Область техники, к которой относится изобретение
Изобретение относится к ремонту деталей из композиционного материала, которые содержат волокнистый армирующий наполнитель трехмерного плетения, уплотненный матрицей.
Уровень техники
Преимуществом деталей из композиционного материала, содержащего волокнистый армирующий наполнитель трехмерного плетения, является устойчивость к расслаиванию по сравнению с деталями из композиционного материала, волокнистое армирование которых получено наложением слоев армирующих волокон друг на друга или укладкой слоев армирующих волокон складками.
Детали из композиционного материала, изготовленные из слоев армирующих волокон двумерного плетения легко поддаются ремонту, поскольку слои являются отделяемыми и могут быть заменены новыми прочными слоями в случае повреждения. Примеры решений для ремонта деталей из композиционного материала описаны, в частности, в документах US 20150185128, US 20120080135 и US 20070095457. Эти известные решения заключаются в наклеивании на поврежденный участок или подлежащий восстановлению участок детали из композиционного материала предварительно пропитанной волокнистой заплаты, которая может состоять из одного или нескольких волокнистых слоев. Однако этот тип решения страдает риском отслаивания наклеенной заплаты и поэтому нежелателен для ремонта деталей из композиционного материала с трехмерным волокнистым армированием, поскольку в этом случае материал теряет свою "не расслаивающуюся" природу.
Тем не менее, существует потребность в решении для ремонта деталей из композиционного материала с трехмерным волокнистым армированием, которое не ухудшает устойчивость к расслаиванию, изначально присущую материалу.
Раскрытие изобретения
Для решения этой задачи изобретением предложен способ ремонта детали из композиционного материала, включающего в себя волокнистый армирующий наполнитель с трехмерным переплетением между множеством нитей основы и множеством нитей утка, причем упомянутый волокнистый армирующий наполнитель уплотнен матрицей, при этом способ включает:
- выявление по меньшей мере одной поврежденной области детали,
- выполнение углубленного участка путем удаления композиционного материала из поврежденной области таким образом, чтобы сформировать углубленный участок, продолжающийся от первой поверхности детали из композиционного материала до второй поверхности этой детали,
- изготовление первого множества канавок, продолжающихся на первой поверхности детали из композиционного материала от кромки (кромок) углубленного участка,
- изготовление второго множества канавок, продолжающихся на второй поверхности детали из композиционного материала от кромки (кромок) углубленного участка,
- изготовление множества отверстий в толще детали из композиционного материала, причем каждое отверстие открывается как в канавку первого множества канавок, так и в канавку второго множества канавок,
- трехмерное плетение по меньшей мере одной волокнистой заготовки заполняющей детали, включающей в себя центральный участок, имеющий форму, соответствующую форме углубленного участка в детали из композиционного материала, и множество пучков волокон, отходящих от центрального участка,
- размещение центрального участка волокнистой заготовки заполняющей детали в свободном объеме детали из композиционного материала, ограниченном углубленным участком,
- размещение первой части пучков волокон упомянутой по меньшей мере одной заготовки в канавках первого множества канавок на первой поверхности детали и в отверстиях множества отверстий таким образом, что пучки волокон первой части пучков волокон упомянутой по меньшей мере одной заготовки открываются в канавки второго множества канавок,
- размещение второй части пучков волокон упомянутой по меньшей мере одной заготовки в канавках второго множества канавок, имеющихся на второй поверхности детали, и в отверстиях из множества отверстий таким образом, что пучки волокон второй части пучков волокон упомянутой по меньшей мере одной заготовки открываются наружу в канавки первого множества канавок,
- пропитка упомянутой по меньшей мере одной волокнистой заготовки смолой-предшественником матрицы,
- превращение смолы в матрицу для получения заполняющей детали из композиционного материала, состоящего из волокнистого армирующего наполнителя, уплотненного матрицей, причем упомянутая заполняющая деталь занимает объем, ограниченный углублением.
Использование заполняющей детали, включающей в себя по меньшей мере одну заготовку, имеющую центральный участок, выполненный трехмерным плетением, который механически прикреплен к ремонтируемой детали пучками волокон, позволяет выполнять ремонт, характеризующийся высокой устойчивостью к расслаиванию. Поэтому ремонт поврежденного участка детали из композиционного материала согласно изобретению является особенно прочным.
Согласно первому отличительному признаку предлагаемого в настоящем изобретении способа, способ ремонта включает в себя:
- трехмерное плетение первой волоконной заготовки заполняющей детали, включающей в себя центральный участок, имеющий форму, соответствующую форме углубленного участка на поверхности первой стороны детали из композиционного материала, и множество пучков волокон, отходящих от центрального участка,
- трехмерное плетение второй волокнистой заготовки заполняющей детали, включающей в себя центральный участок, имеющий форму, соответствующую форме углубленного участка на поверхности второй стороны детали из композиционного материала, и множество пучков волокон, отходящих от центрального участка,
- размещение центрального участка первой волокнистой заготовки заполняющей детали в части свободного объема детали из композиционного материала, ограниченной углубленным участком на поверхности первой стороны детали, и пучков волокон в канавках первого множества канавок, имеющихся на поверхности первой стороны детали, и в отверстиях множества отверстий таким образом, чтобы пучки волокон первой заготовки выходили в канавки второго множества канавок,
- размещение центрального участка второй волокнистой заготовки заполняющей детали в другой части свободного объема детали из композиционного материала, ограниченной углубленным участком на поверхности второй стороны детали, и размещение пучков волокон в канавках второго множества канавок, имеющихся на поверхности второй стороны детали, и в отверстиях множества отверстий таким образом, чтобы пучки волокон второй заготовки выходили в канавки первого множества канавок,
Согласно второму отличительному признаку предлагаемого в настоящем изобретении способа, изготовление углубленного участка предусматривает формирование нескольких обращенных друг к другу кромок, каждая из которых имеет первый и второй скосы, причем центральный участок первой волокнистой заготовки заполняющей детали имеет геометрию, ответную части объема углубленного участка между первыми скосами обращенных друг к другу кромок, а центральный участок второй волокнистой заготовки заполняющей детали имеет геометрию, ответную другой части объема углубленного участка между вторыми скосами обращенных друг к другу кромок. Это позволяет оптимизировать передачу механических нагрузок на границу сцепления между заполняющей деталью и структурой композиционного материала ремонтируемой детали.
Согласно третьему отличительному признаку предлагаемого в настоящем изобретении способа, углубленный участок имеет многоугольную форму, каждая из канавок первого множества канавок продолжается от вершины многоугольника, образованного углубленным участком на первой поверхности детали из композиционного материала, каждая из канавок второго множества канавок продолжается от вершины многоугольника, образованного углубленным участком на второй поверхности детали из композиционного материала. Это позволяет получить сбалансированную конфигурацию крепления каждой волокнистой заготовки заполняющей детали и таким образом усилить фиксацию заполняющей детали в ремонтируемой детали из композиционного материала.
