Область техники, к которой относится изобретение
Изобретение относится к изготовлению смесителей потока из композитного материала с керамической матрицей (керамического матричного композита) для двухконтурных газотурбинных авиационных двигателей.
Уровень техники
В двухконтурном газотурбинном авиационном двигателе поступающий поток воздуха, пропускаемый через вентилятор, разделяется на основной поток, который проходит через компрессор, камеру сгорания и турбину, и вторичный поток, или поток от вентилятора, который направляется в обход компрессора, камеры сгорания и турбины. На выпуске происходит смешивание «горячего» основного потока, содержащего газообразные продукты сгорания, и «холодного» потока от вентилятора.
Известным решением для снижения шума от выбрасываемой струи является применение лепестковых смесителей, которые способствуют смешению потоков.
Для изготовления таких лепестковых смесителей были сделаны предложения об использовании композиционного материала с керамической матрицей с целью сведения к минимуму их веса, в то же время при сохранении их надлежащих механических характеристик. Композиционные материалы с керамической матрицей известны своими термоструктурными свойствами, т.е. механическими свойствами, которые позволяют им действовать в качестве конструкционных элементов, с возможностью сохранять эти свойства при высоких температурах. Типичные композиционные материалы с керамической матрицей содержат волокнистое армирование, выполненное из огнеупорных волокон (углеродных или керамических волокон), уплотненных матрицей, которая является, по меньшей мере частично, керамической.
Выполненный из композиционного материала с керамической матрицей лепестковый смеситель описан в документе WO 2006/035186. Описанный в этом документе смеситель изготовлен из нескольких лепестковых конструкций в форме секторов, которые изготавливают отдельно из композита с керамической матрицей, а затем собирают вместе, при этом смеситель также оснащен внутренним кольцом жесткости.
Раскрытие изобретения
Цель настоящего изобретения состоит в том, чтобы предложить конкретный способ, позволяющий получить неразвертываемую лепестковую конструкцию из композиционного материала с керамической матрицей, образующую сектор лепесткового смесителя, с целью изготовления готового смесителя путем сборки вместе нескольких секторов, или даже образующую монолитный лепестковый смеситель из композиционного материала с керамической матрицей, т.е. смеситель, который не получают путем сборки из нескольких секторов, выполненных из композиционного материала с керамической матрицей.
Данная цель достигается с помощью способа изготовления лепестковой конструкции для смесителя потока для газовой турбины, имеющей расположенный выше по потоку кольцеобразный участок, переходящий ниже по потоку в участок, образующий многолепестковую юбку с множеством лепестков, распределенных вокруг продольной оси лепестковой конструкции, состоящего в том, что:
- из нескольких составных элементов волокнистой текстуры изготавливают предварительно отформованную волокнистую заготовку из огнеупорных волокон, имеющую форму, соответствующую форме изготавливаемой лепестковой конструкции, указанные составные элементы собирают вместе и формуют посредством инструментальной оснастки в форму, соответствующую форме изготавливаемой лепестковой конструкции, с целью получения собранной волокнистой отформованной заготовки, имеющей первый участок заготовки, соответствующий кольцеобразному участку лепестковой конструкции, и второй участок заготовки, соответствующий многолепестковой юбке лепестковой конструкции, причем составные элементы волокнистой заготовки собирают вместе, по меньшей мере частично, вдоль соединительных линий, проходящих по существу в направлении потока за лепестками участка заготовки многолепестковой юбки;
- уплотняют собранную и отформованную волокнистую заготовку при помощи матрицы, которая выполнена, по меньшей мере частично, керамической.
Здесь термин «кольцеобразный участок» использован для обозначения сектора кольца (продольная ось является осью кольца) или замкнутого кольца. Подобным образом, термин «многолепестковая юбка» использован здесь для обозначения сектора замкнутой многолепестковой юбки или замкнутой многолепестковой юбки.
Таким образом, волокнистая заготовка и лепестковая конструкция, полученные путем уплотнения отформованной заготовки, могут иметь форму, которая соответствует сектору изготавливаемого смесителя, при этом смеситель получают путем сборки вместе нескольких лепестковых конструкций вокруг оси смесителя.
В одном из вариантов волокнистая заготовка может иметь форму, которая соответствует форме готового смесителя, подлежащего изготовлению, и смеситель получают сразу по завершении уплотнения заготовки, без необходимости собирать секторы между собой.
Отличительной особенностью изобретения является, в частности, то, что ограничиваются аэродинамические потери напора за счет сведения к минимуму возмущений, воздействующих на поток газа, проходящий через смеситель, благодаря сборке составных элементов заготовки в лепестках вдоль линий, которые проходят в направлении течения, и благодаря изготовлению лепестковой конструкции как единой детали путем уплотнения собранной заготовки, несмотря на то, что заготовка имеет форму, которая не является развертываемой.
Составные элементы волокнистой заготовки могут быть собраны вдоль соединительных линий сшивкой или путем введения нитей или игл.
Соединительные линии предпочтительно проходят вдоль боковых поверхностей лепестков или вдоль их наружных вершин.
Составные элементы волокнистой заготовки могут быть собраны вместе с перекрытием их прилегающих друг к другу кромок или при помощи соединительных полос, которые перекрывают их прилегающие друг к другу кромки.
В этом случае, при необходимости, составные элементы могут быть изготовлены с уменьшенной толщиной в областях перекрытия их прилегающих друг к другу кромок во избежание образования значительных добавочных толщин, которые могут оказывать возмущающее воздействие на поток газа.
Элементы волокнистой текстуры, из которых изготавливают волокнистую заготовку, могут быть изготовлены методом трехмерного тканого армирования или многослойного тканого армирования, за счет чего им придается надлежащее сопротивление расслаиванию.
Элементы волокнистой текстуры, из которых изготавливают волокнистую заготовку, преимущественно изготавливают из керамических волокон, в частности волокон карбида кремния (SiC). Это гарантирует то, что композиционный материал с керамической матрицей, полученный после уплотнения с керамической матрицей, имеет высокую жесткость, и тем самым устраняется необходимость в выполнении кольца жесткости для лепестков, где наличие такого кольца невыгодно с точки зрения аэродинамики.
В одном из вариантов осуществления способ включает в себя:
- изготовление элемента волокнистой текстуры в форме полосы;
- выполнение надрезов, проходящих через полосы, при этом надрезы проходят от одной стороны полосы, по существу, перпендикулярно к указанной стороне, и на определенное расстояние, меньшее ширины полосы;
- вырезание из волокнистой текстуры элементов в форме сектора;
- сборку каждого из секторов с полосой путем соединения вместе кромок сектора и кромок соответствующего надреза в полосе, при этом каждый сектор оказывается, таким образом, вставленным между кромками надреза.
Элемент в форме полосы может быть изготовлен методом трехмерного тканого армирования с толщиной на его не имеющем надрезов участке, превышающей толщину его участка, содержащего надрезы. Таким образом, можно непосредственно получить первый участок заготовки, соответствующий кольцеобразному участку лепестковой конструкции и имеющий толщину, превышающую толщину второго участка заготовки, соответствующего многолепестковой юбке.
В одном из вариантов первый участок заготовки, соответствующий кольцеобразному участку лепестковой конструкции, может быть получен путем наложения на элемент в форме полосы по меньшей мере одного дополнительного кольцеобразного слоя волокнистой текстуры. В этом случае дополнительный кольцеобразный слой может покрывать начальные области лепестков на участке заготовки, соответствующем многолепестковой юбке, на концах надрезов на элементе в форме полосы с целью армирования эти начальных областей лепестков.
В другом варианте осуществления способ включает:
- изготовление нескольких элементов волокнистой текстуры, каждый из которых содержит по меньшей мере один сектор для первого кольцеобразного слоя, образующего первый участок заготовки, соответствующий кольцеобразному участку лепестковой конструкции, и сектор для второго участка заготовки, соответствующий многолепестковой юбке смесителя;
- сборку элементов вместе по меньшей мере вдоль прилегающих друг к другу кромок секторов второго участка заготовки, соответствующего многолепестковой юбке.
Для формирования первого участка заготовки, соответствующего кольцеобразному участку лепестковой конструкции, может быть добавлен по меньшей мере один дополнительный кольцеобразный слой волокнистой текстуры, покрывающий по меньшей мере секторы первого кольцеобразного слоя. Тогда дополнительный и по существу кольцеобразный слой может покрывать начальные области лепестков второго участка заготовки, соответствующего многолепестковой юбке, с целью армирования начальных областей лепестков.
Изобретение также предлагает выполненный из композиционного материала с керамической матрицей смеситель потока для газовой турбины, который получен путем сборки вместе нескольких секторов, образующих лепестковые конструкции, изготовленные вышеописанным способом, или который образован непосредственно лепестковой конструкцией, изготовленной таким способом.
Также изобретением предусмотрен двухконтурный авиационный газотурбинный двигатель, оснащенный таким выполненным из композиционного материала с керамической матрицей смесителем.
Краткое описание чертежей
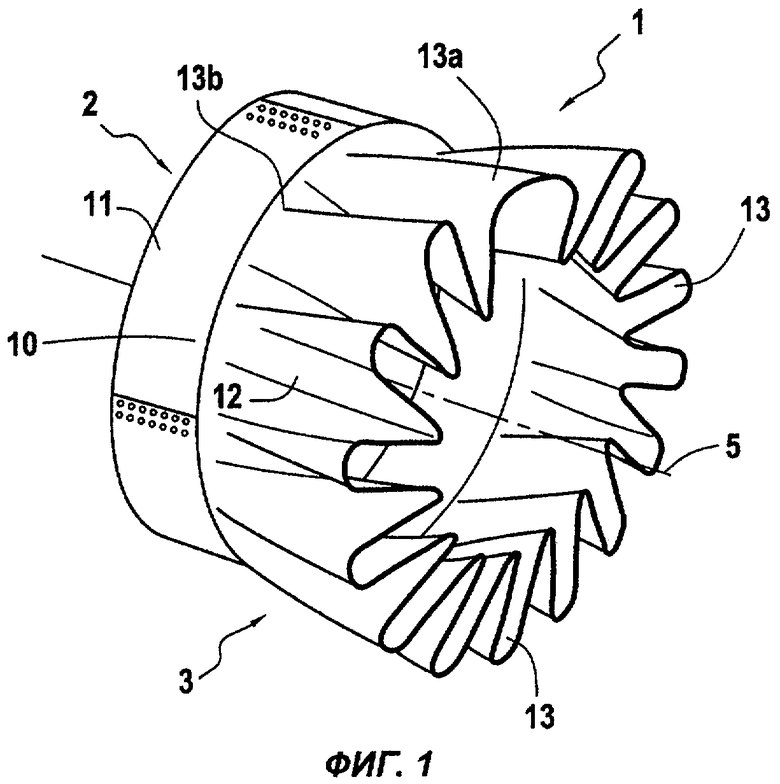
На фиг.1 показан перспективный вид лепесткового смесителя типа, который может быть получен предложенным способом в соответствии с изобретением.
