Область техники, к которой относится изобретение
Изобретение относится к формованию волокнистых заготовок путем наматывания волокнистой текстуры, полученной посредством трехмерного (3D) или многослойного тканья волокнистых усилительных структур деталей из композиционного материала.
Уровень техники
В частности, изобретение относится к волокнистым заготовкам, предназначенным для получения усилений осесимметричных деталей из композиционного материала, имеющих в радиальном сечении изменяющийся профиль (изменение формы и толщины), например, таких как корпус вентилятора авиационного двигателя. Волокнистую заготовку такой детали выполняют посредством тканья волокнистой текстуры и наматывания под натяжением этой текстуры на осесимметричную пресс-форму, содержащую поверхность наматывания, имеющую в радиальном сечении профиль, соответствующий профилю изготавливаемой детали.
Чтобы выполнить волокнистую текстуру, соответствующую изменяющейся форме пресс-формы, применяют тканье по форме, называемое также “contour weaving” или “outline weaving”, которое состоит в применении разной длины нитей основы в зависимости от их положения на ширине волокнистой текстуры, изготавливаемой посредством тканья в виде полосы, чтобы получить соотношения между длинами нитей основы (тангенциальное направление), аналогичные соотношениям между радиусами, определяющими изменяющийся профиль изготавливаемой конечной детали.
Полученную путем тканья волокнистую текстуру хранят на накопительном барабане для ее последующего наматывания под натяжением на осесимметричную пресс-форму, содержащую поверхность наматывания, имеющую в радиальном сечении профиль, соответствующий профилю изготавливаемой детали. Натяжение текстуры во время ее наматывания на пресс-форму производят при помощи накопительного барабана, называемого также барабаном “take-up”, при этом между накопительным барабаном и пресс-формой расположены один или несколько ведомых валков.
Ведомый валок или ведомые валки имеют на своей осевой ширине изменяющийся радиус, определяющий наружную поверхность с рельефным профилем, которая позволяет сохранять соотношения длин нитей, полученные во время тканья, между накопительным барабаном и пресс-формой. Следовательно, ведомый валок или ведомые валки имеют на своей поверхности, предназначенной для вхождения в контакт с волокнистой текстурой, один или несколько уклонов, образующих угол с осью валка. Во время прохождения волокнистой текстуры под натяжением по наклонному участку ведомого валка она может формировать складки, в частности, по причине присутствия отклонений при тканье, деформации текстуры при натяжении и/или проскальзывания текстуры на уклоне. Эти складки могут распространиться в текстуре вплоть до пресс-формы. Во время появления складки, в частности, на уровне пресс-формы, необходимо отмотать соответствующую часть текстуры, затем натянуть ее вручную, чтобы восстановить ее плоскостность, и затем возобновить наматывание. В этом случае придание формы текстуре путем наматывания становится трудоемким и требует присутствия и вмешательства квалифицированного оператора. Появление складок во время наматывания вынуждает прекращать натяжение текстуры, чтобы получить возможность ею манипулировать, что является нежелательным в плане производственных спецификаций.
Раскрытие сущности изобретения
В связи с вышеизложенным возникает потребность в выполнении трехмерных или многослойных волокнистых заготовок при значительном сокращении риска появления складок в волокнистой текстуре во время придания ей формы путем наматывания.
Для этого изобретением предложена установка для формования осесимметричной волокнистой заготовки, имеющей в радиальном сечении изменяющийся профиль, содержащая накопительный барабан, предназначенный для хранения волокнистой текстуры в виде намотанной полосы, один или несколько ведомых валков и осесимметричную пресс-форму, на которой волокнистой структуре будет придана форма путем наматывания, при этом по меньшей мере один ведомый валок имеет в сечении по плоскости, образованной осевым направлением и радиальным направлением, профиль, содержащий по меньшей мере первый уклон, образующий угол с осью ведомого валка, и участок, смежный с первым уклоном, при этом указанный участок проходит параллельно оси ведомого валка или соответствует второму уклону, образующему второй угол с осью ведомого валка, отличный от первого угла, согласно изобретению, установка дополнительно содержит по меньшей мере один контрвалок, имеющий форму, комплементарную с первым уклоном и с участком, смежным с указанным первым уклоном, при этом установка содержит средства удержания указанного по меньшей мере одного контрвалка, выполненные с возможностью удерживать указанный контрвалок на заранее определенном расстоянии от первого уклона и от участка, смежного с указанным первым уклоном, или выполненные с возможностью обеспечивать контактное давление контрвалка на первый уклон и участок, смежный с указанным первым уклоном.
Таким образом, когда контрвалок удерживают на заранее определенном расстоянии от ведомого валка, соответствующем толщине волокнистой текстуры, этот контрвалок препятствует образованию складок в волокнистой текстуре во время ее прохождения на ведомом валке. Действительно, в этом случае контрвалок не оставляет никакого свободного пространства для образования складок в волокнистой текстуре.
Точно так же, когда контрвалок удерживают на заранее определенном расстоянии от ведомого валка, меньшем толщины волокнистой текстуры, или когда контрвалок действует контактным давлением на ведомый валок, контрвалок воздействует контактным давлением на волокнистую текстуру, находящуюся между ведомым валком и контрвалком, препятствуя таким образом образованию складок в текстуре вовремя ее прохождения на ведомом валке. Это позволяет увеличить трение между текстурой и ведомым валком и, следовательно, избежать образования складок в текстуре, в частности, при проскальзывании на уклоне или уклонах ведомого валка.
