Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для закрытой объемной штамповки поковок, имеющих ребра с плоскими или неполностью скругленными вершинами (поковки кронштейнов, шатунов, шестерен, панелей с ребрами).
Известен штамп для штамповки поковок с ребрами, содержащий верхнюю и нижнюю половины штампа, площадку для осадки, предварительный ручей и окончательный ручей [а.с. СССР №18257326, B21J 13.02, Б.И. №20 от 30.05.86]. Однако известная конструкция штампа приводит к увеличению расхода металла за счет ухода металла в заусенечную канавку и к приложению большого усилия в окончательном ручье штампа, что снижает стойкость штампа.
Технический результат изобретения - снижение расхода металла, идущего в компенсатор (торцевой заусенец), и повышение стойкости штампа за счет снижения усилия в окончательном ручье.
Указанный технический результат достигается тем, что штамп для штамповки поковок с ребрами содержит верхнюю и нижнюю половины штампа, площадку для осадки, предварительный ручей и окончательный ручей, при этом предварительный и окончательный ручьи выполнены закрытыми с компенсаторами, причем предварительный ручей выполнен высотой, превышающей высоту окончательного ручья на величину h, равную
h=5,9-0,04, (Dнар1-Dвн2), где
h - высота превышения предварительного ручья в каждой половине штампа;
Dнар1 - диаметр окружности, описанной по внешнему контуру гравюр под ребра окончательного ручья;
Dвн2 - диаметр окружности, вписанной в контуры гравюр под ребра,
при этом предварительный ручей в зоне под вершины ребер выполнен по радиусу R, равному
 , где
, где
R - радиус округления части предварительного ручья в зоне под вершины ребер.
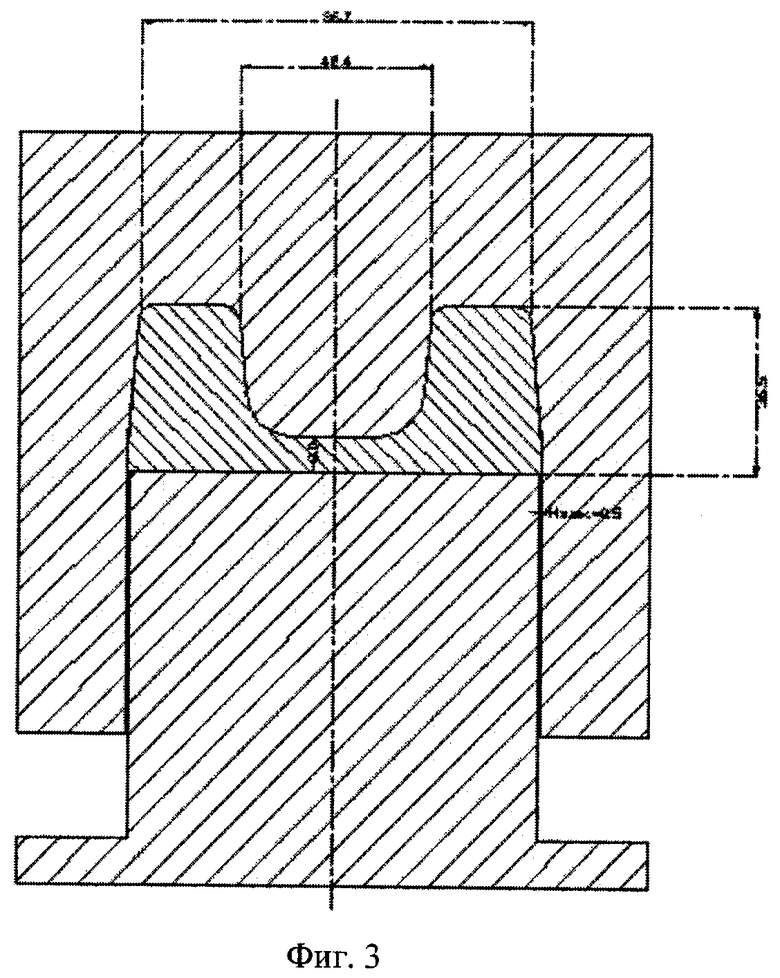
На фиг.1 показан предварительный ручей штампа в конечный момент штамповки, разрез;
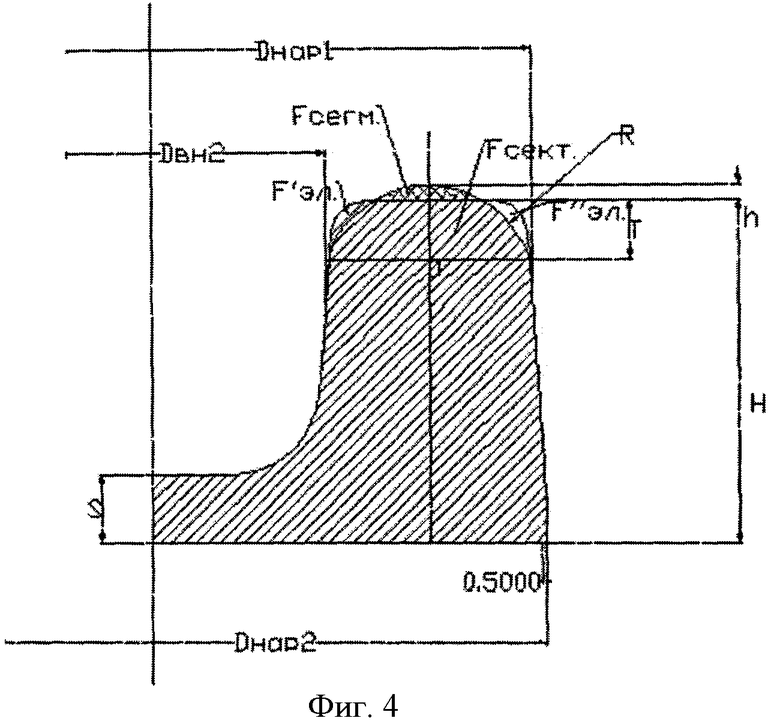