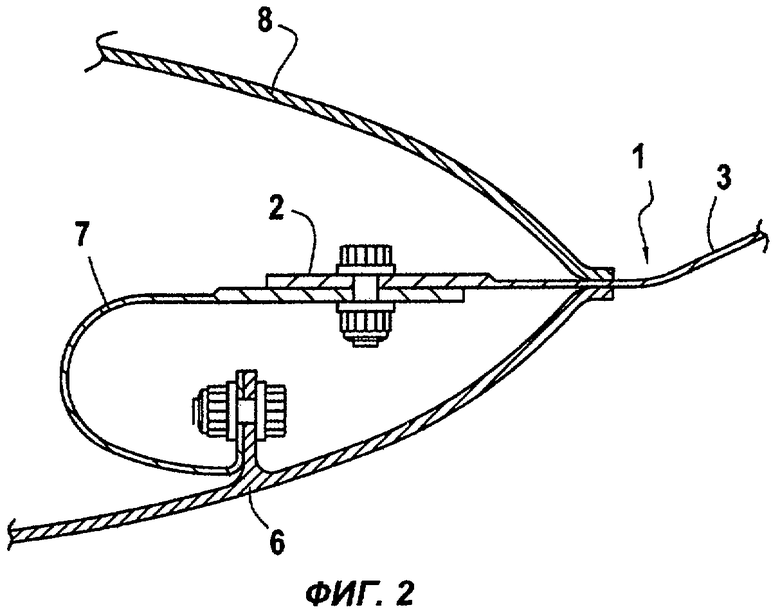
На фиг.2 показан схематический местный разрез, иллюстрирующий один из способов установки смесителя, показанного на фиг.1.
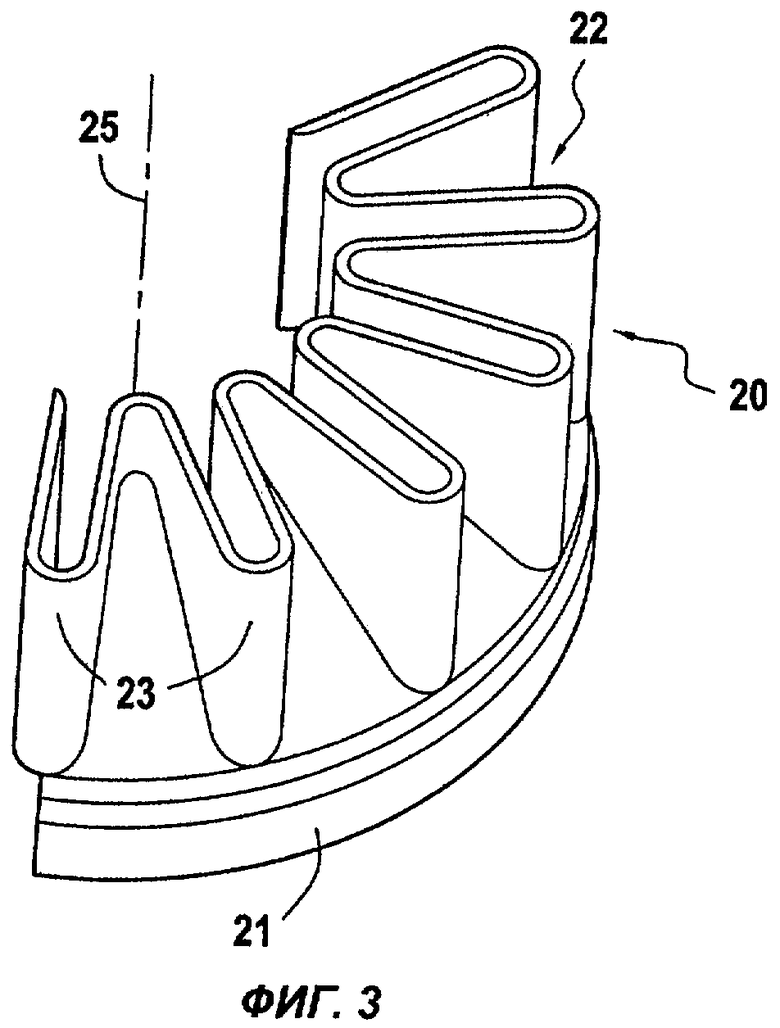
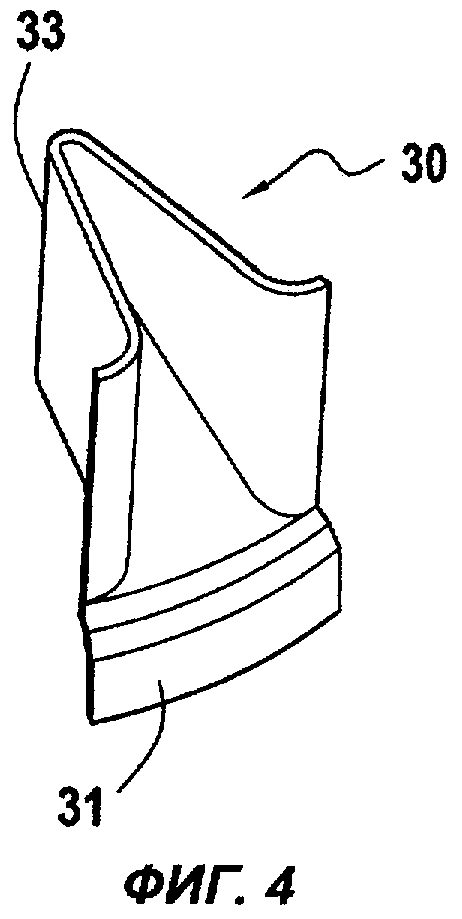
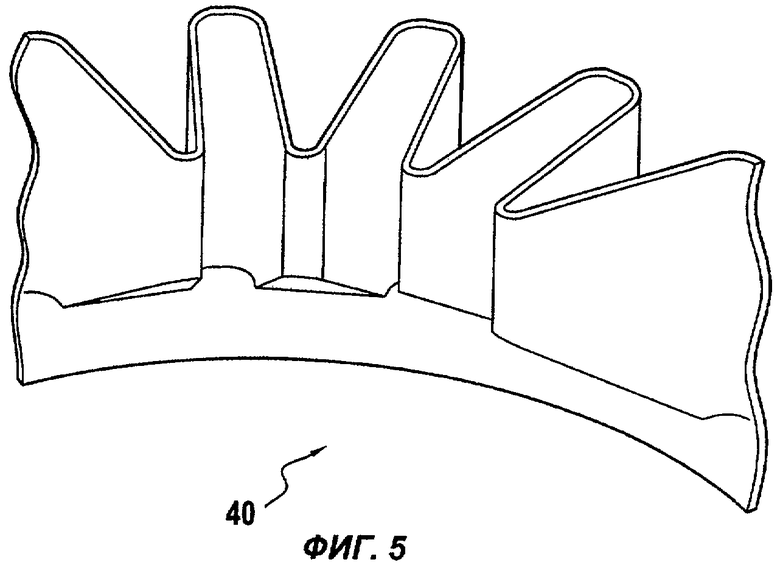
На фиг.3-5 показаны схематические перспективные виды элементов инструментальной оснастки, подходящие для использования для осуществления способа в соответствии с изобретением.
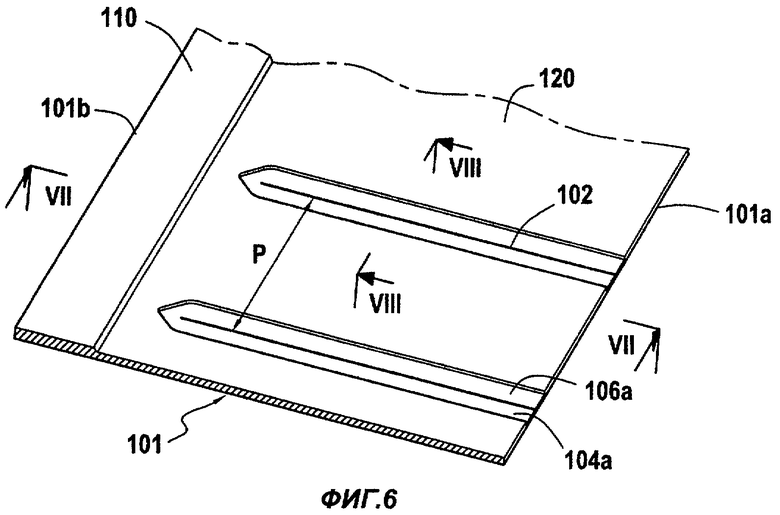
На фиг.6 показан частичный вид элемента в виде полосы с надрезами, образующего составной элемент волокнистой заготовки для лепестковой конструкции в первом варианте осуществления изобретения.
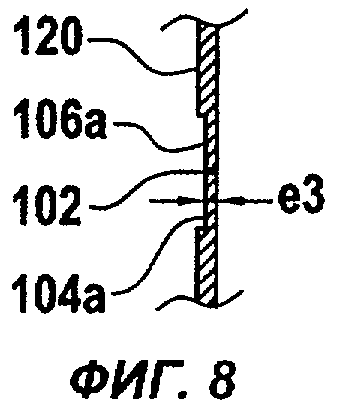
На фиг.7 и 8 показаны сечения в секущих плоскостях VII-VII и VIII-VIII, показанных на фиг.6.
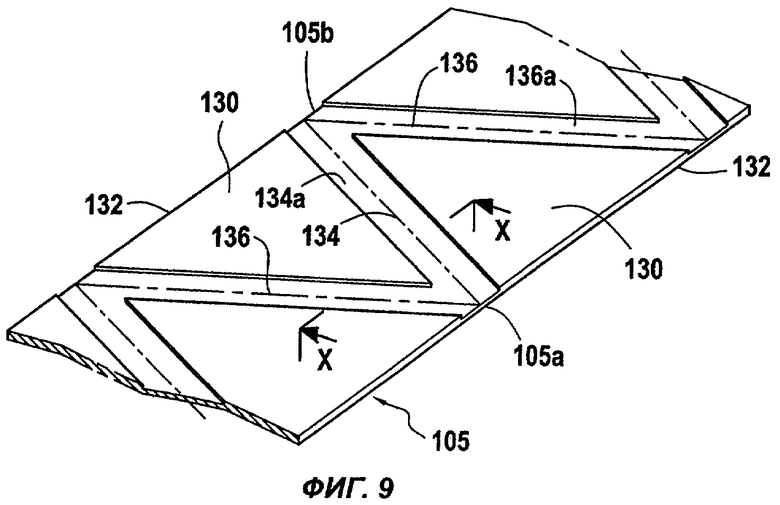
На фиг.9 показан частичный вид, иллюстрирующий волокнистую текстуру, из которой могут быть вырезаны элементы в форме сектора для образования составных элементов волокнистой заготовки для лепестковой конструкции в первом варианте осуществления изобретения.
