. В областях, смежных с продольными концами, волокнистая структура может иметь толщину, постепенно увеличивающуюся от продольных концов, и длина волокнистой структуры может быть выбрана так, чтобы конечные участки были диаметрально противоположны, таким образом позволяя избежать существенного увеличения толщины в окрестности концов структуры после обмотки.
Полученная волокнистая заготовка 50 имеет центральный участок 56 большей толщины, соответствующий участку 16 корпуса, и концевые участи 54, 55, соответствующие фланцам 14, 15.
Заготовка 50 остается на оправке 40 и пропитывается смолой. Эластичная оболочка или камера с этой целью накладывается на заготовку. Пропитыванию может поспособствовать установление разницы давлений между окружающей средой и объемом, ограниченным оправкой и камерой, в котором расположена заготовка. После пропитывания осуществляется этап полимеризации смолы.
Таким образом, непосредственно изготавливается заготовка, позволяющая получить требуемый корпус после механической обработки для доводки.
Нити основы волокнистой ткани наматываются в окружном направлении и способствуют получению требуемой механической прочности корпуса, включая его фланцы, где присутствуют нити основы.
Окружная непрерывность волокнистой структуры служит для получения удовлетворительной ударной прочности, не влекущей или практически не влекущей расслоения (т.е., разделения наложенных слоев), так что повреждение при ударе проявляется в форме микроскопического растрескивания матрицы. Форма корпуса, таким образом, сокращается.
Ударная прочность корпуса вентилятора из композиционного материала в соответствии с изобретением была сравнена с прочностью корпуса, изготовленного из алюминиевого сплава "6061", который в настоящее время используется для корпусов вентиляторов для двигателей типа "CFM56-7", производимых CFM International. Композиционный материал состоял из упрочняющего волокна, выполненного путем наложения слоев трехмерной ткани с плетением интерлоком, состоящей из углеродистых волокон, вместе с эпоксидной матрицей.
При равном весе на единицу площади энергия сверления, измеренная на пластинах из двух вышеуказанных материалов, составила 3000 джоулей (Дж) для композиционного материала и 1500 Дж для алюминиевого сплава.
Выше предусмотрено изготовление заготовки корпуса как единой части с участками заготовки, соответствующими фланцам корпуса, если таковые имеются. Как вариант, единственный или каждый участок заготовки, соответствующий фланцу, может быть выполнен отдельно, например, путем наматывания полосы волокнистой структуры на конец заготовки. Полоса волокнистой структуры может состоять из двумерной или трехмерной ткани. Соединение намотанной полосы волокнистой структуры с заготовкой может быть осуществлено путем приклеивания или встраивания жестких элементов, например, изготовленных из углерода.
Более того, известным образом корпус может быть оборудован элементами жесткости, закрепленными на его наружной поверхности.
Вышеописанный способ, в частности, подходит для изготовления корпусов вентиляторов для газотурбинных авиационных двигателей. Тем не менее, он также может быть применен для других газотурбинных корпусов или элементов корпуса, в частности для газотурбинных авиационных двигателей, таких как корпуса сопел или смесителей.



Изобретение относится к способам изготовления удерживающих вентилятор корпусов газотурбинных авиационных двигателей. Способ включает образование упрочняющего волокна в виде наложенных слоев волокнистой структуры и уплотнение упрочняющего волокна матрицей. При этом волокнистая структура выполнена посредством трехмерного плетения с переменной толщиной и намотана в виде множества наложенных слоев на оправку, профиль которой соответствует профилю изготавливаемого корпуса для получения волокнистой заготовки переменной толщины и формы, соответствующей форме изготавливаемого корпуса. Технический результат - повышение механической прочности корпуса. 3 н. и 5 з.п. ф-лы, 8 ил.
1. Способ изготовления корпуса из композиционного материала переменной толщины для газовой турбины, включающий образование упрочняющего волокна в виде наложенных слоев волокнистой структуры и уплотнение упрочняющего волокна матрицей, при этом волокнистая структура выполнена посредством трехмерного плетения с переменной толщиной, причем структура намотана в виде множества наложенных слоев на оправку, профиль которой соответствует профилю изготавливаемого корпуса для получения волокнистой заготовки переменной толщины и формы, соответствующей форме изготавливаемого корпуса.
2. Способ по п.1, в котором волокнистая структура плетется с ее основой, наматываемой на барабан, имеющий профиль, определенный как функция профиля изготавливаемого корпуса.
3. Способ по п.1, предназначенный для изготовления корпуса, имеющего по меньшей мере один крепежный или соединительный фланец, при этом заготовка выполнена как одно целое с участком заготовки, соответствующим фланцу корпуса.
4. Способ по п.1, в котором волокнистая структура плетется с толщиной, увеличивающейся постепенно от ее продольных концов на участках, смежных с продольными концами.
5. Способ по п.1, в котором заготовку выполняют посредством трехмерного плетения с плетением интерлоком.
6. Удерживающий вентилятор корпус для газовой турбины, имеющий переменную толщину и выполненный из композиционного материала с упрочняющим волокном, усиленным матрицей, при этом упрочняющее волокно содержит структуру переменной толщины, образованную посредством трехмерного плетения и намотанную в наложенные слои.
7. Корпус по п.6, содержащий по меньшей мере один фланец, при этом упрочняющее волокно выполнено в виде целой части, включающей в себя упрочняющий фланцевый участок.
8. Газотурбинный авиационный двигатель, содержащий удерживающий вентилятор корпус по п.6 или 7.
| Кассета для прогона лентопротяжного механизма магнитофона | 1989 |
|
SU1674244A1 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2004 |
|
RU2270393C1 |
| US 20060093847 A1, 04.05.2006 | |||
| EP 1674671 A2, 28.06.2006. | |||

