Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке, разборке, ремонте звеньев рельсошпальной решетки на производственных базах путевых машинных станций.
Известна технологическая линия для сборки звеньев на железобетонных шпалах стендовым способом ТЛС (Звеносборочные и звеноразборочные комплексы производственных баз ПМС / Под ред. С.Г.Штарева. - М.: Маршрут, 2006, с.47-51, рис.2.6). Во время работы агрегаты линии перемещаются над разложенным материалом по объемлющему, либо стендовому пути, как, например, агрегаты завинчивания гаек закладных и клеммных болтов. Недостатком известной линии является трудности при работе агрегатов завинчивания гаек закладных и клеммных болтов, так как между звеньями есть просвет и для его преодоления необходимо применения специальных стендовых приспособлений. Кроме того, наличие оператора на шагово перемещающемся агрегате, накладывает определенные эргономические ограничения на скорость его переезда от шпалы к шпале.
Известна звеносборочная линия ЗЛЖ-650 конструкции ПКБ Главстроймеханизации (Э.Т.Лончаков, Б.П.Петропавловский. Путевые машины для звеносборочных и звеноразборочных работ. - М.: Транспорт, 1984, с.126-129), на которой последовательно выполняются операции по раскладке и перемещению шпал, элементов скреплений и заключительная операция - завинчивание гаек закладных и клеммных болтов. Агрегаты завинчивания гаек закладных и клеммных болтов (сборочный станок) представляет собой подвижную на шаг эпюры от силового цилиндра тележку, на которой смонтированы механизм подъема шпал и блок гайковертов. В процессе работы каждая очередная шпала подается к сборочному станку, механизмом подъема поджимается к рельсам, затем вставляются сборки клеммных болтов, включается блок гайковертов и одновременно перемещается тележка на шаг эпюры. При этом происходит и перемещение рельсов за счет прижатой к ним шпалы. Недостатком известной линии является совмещение на одной позиции нескольких операций, в связи с чем увеличивается временной цикл, то есть снижается производительность. Это выражается в том, что на сборочной позиции надо перехватить шпалу с подающего конвейера, поджать ее к рельсам, вставить сборки клеммных болтов и закрутить гайки. Время работы на этой позиции состоит из суммы времен каждой из перечисленных операций. Положение усугубляется еще и тем, что при прижатии шпал к рельсам необходимо, чтобы подошвы рельсов попали в пространство между ребордами подкладок. В ряде случаев этого не происходит, поэтому операцию поджатия приходится повторять. Кроме того, часто невозможно целиком установить клеммную сборку (полуфабрикат в виде клеммного болта с надетой на него клеммой, прижимной шайбой и наживленным на 2-3 витка гайкой), так как возможны помехи от гайки закладного болта. В этом случае оператору приходится разбирать сборку и вставлять все ее составляющие порознь, то есть составить ту же клеммную сборку на подошве рельса.
Известна поточная линия для сборки звеньев железнодорожного пути (патент РФ 2260089, Е01В 29/24 - принята за прототип). Линия содержит вертикально замкнутую с помощью перегрузочных устройств транспортную систему, выполненную в виде перемещающихся по роликам тележек-спутников, длина которых переменна за счет их состыковки друг с другом в сплотки, при длине одиночной тележки, значительно меньшей длины звена. Вдоль транспортной системы размещены агрегаты технологического оборудования таким образом, что задержки в работе каждого из них не оказывало влияния на работу остальных. Недостатком известной линии является шаговое перемещение собираемого звена на позициях завинчивания гаек закладных и клеммных болтов. При шаговом перемещении, во-первых, теряется время, так как необходимо при сборке только одного звена до 50 раз разогнать и остановить двадцатитонную массу, поэтому время перемещения на шаг эпюры порядка 5 секунд, к которому надо добавить время на операции, выполняемые при завинчивании. Во-вторых, из-за частых разгонов и торможений происходит нарушение положений прокладок и подкладок, лежащих на шпалах, что требует дополнительных трудозатрат. Кроме того, при поджатии шпал к рельсам происходит приподнятие рельсов на соседних шпалах, что также нарушает целостность размещения подготовленных к сборке элементов.