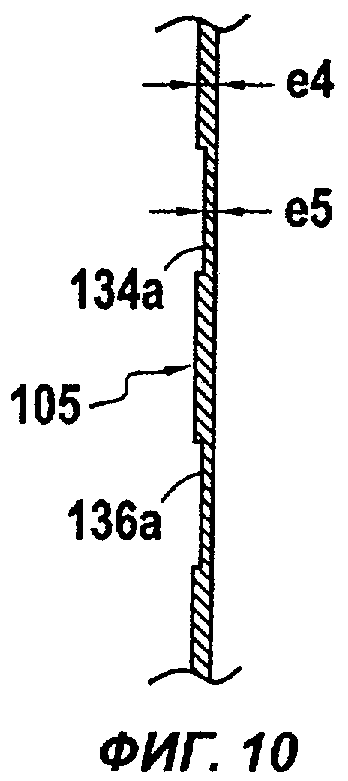
На фиг.10 показан частичный разрез, в секущей плоскости Х-Х, обозначенной на фиг.9.
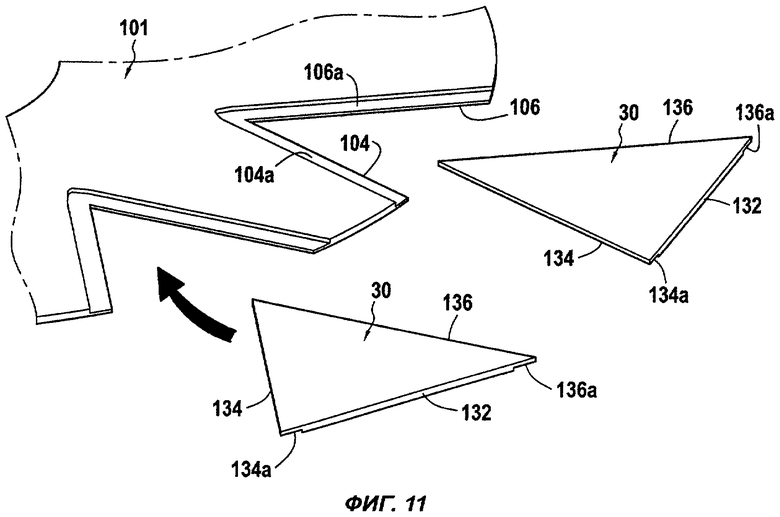
На фиг.11 показан частичный схематический вид элемента в форме полосы, показанного на фиг.6, в процессе его сборки с элементом в форме сектора, вырезанным из волокнистой текстуры, показанным на фиг.9, в первом варианте осуществления изобретения.
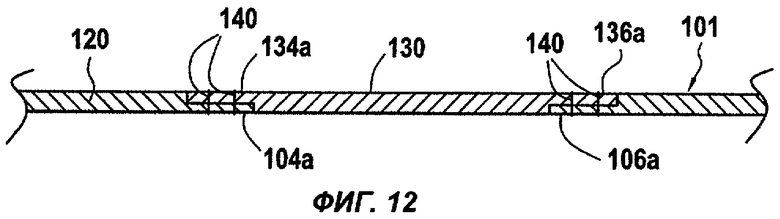
На фиг.12 показан детальный вид в сечении в увеличенном масштабе, иллюстрирующий сборку с перекрытием между прилегающими друг к другу кромками элемента в форме сектора и надрезом элемента в форме полосы, в первом варианте осуществления изобретения.
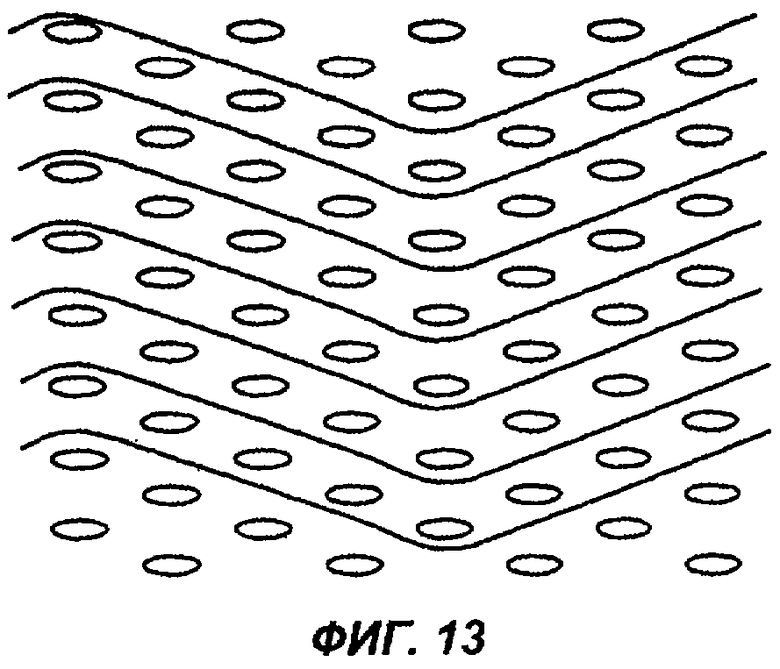
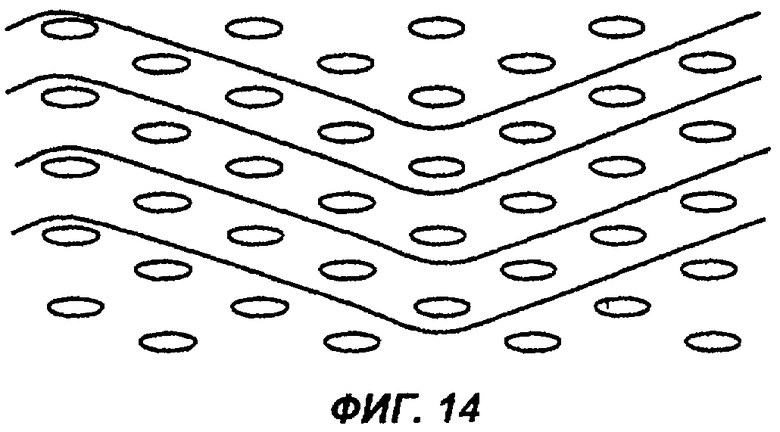
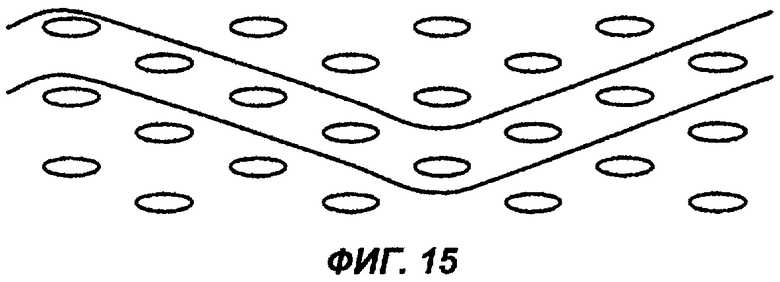
На фиг.13-15 показаны переплетения для составных элементов при трехмерном тканом армировании волокнистой заготовки для лепестковой конструкции.
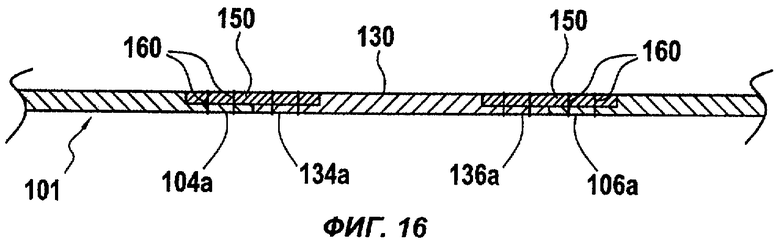
На фиг.16 показан детальный вид в сечении, выполненный в увеличенном масштабе, иллюстрирующий сборку между прилегающими друг к другу кромками элемента в форме сектора и надрезом элемента в форме полосы, с использованием соединительной полосы, в соответствии с разновидностью первого варианта осуществления изобретения.
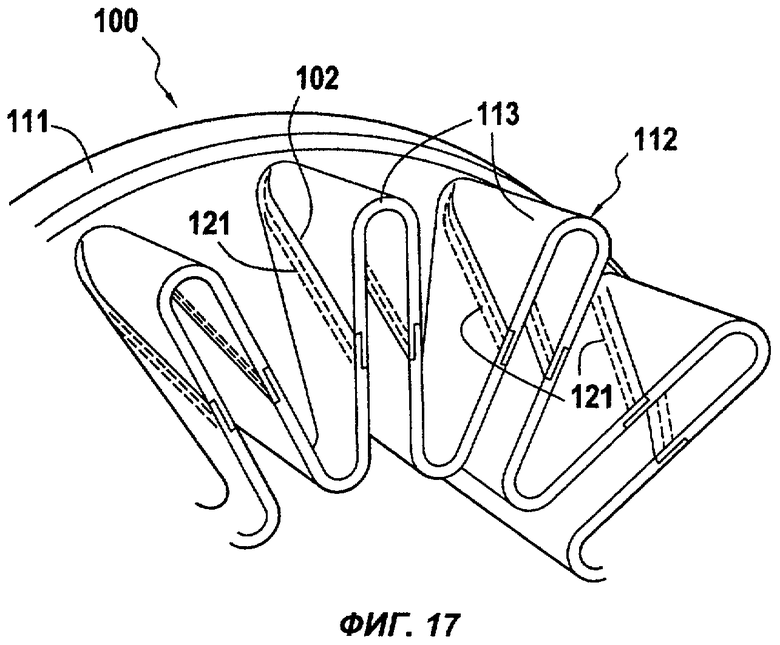
На фиг.17 показан частичный схематический вид в аксонометрической проекции, иллюстрирующий волокнистую заготовку для лепестковой конструкции, полученную путем сборки составных элементов, в соответствии с первым вариантом осуществления изобретения, в процессе его наложения с формованием на элемент инструментальной оснастки, показанный на фиг.3.
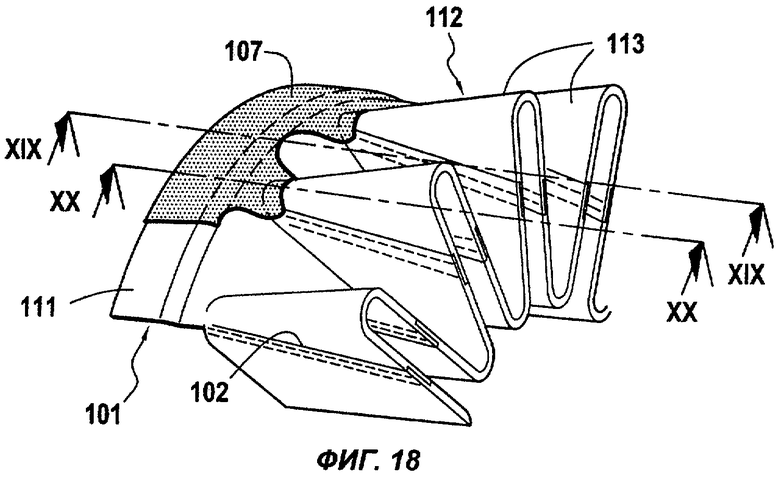
На фиг.18 показан местный схематический вид в аксонометрической проекции, иллюстрирующий применение дополнительного кольцеобразного слоя волокнистой текстуры для участка заготовки, соответствующего кольцеобразному участку лепестковой конструкции.