Согласно первому отличительному признаку заявленной установки, каждый контрвалок содержит шероховатую поверхность. Это позволяет еще больше увеличить трения текстуры во время ее прохождения на ведомом валке.
Согласно второму отличительному признаку заявленной установки, по меньшей мере один контрвалок содержит на своей поверхности по меньшей мере один рельефный элемент, соответствующий изменению сечения контрвалка. Это позволяет адаптировать контрвалок к перепаду или перепадам толщины, возможно присутствующим в волокнистой текстуре.
Согласно третьему отличительному признаку заявленной установки, по меньшей мере один контрвалок включает в себя по меньшей мере два валка, при этом установка содержит средства удержания валков, выполненные с возможностью удерживать указанные валки на заранее определенном расстоянии от первого уклона и от участка, смежного с указанным первым уклоном, или средства удержания указанных валков, выполненные с возможностью обеспечивать контактное давление валков соответственно на первый уклон и на участок, смежный с указанным первым уклоном.
В этом случае контрвалок может включать в себя по меньшей мере три валка, два из которых удерживаются параллельно и со смещением относительно друг друга в направлении, перпендикулярном к направлению осей валков. Это позволяет адаптировать контрвалок к перепаду или перепадам толщины, возможно присутствующим в волокнистой текстуре.
Объектом изобретения является также способ формования осесимметричной волокнистой заготовки, имеющей в радиальном сечении изменяющийся профиль, из волокнистой текстуры, полученной посредством трехмерного или многослойного тканья между множеством слоев нитей основы, связанных между собой нитями утка, при этом волокнистой текстуре придают форму путем наматывания под натяжением на осесимметричной пресс-форме, при этом волокнистую текстуру разматывают с накопительного барабана, при этом волокнистая текстура проходит по одному или нескольким ведомым валкам, расположенным между накопительным барабаном и осесимметричной пресс-формой, при этом по меньшей мере один ведомый валок имеет в сечении по плоскости, образованной осевым направлением и радиальным направлением, профиль, содержащий по меньшей мере первый уклон, образующий угол с осью ведомого валка, и участок, смежный с первым уклоном, при этом указанный участок проходит параллельно оси ведомого валка или соответствует второму уклону, образующему второй угол с осью ведомого валка, отличный от первого угла, отличающийся тем, что включает в себя использование по меньшей мере одного контрвалка, имеющего форму, комплементарную с первым уклоном и с участком, смежным с указанным первым уклоном, при этом каждый контрвалок удерживают на заранее определенном расстоянии от первого уклона и от участка, смежного с указанным первым уклоном, при этом заранее определенное расстояние меньше или равно толщине волокнистой текстуры, или каждый контрвалок действует контактным давлением на волокнистую текстуру на уровне первого уклона и участка, смежного с указанным первым уклоном.
Согласно первому отличительному признаку заявленного способа, каждый контрвалок содержит шероховатую поверхность.
Согласно второму отличительному признаку заявленного способа, волокнистая текстура имеет по меньшей мере один перепад толщины в направлении ее ширины, при этом по меньшей мере один контрвалок имеет на своей поверхности по меньшей мере один рельефный элемент, предназначенный для взаимодействия с указанным по меньшей мере одним перепадом толщины.
Согласно третьему отличительному признаку заявленного способа, по меньшей мере один контрвалок включает в себя по меньшей мере два валка, при этом указанные валки удерживаются на заранее определенном расстоянии соответственно от первого уклона и от участка, смежного с указанным первым уклоном, при этом заранее определенное расстояние меньше или равно толщине волокнистой текстуры, или указанные валки действуют давлением на волокнистую текстуру на уровне соответственно первого уклона и участка, смежного с указанным первым уклоном.
Согласно четвертому отличительному признаку заявленного способа, волокнистая текстура имеет по меньшей мере один перепад толщины в направлении ее ширины, и контрвалок содержит по меньшей мере три валка, два из которых удерживаются параллельно и со смещением относительно друг друга в направлении, перпендикулярном к направлению осей валков, взаимодействуя с указанным по меньшей мере одним перепадом толщины.
Краткое описание чертежей
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания частных вариантов осуществления изобретения, представленных в качестве неограничивающих примеров, со ссылками на прилагаемые чертежи.