Согласно четвертому отличительному признаку предлагаемого в настоящем изобретении способа, первое и второе множества канавок включают в себя основные канавки, продолжающиеся от кромок углубленного участка, открывающиеся, соответственно, на первую и вторую поверхности детали из композиционного материала, и вторичные канавки, продолжающиеся от каждой основной канавки, по меньшей мере часть отверстий из множества отверстий, открываются как во вторичную канавку первого множества канавок, так и во вторичную канавку второго множества канавок. Таким образом, можно сформировать сеть крепления в форме "снежинки" для каждой волокнистой заготовки заполняющей детали и тем самым усилить фиксацию заполняющей детали в ремонтируемой детали из композиционного материала.
Согласно пятому отличительному признаку предлагаемого в настоящем изобретении способа, способ дополнительно предусматривает введение пучков волокон первой волокнистой заготовки заполняющей детали в центральный участок второй волокнистой заготовки и введение пучков волокон второй волокнистой заготовки заполняющей детали в центральный участок первой волокнистой заготовки. Это позволяет дополнительно усилить фиксацию волокнистых заготовок в детали из композиционного материала и повысить прочность заполняющей детали.
Одним из объектов изобретения также является деталь из композиционного материала, включающая в себя волокнистый армирующий наполнитель с трехмерным плетением множества нитей основы и множества нитей утка, причем упомянутый волокнистый армирующий наполнитель уплотнен матрицей, отличающаяся тем, что волокнистый армирующий наполнитель, уплотненный матрицей, имеет по меньшей мере один углубленный участок, продолжающийся от первой поверхности детали из композиционного материала до второй поверхности упомянутой детали, и тем, что в свободном объеме детали из композиционного материала, ограниченном упомянутым по меньшей мере одним углубленным участком, находится заполняющая деталь из композиционного материала, причем деталь из композиционного материала имеет первое множество канавок, продолжающихся на первой поверхности упомянутой детали от кромки (кромок) углубленного участка, открывающихся на первую поверхность, и второе множество канавок, продолжающихся на второй поверхности упомянутой детали от кромки (кромок) углубленного участка, выходящего на вторую поверхность, при этом деталь из композиционного материала дополнительно имеет множество отверстий, продолжающихся через толщу детали из композиционного материала, причем каждое отверстие открывается как в канавку первого множества канавок, так и в канавку второго множества канавок, при этом заполняющая деталь представляет собой по меньшей мере одну волокнистую заготовку заполняющей детали, состоящую из центральной части, расположенной в объеме углубленной части, и множества пучков волокон, отходящих от центральной части, причем центральная часть упомянутой по меньшей мере одной заготовки имеет трехмерное плетение, первая часть пучков волокон упомянутой по меньшей мере одной волокнистой заготовки располагается в канавках первого множества канавок на первой поверхности детали из композиционного материала и в отверстиях множества отверстий таким образом, что пучки волокон первой части пучков волокон упомянутой по меньшей мере одной заготовки выходят в канавки второго множества канавок, вторая часть пучков волокон упомянутой по меньшей мере одной волокнистой заготовки располагается в канавках второго множества канавок на второй поверхности детали из композиционного материала и в отверстиях множества отверстий таким образом, что пучки волокон второй части пучков волокон упомянутой по меньшей мере одной заготовки выходят в канавки первого множества канавок.
Согласно первому отличительному признаку предлагаемой в настоящем изобретении детали, заполняющая деталь включает в себя первую и вторую волокнистые заготовки заполняющей детали, каждая из которых имеет центральный участок, расположенный в части объема углубленного участка, и множество пучков волокон, отходящих от центрального участка, причем центральный участок каждой заготовки имеет трехмерное плетение, пучки волокон первой волокнистой заготовки располагаются в канавках первого множества канавок, имеющихся на первой поверхности детали из композиционного материала, и в отверстиях множества отверстий таким образом, что пучки волокон первой заготовки выходят в канавки второго множества канавок, пучки волокон второй волокнистой заготовки располагаются в канавках второго множества канавок на второй поверхности детали из композиционного материала и в отверстиях множества отверстий таким образом, что пучки волокон второй заготовки выходят в канавки первого множества канавок.
Согласно второму отличительному признаку предлагаемой в настоящем изобретении детали, углубленный участок имеет по меньшей мере две обращенные друг к другу кромки, каждая из которых имеет первый и второй скосы, причем центральный участок первой волокнистой заготовки заполняющей детали имеет геометрию, ответную части объема углубленного участка между первыми скосами обращенных друг к другу кромок, а центральный участок второй волокнистой заготовки заполняющей детали имеет геометрию, ответную другой части объема углубленного участка между вторыми скосами обращенных друг к другу кромок.
Согласно третьему отличительному признаку предлагаемой в настоящем изобретении детали, углубленный участок имеет многоугольную форму, причем канавки первого множества канавок продолжаются от вершины многоугольника, образованного углубленным участком на первой поверхности детали из композиционного материала, а канавки второго множества канавок продолжаются от вершины многоугольника, образованного углубленным участком на второй поверхности детали из композиционного материала.
Согласно четвертому отличительному признаку предлагаемой в настоящем изобретении детали, первое и второе множества канавок включают в себя основные канавки, продолжающиеся от кромок углубленного участка, открывающиеся соответственно на первую и вторую поверхности детали из композиционного материала, и вторичные канавки, продолжающиеся от каждой основной канавки, причем по меньшей мере одна часть отверстий множества отверстий открывается как во вторичную канавку первого множества канавок, так и во вторичную канавку второго множества канавок.
Согласно пятому отличительному признаку предлагаемой в настоящем изобретении детали, пучки волокон первой волокнистой заготовки заполняющей детали продолжаются в центральный участок второй волокнистой заготовки, а пучки волокон второй волокнистой заготовки заполняющей детали продолжаются в центральный участок первой волокнистой заготовки.
Согласно шестому отличительному признаку предлагаемой в настоящем изобретении детали, деталь представляет собой корпус авиационного газотурбинного двигателя. В этом случае одним из объектов изобретения также является авиационный газотурбинный двигатель, имеющий предлагаемый в настоящем изобретении корпус, например корпус вентилятора, а также летательный аппарат, имеющий один или несколько таких авиационных двигателей.
