Изобретение относится к обработке металлов давлением и может быть использовано, в частности, для горячей объемной штамповки осесимметричных поковок с одним плоским торцом типа ступиц колес, фланцев и других изделий.
Известен штамп для закрытой штамповки, содержащий верхнюю плиту с прикрепленной к ней матрицей, внутри которой вставлен съемник, промежуточную плиту, установленную на опорных брусьях с образованием балки на двух опорах, выполняющей функцию упругого элемента, пуансон, расположенный на промежуточной плите, вокруг которого размещен фиксатор-прижим, а также нижнюю плиту. Применение упругого элемента позволяет компенсировать излишек металла при колебании объема заготовки за счет увеличения в пределах допуска толщины штампуемой детали, что предотвращает перегрузку и повышенный износ штампа (авторское свидетельство СССР 782930, М.Кл.3 B21J 13/02).
Однако необходимость использования в штампе промежуточной плиты усложняет конструкцию штампа, а размещение фиксатора-прижима на промежуточной плите затрудняет очистку полости штампа от окалины и остатков смазки. В результате снижается работоспособность штампа и качество получаемых деталей.
Известен также штамп для горячей объемной штамповки осесимметричных поковок с одним плоским торцом, содержащий верхнюю и нижнюю части, выполненные с рабочей поверхностью, имеющей ручей, а также размещенные в верхней части выталкиватель и подвижное подпружиненное кольцо, образующее в месте с указанными верхней и нижней частями полость штампа, причем поверхность ручья нижней части выполнена плоской. В верхней части штампа расположены выталкиватель и подвижное подпружиненное кольцо. Использование подвижного подпружиненного кольца, размещенного в верхней части штампа, и плоской поверхности в нижней части штампа облегчает очистку поверхности ручьев штампа после каждой штамповки, что улучшает качество поковок. Это техническое решение является наиболее близким по совокупности существенных признаков и выбрано в качестве прототипа (авторское свидетельство СССР 1007816, М.Кл.3 B21J 13/02, B21J 5/02).
Основными недостатками вышеописанного штампа являются пониженные качество поковок по причине образования заусенцев и стойкость штампа вследствие повышенного износа сопрягаемых поверхностей и перегрузки штампа, обусловленных неизбежным выходом излишков металла при колебании объема заготовки в зазоры между контактными поверхностями верхней и нижней частей штампа и подвижного подпружиненного кольца с образованием заусенцев.
В основу изобретения поставлена задача повышения качества поковок и стойкости штампа.
Для решения поставленной задачи в штампе для горячей объемной штамповки осесимметричных поковок с одним плоским торцом, содержащем верхнюю и нижнюю части, выполненные с рабочей поверхностью, имеющей ручей, а также размещенные в верхней части выталкиватель и подвижное подпружиненное кольцо, образующее вместе с указанными верхней и нижней частями полость штампа, причем поверхность ручья нижней части выполнена плоской, согласно изобретению нижняя часть выполнена в виде упругого элемента, имеющего возможность прогиба срединной поверхности ручья на величину в пределах допуска закрытой высоты полости штампа.
Выполнение нижней части штампа в виде упругого элемента с возможностью прогиба срединной поверхности ручья на величину в пределах допуска закрытой высоты полости штампа обеспечивает компенсацию излишков металла при колебании объема заготовки за счет увеличения толщины штампуемой поковки, что позволяет избежать выход излишков металла в зазоры между контактными поверхностями верхней и нижней частей штампа и подвижного подпружиненного кольца, тем самым позволяя исключить образование заусенцев и перегрузку штампа, уменьшить износ штампа, - в результате повысить качество поковок и стойкость штампа.
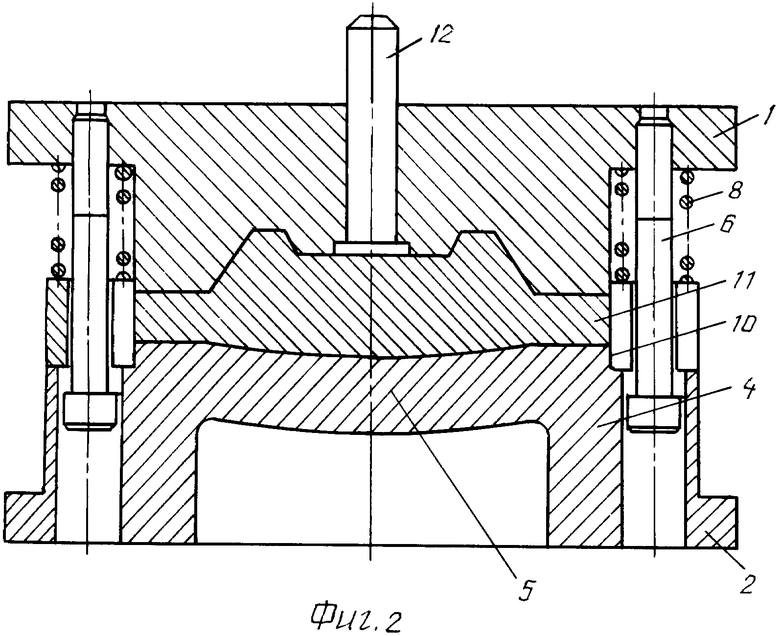
На фиг.1 показано положение объектов предложенного штампа для горячей объемной штамповки в момент контакта верхней части штампа с исходной заготовкой; на фиг.2 - конечное положение объектов штампа.