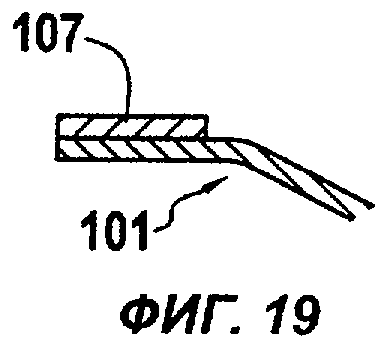
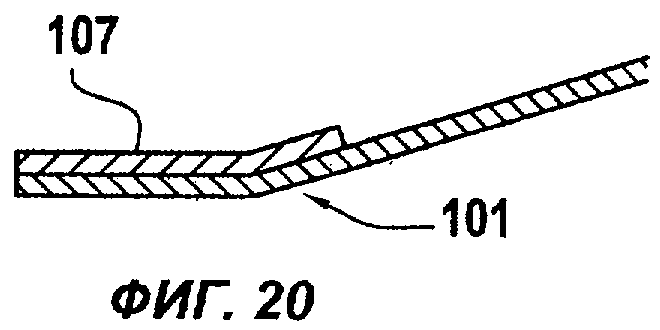
На фиг.19 и 20 показаны местные сечения, выполненные в секущих плоскостях XIX-XIX и ХХ-ХХ, обозначенных на фиг.18.
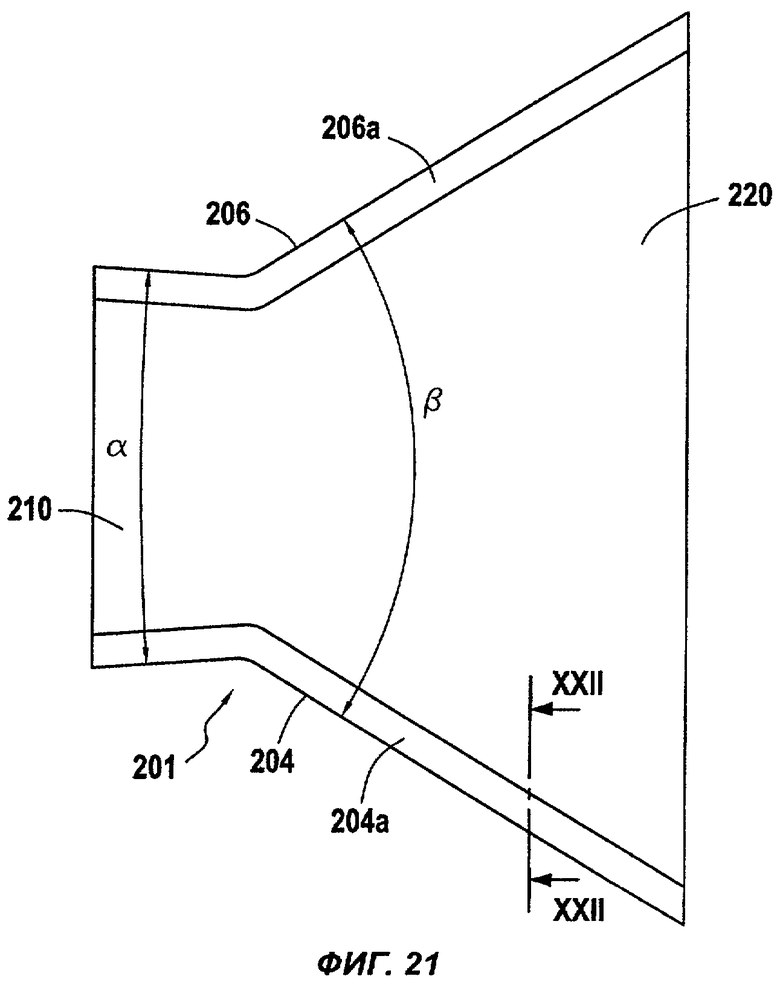
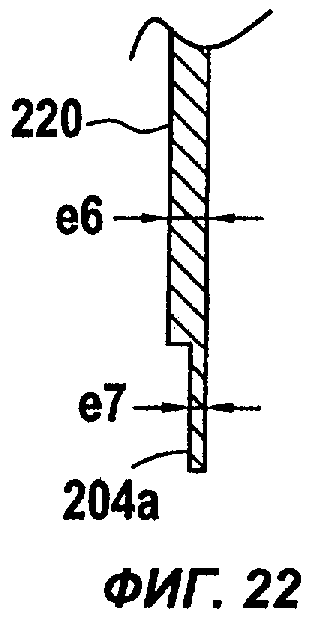
На фиг.21 показан вид составного элемента волокнистой заготовки для лепестковой конструкции в соответствии со вторым вариантом осуществления изобретения.
На фиг.22 показан местный разрез в секущей плоскости XXII-XXII, обозначенной на фиг.21.
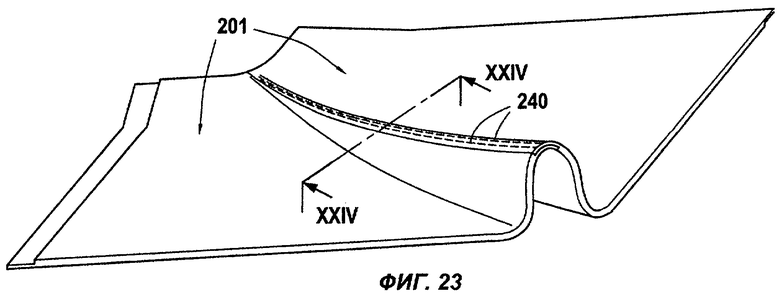
На фиг.23 показан местный схематический вид, иллюстрирующий, каким образом производят сборку образующих сектор элементов, показанных на фиг.21, в соответствии со вторым вариантом осуществления изобретения.
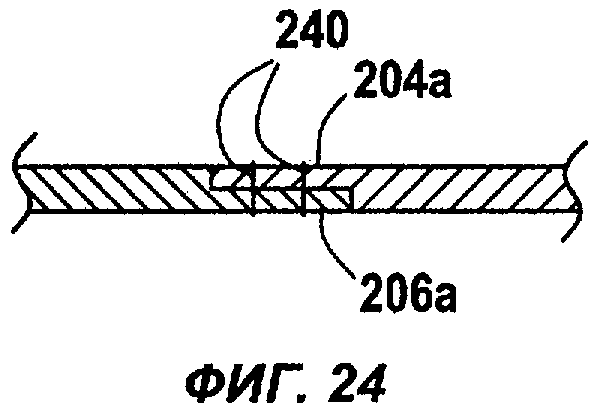
На фиг.24 показан детальный вид в сечении, выполненный в увеличенном масштабе, иллюстрирующий соединение с перекрытием между прилегающими друг к другу кромками образующих сектор элементов во втором варианте осуществления изобретения.
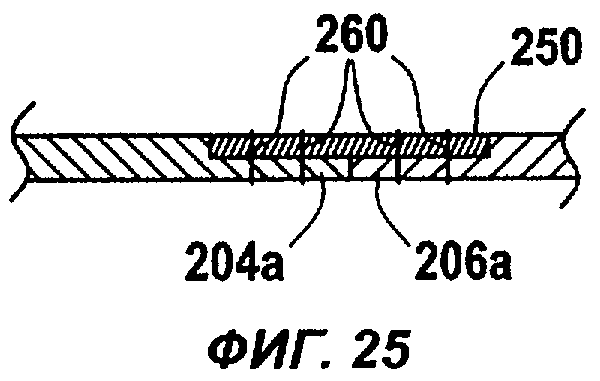
На фиг.25 показан детальный вид в сечении, выполненный в увеличенном масштабе, иллюстрирующий соединение между прилегающими друг к другу кромками образующих сектор элементов, осуществляемое с использованием соединительной полосы, в соответствии с разновидностью второго варианта осуществления изобретения.
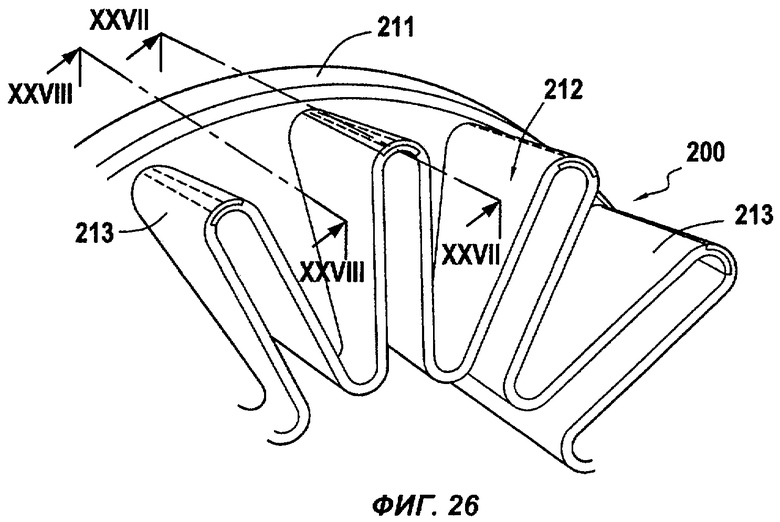
На фиг.26 показан местный схематический вид в аксонометрии, иллюстрирующий волокнистую заготовку для лепестковой конструкции, образованную путем сборки вместе составных элементов по второму варианту осуществления изобретения, в процессе его наложения с формованием на элемент инструментальной оснастки, показанный на фиг.4.