на фиг.2 - окончательный ручей штампа с установленной в нем переходной поковкой в исходном положении, разрез; на фиг.3 - то же, в конечном положении; на фиг.4 - геометрия переходной (со скругленным торцом) и окончательной (с плоским торцом) поковок.
Штамп для поковок с ребрами содержит верхнюю 1 и нижнюю 2 половины. В верхней половине штампа выполнен предварительный ручей (фиг.1) с гравюрой, состоящей из полости 3 для формирования ребер, межреберный выступ 4 (знаковая часть). Окончательный ручей с гравюрой показан на фигуре 2. Предварительный ручей штампа выполнен высотой, превышающей высоту окончательного ручья на величину
h=5,9-0,04(Dнар1-Dвн2),
где h - высота превышения предварительного ручья в каждой половине штампа;
Dнар1 - диаметр окружности, описанной по внешнему контуру гравюр под ребра окончательного ручья;
Dвн2 - диаметр окружности, вписанной в контуры гравюр под ребра, при этом предварительный ручей в зоне под вершины ребер выполнен по радиусу, определяемому из выражения:
,
где R - радиус округления части предварительного ручья в зоне под вершины ребер.
Таким образом, гравюра окончательного ручья штампа отличается от гравюры предварительного ручья высотой ребер и формой торцовых частей углублений для получения ребер поковки.
Штамп для штамповки поковок с ребрами работает следующим образом.
Исходную заготовку деформируют в предварительном ручье штампа и получают переходную поковку 5 с ребрами 6, перемычкой 7. Затем переходную поковку размещают в окончательном ручье штампа (фиг.2) и деформируют ее до заданной высоты ребер (фиг.3). При этом объемы металла 8 из вершины ребер 6 перемещают в полости гравюры локальной осадкой, исключив сопротивление со стороны поверхностей гравюры, а также в зоне сформированной перемычки 7, при этом происходит заполнение углов полости гравюры ручья.