Известна поточная линия для сборки звеньев железнодорожного пути (патент РФ 2304191, Е01В 29/24), в которой используется горизонтально замкнутая транспортная система. Недостатки предыдущей линии присущи и этой линии.
Техническим результатом предлагаемой линии является обеспечение завинчивания гаек закладных и клеммных болтов в процессе перемещения собираемого звена, и, таким образом, отпадает необходимость шагового перемещения собираемого звена на позициях завинчивания гаек закладных и клеммных болтов, устраняются все связанные с этим недостатки, перечисленные выше, обеспечивается повышение производительности линии.
Этот результат достигается тем, что в поточной линии для сборки звеньев железнодорожного пути, содержащей транспортную систему, выполненную в виде замкнутого с помощью перегрузочных устройств контура с перемещающимися по роликам тележками-спутниками, длина которых переменна за счет их состыковки друг с другом в сплотки, при длине одной тележки-спутника, значительно меньшей длины собираемого звена, и с размещенными вдоль транспортной системы агрегатами и станками технологического оборудования, причем станки завинчивания гаек закладных и клеммных болтов и механизмы поджатия шпалы размещены на портальной раме с расстоянием друг от друга не меньше длины собираемого звена, в зоне расположения станков завинчивания гаек закладных и клеммных болтов введены механизмы непрерывного перемещения тележек-спутников с материалами собираемого звена, выполненными в виде прижимных от силового цилиндра к подошвам рельсов тележек-спутников вращающихся роликов, станки завинчивания гаек закладных и клеммных болтов размещены каждый на своей подвижной в направляющих портальной рамы в пределах шага эпюры тележке, при этом каждая тележка снабжена приводными клещевыми захватами за рельсы собираемого звена и механизмом возврата в исходное положение, выполненным в виде силового цилиндра, корпус которого жестко закреплен на портальной раме, а шток связан с тележкой станка завинчивания гаек.
Механизм непрерывного перемещения тележек-спутников с материалами собираемого звена, размещенный в зоне расположения станков завинчивания гаек закладных и клеммных болтов, позволяет завинчивать гайки в процессе перемещения звена, в результате отпадает необходимость шагового перемещения звена в зоне расположения станков завинчивания гаек закладных и клеммных болтов, что предохраняет материалы собираемого звена от сдвигающих сил в момент разгона и торможения, благодаря чему не нарушается их взаимное расположение, сокращается время цикла обработки каждой шпалы. Кроме того, не происходит так называемого "передергивания звена", то есть резкого разгона и такого же торможения, в связи с чем элементы скреплений (прокладки под подкладки, подкладки и прокладки под рельс) не сдвигаются с первоначального расположения. Возможность такой сдвижки объясняется также тем, что в зависимости от фактической высоты шпал, рельсы лежат только на более высоких, прижимая к шпале выше перечисленные элементы скреплений, а на более низких шпалах эти элементы не достаточно прижаты и могут свободно смещаться. Размещение каждого станка завинчивания гаек закладных и клеммных болтов на подвижной в направляющих портальной рамы пределах шага эпюры тележке за счет использования приводных клещевых захватов позволяет производить завинчивание гаек в процессе перемещения тележки вместе со звеном. Механизм возврата в исходное положение, выполненный в виде силового цилиндра, корпус которого закреплен на портальной раме, а шток связан с тележкой станка завинчивания гаек, обеспечивает ускоренный возврат тележки со станком в исходное положение. При рабочем ходе тележки полости цилиндра соединены со сливом, и шток выдвигается, не препятствуя ходу тележки. Потеря времени на ускоренный возврат тележки минимальна, так как на ней отсутствует оператор (оператор следит за работой, располагаясь несколько впереди исходного положения тележки), и, следовательно, при любой скорости возврата не будут нарушены эргономические требования.