На фиг. 1 схематично показана установка для придания формы волокнистой текстуре с изменением формы согласно варианту осуществления изобретения;
на фиг. 2 показано наматывание волокнистой текстуры на пресс-форму установки, изображенной на фиг. 1, вид в перспективе;
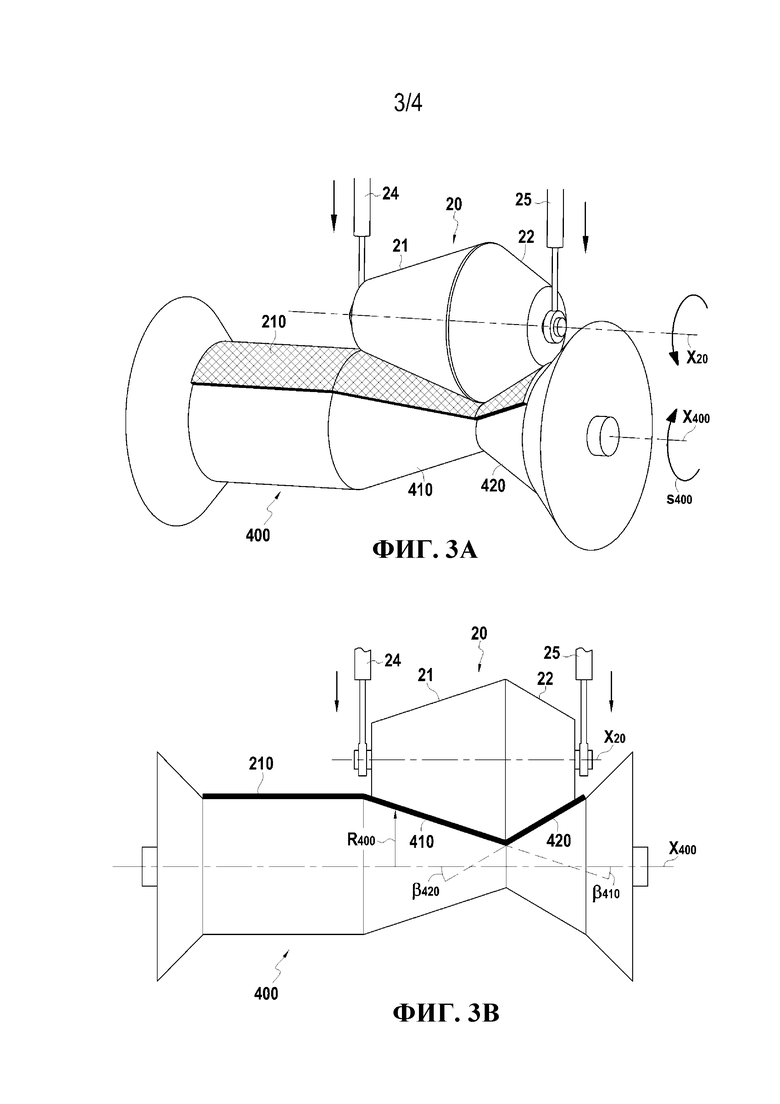
на фиг. 3А и 3В схематично показаны ведомый валок и соответствующий контрвалок установки, изображенной на фиг. 2, виды соответственно в перспективе и в разрезе;
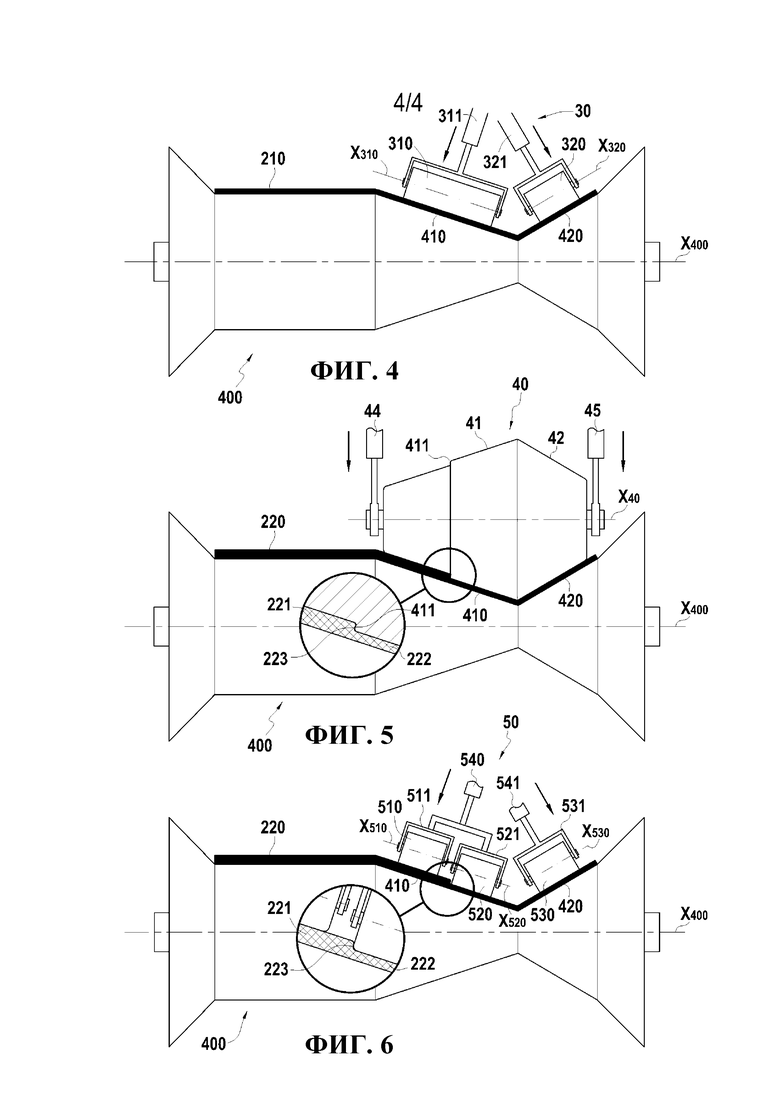
на фиг. 4 схематично показан ведомый валок установки, изображенной на фиг.2, связанный с контрвалком, содержащим несколько валков, вид в разрезе;
на фиг. 5 схематично показан ведомый валок установки, изображенной на фиг.2, связанный с контрвалком, имеющим на своей поверхности рельефный элемент, вид в разрезе;
на фиг. 6 схематично показан ведомый валок установки, изображенной на фиг.2, связанный с контрвалком, содержащим несколько валков, два из которых удерживаются параллельно и со смещением относительно друг друга, вид в разрезе.