Краткое описание чертежей
На фиг. 1 показан вид в перспективе авиационного двигателя, имеющего корпус вентилятора;
на фиг. 2A показан вид сверху области удара по корпусу вентилятора авиационного двигателя, показанного на фиг. 1;
на фиг. 2B показан вид в радиальном сечении области удара по корпусу вентилятора авиационного двигателя, показанного на фиг. 1;
на фиг. 3A показан вид сверху, демонстрирующий изготовление углубленного участка в корпусе вентилятора согласно одному из вариантов осуществления изобретения;
на фиг. 3B показан вид в радиальном сечении, показывающий изготовление углубленного участка в корпусе вентилятора согласно одному из вариантов осуществления изобретения;
на фиг. 4A показан вид сверху одной стороны корпуса, демонстрирующий формирование канавок вокруг углубленного участка на обеих сторонах корпуса вентилятора;
на фиг. 4B показан вид радиального сечения корпуса, демонстрирующий формирование канавок вокруг углубленного участка на обеих сторонах корпуса вентилятора;
на фиг. 5A показан вид сверху стороны корпуса, демонстрирующий формирование множества отверстий в корпусе вентилятора, открывающихся в канавки, показанные на фиг. 4A и 4B;
на фиг. 5B показан вид радиального сечения корпуса, демонстрирующий формирование множества отверстий в корпусе вентилятора, открывающихся в канавки, показанные на фиг. 4A и 4B;
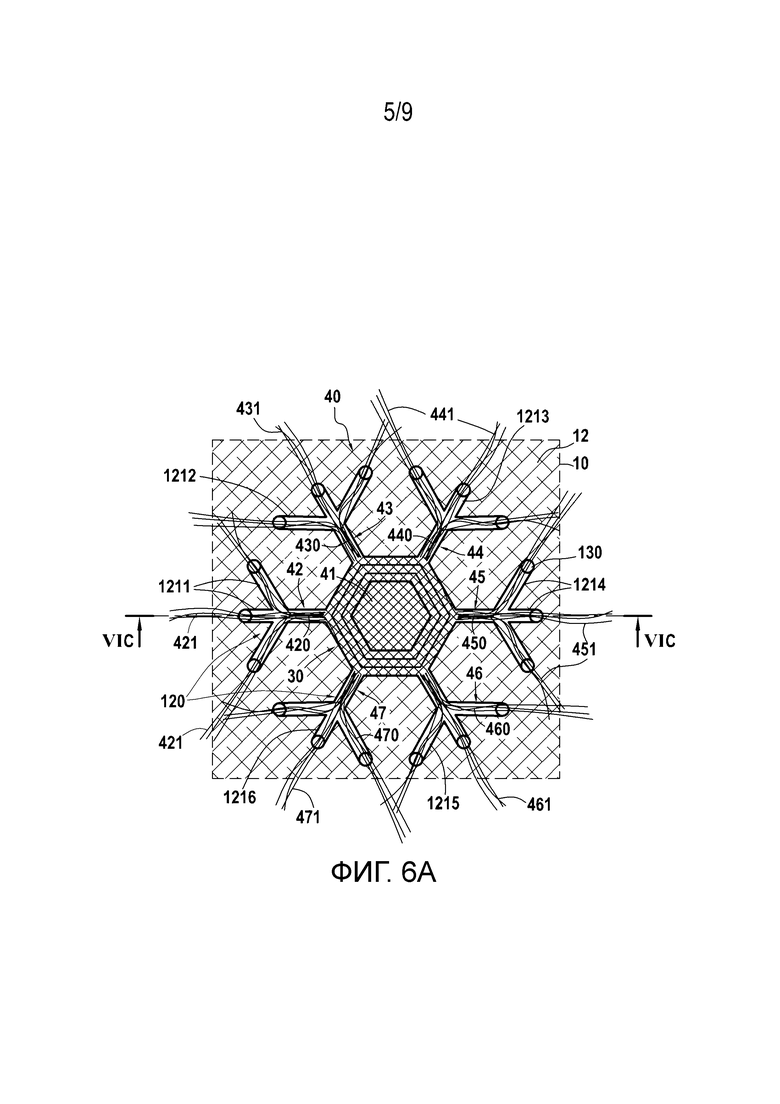
на фиг. 6A показан вид сверху внешней поверхности корпуса, демонстрирующий установку волокнистых заготовок заполняющей детали;
на фиг. 6B показан вид снизу внутренней поверхности корпуса, демонстрирующий, установку волокнистых заготовок заполняющей детали;
на фиг. 6C показан вид радиального сечения корпуса, демонстрирующий установку волокнистых заготовок заполняющей детали;
на фиг. 7A показан вид сверху внешней поверхности корпуса, демонстрирующий размещение пучков волокон волокнистой заготовки, показанной на фиг. 6A;
на фиг. 7B показан вид радиального сечения корпуса, демонстрирующий размещение пучков волокон каждой волокнистой заготовки, показанной на 6A и 6B;
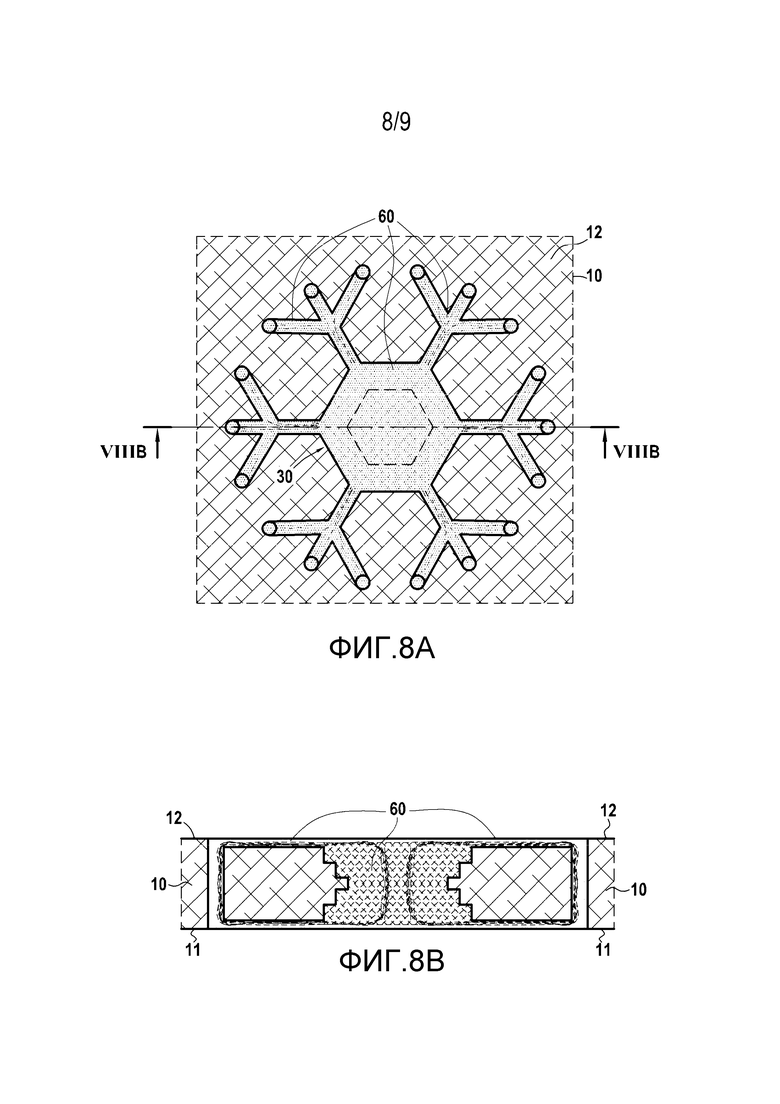
на фиг. 8A показан вид сверху внешней поверхности корпуса, демонстрирующий заполняющую деталь, установленную в корпусе вентилятора;
на фиг. 8B показан вид радиального сечения корпуса, демонстрирующий заполняющую деталь, установленную в корпусе вентилятора;