На чертежах изображено:
фиг.1 - зона размещения станка для закручивания гаек клеммных болтов и собираемого звена на линии;
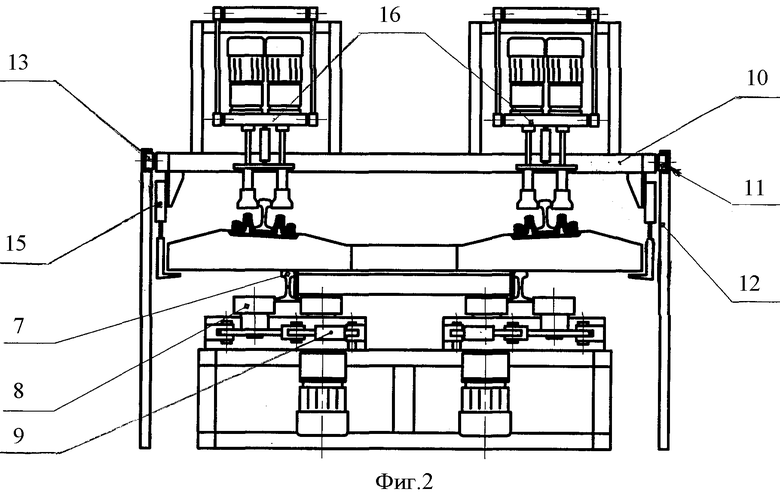
фиг.2 - устройство непрерывного перемещения тележки-спутника, тележка со станком для закручивания гаек клеммных болтов, механизм поджатия шпалы, сечение А-А на фиг.1;
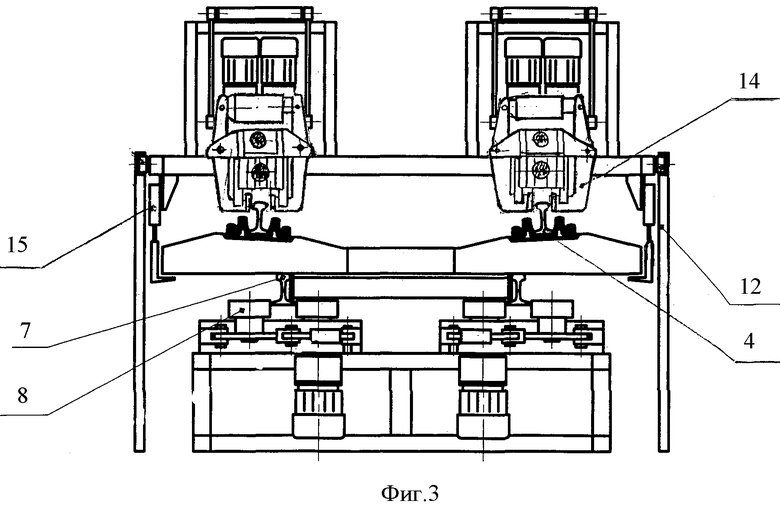
фиг.3 - приводной клещевой захват, сечение В-В на фиг.1.
Поточная линия для сборки звеньев железнодорожного пути содержит транспортную систему 1, выполненную в виде замкнутого с помощью перегрузочных устройств (не показаны) контура с перемещающимися на роликах 2 тележек-спутников 3. Тележка-спутник 3 имеет сцепное устройство для стыковки между собой, образуя сплотку, длина которой соответствует длине собираемого звена 4 (фиг.1), при этом длина каждой тележки-спутника 3 в несколько раз меньше длины собираемого звена 4. В зоне перемещения одиночных тележек-спутников 3 размещены стационарно установленные агрегаты технологического оборудования, несущие малогабаритные элементы собираемого звена-прокладки, подкладки под подошву рельса, сборки закладных болтов (не показаны), причем для исключения простоев на каждом из них, по вине соседнего, расстояние между агрегатами не менее чем удвоенная длина тележки-спутника 3. Начиная с позиции укладки рельсов собираемого звена 4 тележки-спутника 3 состыковываются в сплотку, длина которой соответствует длине собираемого звена 4 и которая подается в зону размещения агрегатного станка для завинчивания гаек клеммных болтов 5 и устройство непрерывного перемещения 6 тележек-спутников 3, которое выполнено, например, в виде прижимных к подошвам рельсов 7 тележек-спутников 3 приводных роликов 8 (фиг.2, 3). Прижимаются ролики 8 к подошвам рельсов 7 силовыми цилиндрами 9. Станок для завинчивания гаек клеммных болтов 5 размещен на тележке 10, подвижной в направляющих 11 портальной рамы 12 с помощью катков 13 в пределах шага эпюры. На тележке 10 смонтированы приводные клещевые захваты 14 (фиг.3) за рельсы собираемого звена 4, устройство для поджатия шпал 15. Агрегатный станок 5 включает в себя два гайковерта 16, каждый из которых несет по два торцовых ключа. Тележка 10 снабжена механизмом возврата в исходное положение, выполненным в виде силового цилиндра, корпус 17 которого закреплен на портальной раме 12, а шток 18 связан с тележкой 10 агрегатного станка 5. Агрегатный станок для завинчивания гаек закладных болтов (не показан) размещен в следующей зоне перемещения сплотки тележек-спутников 3 аналогично агрегатному станку для завинчивания гаек клеммных болтов 5.