Осуществление изобретения
Изобретение в целом применяют для выполнения осесимметричных волокнистых заготовок имеющих в радиальном сечении изменяющийся профиль и предназначенных для получения волокнистых усилений, или заготовок для изготовления осесимметричных деталей из композиционного материала, тоже имеющих изменяющийся профиль и/или переменную толщину в радиальном сечении, при этом радиальное сечение соответствует плоскости, образованной осевым направлением и радиальным направлением пресс-формы, на которой формуют заготовку, такими как осевое направление DA и радиальное направление DR, показанные на фиг. 2. Детали получают посредством наматывания волокнистой текстуры на пресс-форму и посредством впрыска исходного вещества матрицы в получаемую волокнистую заготовку, при этом матрица, как правило, является смолой.
На фиг. 1 показана установка 10 для формования волокнистой заготовки с изменяющейся формой согласно варианту осуществления установки. Установка 10 содержит накопительный барабан 300, два ведомых валка 400 и 500, расположенные на выходе барабана 300 в направлении наматывания волокнистой текстуры, и пресс-форму 600, расположенную на выходе ведомого валка 500. Присутствующую на накопительном барабане 300 волокнистую текстуру 210 разматывают с него для придания ей формы посредством наматывания на пресс-форму 600, при этом наматывание производят под натяжением, контролируемым на уровне накопительного барабана.
Волокнистую структуру 210 получают посредством трехмерного тканья или многослойного тканья, осуществляемого известным образом при помощи ткацкого станка типа «жаккардового», на котором располагают пучок нитей основы или прядей в виде множества слоев, при этом нити основы связывают нитями утка.
Под «трехмерным тканьем» или «3D-тканьем» в данном случае следует понимать способ тканья, при котором по меньшей мере некоторые нити утка связывают нити основы на нескольких слоях основы или наоборот. 3D-тканье может быть тканьем типа интерлок, описанным в документе WO 2006/136755.
«Многослойным тканьем» в данном случае является 3D-тканье с несколькими слоями основы, при этом базовое переплетение в каждом слое эквивалентно переплетению в классической 2D-ткани, такому как полотняное, сатиновое или саржевое переплетения, но с некоторыми точками переплетения, которые связывают между собой слои основы, или наоборот.
Выполнение волокнистой структуры посредством трехмерного или многослойного тканья позволяет получить соединение между слоями, то есть обеспечивает хорошую механическую прочность волокнистой структуры и получаемой детали из композиционного материала, в ходе одной текстильной операции.
Волокнистую структуру можно выткать полностью при помощи нитей из карбоновых волокон, керамических волокон, таких как волокна карбида кремния, стекловолокон или арамидных волокон.
Чтобы выполнить волокнистую текстуру, адаптированную к изменяющейся форме волокнистой заготовки, формуемой на пресс-форме, используют тканье по форме, называемое также “contour weaving”, которое состоит в применении разной длины нитей основы в зависимости от их положения на ширине волокнистой текстуры, изготавливаемой посредством тканья в виде полосы. Для этого используют один или несколько задающих валков на выходе ткацкого станка, которые имеют по своей осевой ширине переменный радиус, определяющий наружную поверхность с рельефным профилем, позволяющую задавать разные длины нитей основы в зависимости от их положения на ширине волокнистой текстуры, при этом более значительную длину нити основы задает(ют) часть или части задающего валка, имеющие больший радиус, чем остальная часть валка. Разные значения длины, задаваемые задающими валками, воспринимаются ткацким механизмом ткацкого станка, который вытягивает необходимую длину нитей основы перед введением следующего столбца нитей утка. Полученную таким образом текстуру наматывают на накопительный барабан, называемый также барабаном “take-up”, расположенный на выходе задающих валков. Волокнистую текстуру хранят таким образом с целью ее последующего формования на пресс-форме.
Как показано на фиг. 2, волокнистую заготовку формуют посредством наматывания на пресс-форму 600 волокнистой текстуры 210, выполненной посредством трехмерного тканья между множеством нитей основы 211 и множеством нитей утка 212, при этом волокнистая текстура образует полосу, имеющую в поперечном сечении изменяющийся профиль, то есть изменение формы и/или толщины в поперечном разрезе. Пресс-форма имеет в радиальном сечении профиль, соответствующий профилю выполняемой детали, которая в описанном примере соответствует корпусу вентилятора авиационного двигателя.