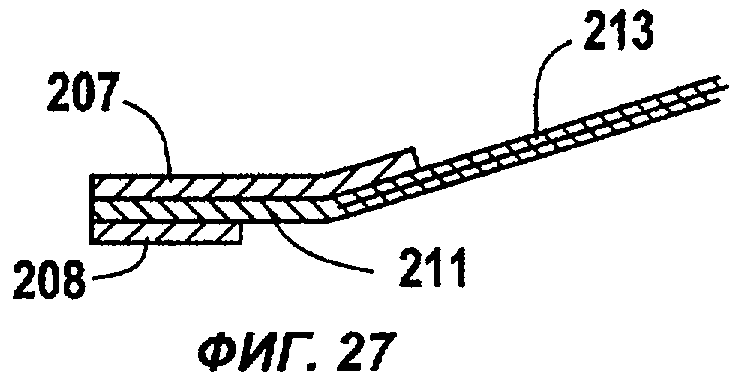
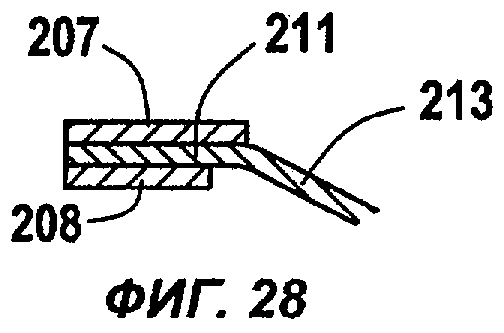
На фиг.27 и 28 показаны местные сечения в плоскостях XXVII-XXVII и XXVIII-XXVIII, обозначенных на фиг.26, иллюстрирующие, в частности, дополнительные слои волокон, используемые для участка заготовки, соответствующего кольцеобразному участку лепестковой конструкции.
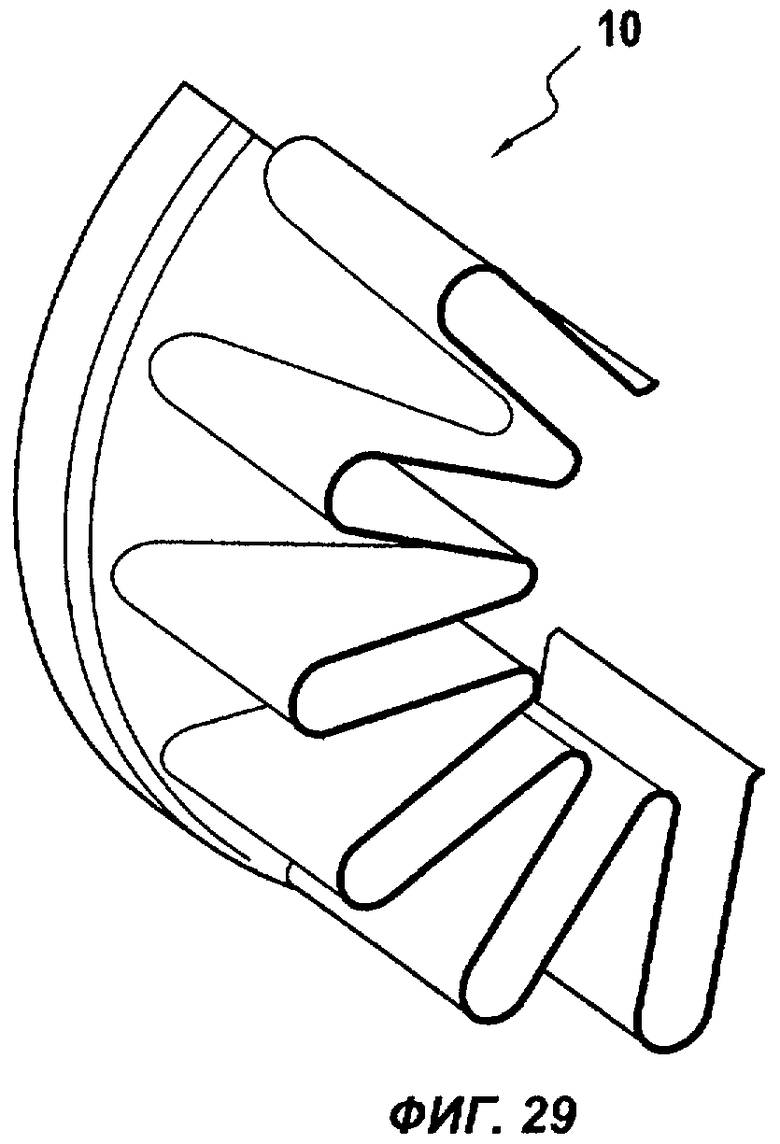
На фиг.29 показан местный схематический вид в аксонометрии лепестковой конструкции, получаемой в первом или втором варианте осуществления изобретения.
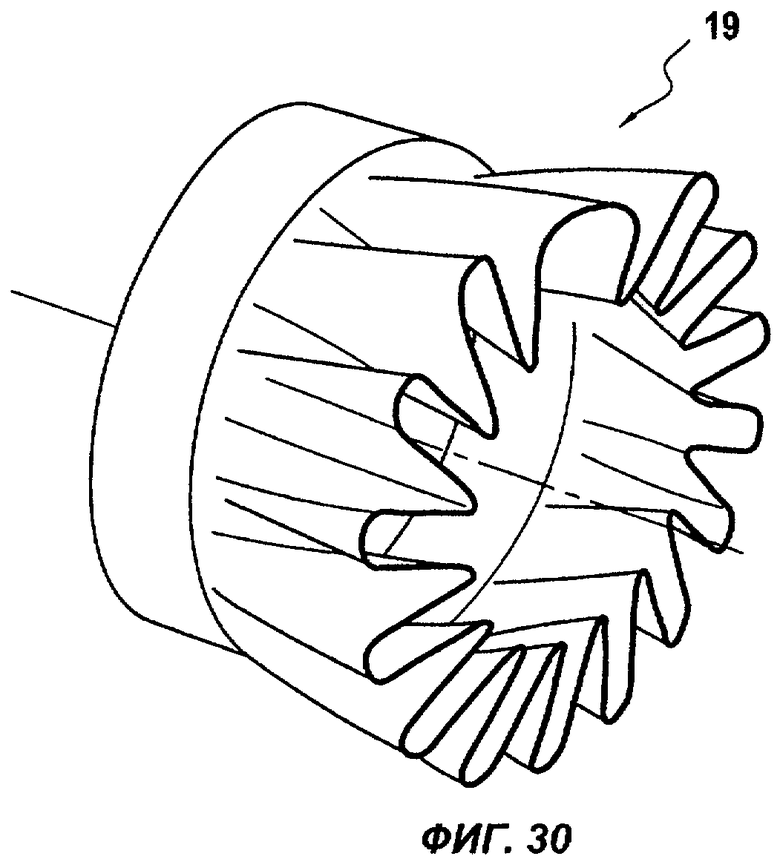
На фиг.30 показан местный схематический вид в аксонометрии лепестковой конструкции, получаемой в другом варианте осуществления изобретения.
Осуществление изобретения
На фиг.1 показан лепестковый смеситель потока для газотурбинного авиационного двигателя типа, который может быть получен предложенным в соответствии с настоящим изобретением способом.
Общая форма такого смесителя как таковая известна. Смеситель содержит кольцо 2 смесителя, который ниже по потоку переходит в участок 3, образующий замкнутую многолепестковую конструкцию, или юбку, содержащую несколько лепестков 13, распределенных по окружности вокруг продольной оси 5 смесителя. Термины «вверх по потоку» и «вниз по потоку» использованы здесь в отношении обычного направления течения струи газа через смеситель. Лепестки 13 имеют похожую форму, возможно, за исключением одного лепестка 13а, который находится в области, где двигатель присоединен к опорной стойке, и этот лепесток имеет наружную вершину, которая расширена и имеет более плоскую форму.
В контексте настоящего изобретения, смеситель 1 изготовлен из композиционного материала с керамической матрицей, причем использование данного термина охватывает материалы, содержащие армирующие элементы в виде волокон, выполненные из огнеупорных волокон (углеродных или керамических) и уплотненные матрицей, которая сама, по меньшей мере частично, является керамической, причем по меньшей мере наружная фаза матрицы выполнена из керамики, при этом понятно, что здесь термином «керамика» охватываются соединения типа огнеупорных оксидов. Типичными примерами таких композиционных материалов являются материалы на основе углерода/карбида кремния (C/SiC) (армирующие элементы в виде углеродных волокон и матрица из карбида кремния), материалы типа «карбид кремния - карбид кремния» (армирующие волокна и матрица выполнены из карбида кремния) и материалы типа «углерод - соединение углерода с карбидом кремния» (армирование углеродными волокнами и матрица, состоящая как из углерода (в виде, близком к волокнам), так и из карбида кремния). Между волокнами и матрицей может быть введен межфазный слой, выполненный, например, из пиролитического углерода или из нитрида бора. В контексте настоящего изобретения для формирования волокон армирующих элементов предпочтительно использовать волокна из карбида кремния, при этом указанные волокна из карбида кремния предварительно могут быть снабжены межфазным покрытием из пиролитического углерода.
Как показано на фиг.2, смеситель 1 поддерживается за счет соединения с внутренней металлической обечайкой 6 посредством металлических соединительных планок 7. На одном конце соединительные планки прикреплены болтами к фланцу, образованному как единое целое с внутренней обечайкой 6. На своих наружных концах соединительные планки 7 прикреплены болтами к кольцу 2 смесителя. Соединительные планки 7 имеют криволинейную форму для того, чтобы иметь способность упруго деформироваться, и тем самым служат для приспосабливания к дифференциальным расширениям теплового характера между смесителем, изготовленным из композиционного материала с керамической матрицей, и внутренней обечайкой, изготовленной из металла. Для присоединения внутренней обечайки 6 к наружной обечайке 8 с соединительными планками 7 чередуются другие выполненные с возможностью упругой деформации соединительные планки (не показаны). Обечайки 6 и 8 служат для поддержки смесителя 1 в корпусе выхлопной области газового сопла. Такой узел описан в вышеупомянутом документе WO 2006/035186.
В показанном примере смеситель 1 образован путем сборки вместе нескольких секторов 10, выполненных из композиционного материала с керамической матрицей, в данном случае трех секторов. Секторы могут охватывать углы, которые по существу равны. Каждый сектор 10 образует лепестковую конструкцию с кольцеобразным участком 11, образующим сектор кольца 2 смесителя, и многолепестковой юбкой 12, содержащей несколько лепестков 13 и образующей участок 3 смесителя. Секторы 10 собраны вместе вдоль их прилегающих друг к другу кромок, например, при помощи болтового соединения или на заклепках.
В соответствии с отличительным признаком предлагаемого способа предварительно формованную волокнистую заготовку, образующую армирование лепестковой конструкции 10 из композиционного материала, изготавливают из составных элементов заготовки волокнистой текстуры, при этом для образования законченной заготовки лепестковой конструкции указанные элементы собирают вместе и формуют на элементе инструментальной оснастки.
Такой элемент инструментальной оснастки, или формовочный элемент 20, имеющий форму, соответствующую форме лепестковой конструкции 10, которую предстоит изготовить, можно видеть на фиг.3. Он содержит кольцеобразный участок 21, соответствующий кольцеобразному участку 11 лепестковой конструкции, и многолепестковый участок 22, соответствующий многолепестковой юбке 12 лепестковой конструкции, с несколькими лепестками 23, распределенными по части окружности вокруг оси 25 и соответствующими лепесткам 13 лепестковой конструкции.