Схема предложена для закрытой штамповки круглых в плане поковок и плоских панелей с ребрами, а также для штампов с поперечным заусенцем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки поковок с ребрами | 1984 |
|
SU1234031A1 |
| Способ штамповки поковок удлиненной формы с двумя симметричными продольными ребрами и устройство для осуществления способа | 2016 |
|
RU2641217C2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КОЛЕНЧАТЫХ ВАЛОВ | 2003 |
|
RU2254198C1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Штамп для горячей объемной штамповки | 1990 |
|
SU1754311A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| Штамп для штамповки поковок с оребрением | 1991 |
|
SU1794575A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |

Изобретение относится к обработке металлов давлением. Штамп содержит верхнюю и нижнюю половины штампа, площадку для осадки, предварительный ручей и окончательный ручей. Предварительный и окончательный ручьи выполнены закрытыми с компенсаторами. Предварительный ручей выполнен высотой, превышающей высоту окончательного ручья на величину, равную h=5,9-0,04, (Dнар1-Dвн2), где h - высота превышения предварительного ручья в каждой половине штампа; Dнар1 - диаметр окружности, описанной по внешнему контуру гравюр под ребра окончательного ручья; Dвн2 - диаметр окружности, вписанной в контуры гравюр под ребра. Предварительный ручей в зоне под вершины ребер выполнен по радиусу, равному , где R - радиус скругления части предварительного ручья в зоне под вершины ребер. В результате обеспечивается снижение расхода металла и повышение стойкости штампа. 4 ил.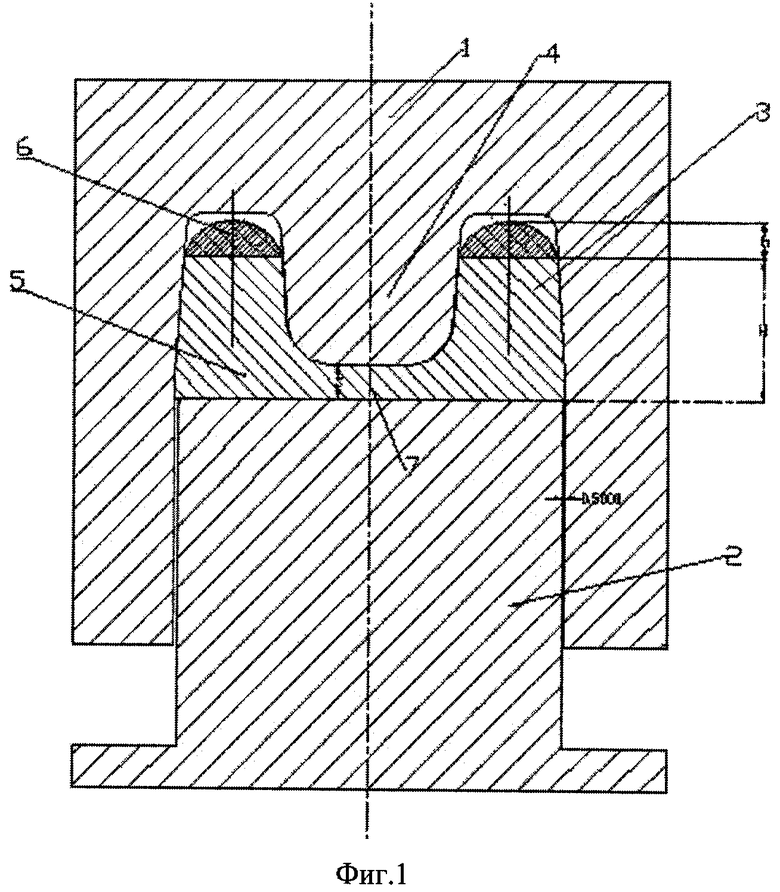
Штамп для штамповки поковок с ребрами, содержащий верхнюю и нижнюю половины штампа, площадку для осадки, предварительный ручей и окончательный ручей, отличающийся тем, что предварительный и окончательный ручьи выполнены закрытыми с компенсаторами, причем предварительный ручей выполнен высотой, превышающей высоту окончательного ручья на величину h, равную
h=5,9-0,04, (Dнар1-Dвн2),
где h - высота превышения предварительного ручья в каждой половине штампа;
Dнар1 - диаметр окружности, описанной по внешнему контуру гравюр под ребра окончательного ручья;
Dвн2 - диаметр окружности, вписанной в контуры гравюр под ребра,
при этом предварительный ручей в зоне под вершины ребер выполнен по радиусу R, равному
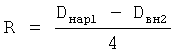 ,
,
где R - радиус округления части предварительного ручья в зоне под вершины ребер.
| Штамп для штамповки поковок с ребрами | 1984 |
|
SU1234031A1 |
| Штамп для объемной штамповки изделий с ребрами | 1980 |
|
SU897377A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ПОКОВОК С ОДНИМ ПЛОСКИМ ТОРЦОМ | 2006 |
|
RU2346783C2 |
| CN 201211548 Y, 25.03.2009 | |||
| US 3750450 A1, 07.08.1973. | |||