Для этого пресс-форма 600 имеет наружную поверхность 601, рельефный профиль которой соответствует внутренней поверхности выполняемого корпуса. За счет своего наматывания на барабан 200 волокнистая текстура 210 следует профилю этого корпуса. Пресс-форма 600 содержит также два фланца 620 и 630 для формования частей волокнистой заготовки, соответствующих фланцам изготавливаемого корпуса. Пресс-форма 600 приводится во вращение в направлении вращения S600, например, электрическим двигателем (на фиг. 2 не показан), тогда как волокнистую текстуру 210 натягивают между накопительным барабаном 300 и пресс-формой 600 при помощи ведомых валков 400 и 500.
Первый и второй ведомые валки 400 и 500, расположенные на выходе накопительного барабана 300, приводятся во вращение соответственно в направлениях вращения S400 и S500, показанных на фиг. 1. На своей осевой ширине они имеют переменный радиус, образуя соответственно наружные поверхности 401 и 501, рельефный профиль которых соответствует профилю, предусмотренному для выполняемой волокнистой заготовки, причем эти профили имеют один или несколько уклонов, по которым должна проходить волокнистая текстура.
Установка 10 содержит также накопительный барабан, называемый также барабаном “take-up”, который приводится во вращение в основном в направлении вращения S300.
Согласно изобретению, в сочетании с ведомым валком используют по меньшей мере один контрвалок. В представленном примере, как показано на фиг. 3А и 3В, установка 10 дополнительно содержит контрвалок 20, который используют вместе с ведомым валком 400. Ведомый валок 400 расположен в осевом направлении вдоль оси Х400, и его радиус R400 меняется вдоль оси Х400 (фиг. 3В), поэтому ведомый валок 400 имеет первый и второй смежные уклоны 410 и 420, каждый из которых образует соответственно угол β410 и β420 с осью Х400 ведомого валка 400, Контрвалок 20 имеет форму, комплементарную с первым и вторым уклонами 410 и 420 ведомого валка 400. В рамках настоящего изобретения под «комплементарной формой» контрвалка следует понимать форму, которая в основном повторяет уклоны или участки ведомого валка, напротив которых должен располагаться контрвалок, при этом поверхность контрвалка может иметь один или несколько рельефных элементов, которые соответствуют перепадам толщины волокнистой текстуры, что будет подробно описано ниже. В представленном примере контрвалок 20 имеет первый уклон 21, комплементарный с первым уклоном 410 ведомого валка 400, и второй уклон 22, комплементарный с вторым уклоном 420 ведомого валка 400.
Установка 10 содержит средства удержания контрвалка 20, выполненные с возможностью удерживать его на одном уровне с первым и вторым уклонами 410 и 420 ведомого валка 400. Средства удержания, в данном случае представляющие собой два силовых цилиндра 24 и 25, связанные с осью Х20 контрвалка 20, выполнены с возможностью удерживать контрвалок 20 на заранее определенном расстоянии от первого и второго уклонов 410 и 420 или с возможностью прикладывать контактное давление контрвалка 20 к первому и второму уклонам 410 и 420. Когда контрвалок 20 удерживают на заранее определенном расстоянии от уклонов 410 и 420 ведомого валка 400, это расстояние имеет значение, меньшее или равное толщине волокнистой текстуры 210.
Таким образом, когда контрвалок удерживают на заранее определенном расстоянии от ведомого валка, соответствующем толщине волокнистой текстуры, он физически препятствует образованию складок в волокнистой текстуре во время ее прохождения по ведомому валку. Действительно, в этом случае контрвалок не оставляет никакого свободного пространства для образования складок в волокнистой текстуре.
Точно так же, когда контрвалок удерживают на заранее определенном расстоянии от ведомого валка, меньшем толщины волокнистой текстуры, или когда контрвалок действует контактным давлением на ведомый валок, контрвалок воздействует контактным давлением на волокнистую текстуру, находящуюся между ведомым валком и контрвалком, препятствуя таким образом образованию складок в текстуре вовремя ее прохождения на ведомом валке. Это позволяет увеличить трение между текстурой и ведомым валком и, следовательно, избежать образования складок в текстуре, в частности, при проскальзывании на уклоне или уклонах ведомого валка. Трение можно также увеличить, выполнив поверхность контрвалка шероховатой.
На фиг. 4 представлен другой вариант выполнения контрвалка в соответствии с изобретением, который отличается от описанного выше контрвалка 20 тем, что состоит из нескольких валков. В частности, как показано на фиг. 4, контрвалок 30 состоит из первого валка 310 и второго валка 320. В этом варианте осуществления установка для формования волокнистой заготовки содержит специальные средства удержания для первого и второго валков 310 и 320, выполненные с возможностью удерживать первый и второй валки 310 и 320 на одном уровне соответственно с первым и вторым уклонами 410 и 420 ведомого валка 400. Средства удержания, в данном случае представляющие собой первый силовой цилиндр 311, связанный с осью Х310 первого валка 310, и силовой цилиндр 321, связанный с осью Х320 второго валка 320, выполнены с возможностью удерживать валки 310 и 320 на заранее определенном расстоянии от первого и второго уклонов 410 и 420 или с возможностью прикладывать давление контрвалка 30 к первому и второму уклонам 410 и 420. Когда валки 310 и 320 контрвалка 30 удерживают на заранее определенном расстоянии от уклонов 410 и 420 ведомого валка 400, это расстояние имеет значение, меньшее или равное толщине волокнистой текстуры 210.