Также предусмотрены формообразующие элементы, позволяющие проводить формование волокнистой заготовки путем обеспечения плотного контакта с рельефом формовочного элемента 20 в процессе формования заготовки или в то время, пока проводится ее упрочнение за счет частичного уплотнения.
Таким образом, на фиг.4 показан формообразующий элемент 30. Он имеет участок 31 в форме обечайки и выступающий участок 33, имеющий форму, ответную для формы лепестка 23 элемента 20 инструментальной оснастки для того, чтобы он мог входить между наружными вершинами двух соседних лепестков 23, тем самым придавая форму волокнистой текстуре (не показана), помещенной между несколькими элементами 30 и формовочным элементом 20. Когда лепестковая конструкция, которая должна быть изготовлена, имеет лепестки различной формы, то тогда применяют формообразующие элементы соответствующей различной формы. В показанном примере элемент 30 занимает сектор, соответствующий шагу между лепестками 23 в направлении окружности. Также могут быть использованы элементы, охватывающие секторы большего размера, если форма многолепесткового участка 22 предоставляет такую возможность.
На фиг.5 показана относительно толстая гибкая мембрана 40, например, выполненная из эластомера, имеющая форму, соответствующую форме изготавливаемой лепестковой конструкции. Ниже подробно описано то, каким образом используют элементы 30 и мембрану 40.
Далее, со ссылками на фиг.6-12, приводится описание того, как в первом варианте осуществления изобретения получают волокнистую заготовку для лепестковой конструкции 10.
Изготавливают полосу 101 из волокнистой текстуры и по всей толщине полосы от одной из ее продольных боковых кромок 101а формируют прорези, или надрезы 102, в направлении, которое по существу перпендикулярно кромке 101а. Надрезы 102 имеют одинаковую длину и проходят на протяжении только части ширины полосы 101 с тем, чтобы оставить не затронутую надрезами область 110 вдоль кромки 101b, противоположной кромке 101а. Шаг p надрезов соответствует шагу по окружности, через который расположены начала лепестков изготавливаемой заготовки для лепестковой конструкции, т.е. соответствует шагу между местами 13b начала (см. фиг.1) лепестков 13 изготавливаемой лепестковой конструкции.
Область 110 полосы 101 предназначена для образования первого участка заготовки для лепестковой конструкции, который соответствует кольцеобразному участку 11 и простирается по существу вплоть до места соединения с лепестками 13. Как показано на фиг.7, области 110 может быть придана толщина е1 на протяжении по меньшей мере части ее ширины, начиная от кромки 101b, которая превышает толщину е2 остальной части 120 полосы 101, с целью получения большей толщины в кольце 2, посредством которого крепится смеситель.
Как показано на фиг.8, полоса 101 в своей области 120, предназначенной для образования второго участка заготовки для лепестковой конструкции, соответствующего многолепестковой юбке 12, в крайних областях 104а и 106а, расположенных вдоль кромок надрезов 102, может иметь толщину е3, которая меньше, чем толщина е2. Тогда сборка с другими составными элементами волокнистой заготовки для лепестковой конструкции может осуществляться с перекрытием в крайних областях 104а и 106а без образования значительных добавочных толщин, как описано более подробно ниже.
Другими составляющими элементами волокнистой заготовки для лепестковой конструкции, связанными с полосой 101, являются элементы 130 в форме сектора, которые преимущественно могут быть получены путем вырезания из полосы волокнистой текстуры, такой как полоса 105, показанная на фиг.9.
На фиг.9 штрихпунктирными линиями показаны линии, вдоль которых вырезают элементы 130. Элементы 130 имеют в целом по существу треугольную форму, при этом каждый из них имеет основание 132 и две кромки 134 и 136, причем основания 132 элементов 130 проходят поочередно вдоль стороны 105а полосы 105 и вдоль противоположной стороны 105b. Как можно видеть на фиг.10, полоса 105 имеет толщину е4, которая по существу равна толщине е2 области 120 полосы 101, за исключением крайних областей 134а и 136а меньшей толщины е5, расположенных вдоль кромок 134 и 136 элементов 130. Ширина крайних областей 134а и 136а по существу равна ширине крайних областей 104а и 106а.
Образующие секторы элементы 130 соединяют с полосой 101 путем раскрытия надрезов 102 за счет раздвигания в стороны их кромок 104 и 106 для вставки элементов 130, вырезанных из полосы 105, как показано на фиг.11. Тогда крайние области 104а и 134а обоюдно перекрываются, и то же самое относится к крайним областям 106а и 136а. Ширину полосы 105 выбирают таким образом, чтобы элементы 130 занимали пространство между кромками 104 и 106 надрезов 102 по всей длине указанных кромок, при этом используют столько элементов 130, сколько имеется надрезов 102, при этом каждый элемент 130 оказывается вставленным между кромками соответствующего надреза.
На фиг.12 показано соединение внахлест крайних областей 104а и 106а с соответственно крайними областями 134а и 136а. Толщины е3 и е5 выбирают, например, равными друг другу таким образом, что их суммарное значение по существу равно толщинам е2 и е4, во избежание образования значительных добавочных толщин. Соединения между элементами 130 и полосой 101 преимущественно выполняют путем сшивки в их наложенных крайних областях с использованием сшивающей нити 140. Сшивка может быть осуществлена с использованием челночного стежка или цепного стежка. Могут быть предусмотрены другие способы соединения, такие как введение нитей, как описано, например, в документе US 4628847, или путем введения игл или штифтов, как описано в документе WO 97/06948, или при помощи клея, при этом соединение завершается совместным уплотнением составных элементов волокнистой заготовки после их соединения вместе.
Полосы 101 и 105 преимущественно изготавливают методом трехмерного тканого армирования двухластичного (интерлочного) типа с переменной толщиной.
Как упомянуто выше, волокнистую заготовку предпочтительно изготавливают из керамических волокон, в частности из волокон карбида кремния. Тогда процесс тканого армирования может быть выполнен с использованием нити, продаваемой японской компанией-поставщиком «Ube Industries Ltd.» под торговой маркой «Tyranno ZMI», или с использованием нити, продаваемой японским поставщиком «Nippon Carbon» под торговой маркой «Nicalon». Для упрощения процесса тканого армирования и устранения повреждения нити в процессе тканого армирования можно покрывать нить материалом, который может быть впоследствии удален и при этом не оказывает воздействия на нить из карбида кремния, например она может быть покрыта нитью, изготовленной из поливинилового спирта, которая может быть удалена путем растворения в воде.
На фиг.13-15 показаны основные переплетения, используемые с такой нитью, соответственно для получения материала с толщиной е1≈3 мм, е2=е4≈1,5 мм и е3=е5≈0,75 мм, причем в сечении показаны нити утка.
Трехмерное тканое армирование с переплетением двухластичного типа представляет собой процесс тканого армирования, в котором каждая нить основы соединяется вместе с несколькими слоями нитей утка, при этом траектории нитей основы идентичны.
Переход от одной толщины к другой может быть осуществлен постепенно путем удаления или добавления слоев основы и нитей утка.
Могут быть использованы другие методы трехмерного тканого армирования, например многослойное тканое армирование с переплетениями типов, применяемых для изготовления многослойного полотна, атласа или саржи. Такие переплетения, подходящие для тканого армирования волокнистых текстур переменной толщины, описаны, в частности, в документе РСТ FR 2006/050617.
Когда волокна волокнистой текстуры выполнены из керамики, в частности из карбида кремния, сшивающая нить 140 также может быть выполнена из карбида кремния, например, она может быть аналогична той, которая используется для изготовления волокнистой текстуры. Равным образом можно использовать сшивающую нить, выполненную из углерода.
На фиг.16 показана разновидность варианта осуществления, в котором элементы 130 соединяют с полосой 101 при помощи соединительных полос 150, которые накрывают крайние области 104а и 134а, а также 106а и 136а, и в этом случае крайние области расположены кромка к кромке, и их наложения не происходит. Полосы 150 вырезают из волокнистой текстуры, например, полученной методом трехмерного тканого армирования, и того же самого вида, как волокнистая текстура полосы 101 и элементов 130. Толщину соединительной полосы выбирают с целью избежать возникновения значительных добавочных толщин. Соединение между полосой 101 и элементами 130 выполняют, например, путем сшивания соединительных полос 150 с крайними областями 104а и 134а и 106а и 136а посредством сшивающей нити 160.
После того как проведена сборка полосы 101 с элементами 130, полученный узел подвергают формованию на формовочном элементе 20 для получения требуемой волокнистой заготовки для изготавливаемой лепестковой конструкции. Область 110 полосы 101 накладывают на кольцеобразный участок 21 и узел, образованный областью 120 полосы 101 и образующими секторы элементами 130, накладывают на многолепестковый участок 22 формовочного элемента 20 для получения участка волокнистой заготовки, соответствующего многолепестковой юбке 12 лепестковой конструкции. Волокнистая заготовка может быть получена формованием с помощью формообразующих элементов 30 (фиг.4) и/или с помощью мембраны 40 (фиг.5).
На фиг.17 показан участок полученной таким образом волокнистой заготовки 100 для лепестковой конструкции. Заготовка 100 имеет кольцеобразный участок 111 заготовки, соответствующий кольцеобразному участку 11 лепестковой конструкции и образованный путем формования области 110 полосы 101 на кольцеобразном участке 21 формовочного элемента 20, и многолепестковый участок 112 заготовки, соответствующий многолепестковой юбке 12 лепестковой конструкции и образованный путем формования на участке 22 формовочного элемента 20.
В показанном на фиг.17 примере волокнистая заготовка 100 была расположена на формовочном элементе 20 таким образом, что соединительные линии 121 между составными элементами заготовки (т.е. крайними областями, сшитыми вдоль кромок надрезов, образованных в полосе 101) проходят вдоль боковых поверхностей лепестков 113 участка 112 заготовки. Такое расположение является преимущественным, поскольку в смесителе, изготовленном путем сборки лепестковых конструкций, полученных после проведения уплотнения заготовок 100, эти соединительные линии располагаются в областях смесителя, которые подвергаются воздействию наименьшей механической нагрузки.
В альтернативном варианте осуществления соединительные линии между составными элементами заготовки могут быть расположены вдоль наружных вершин лепестков 113. Такая конфигурация также имеет преимущество, поскольку в этом случае в получаемом в итоге смесителе соединительные линии располагаются в областях смесителя, которые подвержены воздействию самых низких температур.
В любом случае, соединительные линии проходят по существу в направлении течения струи газа, проходящей через получаемый в итоге смеситель, таким образом, что любые неоднородности поверхности, вызванные наличием соединительных линий, не оказывают значительного возмущения на течение струи газа.