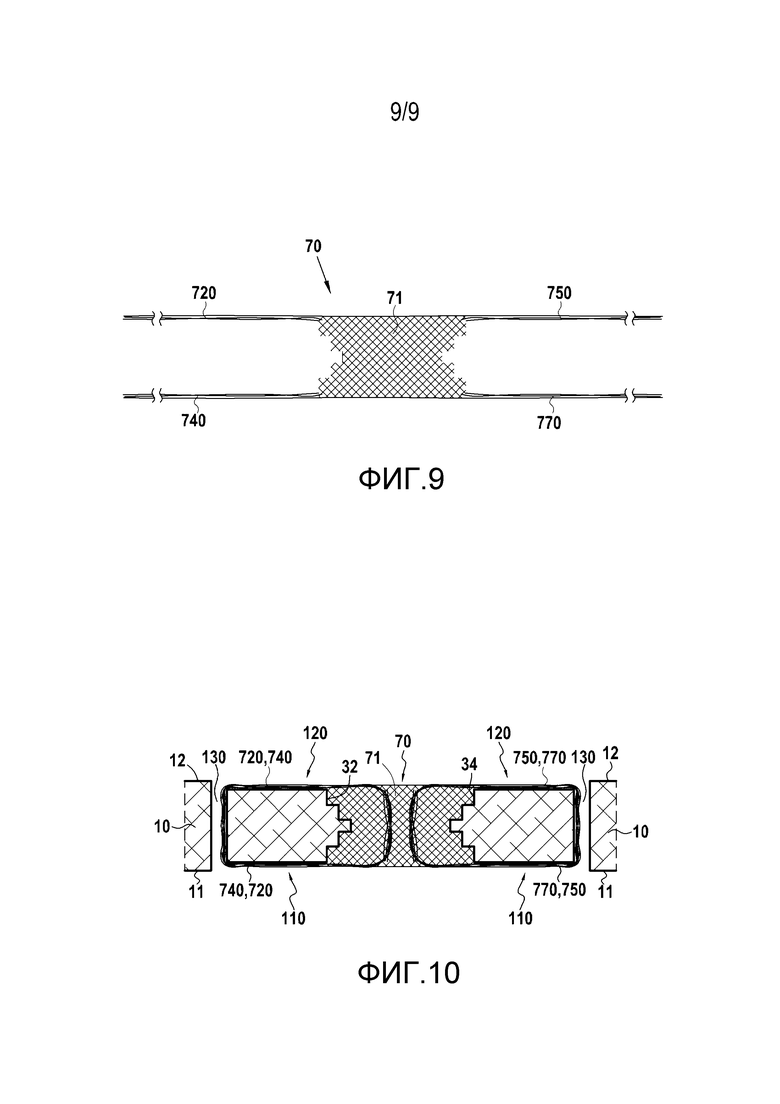
на фиг. 9 показан вид в разрезе, демонстрирующий волокнистую заготовку заполняющей детали согласно другому варианту осуществления изобретения;
на фиг. 10 показан вид в радиальном сечении, показывающий расположение пучков волокон заготовки, показанной на фиг. 9.
Осуществление изобретения
Изобретение в целом относится к любой детали, изготовленной из композиционного материала, включающего в себя волокнистый армирующий наполнитель трехмерного плетения, уплотненный матрицей.
Ниже изобретение будет описано на не носящем ограничивающего характера примере его применения к корпусу вентилятора авиационного газотурбинного двигателя. Изобретение также применимо к другим деталям авиационных двигателей из композитных материалов, таким как, например, межлопаточные площадки или лопатки направляющего аппарата, называемые также OGV.
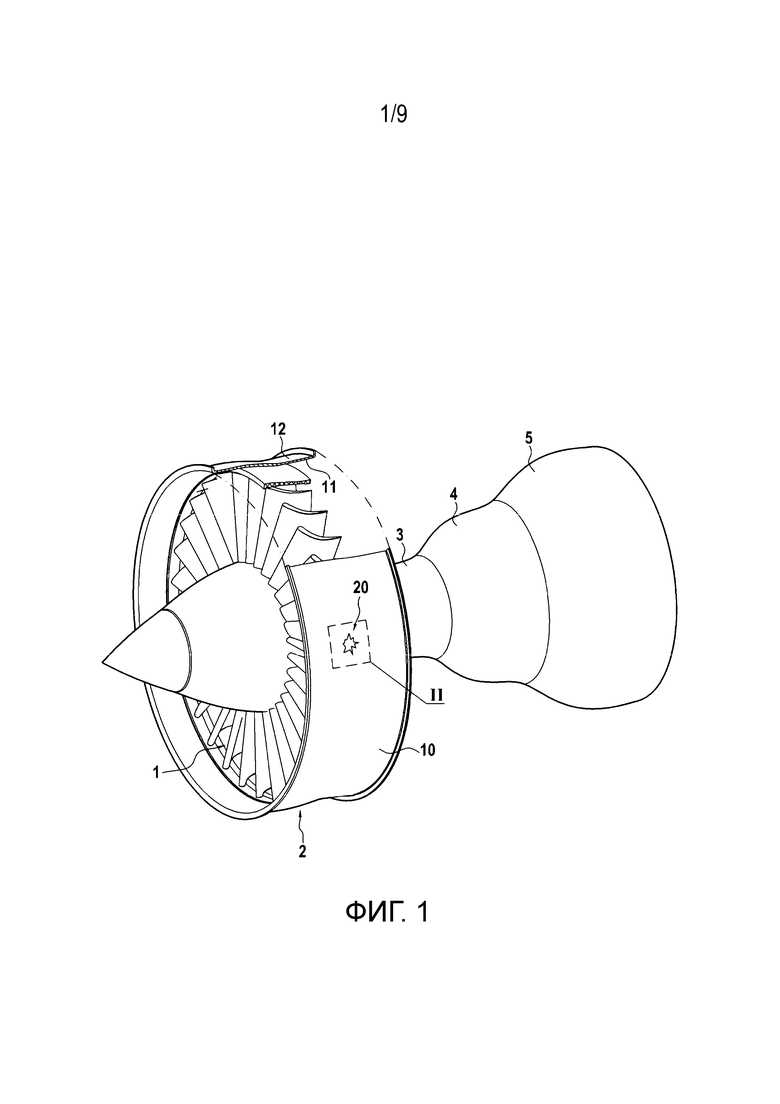
Такой двигатель, как весьма схематично показано на фиг. 1, включает в себя, если следовать от входа к выходу относительно направлении протекания потока газа, вентилятор 1, расположенный на входе в двигатель, компрессор 2, камеру сгорания 3, турбину высокого давления 4 и турбину 5 низкого давления.
Двигатель размещен внутри корпуса, состоящего из нескольких частей, соответствующих различным элементам двигателя. Таким образом, вентилятор 1 окружен корпусом 10, имеющим форму тела вращения.
Корпус 10 вентилятора, который в данном случае изготовлен из композиционного материала с органической матрицей, то есть из волокнистого армирующего наполнителя, например, углеродного, стеклянного, арамидного или керамического волокнистого армирующего наполнителя, уплотненного полимерной матрицей, например, эпоксидной, бисмалеимидной или полиимидной. Волокнистый армирующий наполнитель изготавливается из волокнистой текстуры в форме полосы, полученной трехмерным плетением в виде единой детали, причем текстура формуется путем намотки на опорный инструмент. Полученный таким образом волокнистый армирующий наполнитель затем уплотняется матрицей. Изготовление такого корпуса описано, в частности, в документе US 8 322 971. Корпус 10 вентилятора из композиционного материала имеет внутреннюю поверхность 11, которая определяет воздушный проточный тракт на входе в двигатель, и внешнюю поверхность 12.