Таким образом, когда валки 310 и 320 контрвалка 30 удерживают на заранее определенном расстоянии от ведомого валка, соответствующем толщине волокнистой текстуры, они физически препятствуют образованию складок в волокнистой текстуре во время ее прохождения по ведомому валку, так как не оставляют никакого свободного пространства для образования складок в волокнистой текстуре. Точно так же, когда валки контрвалка удерживают на заранее определенном расстоянии от ведомого валка, меньшем толщины волокнистой текстуры, или когда валки контрвалка действуют контактным давлением на ведомый валок, валки контрвалка воздействуют контактным давлением на волокнистую текстуру, препятствуя таким образом образованию складок в текстуре во время ее прохождения на ведомом валке. Это позволяет увеличить трение между текстурой и ведомым валком и, следовательно, избежать образования складок в текстуре, в частности, при проскальзывании на уклоне или уклонах ведомого валка. Трение можно также увеличить, выполнив поверхность валков контрвалка шероховатой.
На фиг. 5 представлен еще один вариант выполнения контрвалка в соответствии с изобретением, который отличается от описанного выше контрвалка 20 тем, что его поверхность адаптирована, чтобы следовать перепаду толщины в волокнистой текстуре. В частности, как показано на фиг. 5, контрвалок 40 имеет первый уклон 41, комплементарный с первым уклоном 410 ведомого валка 400, и второй уклон 42, комплементарный с вторым уклоном 420 ведомого валка 400. В представленном примере установку для формования волокнистой заготовки используют с волокнистой текстурой 220, которая имеет участок утолщения 221, создающий перепад 223 толщины в профиле текстуры (то есть в ее ширине) по отношению к другому участку 222 текстуры. В этом случае, для своей адаптации к перепаду или перепадам толщины, присутствующим в волокнистой текстуре, контрвалок содержит на своей поверхности один или несколько рельефных элементов, предназначенных для взаимодействия с перепадом или перепадами толщины текстуры.
В представленном примере, где перепад 223 толщины присутствует в волокнистой текстуре на уровне первого уклона 41 контрвалка 40, уклон 41 имеет рельефный элемент или заплечик 411, чтобы уменьшить сечение контрвалка 40 на уровне перепада 223 толщины и чтобы адаптироваться таким образом к переменной толщине волокнистой текстуры.
Установка содержит средства удержания контрвалка 40, выполненные с возможностью удерживать его на одном уровне с первым и вторым уклонами 410 и 420 ведомого валка 400. Средства удержания, в данном случае представляющие собой два силовых цилиндра 44 и 45, связанных с осью Х40 контрвалка 40, выполнены с возможностью удерживать контрвалок 40 на заранее определенном расстоянии от первого и второго уклонов 410 и 420 или с возможностью прикладывать контактное давление контрвалка 40 к первому и второму уклонам 410 и 420. Когда контрвалок 40 удерживают на заранее определенном расстоянии от уклонов 410 и 420 ведомого валка 400, это расстояние имеет значение, меньшее или равное толщине волокнистой текстуры 220.
Таким образом, когда контрвалок удерживают на заранее определенном расстоянии от ведомого валка, соответствующем толщине волокнистой текстуры, он физически препятствует образованию складок в волокнистой текстуре во время ее прохождения по ведомому валку. Действительно, в этом случае контрвалок не оставляет никакого свободного пространства для образования складок в волокнистой текстуре.
Точно так же, когда контрвалок удерживают на заранее определенном расстоянии от ведомого валка, меньшем толщины волокнистой текстуры, или когда контрвалок действует контактным давлением на ведомый валок, контрвалок воздействует контактным давлением на волокнистую текстуру, находящуюся между ведомым валком и контрвалком, препятствуя таким образом образованию складок в текстуре вовремя ее прохождения на ведомом валке. Это позволяет увеличить трение между текстурой и ведомым валком и, следовательно, избежать образования складок в текстуре, в частности, при проскальзывании на уклоне или уклонах ведомого валка. Трение можно также увеличить, выполнив поверхность контрвалка шероховатой.
На фиг. 6 представлен еще один вариант выполнения контрвалка в соответствии с изобретением, который отличается от описанного выше контрвалка 20 тем, что контрвалок содержит несколько валков, выполненных с возможностью следовать перепаду толщины в волокнистой текстуре. В представленном примере установку для формования волокнистой заготовки используют с волокнистой текстурой 220, которая имеет участок утолщения 221, создающий перепад 223 толщины в профиле текстуры по отношению к другому участку 222 текстуры. Как показано на фиг. 6, контрвалок 50 состоит, с одной стороны, из первого и второго валков 510 и 520 и, с другой стороны, из третьего валка 530. Поскольку перепад 223 толщины присутствует в волокнистой текстуре на уровне первого и второго валков 510 и 520 контрвалка 50, валки 510 и 520 удерживаются в смещенном положении относительно друг друга, чтобы адаптироваться, таким образом, к переменной толщине волокнистой текстуры, при этом валок 510 удерживают напротив участка утолщения 221, тогда как валок 520 удерживают напротив другого участка 222 волокнистой текстуры 220. Иначе говоря, поскольку первый валок 510 расположен напротив участка утолщения 221 волокнистой текстуры 220, он удерживается на более удаленном расстоянии от уклона 410, чем второй валок 520, который расположен напротив участка 222, имеющего толщину, меньшую толщины участка 221 в волокнистой текстуре.