Линия сборки звеньев железнодорожного пути работает следующим образом.
Пакет шпал козловым краном подается на раскладчик шпал, на котором от пакета автоматически отделяется ряд шпал, уложенных вплотную одна к другой, на приемный конвейер, с которого шпалы по одной перегружаются на конвейер с захватами (не показаны), где раздвигаются по эпюре и подаются на тележку-спутник 3. Тележка-спутник 3 с уложенными на ней шпалами, перемещаясь по роликам 2, последовательно проходит позиции с технологическим оборудованием, где на шпалы укладываются элементы собираемого звена 4 - подкладки, прокладки под подошву рельса, сборки закладных болтов (не показаны). На позиции укладки рельсов собираемого звена 4 срабатывает механизм автоматического сцепления тележек-спутников 3 для образование сплотки. Количество тележек-спутников 3 в сплотке должно соответствовать длине собираемого звена 4. На собранную сплотку с уложенными шпалами укладывают рельсы, производят монтаж сборок клеммных болтов. Подготовленное к сборке звено 4 роликами 2 перемещается к станку для завинчивания гаек клеммных болтов 5. При этом подошвы рельсов 7 тележек-спутников 3 в сплотке оказываются в зоне действия прижимных от силовых цилиндров 9 вращающихся роликов 8 устройства непрерывного перемещения 6 и дальнейшее перемещение собираемого звена 4 осуществляется за счет упомянутых выше вращающихся роликов 8 со скоростью порядка "шаг эпюры" за 10 секунд, что составляет 0,05 м/с. В это же время автоматически включаются клещевые захваты 14 на тележке 10, несущей агрегатный станок для завинчивания гаек клеммных болтов 5. Клещевые захваты 14 зажимают рельсы собираемого звена 4 и тележка 10 со станком для завинчивания гаек клеммных болтов 6 продолжает движение совместно с собираемым звеном 4. При срабатывании устройства для поджатия шпал 15 опускаются шпинделя гайковертов 16 и производится завинчивание гаек клеммных болтов. Полость корпуса 17 силового цилиндра механизма возврата тележки 10 в исходное положение соединена со сливом, поршень свободно выдвигается и поэтому не мешает перемещению тележки 10. Обороты шпинделей гайковертов 16 подобраны таким образом, что завинчивание каждой гайки заканчивается раньше, чем собираемое звено 4 пройдет шаг эпюры. По окончании завинчивания гаек все механизмы автоматически возвращаются в исходное положение - устройство для поджатия шпал 15 опускается, шпинделя гайковертов 16 поднимаются, клещевые захваты 14 на тележке 10 разжимаются, освобождая рельсы собираемого звена 4, срабатывает силовой цилиндр механизма возврата тележки 10, при этом поршень 18 втягивается в корпус 17 и тележка 10 со станком для завинчивания гаек клеммных болтов 5 возвращается в исходное положение. Отсутствие оператора на тележке 10 позволяет выполнить быстрый возврат тележки. Затем процесс повторяется на следующей шпале через шаг эпюры. Работа по завинчиванию гаек закладных болтов производится аналогичным образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ | 2009 |
|
RU2410484C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2004 |
|
RU2260089C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2006 |
|
RU2304191C1 |
| СПОСОБ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ ПРИ БЕСПОДКЛАДОЧНОМ ТИПЕ СКРЕПЛЕНИЙ | 2010 |