На фиг. 1, 2A и 2B корпус 10 имеет поврежденный участок 20, образовавшийся, например, в результате удара обломка лопатки о внутреннюю поверхность 11 корпуса.
В соответствии с предлагаемым в изобретении способом ремонта, корпус подвергается механической обработке на поврежденном участке 20 с целью удаления поврежденного композиционного материала и подготовки участка к ремонту. Удаление композиционного материала осуществляется на определенной поверхности корпуса, охватывающей по меньшей мере участок, признанный поврежденным, и на всю толщину корпуса. Как показано на фиг. 3A и 3B, таким образом получается углубленный участок 30, который открывается как на внутреннюю поверхность 11, так и на внешнюю поверхность 12 корпуса 10.
В описанном здесь примере и в соответствии с конкретным отличительным признаком изобретения, углубленный участок обработан в форме многоугольника с кромками 31-36, каждая из которых включает в себя две призматические формы или скоса высотой h, имеющие общую вершину. Более конкретно, кромки 31-36 включают в себя, соответственно, первый скос, подобный скосам 320 и 340, показанным на фиг. 3В, соответственно, для кромок 32 и 34, и второй скос, подобный скосам 321 и 341, показанным на фиг. 3В, соответственно, для кромок 32 и 34. Кромки могут быть обработаны в форме лестницы, как показано на фиг. 3B, или иметь гладкий профиль. Каждый угловой гребень имеет галтель r, не показанный на фиг. 3B. Высота h скосов и галтеля r определяются в зависимости от диаметра D поврежденного участка 20 и толщины E композиционного материала, подлежащего ремонту. Высота h предпочтительно определяется таким образом, что E/3<h<2E/3. Величина r предпочтительно определяется таким образом, что D/5<r<5D.
Углубленный участок 30 ограничивает свободный объем 37 композиционного материала, который должен быть занят заполняющей деталью, как поясняется ниже.
После изготовления углубленного участка 30 на внутренней поверхности 11 корпуса из композиционного материала, фрезеруется первое множество канавок 110, продолжающихся от кромок 31-36 углубленного участка. Аналогичным образом фрезеруется второе множество канавок 120, продолжающихся на внешней поверхности 12 корпуса из композиционного материала от кромок 31-36 углубленного участка. Канавки 110 и 120 выполняются на поверхности детали из композиционного материала. В описанном здесь примере и в соответствии с конкретным отличительным признаком изобретения, каждое множество канавок включает в себя основные канавки, например, основные канавки 1201-1206 из множества канавок 120, проиллюстрированных на фиг. 4B, которые продолжены вторичными канавками, например, вторичными канавками 1211-1216, проиллюстрированными на фиг. 4B. Основные канавки продолжаются наружу от углубленного участка от одного конца, примыкающего к одной из кромок углубленного участка, и до другого противоположного конца, от которого продолжаются одна или несколько вторичных канавок также в направлении наружу относительно углубленного участка. Основные и дополнительные канавки формируются симметрично на обеих поверхностях детали из композиционного материала, то есть канавка из множества канавок на одной поверхности детали выровнена с канавкой из множества канавок на другой поверхности детали.
В описанном здесь примере каждое множество канавок, имеющихся на обеих поверхностях корпуса, имеет форму снежинки с шестью основными ветвями, образованными основными канавками, и тремя вторичными ветвями на конце каждой основной ветви, образованными вторичными канавками. Количество вторичных канавок, продолжающих каждую главную канавку, может варьироваться от 0 до 10.
После изготовления канавок, в толще детали из композиционного материала формируется множество отверстий, каждое из которых открывается как в канавку первого множества канавок, так и в канавку второго множества канавок. Более конкретно, в описанном здесь примере и как показано на фиг. 5A и 5B, 18 отверстий 130 выполнены во вторичных канавках 1211-1216 на внешней поверхности 12, которые открываются в соответствующие вторичные канавки на внутренней поверхности 11. В описываемом здесь примере множество отверстий 130 распределено по окружности, концентричной центру углубленного участка 30, диаметр которой D130 определяется в зависимости от диаметра D дефекта, подлежащего ремонту, так что D<D130<5D.
После различных операций механической обработки, описанных выше, поверхности детали 10 очищаются и обезжириваются. Целью очистки является удаление пыли и любых загрязнений, которые могут загрязнять поверхности детали, очистка может выполняться, в частности, струей сухого и обезжиренного воздуха. Обезжиривание поверхностей может выполняться с использованием растворителя типа этанол или изопропанол.
Также в соответствии предлагаемым в изобретении способом ремонта, первая и вторая волокнистые заготовки изготавливаются путем трехмерного плетения. Как показано на фиг. 6A, 6B и 6C, каждая из изготавливаемых первой и второй идентичных заготовок 40, 50 включает в себя центральный участок 41, 51, от которого отходит множество пучков волокон 42-47, 52-57. Центральный участок 41 первой заготовки 40 имеет форму, соответствующую форме углубленного участка 30 на стороне внутренней поверхности 11 корпуса 10, при этом центральный участок 41 предназначен для заполнения половины свободного объема 37, ограниченного углубленным участком 30. Центральный участок 51 второй заготовки 50 имеет форму, соответствующую форме углубленного участка 30 со стороны наружной поверхности 12 корпуса 10, при этом центральный участок 51 предназначен для заполнения другой половины свободного объема 37. Пучки волокон 42-47 и 52-57 состоят из непрерывных нитей, выходящих, соответственно, из центральных участков 41 и 51 и сгруппированных в пучки. В описанном здесь примере пучки волокон 42-47 и 52-57 включают в себя, соответственно, основные пучки 420-470 и 520-570, которые предназначены для размещения в основных канавках множества канавок 110 и 120, эти основные пучки затем подразделяются, соответственно, на вторичные пучки 421-471 и 521-571, которые предназначены для размещения во вторичных канавках, а также в отверстиях 130, как поясняется ниже. Центральные участки первой и второй заготовок получают путем трехмерного плетения первого множества слоев нитей, например, нитей основы, и второго множества слоев нитей, например, нитей утка. Под "трехмерным плетением" или "3D- ткачеством" здесь подразумевается способ плетения, при котором по меньшей мере некоторые из нитей первого множества слоев нитей связывают нити второго множества слоев нитей на нескольких слоях или наоборот. Трехмерное плетение волокнистой заготовки заполняющей детали может выполняться с использованием плетения типа интерлок с несколькими слоями нитей основы и нитей утка. Трехмерное плетение с интерлок-переплетением – это плетение, в котором каждая нить основы соединяет вместе несколько слоев нитей утка, причем пути нитей основы идентичны. Призмообразный профиль центральных участков получают путем добавления/удаления одного или нескольких слоев нитей основы и нитей утка. Можно предусмотреть и другие виды трехмерного плетения, например, многослойное плетение с мульти-сатиновым или мульти-плоскостным плетением. Плетения такого типа описаны в документе US 20100144227. Пучки волокон, выходящие из центрального участка, могут соответствовать непрерывным нитям, переплетенным вместе трехмерным плетением (например, свиванием) или двумерным плетением. Нити пучков волокон также могут группироваться вместе путем обмотки или оставаться свободными.