В этом варианте осуществления установка для формования волокнистой заготовки содержит специальные средства удержания первого, второго, и третьего валков 510, 520 и 530 контрвалка 50, выполненные с возможностью удерживать валки 510 и 520 на одном уровне с первым уклоном 410 и удерживать валок 530 на одном уровне со вторым уклоном 420 ведомого валка 400. Средства удержания в данном случае представляют собой первый силовой цилиндр 540, соединенный одновременно с первым держателем 511, связанным с осью Х510 первого валка 510, и со вторым держателем 521, связанным с осью Х520 второго валка 520, и второй силовой цилиндр 541, связанный с осью Х530 третьего валка 530. Первый и второй валки 510 и 520 соединены с силовым цилиндром 540 в смещенном положении относительно друг друга, как было указано выше.
Средства удержания, в данном случае силовые цилиндры 540 и 541 выполнены с возможностью удерживать валки 510, 520 и 530 на заранее определенном расстоянии от первого и второго уклонов 410 и 420 или с возможностью прикладывать контактное давление валков 510, 520 и 530 к первому и второму уклонам 410 и 420. Когда валки 510, 520 и 530 удерживают на заранее определенном расстоянии от уклонов 410 и 420 ведомого валка 400, это расстояние имеет значение, меньшее или равное толщине волокнистой текстуры 210.
Таким образом, когда валки 510, 520 и 530 контрвалка 50 удерживают на заранее определенном расстоянии от ведомого валка, соответствующем толщине волокнистой текстуры, они физически препятствуют образованию складок в волокнистой текстуре во время ее прохождения по ведомому валку, так как не оставляют никакого свободного пространства для образования складок в волокнистой текстуре. Точно так же, когда валки контрвалка удерживаются на заранее определенном расстоянии от ведомого валка, меньшем толщины волокнистой текстуры, или когда валки контрвалка действуют контактным давлением на ведомый валок, валки контрвалка воздействует контактным давлением на волокнистую текстуру, препятствуя таким образом образованию складок в текстуре во время ее прохождения на ведомом валке. Это позволяет увеличить трение между текстурой и ведомым валком и, следовательно, избежать образования складок в текстуре, в частности, при проскальзывании на уклоне или уклонах ведомого валка. Трение можно также увеличить, выполнив поверхность контрвалка шероховатой.


Изобретение относится к формованию волокнистых заготовок путем наматывания волокнистой текстуры, полученной посредством трехмерного (3D) или многослойного тканья волокнистых усилительных структур деталей из композиционного материала. Предложены установка и способ для формования волокнистой заготовки. Установка содержит ведомый валок (400). Ведомый валок имеет в сечении профиль, содержащий по меньшей мере первый уклон (410), образующий угол с осью (Х400) ведомого валка, и второй уклон (420), образующий угол с осью ведомого валка, отличный от первого угла. Установка дополнительно содержит по меньшей мере один контрвалок (20), имеющий форму, комплементарную с первым и вторым уклонами, при этом установка содержит средства (24, 25) удержания каждого контрвалка, выполненные с возможностью удерживать указанный контрвалок на заранее определенном расстоянии от первого и второго уклонов или с возможностью обеспечивать контактное давление контрвалка (20) на первый и второй уклоны. Контрвалок содержит на своей поверхности по меньшей мере один рельефный элемент, соответствующий изменению сечения контрвалка. Изобретение обеспечивает значительное сокращение риска появления складок в волокнистой текстуре во время придания ей формы путем наматывания. 2 н. и 6 з.п. ф-лы, 6 ил.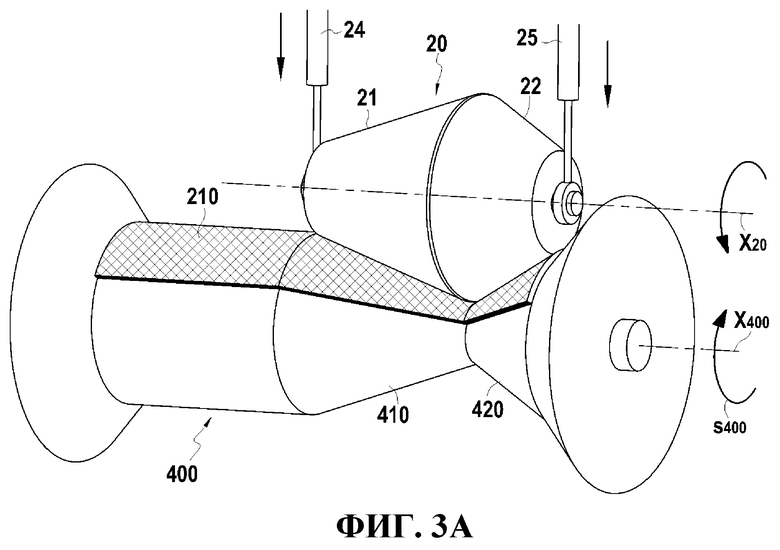
1. Установка для формования осесимметричной волокнистой заготовки, имеющей в радиальном сечении изменяющийся профиль, содержащая накопительный барабан, предназначенный для хранения волокнистой текстуры в виде намотанной полосы, один или несколько ведомых валков и осесимметричную пресс-форму, на которой волокнистой структуре будет придана форма путем наматывания, при этом по меньшей мере один ведомый валок имеет в сечении по плоскости, образованной осевым направлением и радиальным направлением, профиль, содержащий по меньшей мере первый уклон, образующий угол с осью ведомого валка, и участок, смежный с первым уклоном, при этом указанный участок проходит параллельно оси ведомого валка или соответствует второму уклону, образующему второй угол с осью ведомого валка, отличный от первого угла, при этом установка дополнительно содержит по меньшей мере один контрвалок, имеющий форму, комплементарную с первым уклоном и с участком, смежным с указанным первым уклоном, при этом установка содержит средства удержания каждого контрвалка, выполненные с возможностью удерживать указанный контрвалок на заранее определенном расстоянии от первого уклона и от участка, смежного с указанным первым уклоном, или выполненные с возможностью обеспечивать контактное давление контрвалка на первый уклон и на участок, смежный с указанным первым уклоном, при этом по меньшей мере один контрвалок содержит на своей поверхности по меньшей мере один рельефный элемент, соответствующий изменению сечения контрвалка.