Размеры полосы 101 и образующих секторы элементов 130, естественно, выбирают таким образом, чтобы получить заготовку 100 той формы, которая соответствует форме изготавливаемой лепестковой конструкции, возможно, с учетом возможной окончательной механической обработки, выполняемой после уплотнения заготовки. Таким образом, длину полосы 101 выбирают как функцию длины окружности, необходимой для участка 111 заготовки, в то время как ширину полосы 101 выбирают в зависимости от размера, необходимого для заготовки 100 в осевом направлении после формирования лепестков 113. Кроме того, длины оснований 132 образующих секторы элементов 130 выбирают таким образом, чтобы при добавлении к длине полосы 101 получить общую длину, которая соответствует развернутой длине кривой, образованной кромкой участка 112 заготовки, расположенной на конце, находящемся ниже по потоку.
На фиг.18 показана разновидность варианта осуществления, в которой на участке 111 заготовки полоса 101 имеет толщину, равную толщине участка 112 заготовки (кроме крайних областей около надрезов 102, выполненных с меньшей толщиной).
В этом случае добавочная толщина участка заготовки, соответствующего кольцеобразному участку лепестковой конструкции, может быть обеспечена путем добавления дополнительного слоя 107 волокон, например, того же самого вида, как полоса 101. Как показано на фиг.19 и 20, слой 107 выполнен с шириной, которая изменяется между первой величиной, по существу соответствующей ширине области 110, и шириной второй зоны, превышающей первую ширину, при которой он доходит до уровня надрезов 102, с целью покрытия и армирования начальных областей лепестков 113, расположенных в надрезах 102.
Добавочный слой 107 волокон может быть присоединен к полосе 101 таким же самым образом, как элементы 130, например несколькими стежками, путем введения игл или штифтов или же при помощи клея.
Ниже со ссылками на фиг.21-26 описан второй вариант осуществления изобретения.
В этом втором варианте осуществления волокнистую заготовку для лепестковой конструкции изготавливают путем сборки и формования нескольких составных элементов, каждый из которых содержит сектор из по меньшей мере одного слоя, образующего первый участок заготовки, соответствующий кольцеобразному участку лепестковой конструкции, и сектор второго участка заготовки, соответствующего многолепестковой юбке лепестковой конструкции.
На фиг.21 изображена схема такого составного элемента 201, изготовленного как монолитная деталь волокнистой текстуры, имеющего два образующих секторы элемента 210 и 220, при этом участок 220 проходит на протяжении угла β, большего, чем угол α, на протяжении которого проходит участок 210.
Элемент 201 имеет постоянную толщину е6, за исключением крайних областей 204а и 206а, которые имеют меньшую толщину е7 вдоль своих продольных кромок 204 и 206, что можно видеть на фиг.22.
Несколько элементов 201 в форме сектора собирают вместе со взаимным перекрытием крайних областей, проходящих вдоль их прилегающих кромок, как схематически показано на фиг.23 и 24. Собранные вместе элементы 201 присоединяют друг к другу, например, сшивкой вдоль взаимно перекрывающихся крайних областей, с помощью использования сшивающей нити 240, которая, возможно, имеет тот же самый тип, как и использованная в волокнистой текстуре, образующей элементы 201. Также могут быть применены другие технологии сборки, в частности введение игл или штифтов либо использование клея. Толщина е7 может быть выбрана такой, чтобы она была по существу равна половине толщины е6, для устранения возникновения в результате значительной добавочной толщины при взаимном перекрытии крайних областей 204а и 206а.
В результате получают волокнистый узел, имеющий, в общем случае, форму сектора кольца с кольцеобразным участком, образованным за счет объединения кольцевых образующих секторы участков 210, и с гофрированным участком (не имеющим возможности быть развернутым), образованным объединением секторов 220.
Элементы 201, составляющие волокнистую заготовку, могут быть изготовлены методом трехмерного тканого армирования, например, двухластичного типа, с использованием более тонких крайних областей таким образом, как описано выше для первого варианта осуществления изобретения. Для изготовления элементов 201 можно использовать нить того же самого вида, как было упомянуто выше, подобно первому варианту осуществления.
На фиг.25 показана разновидность варианта осуществления, в котором элементы 201 собирают вместе при помощи соединительных полос 250, которые перекрывают крайние области 204а и 206а, расположенные в этом случае не так, чтобы перекрывать одна другую, а кромка к кромке. Полосы 250 вырезают из волокнистой текстуры, полученной, например, методом трехмерного тканого армирования и имеющей тот же самый тип, что и волокнистая текстура элементов 201. Толщина соединительных полос 250 может быть выбрана такой, чтобы избежать в результате возникновения какой-либо значительной добавочной толщины. Соединение между элементами 201 и соединительными полосами 250 выполняют, например, путем сшивания соединительных полос 250 с крайними областями 204а и 206а при помощи сшивающих нитей 260. Также возможно выполнение соединения путем введения игл или штифтов или за счет использования клея.
После завершения сборки и соединения вместе элементов 201 полученный узел формуют на формовочном элементе 20 с целью получения требуемой заготовки для изготавливаемой лепестковой конструкции. Собранные участки 210 в форме сектора накладывают на кольцеобразный участок 21 формовочного элемента 20 для получения слоя, образующего участок 211 заготовки, соответствующий кольцеобразному участку лепестковой конструкции. Собранные участки 220 в форме сектора накладывают на многолепестковый участок 22 формовочного элемента 20, возможно, с помощью формообразующих элементов 30 или мембраны 40, с целью получения многолепесткового участка 212 заготовки, соответствующего многолепестковой юбке изготавливаемой лепестковой конструкции.
На фиг.26 показан участок полученной таким образом заготовки 200 для лепестковой конструкции. Толщина участка 211 заготовки может быть усилена путем добавления дополнительного слоя 207 волокон, например, того же самого вида, как элементы 201. Как показано на фиг.26-28, слой 207 выполнен такой ширины, которая изменяется между первым значением, соответствующим по существу ширине участка 210 заготовки, и большим вторым значением, таким образом, что он доходит до начальных областей лепестков 213 заготовки 200 для армирования этих областей. На противоположной стороне участков 211 заготовки может быть расположен другой дополнительный слой 208, подобный слою 207, но который может иметь постоянную ширину, соответствующую ширине участка 210, причем слой 208 размещают на кольцеобразном участке 21 формовочного элемента 20 перед наложением узла из собранных вместе элементов 201. Слои 207 и 208 могут быть присоединены к образующему сектор участку 210, например, путем сшивки, введения игл, штифтов или с использованием клея.
Следует отметить, что элементы 201 могут быть выполнены с большим значением толщины в секторах 210 для того, чтобы сразу получить кольцеобразный участок 211 заготовки, имеющий большую толщину, без необходимости добавления дополнительных слоев.
Во время формования волокнистой заготовки 200 ее размещают на формовочном элементе 20 таким образом, что соединительные линии между образующими сектор участками 220 предпочтительно проходят вдоль боковых поверхностей лепестков или вдоль наружных вершин лепестков (как показано на фиг.26), по причинам, изложенным выше в отношении заготовки 100.
Размеры элементов 201 выбирают для получения заготовки 200 лепестковой конструкции такой формы, которая соответствует форме изготавливаемой лепестковой конструкции, возможно, с учетом проводимой при необходимости окончательной механической обработки после уплотнения заготовки. В частности, необходимо, чтобы участки 220 в форме сектора охватывали угол β, достаточно большой для того, чтобы позволить формирование требуемых лепестков 213.
В соответствии с изложенным выше предусматривается, что крайним областям составных элементов волокнистой заготовки, которые с целью сборки заготовки перекрывают одна другую или перекрыты соединительными полосами, придают меньшую толщину. Тем не менее, это не является существенным, и нет необходимости в том, чтобы толщина перекрывающихся крайних областей была меньшей, при условии, что возникающая в процессе сборки составных элементов заготовки добавочная толщина не оказывает значительного воздействия на аэродинамическое поведение получаемого в итоге смесителя.
Волокнистая заготовка 100 или 200 может быть получена из элементов сухой (т.е. не подвергнутой пропитке) волокнистой текстуры или из элементов предварительно пропитанной волокнистой текстуры.
Когда текстуру не подвергают предварительной пропитке и перед уплотнением заготовки с матрицей, которая по меньшей мере отчасти выполнена из керамики, может быть выполнен предварительный шаг упрочнения волокнистой заготовки путем частичного уплотнения с упрочняющей матрицей. Этот шаг упрочнения может состоять в пропитывании волокнистой заготовки жидким составом, представляющим собой связующее вещество для керамики или углерода, например смолой, при необходимости растворенной в растворителе, а после этого в преобразовании этого исходного вещества путем тепловой обработки, после устранения растворителя, если таковой применен, и после отверждения смолы. Примерами связующего вещества для карбида кремния являются смолы типа поликарбосилана, полититанокарбосилана, полисилазана или полисилоксана, в то время как связующее вещество для углерода представляет собой, например, смолу с относительно высоким содержанием кокса, такую как фенольная смола. Способы отверждения волокнистых заготовок описаны, в частности, в документах WO 2006/090087, FR 06/54542 и US 5846379, включающих, где необходимо, формирование между волокнами и матрицей межфазного покрытия. Такое межфазное покрытие, например из пиролитического углерода или нитрида бора, также может быть заранее образовано на волокнистой текстуре, используемой для изготовления составных элементов заготовки, или оно может быть образовано после завершения сборки элементов вместе. В таком случае образование межфазного покрытия может быть выполнено путем химической инфильтрации из газообразной фазы.
Сухую волокнистую заготовку 100 или 200 для целей упрочнения формуют на формовочном элементе 20, образующем охватываемую часть формы, например, при помощи формообразующих элементов 30, образующих охватывающие элементы формы. Формообразующие элементы извлекают и ставят на место мембрану 40. Волокнистую заготовку пропитывают жидким связующим веществом для упрочняющей матрицы. Пропитыванию заготовки могут способствовать путем создания вакуума в пространстве между формовочным элементом 20 и мембраной 40, и в этом случае мембрану, возможно, покрывают непроницаемой пленкой.
После того как смола высохла и затвердела, осуществляют тепловую обработку для преобразования смолы, являющейся связующим веществом, в керамику или углерод путем пиролиза, тем самым получая упрочненную волокнистую заготовку, которая частично уплотнена керамической или углеродной матрицей. Упрочненную заготовку «замораживают» при требуемой форме, определяемой формовочным элементом 20 и мембраной 40. Применение мембраны 40, выполненной из эластомера, способствует приданию относительно гладкого внешнего вида, ослаблению неоднородностей, таких как возникающие в результате соединений, выполненных между составными элементами заготовки.
При использовании предварительно пропитанной волокнистой текстуры предварительная пропитка может быть осуществлена связующим веществом для керамики или углерода, представляющим собой смолу упомянутого выше типа, при этом смолу, возможно, подвергают предварительной полимеризации после удаления растворителя, используемого для целей пропитывания, если таковой применен.