Как показано на фиг. 6A-6C, первая и вторая волокнистые заготовки 40 и 50 заполняющей детали размещаются, соответственно, со стороны внешней поверхности 12 и со стороны внутренней поверхности 11 путем размещения их центральных участков 41 и 51 в объеме 37 углубленного участка 30, их пучков – в основных канавках, и их разветвлений на вторичные пучки - во вторичных канавках.
После того, как волокнистые заготовки 40 и 50 установлены упомянутым образом, пучки волокон, в данном случае вторичные пучки 421-471 и 521-571, вводятся в отверстия 130, как показано на фиг. 7A, 7B и 7C.
В описанном здесь примере и в соответствии с конкретным отличительным признаком изобретения, пучки волокон первой заготовки 40, в данном случае вторичные пучки 421-471, после прохождения через отверстия 130 выходят на внутреннюю поверхность 11, проходят вдоль канавок, имеющихся на этой поверхности, и вводятся в центральный участок 51 второй волокнистой заготовки 50 (фиг. 7B). Аналогично, пучки волокон второй заготовки 50, в данном случае вторичные пучки 521-571, после прохождения через отверстия 130 выходят на внешнюю поверхность 12, проходят вдоль канавок, имеющихся на этой поверхности, и вводятся в центральный участок 41 первой волокнистой заготовки 40.
Затем обе волокнистые заготовки 40 и 50 уплотняются матрицей. Уплотнение заготовок заключается в заполнении их пор, полностью или частично, материалом, представляющим собой матрицу. Матрица может быть получена способом, самим по себе известным, посредством жидкостного процесса.
Жидкостной процесс заключается в пропитке заготовок жидкой композицией, содержащей органический предшественник материала матрицы. Органический предшественник обычно представляет собой полимер, например, смолу, при необходимости разбавленную растворителем. Деталь из композиционного материала и заготовки заполняющей детали помещаются в форму, которая может герметично закрываться, причем форма может соответствовать исходной форме детали или части ее формы, повторяющей форму ремонтируемого участка детали. Затем во весь корпус впрыскивается жидкий предшественник матрицы, например, смола, для пропитки всей волокнистой заготовки.
Превращение предшественника в органическую матрицу, а именно его полимеризация, осуществляется путем термической обработки, как правило, путем нагрева пресс - формы, после удаления любого растворителя и сшивания полимера, при этом заготовки все еще остаются в пресс-форме. Органическая матрица может быть получена, в частности, из эпоксидных смол, таких как, например, предлагаемая на рынке высокоэффективная эпоксидная смола, или из жидких предшественников углеродных или керамических матриц.
В случае образования углеродной или керамической матрицы, термическая обработка заключается в пиролизе органического предшественника для превращения органической матрицы в углеродную или керамическую матрицу в зависимости от используемого предшественника и условий пиролиза. Например, жидкие углеродные предшественники могут представлять собой смолы с относительно высоким содержанием кокса, такие как фенольные смолы, в то время как жидкие керамические предшественник, в частности SiC, могут быть смолами типа поликарбосилана (PCS) или полититанокарбосилана (PTCS) или полисилазана (PSZ). Для достижения желаемой степени уплотнения может проводиться несколько последовательных циклов, от пропитки до термообработки.
Уплотнение заготовок заполняющей детали может осуществляться с помощью хорошо известного процесса литьевого формования полимера, называемого RTM (Resin Transfert Molding). В соответствии с процессом RTM, деталь, подлежащая ремонту, помещается вместе с заготовками заполняющей детали в пресс-форму, имеющую форму детали, которая должна быть изготовлена. Во внутреннее пространство, в котором находятся заготовки, впрыскивается термореактивная смола. Обычно в этом внутреннем пространстве между местом впрыскивания смолы и отверстиями для ее выгрузки создается перепад давлений, чтобы контролировать и оптимизировать пропитку армирующего материала смолой.
Используемая смола может быть, например, эпоксидной смолой. Смолы, подходящие для процессов RTM, хорошо известны. Предпочтительно, чтобы они имели низкую вязкость для облегчения их введения в волокна. Выбор температурного класса и/или химической природы смолы определяется в зависимости от термомеханических нагрузок, которым будет подвергаться деталь. После введения смолы в весь армирующий наполнитель, она полимеризуется путем термообработки в соответствии с процессом RTM.
В предпочтительном варианте осуществления, смола, впрыскиваемая в заготовки заполняющей детали, идентична той, которая используется для изготовления детали из композиционного материала. Однако для ремонта можно использовать другую смолу, но которая имеет уровни температуры сшивания и/или полимеризации, совместимые с матрицей, уже присутствующей в ремонтируемой детали.
После впрыскивания и полимеризации деталь или ее часть подвергается расформовке. В конце процесса деталь может зачищаться путем шлифовки мягким абразивом, предпочтительно ручной шлифовкой абразивной шкуркой, такой как GRIT 220, чтобы сгладить поверхность отремонтированного участка с остальной неповрежденной поверхностью детали. После этого получается деталь из композиционного материала, в данном случае корпус вентилятора 10, включающий в себя заполняющую деталь 60, состоящую из волокнистого армирующего наполнителя, соответствующего двум волокнистым заготовкам 40 и 50, уплотненным матрицей.
В описанном выше примере волокнистый армирующий наполнитель заполняющей детали получен из первой и второй волокнистых заготовок. Однако, в соответствии с изобретением, волокнистый армирующий наполнитель заполняющей детали также может быть получен из одной волокнистой заготовки. На фиг. 9 показана волокнистая заготовка 70, которая может использоваться для формирования заполняющей детали вместо описанных ранее первой и второй волокнистых заготовок 40 и 50. Волокнистая заготовка 70 изготавливается в виде единой детали и имеет форму и размеры, позволяющие интегрировать ее в подлежащую ремонту область корпуса 10, как показано на фиг. 5A и 5B, а именно после формирования углубленного участка 30, канавок 110 и 120 (основной и дополнительной канавок) и отверстий 130.
Более конкретно, волокнистая заготовка 70 включает в себя центральный участок 71, имеющий форму, соответствующую форме углубленного участка 30, причем центральный участок 71 предназначен для заполнения всего свободного объема 37, ограниченного углубленным участком 30 (фиг. 5B). Волокнистая заготовка 70 также содержит пучки волокон 720, 740, 750 и 770, предназначенные для размещения в основных канавках множества канавок 110 и 120, эти основные пучки затем подразделяются соответственно на вторичные пучки, которые предназначены для размещения во вторичных канавках, а также в отверстиях 130. Заготовку 70 получают путем трехмерного плетения.
Как показано на фиг. 10, волокнистая заготовка 70 заполняющей детали устанавливается на место путем размещения центрального участка 71 в объеме 37 углубленного участка 30, причем центральный участок может деформироваться, чтобы обеспечить его размещение в объеме 37. Пучки волокон размещаются в основных канавках, а их разветвление на вторичные пучки – во вторичных канавках, как уже пояснялось выше для заготовок 40 и 50.
После того, как волокнистая заготовка 70 установлена упомянутым выше образом, пучки волокон, в данном случае пучки 720, 740, 750 и 770, вводятся в отверстия 130, как показано на фиг. 10.