2. Установка по п. 1, в которой каждый контрвалок содержит шероховатую поверхность.
3. Установка по п. 1 или 2, в которой по меньшей мере один контрвалок содержит по меньшей мере два валка, при этом установка содержит средства удержания валков, выполненные с возможностью удерживать указанные валки на заранее определенном расстоянии соответственно от первого уклона и от участка, смежного с указанным первым уклоном, или выполненные с возможностью обеспечивать контактное давление валков соответственно на первый уклон и на участок, смежный с указанным первым уклоном.
4. Установка по п. 3, в которой по меньшей мере один контрвалок содержит по меньшей мере три валка, два из которых удерживаются параллельно и со смещением относительно друг друга в направлении, перпендикулярном к направлению осей валков.
5. Способ формования осесимметричной волокнистой заготовки, имеющей в радиальном сечении изменяющийся профиль, из волокнистой текстуры, полученной посредством трехмерного или многослойного тканья между множеством слоев нитей основы, связанных между собой нитями утка, при этом волокнистой текстуре придают форму путем наматывания под натяжением на осесимметричной пресс-форме, при этом волокнистую текстуру разматывают с накопительного барабана, при этом волокнистая текстура проходит по одному или нескольким ведомым валкам, расположенным между накопительным барабаном и осесимметричной пресс-формой, при этом по меньшей мере один ведомый валок имеет в сечении по плоскости, образованной осевым направлением и радиальным направлением, профиль, содержащий по меньшей мере первый уклон, образующий угол с осью ведомого валка, и участок, смежный с первым уклоном, при этом указанный участок проходит параллельно оси ведомого валка или соответствует второму уклону, образующему второй угол с осью ведомого валка, отличный от первого угла,
при этом способ включает в себя использование по меньшей мере одного контрвалка, имеющего форму, комплементарную с первым уклоном и с участком, смежным с указанным первым уклоном, при этом каждый контрвалок удерживают на заранее определенном расстоянии от первого уклона и от участка, смежного с указанным первым уклоном, при этом заранее определенное расстояние меньше или равно толщине волокнистой текстуры, или каждый контрвалок действует контактным давлением на волокнистую текстуру на уровне первого уклона и участка, смежного с указанным первым уклоном,
при этом волокнистая текстура имеет по меньшей мере один перепад толщины в направлении своей ширины, при этом контрвалок имеет на своей поверхности по меньшей мере один рельефный элемент, предназначенный для взаимодействия с указанным по меньшей мере одним перепадом толщины.
6. Способ по п. 5, в котором каждый контрвалок содержит шероховатую поверхность.
7. Способ по п. 5 или 6, в котором по меньшей мере один контрвалок включает в себя по меньшей мере два валка, при этом указанные валки удерживаются на заранее определенном расстоянии соответственно от первого уклона и от участка, смежного с указанным первым уклоном, при этом заранее определенное расстояние меньше или равно толщине волокнистой текстуры, или указанные валки действуют давлением на волокнистую текстуру на уровне соответственно первого уклона и участка, смежного с указанным первым уклоном.
8. Способ по п. 7, в котором волокнистая текстура имеет по меньшей мере один перепад толщины в направлении ее ширины, при этом контрвалок содержит по меньшей мере три валка, два из которых удерживаются параллельно и со смещением относительно друг друга в направлении, перпендикулярном к направлению осей валков, взаимодействуя с указанным по меньшей мере одним перепадом толщины.
| DE 102008028441 A1, 31.12.2009 | |||
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ ВОЛОКНИСТОГО КОМПОЗИТА | 2008 |
|
RU2505404C2 |
| УСТРОЙСТВО УПЛОТНЕНИЯ ДЛЯ МАШИНЫ ДЛЯ НАМОТКИ ВОЛОКНИСТОЙ ТЕКСТУРЫ НА ОПРАВКУ ДЛЯ ПРОПИТКИ | 2012 |
|
RU2587172C2 |
| Устройство для изготовления оболочки из композицонного материала | 1990 |
|
SU1796475A1 |
| EP 1938955 A1, 02.07.2008 | |||
| EP 2979852 A1, 03.02.2016. | |||