|
RU2437979C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| ТРАНСПОРТНАЯ СИСТЕМА ЛИНИИ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2235820C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2304190C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2298608C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта. Поточная линия для сборки звеньев рельсошпальной решетки железнодорожного пути содержит транспортную систему, выполненную в виде замкнутого контура с перемещающимися по роликам тележками-спутниками, имеющими возможность состыковки друг с другом, образуя сплотки. Вдоль транспортной системы размещены агрегаты и станки технологического оборудования, включая станки завинчивания гаек закладных и клеммных болтов, размещенных на портальной раме. Линия снабжена устройством непрерывного перемещения сплотки тележек-спутников с материалами собираемого звена, установленным в зоне размещения станков завинчивания гаек закладных и клеммных болтов и выполненным в виде двух прижимных к подошвам рельсов тележки-спутника вращающихся роликов. Станки завинчивания гаек закладных и клеммных болтов размещены каждый на своей тележке, перемещающейся в направляющих портальной рамы. Каждая тележка снабжена приводными клещевыми захватами за рельсы собираемого звена и механизмом возврата ее в исходное положение, выполненным в виде силового цилиндра, корпус которого закреплен на портальной раме, а шток связан с тележкой станка завинчивания гаек. Достигается повышение производительности линии. 3 ил.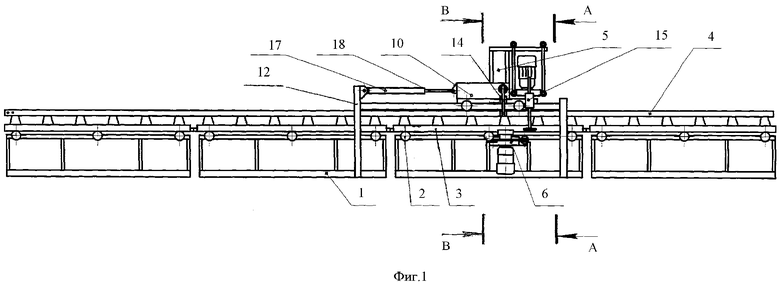
Поточная линия для сборки звеньев железнодорожного пути, содержащая транспортную систему, выполненную в виде замкнутого с помощью перегрузочных устройств контура с перемещающимися по роликам тележками-спутниками, длина которых переменна за счет их состыковки друг с другом в сплотки, при длине одиночной тележки-спутника значительно меньшей длины собираемого звена, и размещенные вдоль транспортной системы агрегаты и станки технологического оборудования, причем агрегатные станки завинчивания гаек закладных и клеммных болтов и механизмы поджатия шпалы размещены на портальных рамах с расстоянием друг от друга не меньше длины собираемого звена, отличающаяся тем, что линия снабжена устройством непрерывного перемещения тележек-спутников с материалами собираемого звена, установленным в зоне размещения агрегатных станков завинчивания гаек закладных и клеммных болтов и выполненным в виде двух прижимных от силового цилиндра к подошвам рельсов тележки-спутника вращающихся роликов, кроме того, агрегатные станки завинчивания гаек закладных и клеммных болтов размещены каждый на своей, подвижной в направляющих портальной рамы в пределах шага эпюры тележке, при этом каждая тележка снабжена приводными клещевыми захватами за рельсы собираемого звена и механизмом возврата ее в исходное положение, выполненным в виде силового цилиндра, корпус которого жестко закреплен на портальной раме, а шток связан с тележкой станка завинчивания гаек.
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2001 |
|
RU2210654C2 |
| Устройство для сборки звеньевжЕлЕзНОдОРОжНОгО пуТи | 1979 |
|
SU850770A1 |
| US 2004144282 A1, 29.07.2004. | |||