В описанном здесь примере и в соответствии с конкретным отличительным признаком изобретения, первая часть пучков волокон заготовки 70, в данном случае пучки 720 и 750, после прохождения через отверстия 130 выходят на внутреннюю поверхность 11, проходят вдоль канавок, имеющихся на этой поверхности, и вводятся в центральный участок 71 заготовки 70. Аналогично, вторая часть пучков волокон заготовки 70, в данном случае пучки 740 и 770, после прохождения через отверстия 130 выходят на внешнюю поверхность 12, проходят вдоль канавок, имеющихся на этой поверхности, и вводятся в центральный участок 71 заготовки 70.
Уплотнение волокнистой заготовки 70 осуществляется таким же образом, как описано выше для первой и второй волокнистых заготовок 40 и 50, и в целях упрощения здесь не повторяется.





Изобретение относится к способу ремонта детали из композиционного материала. Техническим результатом является ремонт деталей из композиционного материала с трехмерным волокнистым армированием, без ухудшения устойчивости материала к расслаиванию. Технический результат достигается способом ремонта детали из композиционного материала, который включает изготовление углубленного участка путем удаления композиционного материала в поврежденной области. Изготовление канавок, продолжающихся на двух сторонах детали от кромок углубленного участка. Формирование множества отверстий в толще детали, открывающихся в канавки. Трехмерное плетение волокнистой заготовки заполняющих деталей, содержащую центральный участок, имеющий форму, соответствующую форме углубленного участка, и множество пучков волокон, отходящих от центрального участка. Размещение заготовок заполняющих деталей соответственно на одной или другой стороне детали с пучками волокон, размещаемыми в канавках, имеющихся на сторонах детали и в отверстиях, так что пучки волокон выходят в канавки, имеющиеся на противоположной стороне детали. Пропитку волокнистых заготовок заполняющих деталей смолой-предшественником матрицы. Преобразование смолы в матрицу с целью получения заполняющей детали из композиционного материала, представляющего собой волокнистый армирующий наполнитель, уплотненный матрицей. 4 н. и 11 з.п. ф-лы, 18 ил.
1. Способ ремонта детали (10) из композиционного материала, содержащего волокнистый армирующий наполнитель, выполненный трехмерным плетением множества нитей основы и множества нитей утка, причем указанный армирующий наполнитель уплотнен матрицей, отличающийся тем, что он включает:
- выявление по меньшей мере одного поврежденного участка (20) детали,
- выполнение углубленного участка (30) путем удаления композиционного материала на поврежденном участке (20) так, чтобы сформировать углубленный участок (30), продолжающийся от первой поверхности (11) детали из композиционного материала до второй поверхности (12) указанной детали,
- выполнение первого множества канавок (110), проходящих по первой поверхности (11) детали (10) из композиционного материала от кромки или кромок (31, 32, 33, 34, 35) углубленного участка,
- выполнение второго множества канавок (120), проходящих по второй поверхности (12) детали из композиционного материала от кромки или кромок углубленного участка,
- выполнение множества отверстий (130) в толще детали из композиционного материала, причем каждое отверстие открывается в канавку как первого множества канавок (110), так и второго множества канавок (120),
- трехмерное плетение по меньшей мере одной волокнистой заготовки (70) заполняющей детали, включающей в себя центральный участок (71), имеющий форму, соответствующую форме углубленного участка, и множество пучков волокон (720, 740, 750, 770), отходящих от центрального участка (71),
- размещение центрального участка (71) упомянутой по меньшей мере одной волокнистой заготовки (70) заполняющей детали в свободном объеме (37) детали из композиционного материала, ограниченном углубленным участком (30) детали (10),
- размещение первой части пучков волокон упомянутой по меньшей мере одной заготовки в канавках первого множества канавок (110), имеющихся на первой поверхности детали, и в отверстиях множества отверстий (130) так, чтобы пучки волокон первой части пучков волокон упомянутой по меньшей мере одной заготовки выходили в канавки второго множества канавок (120),
- размещение второй части пучков волокон упомянутой по меньшей мере одной заготовки в канавках второго множества канавок (120) на второй поверхности детали и в отверстиях множества отверстий (130) так, чтобы пучки волокон второй части пучков волокон упомянутой по меньшей мере одной заготовки выходили в канавки первого множества канавок (110),
- пропитка упомянутой по меньшей мере одной волокнистой заготовки (70) смолой-предшественником матрицы,
- превращение смолы в матрицу для получения заполняющей детали из композиционного материала, включающего в себя волокнистый армирующий наполнитель, уплотненный матрицей, причем заполняющая деталь занимает объем, ограниченный углублением.
2. Способ ремонта по п. 1, включающий в себя:
- трехмерное плетение первой волокнистой заготовки (40) заполняющей детали, содержащей центральный участок (41), имеющий форму, соответствующую форме углубления со стороны первой поверхности детали из композиционного материала, и множество пучков волокон (42, 43, 44, 45, 46, 47), отходящих от центрального участка (41),
- трехмерное плетение второй волокнистой заготовки (50), содержащей центральный участок (51), имеющий форму, соответствующую форме углубления со стороны второй поверхности детали из композиционного материала, и множество пучков волокон (52, 53, 54, 55, 56, 57), отходящих от центрального участка (51),
- размещение центрального участка (41) первой волокнистой заготовки (40) заполняющей детали в части свободного объема (37) детали из композиционного материала, ограниченной углубленным участком (30) и расположенной на стороне первой поверхности (11) детали (10), и пучков волокон (42, 43, 44, 45, 46, 47) в канавках первого множества канавок (110), расположенных на первой поверхности детали, и в отверстиях множества отверстий (130) таким образом, чтобы пучки волокон первой заготовки выходили в канавки второго множества канавок (120),
- размещение центрального участка (51) второй волокнистой заготовки (50) заполняющей детали в другой части свободного объема (37) детали из композиционного материала, ограниченной углубленным участком (30) и расположенной со стороны второй поверхности (12) детали (10), и пучков волокон (52, 53, 54, 55, 56, 57) в канавках второго множества канавок (120), находящихся на второй поверхности детали, и в отверстиях множества отверстий (130) так, чтобы пучки волокон второй заготовки выходили в канавки первого множества канавок (110).
3. Способ ремонта по п. 2, в котором изготовление углубленного участка (30) включает в себя формирование обращенных друг к другу кромок (32, 34), каждая из которых включает в себя первый и второй скосы (320, 321, 340, 341), при этом центральный участок (41) первой волокнистой заготовки (40) заполняющей детали имеет геометрию, ответную части объема (37) углубленного участка (30), ограниченной между первыми скосами (320, 340) обращенных друг к другу кромок (32, 34), а центральный участок второй волокнистой заготовки заполняющей детали имеет геометрию, ответную другой части объема (37) углубленного участка, ограниченной между вторыми скосами (321, 341) обращенных друг к другу кромок (32, 34).
4. Способ по п. 3, в котором углубленный участок (30) имеет многоугольную форму, при этом каждая из канавок первого множества канавок (110) продолжается от вершины многоугольника, образованного углубленным участком на первой поверхности (11) детали (10) из композиционного материала, а каждая из канавок второго множества канавок (120) продолжается от вершины многоугольника, образованного углубленным участком (30) на второй поверхности (12) детали из композиционного материала.