Волокнистую заготовку, полученную путем сборки элементов из предварительно пропитанной волокнистой текстуры, формуют на формовочном элементе 20, например, при помощи мембраны 40. Формованию заготовки могут способствовать за счет приложения перепада давлений, и впоследствии смола полностью затвердевает.
Затем выполняют преобразование тепловой обработкой путем пиролиза смолы, являющейся связующим веществом, в керамику или углерод и получают упрочненную волокнистую заготовку, которая частично уплотнена керамической или углеродной матрицей.
В любом случае, уплотнение упрочненной заготовки продолжают путем формирования керамической матрицы, например, в процессе химической инфильтрации из газообразной фазы.
Керамическая матрица может представлять собой огнеупорную керамику, такую как карбид кремния, или преимущественно она может быть «самозаживляющейся» керамической матрицей. «Самозаживляющуюся» керамическую матрицу получают за счет изготовления по меньшей мере одной составляющей фазы матрицы из материала, который, при переходе к вязкому состоянию в пределах некоторого диапазона температур, имеет способность к заполнению, или «рубцеванию», трещин, образующихся в матрице, в частности, под влиянием циклических температурных воздействий. Составы, обладающие свойствами «самозаживления», представляют собой, в частности, стекловидные составы, например алюминосиликатного типа, или составы, которые способны к образованию стекловидных составов под воздействием окисления. Фазы матрицы, выполненные из карбида бора (B4C) или из троичной системы кремний-бор-углерод, образуют связующие вещества для стекловидных составов.
После уплотнения с керамической матрицей получают лепестковую конструкцию из композиционного материала, такую как конструкция 10, показанная на фиг.29, образующую сектор лепесткового смесителя.
Следует отметить, что в случае сухой волокнистой заготовки ее упрочнение может быть получено путем использования химической инфильтрации из газообразной фазы, а не жидкостной технологией (пропитыванием жидкими исходными веществами для упрочняющей матрицы, за которым следует затвердевание, а затем пиролиз). При таких обстоятельствах для формовочного элемента 20 и формообразующих элементов 30 используют жесткие элементы инструментальной оснастки, подходящие как для удержания волокнистой заготовки при требуемой форме, так и преимущественно имеющие множество проделанных в них отверстий, для способствования доступу к заготовке газообразной фазы.
В описанном примере смеситель получают путем сборки вместе трех секторов. Естественно, число секторов, из которых выполняют смеситель и каждый из которых представляет собой лепестковую конструкцию, может отличаться от трех, и используемую для изготовления заготовок инструментальную оснастку приспосабливают к формам изготавливаемых лепестковых конструкций.
Также можно изготовить смеситель 19 из композиционного материала с керамической матрицей как одну деталь путем уплотнения законченной волокнистой заготовки для смесителя. Такой смеситель показан на фиг.30. В этом случае для формования волокнистой заготовки применяют формовочный элемент и мембрану, имеющие формы, соответствующие форме готового смесителя, который необходимо получить. В этом случае в варианте выполнения, показанном на фиг.6-12, два конца области 120 полосы 101 волокнистой текстуры обрабатывают как кромки надреза, а два конца области 110 полосы 101 волокнистой текстуры соединяют вместе через их крайние области, таким же образом, как собирают вместе составные элементы заготовки, тем самым формируя полное кольцо.
Таким образом, в описании и формуле изобретения под термином «лепестковая конструкция» следует понимать законченный лепестковый смеситель или только сектор такого смесителя.

Способ изготовления лепестковой конструкции смесителя потока газовой турбины, имеющей расположенные выше и ниже по потоку участки, образующие многолепестковую юбку, состоит в том, что: изготавливают из нескольких составных элементов волокнистой текстуры предварительно отформованную волокнистую заготовку из огнеупорных волокон, имеющую форму, соответствующую форме изготавливаемой лепестковой конструкции. Указанные составные элементы собирают вместе и формуют посредством инструментальной оснастки в форму, соответствующую форме изготавливаемой лепестковой конструкции, с целью получения собранной волокнистой заготовки, имеющей первый участок заготовки, соответствующий кольцеобразному участку лепестковой конструкции, и второй участок заготовки, соответствующий многолепестковой юбке лепестковой конструкции. Составные элементы волокнистой заготовки собирают вместе, по меньшей мере, частично вдоль соединительных линий, проходящих в направлении потока за лепестками участка заготовки многолепестковой юбки. Затем собранную и отформованную волокнистую заготовку уплотняют при помощи матрицы, которая выполнена, по меньшей мере, частично керамической. Другими объектами изобретения являются смеситель потока для газовой турбины, содержащий лепестковую конструкцию, изготовленную способом, описанным выше, а также двухконтурный авиационный газотурбинный двигатель, оснащенный данным смесителем. Изобретение позволяет снизить аэродинамические потери газа, проходящего через смеситель. 5 н. и 17 з.п. ф-лы, 30 ил.
1. Способ изготовления лепестковой конструкции для смесителя потока для газовой турбины, имеющей расположенный выше по потоку кольцеобразный участок, переходящий ниже по потоку в участок, образующий многолепестковую юбку с множеством лепестков, распределенных вокруг продольной оси лепестковой конструкции, состоящий в том, что:
- изготавливают из нескольких составных элементов волокнистой текстуры предварительно отформованную волокнистую заготовку из огнеупорных волокон, имеющую форму, соответствующую форме изготавливаемой лепестковой конструкции, при этом указанные составные элементы собирают вместе и формуют посредством инструментальной оснастки в форму, соответствующую форме изготавливаемой лепестковой конструкции, с целью получения собранной волокнистой отформованной заготовки, имеющей первый участок заготовки, соответствующий кольцеобразному участку лепестковой конструкции, и второй участок заготовки, соответствующий многолепестковой юбке лепестковой конструкции, причем составные элементы волокнистой заготовки собирают вместе, по меньшей мере частично, вдоль соединительных линий, проходящих, по существу, в направлении потока за лепестками участка заготовки многолепестковой юбки; и
- уплотняют собранную и отформованную волокнистую заготовку при помощи матрицы, которая выполнена, по меньшей мере частично, керамической.
2. Способ по п.1, отличающийся тем, что составные элементы заготовки собирают вместе сшивкой.
3. Способ по п.1, отличающийся тем, что составные элементы заготовки собирают вместе путем введения нитей, игл или штифтов.
4. Способ по п.1, отличающийся тем, что составные элементы заготовки собирают вместе вдоль соединительных линий, которые проходят вдоль боковых поверхностей лепестков второго участка заготовки, соответствующего многолепестковой юбке.
5. Способ по п.1, отличающийся тем, что составные элементы заготовки собирают вместе вдоль соединительных линий, проходящих вдоль наружных вершин лепестков второго участка заготовки, соответствующего многолепестковой юбке.
6. Способ по п.1, отличающийся тем, что составные элементы заготовки собирают вместе с перекрытием их прилегающих друг к другу кромок.
7. Способ по п.1, отличающийся тем, что составные элементы заготовки собирают вместе при помощи соединительных полос, перекрывающих их прилегающие друг к другу кромки.
8. Способ по п.1, отличающийся тем, что составные элементы заготовки изготавливают с уменьшенной толщиной в областях перекрытия их прилегающих друг к другу кромок.
9. Способ по п.1, отличающийся тем, что составные элементы волокнистой заготовки изготавливают методом трехмерного тканого армирования.
10. Способ по п.1, отличающийся тем, что составные элементы волокнистой заготовки изготавливают из керамических волокон.
11. Способ по п.1, отличающийся тем, что составные элементы волокнистой заготовки изготавливают из волокон карбида кремния.
12. Способ по п.1, отличающийся тем, что:
- изготавливают элемент волокнистой текстуры в форме полосы;
- выполняют надрезы, проходящие через полосы, при этом надрезы проходят от одной стороны полосы, по существу, перпендикулярно к указанной стороне и на определенное расстояние, меньшее ширины полосы;
- вырезают из волокнистой текстуры элементы в форме сектора;
- собирают каждый из секторов с полосой путем соединения вместе кромок сектора и кромок соответствующего надреза в полосе, при этом каждый сектор оказывается, таким образом, вставленным между кромками надреза.
13. Способ по п.12, отличающийся тем, что элемент в форме полосы изготавливают методом трехмерного тканого армирования таким образом, что толщина на его не имеющем надрезов участке превышает толщину его участка, содержащего надрезы.
14. Способ по п.12, отличающийся тем, что первый участок заготовки, соответствующий кольцеобразному участку лепестковой конструкции, получают путем наложения на элемент в форме полосы по меньшей мере одного дополнительного кольцеобразного слоя волокнистой текстуры.
15. Способ по п.14, отличающийся тем, что дополнительный кольцеобразный слой покрывает начальные области лепестков второго участка заготовки, соответствующего многолепестковой юбке лепестковой конструкции, на концах надрезов, образованных в элементах в форме полосы.
16. Способ по п.1, отличающийся тем, что:
- изготавливают несколько элементов волокнистой текстуры, каждый из которых содержит по меньшей мере один сектор для первого кольцеобразного слоя, образующего первый участок заготовки, соответствующий кольцеобразному участку лепестковой конструкции, и сектор для второго участка заготовки, соответствующий многолепестковой юбке смесителя; и
- собирают вместе элементы по меньшей мере вдоль прилегающих друг к другу кромок секторов второго участка заготовки, соответствующего многолепестковой юбке.
17. Способ по п.16, отличающийся тем, что для формирования первого участка заготовки, соответствующего кольцеобразному участку лепестковой конструкции, добавляют по меньшей мере один дополнительный кольцеобразный слой волокнистой текстуры, покрывающий по меньшей мере секторы первого кольцеобразного слоя.
18. Способ по п.17, отличающийся тем, что дополнительный, по существу, кольцеобразный слой покрывает начальные области лепестков второго участка заготовки, соответствующего многолепестковой юбке, с целью армирования начальных областей лепестков.
19. Смеситель потока для газовой турбины, выполненный из композиционного материала с керамической матрицей, отличающийся тем, что он получен путем сборки множества секторов, образующих лепестковые конструкции, изготовленные способом, охарактеризованным по любому из пп.1-18.
20. Смеситель потока для газовой турбины, выполненный из композиционного материала с керамической матрицей, отличающийся тем, что он образован лепестковой конструкцией, изготовленной способом, охарактеризованным по любому из пп.1-18.
21. Двухконтурный авиационный газотурбинный двигатель, оснащенный смесителем потока, охарактеризованным по п.19.
22. Двухконтурный авиационный газотурбинный двигатель, оснащенный смесителем потока, охарактеризованным по п.20.
| WO 2006035186 A1, 06.04.2006 | |||
| US 6606854 B1, 19.08.2003 | |||
| US 2007000234 A1, 04.01.2007 | |||
| JP 2005147064 A, 09.06.2005 | |||
| RU 2004111778 A, 10.10.2005 | |||
| RU 93007698 A, 27.08.1996. |