Штамп для горячей объемной штамповки осесимметричных поковок с одним плоским торцом состоит из верхней 1 и нижней 2 частей, выполненных с рабочей поверхностью, имеющей ручей, причем поверхность ручья нижней 2 части штампа, на которой размещается исходная заготовка 3, выполнена плоской, а нижняя 2 часть штампа выполнена в виде упругого элемента, состоящего из корпуса 4 и стенки 5 ручья, представляющей собой упругую пластину с защемленным контуром (Безухов Н.И. Теория упругости и пластичности/Н.И. Безухов. - М: Госиздат. 1953. - С.267, рис.121), и имеющего возможность прогиба средней поверхности ручья на величину в пределах допуска закрытой высоты полости штампа (фиг.1, 2). На верхней 1 части штампа закреплены цилиндрические направляющие колонки 6 с установленным на них кольцом 7, которое в исходном положении штампа за счет пружин 8 прижимается к головкам 9 колонок 6 (фиг.1). При закрытом положении штампа (фиг.2) кольцо 7 фиксируется по цилиндрическому выступу 10, выполненному на нижней 2 части штампа, и вместе с верхней 1 и нижней 2 частями штампа образует замкнутую полость, соответствующую конфигурации поковки 11 (фиг.2). В отверстии верхней 1 части штампа размещен выталкиватель 12.
Штамп для горячей объемной штамповки работает следующим образом. Нагретая заготовка 3 устанавливается на плоскую поверхность ручья нижней 2 части штампа (фиг.1). При рабочем ходе ползуна пресса кольцо 7 опускается, заходит в цилиндрический выступ 10 нижней 2 части штампа и образует замкнутую полость, в которой формируется поковка 11 (фиг.2). После формирования поковки 11 (фиг.2) в полости штампа возникают напряжения, достигающие напряжений упругой деформации стенки 5 ручья нижней 2 части штампа. В результате срединная поверхность ручья прогибается на величину в пределах допуска закрытой высоты полости штампа, компенсируя излишки металла при колебании объема исходной заготовки 3. При обратном ходе ползуна пресса поковка 11 выталкивается из ручья верхней 1 части штампа выталкивателем 12.
Пример. Проведена опытная штамповка поковок ступицы колеса диаметром Dcm=144 мм, толщина полотна 15 мм, высота ступицы 36 мм. Размеры заготовки: диаметр  (прокат обычной точности); высота заготовки Нз=88+1,5 мм (рубка на ножницах). Сталь 45. Температура окончания штамповки 900°С, предел прочности при этой температуре σв=77 МПа.
(прокат обычной точности); высота заготовки Нз=88+1,5 мм (рубка на ножницах). Сталь 45. Температура окончания штамповки 900°С, предел прочности при этой температуре σв=77 МПа.
Толщина стенки 5 ручья нижней 2 части лабораторного штампа, выполненной в виде упругого элемента, получена из условия прочности и составила 21 мм. Материал нижней части штампа сталь 4Х4М2ВФС.
Расчеты проводятся в следующем порядке: 1) определяется давление р в конце штамповки по формуле (Ковка и объемная штамповка стали: справочник / В.А.Бабенко [и др.]; под ред. М.В.Сторожева. - М.: Машиностроение. 1968. - С.91):
 МПа,
МПа,
где Fn=12675 мм2 - площадь проекции поковки в направлении действия усилия;
Vn=262125 мм3 - объем поковки;
 МПа;
МПа;
2) определяют величину возможной по условию упругости прогиба срединной поверхности ручья (стенки 5 ручья) нижней 2 части штампа по формуле для пластинки с защемленным круглым контуром (Безухов Н.И. Теория упругости и пластичности / Н.И.Безухов. - М: Госиздат, 1953. - С.269):
 мм,
мм,
где ω0 - величина прогиба срединной поверхности пластинки с защемленным круглым контуром (срединной поверхности ручья нижней части штампа);
r - радиус поковки;
μ - коэффициент Пуассона для стали;
Е - модуль упругости стали;
h - толщина стенки нижней части штампа;
r=0,50Dcm=72 мм;
μ=0,2;
E=2•105 МПа;
h=21 мм.