5. Способ ремонта по п. 3 или 4, в котором каждое из первого и второго множества канавок (110, 120) включает в себя основные канавки (1201, 1202, 1203, 1204, 1205, 1206), проходящие от кромок углубленного участка (30), открывающиеся, соответственно, на первую и вторую поверхности (11, 12) детали (20) из композиционного материала, и вторичные канавки (1211, 1212, 1213, 1214, 1215, 1216), отходящие от каждой основной канавки, при этом по меньшей мере часть отверстий множества отверстий (130) открываются как во вторичную канавку первого множества канавок (110), так и во вторичную канавку второго множества канавок (120).
6. Способ ремонта по любому из пп. 2-4, дополнительно включающий введение пучков волокон (42, 43, 44, 45, 46, 47) первой волокнистой заготовки (40) заполняющей детали в центральный участок (51) второй волокнистой заготовки (50) и введение пучков волокон (52, 53, 54, 55, 56, 57) второй волокнистой заготовки (50) заполняющей детали в центральный участок (41) первой волокнистой заготовки (40).
7. Деталь (10) из композиционного материала, содержащего волокнистый армирующий наполнитель, выполненный трехмерным плетением множества нитей основы и множества нитей утка, уплотненный матрицей, отличающаяся тем, что волокнистый армирующий наполнитель, уплотненный матрицей, имеет по меньшей мере один углубленный участок (30), продолжающийся от первой поверхности (11) детали из композиционного материала до второй поверхности (12) этой детали, при этом заполняющая деталь (60) из композиционного материала располагается в свободном объеме (37) детали из композиционного материала, ограниченном упомянутым по меньшей мере одним углубленным участком (30), причем деталь из композиционного материала имеет первое множество канавок (110), проходящих по первой поверхности (11) упомянутой детали от кромки или кромок углубленного участка (30), открывающегося на первую поверхность (11), и второе множество канавок (120), проходящих по второй поверхности (12) упомянутой детали от кромки или кромок углубленного участка, открывающихся на вторую поверхность, при этом деталь из композиционного материала дополнительно имеет множество отверстий (130), проходящих в толще детали (10) из композиционного материала, причем каждое отверстие открывается как в канавку первого множества канавок (110), так и в канавку второго множества канавок (120), при этом заполняющая деталь (60) содержит по меньшей мере одну волокнистую заготовку (70) заполняющей детали, состоящую из центрального участка (71), расположенного в объеме (37) углубленного участка (30), и множества пучков (720, 740, 750, 770) волокон, отходящих от центрального участка, причем центральный участок упомянутой по меньшей мере одной заготовки имеет трехмерное плетение, при этом первая часть пучков волокон упомянутой по меньшей мере одной волокнистой заготовки располагается в канавках первого множества канавок (110) на первой поверхности (11) детали (10) из композиционного материала и в отверстиях множества отверстий (130) таким образом, что пучки волокон первой части пучков волокон упомянутой по меньшей мере одной заготовки выходят в канавки второго множества канавок (120), при этом вторая часть пучков волокон упомянутой по меньшей мере одной волокнистой заготовки располагается в канавках второго множества канавок (120) на второй поверхности (12) детали из композиционного материала и в отверстиях множества отверстий (130) так, что пучки волокон второй части пучков волокон упомянутой по меньшей мере одной заготовки выходят в канавки первого множества канавок (110).
8. Деталь по п. 7, в которой заполняющая деталь (60) включает в себя первую и вторую волокнистые заготовки (40, 50) заполняющей детали, каждая из которых содержит центральный участок (41, 51), расположенный в части объема (37) углубленного участка (30), и множество пучков волокон (42, 43, 44, 45, 46, 47, 52, 53, 54, 55, 56, 57), продолжающихся от центрального участка, причем центральный участок каждой заготовки имеет трехмерное плетение, при этом пучки волокон (42, 43, 44, 45, 46, 47) первой волокнистой заготовки (40) располагаются в канавках первого множества канавок (110) на первой поверхности (11) детали (10) из композиционного материала и в отверстиях множества отверстий (130) так, что пучки волокон первой заготовки выходят в канавки второго множества канавок (120), пучки волокон (52, 53, 54, 55, 56, 57) второй волокнистой заготовки (50) располагаются в канавках второго множества канавок (120) на второй поверхности (12) детали из композиционного материала и в отверстиях множества отверстий (130) так, что пучки волокон второй заготовки выходят в канавки первого множества канавок (110).
9. Деталь по п. 8, в которой углубленный участок (30) имеет обращенные друг к другу кромки (32, 34), каждая из которых имеет первый и второй скосы (320, 321, 340, 341), центральный участок (41) первой волокнистой заготовки (40) заполняющей детали имеет геометрию, ответную части объема (37) углубленного участка (30), ограниченной между первыми скосами (320, 340) обращенных друг к другу кромок (32, 34), а центральный участок второй волокнистой заготовки заполняющей детали имеет геометрию, ответную другой части объема углубленного участка, ограниченной между вторыми скосами (321, 341) обращенных друг к другу кромок (32, 34).
10. Деталь по п. 9, в которой углубленный участок (30) имеет многоугольную форму, при этом каждая из канавок первого множества канавок (110) проходит от вершины многоугольника, образованного углубленным участком на первой поверхности (11) детали из композиционного материала (10), при этом каждая из канавок второго множества канавок (120) проходит от вершины многоугольника, образованного углубленным участком (30) на второй поверхности (12) детали из композиционного материала.
11. Деталь по п. 9 или 10, в которой первое и второе множество канавок (110, 120) включают в себя каждое основные канавки (1201, 1202, 1203, 1204, 1205, 1206), проходящие от кромок углубленного участка (30) и открывающиеся, соответственно, на первую и вторую поверхности (11, 12) детали (20) из композиционного материала, и вторичные канавки (1211, 1212, 1213, 1214, 1215, 1216), проходящие от каждой основной канавки, при этом по меньшей мере одна часть отверстий множества отверстий (130) открывается как во вторичную канавку первого множества канавок (110), так и во вторичную канавку второго множества канавок (120).
12. Деталь по любому из пп. 7-9, в которой пучки волокон (42, 43, 44, 45, 46, 47) первой волокнистой заготовки заполняющей детали (40) проходят в центральном участке (51) второй волокнистой заготовки (50), а пучки волокон (52, 53, 54, 55, 56, 57) второй волокнистой заготовки заполняющей детали (50) проходят в центральной части (41) первой волокнистой заготовки (40).
13. Деталь по любому из пп. 7-12, представляющая собой корпус авиационного газотурбинного двигателя.
14. Авиационный газотурбинный двигатель, имеющий корпус по п. 13.
15. Летательный аппарат, имеющий один или несколько двигателей по п. 14.
| EP 3090859 A1, 09.11.2016 | |||
| МНОГОКАМЕРНАЯ МЕЛЬНИЦА-СМЕСИТЕЛЬ | 2011 |
|
RU2474477C1 |
| FR 3008021 A1, 09.01.2015 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ СДОБНОГО ИЗДЕЛИЯ БУЛОЧКИ "ИСТОК" | 2007 |
|
RU2345532C1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