Следовательно,

Согласно ГОСТ 7505-89 допустимое положительное отклонение толщины поковки размером до 40 мм при исходном индексе 15 равно 1,8 мм. С этим значением вполне согласуется расчетная величина прогиба ω0=1,85 мм;
3) определяют объем излишка металла, который может быть компенсирован при максимальном прогибе срединной поверхности ручья нижней 2 части штампа, по формуле для шарового сегмента толщиной ω0=1,85 мм:
Vизл/Vn=14386/262125=0,054 - что вполне приемлемо для горячей объемной штамповки;
4) определяют максимальное положительное отклонение объема исходной заготовки (максимально возможный излишек объема исходной заготовки):

где ΔVmax - максимальное положительное отклонение объема исходной заготовки, обусловленное положительными допусками диаметра проката и длины заготовки после рубки;
Vmax - максимальный объем исходной заготовки с учетом положительных допусков на размеры проката и длины заготовки;
Vн - объем исходной заготовки, рассчитанный по номинальным размерам;
ΔD - максимальный положительный допуск на диаметр проката;
ΔH - максимальный положительный допуск на длину исходной заготовки после рубки;

5) сопоставляют значения объемов излишка металла исходной заготовки: из сравнения значений Vизг=14386 мм3 и ΔVmax=11379 мм3 видно, что фактическое максимальное положительное отклонение объема (ΔVmax) исходной заготовки существенно меньше объема излишка (Vизл), который может быть компенсирован при максимальном прогибе срединной поверхности ручья нижней части штампа.
Полученные поковки имели хорошее качество поверхности без заусенцев, что уменьшает износ сопрягаемых поверхностей верхней и нижней частей штампа и подвижного подпружиненного кольца.
Таким образом, выполнение нижней части штампа в виде упругого элемента повышает качество поковок и стойкость штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей объемной штамповки | 1981 |
|
SU1007816A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| Штамп для объемной штамповки | 1986 |
|
SU1338951A2 |
Изобретение относится к обработке металлов давлением и может быть использовано, в частности, для горячей объемной штамповки осесимметричных поковок с одним плоским торцом типа ступиц колес, фланцев. Для штамповки используют штамп, содержащий верхнюю и нижнюю части с рабочей поверхностью, имеющей ручей. В верхней части штампа размещены выталкиватель и подвижное подпружиненное кольцо. Кольцо образует вместе с верхней и нижней частями полость штампа. Поверхность ручья нижней части штампа выполнена плоской. Указанная нижняя часть представляет собой упругий элемент, имеющий возможность прогиба срединной поверхности ручья. Величина прогиба находится в пределах допуска закрытой высоты полости штампа. В результате обеспечивается повышение качества поковок и стойкости штампа. 2 ил.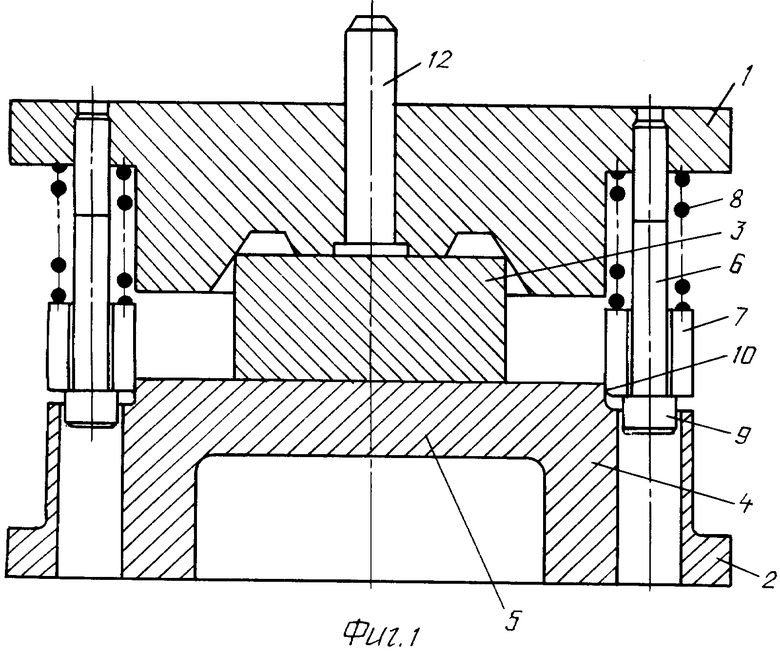
Штамп для горячей объемной штамповки осесимметричных поковок с одним плоским торцом, содержащий верхнюю и нижнюю части, выполненные с рабочей поверхностью, имеющей ручей, а также размещенные в верхней части выталкиватель и подвижное подпружиненное кольцо, образующее вместе с указанными верхней и нижней частями полость штампа, причем поверхность ручья нижней части выполнена плоской, отличающийся тем, что нижняя часть выполнена в виде упругого элемента, имеющего возможность прогиба срединной поверхности ручья на величину в пределах допуска закрытой высоты полости штампа.
| Штамп для горячей объемной штамповки | 1981 |
|
SU1007816A1 |
| Штамп для горячей объемной штамповки деталей | 1990 |
|
SU1719144A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| DE 3304075 А1, 09.08.1984 | |||
| US 3750450 А, 07.08.1973. | |||

