Изобретение относится к области железнодорожного транспорта и может быть использовано при сборке рельсовых звеньев с деревянными шпалами на производственных базах путевых машинных станций или других предприятий по сборке рельсовых звеньев на деревянных шпалах с костыльным скреплением.
Известны полуавтоматические поточные звеносборочные линии для сборки рельсовых звеньев с деревянными шпалами и костыльным типом скреплений, например ПП3Л-650, 3ЛХ-800 (Соломонов С.А., Бугаенко B.М. и др. Путевые машины. - М.: Желдориздат, 2000 г., с.360-378, рис.9.3, 9.11). Линия ПП3Л-650 монтируется на одном пути и состоит из шпалопитателя, сверлильного станка, стенда, сборочного станка, приемных тележек и козловых или портальных кранов. Линия 3ЛХ-800 монтируется на двух параллельных путях, образующих два конвейера. На одном пути расположены станки и устройства, образующие конвейерную линию для подготовки шпал к сборке, а на втором пути размещены агрегаты и механизмы сборочной конвейерной линии. Известна поточная линия для сборки звеньев железнодорожного пути, патент РФ №2063493, «Поточная линия для сборки звеньев железнодорожного пути», 13.04.1993, МПК Е01В 29/24. Линия предназначена для сборки рельсовых звеньев железнодорожного пути на деревянных шпалах с костыльным скреплением и содержит участок подготовки шпал к сборке и параллельно расположенный этому участку участок сборки звеньев, включающих в себя комплекс стационарных агрегатов, смонтированных в технологической последовательности на двух параллельных путях. Конструктивная простота, высокое качество сборки рельсовых звеньев обеспечили в настоящее время широкое применение известных линий при сборке рельсовых звеньев железнодорожного пути на деревянных шпалах с костыльным скреплением (линия 3ЛХ-800 изготавливается серийно). Внедрение в настоящее время ресурсосберегающих технологий в звеносборочный процесс обусловило необходимость в совершенствовании известной линии. Особое внимание должно уделяться усовершенствованию с точки зрения ремонтопригодности, повышению надежности, монтажу из легкосменяемых узлов и агрегатов, а также облегчению технического обслуживания, улучшению условий труда обслуживающего персонала и снижению металлоемкости, стоимости комплекта технологического оборудования.
Известны звеносборочные линии со стендовым способом сборки звеньев на железобетонных шпалах (Звеносборочные и звеноразборочные комплексы производственных баз ПМС / Под ред. С.Г.Штарева. - М.: Маршрут, 2006, с.47-51, рис.2.6; с.60-64, рис.2.10). Известные звеносборочные линии включают в себя параллельно расположенные прямой и обратный стенды для размещения на них материалов звена и объемлющий стенд для перемещения по ним в технологической последовательности сборки агрегатов технологического оборудования. Известна также линия для сборки рельсошпальной решетки железнодорожного пути, патент РФ №2293813, «Линия для сборки рельсошпальной решетки железнодорожного пути», 12.10.2005, МПК Е01В 29/24, содержащая параллельно расположенные в подкрановом пространстве прямой и обратный стенды для размещения на них материалов звена и объемлющие стенды, направляющие для перемещения по ним в технологической последовательности сборки автономных агрегатов технологического оборудования, а на концах стендов размещены возвратно-поворотные на 180° устройства с участком стенда и объемлющими его направляющими на каждом устройстве. Известная линия взята за прототип.
Линии со стендовым способом сборки проще конвейерных, менее металлоемкие, более доступны, при этом возможно дооснащение линии агрегатами или их замена без больших трудозатрат. На этих линиях обеспечивается эффективная работа технологического оборудования, стабильный ритм работы линии, ее высокая производительность.
Недостатком известных линий являются ограниченные технологические возможности, так как линии предназначены для сборки рельсовых звеньев с железобетонными шпалами и их невозможно использовать для сборки рельсовых звеньев на деревянных шпалах, для сборки которых необходимо дополнительное технологическое оборудование.
Задачей и целью изобретения является создание высокопроизводительной линии сборки рельсовых звеньев на деревянных шпалах путем использования стендового способа сборки рельсовых звеньев.
Сущностью изобретения является линия сборки рельсовых звеньев на деревянных шпалах, содержащая параллельно расположенные прямой и обратный стенды для размещения на них материалов звеньев и их сборки, объемлющие пути для перемещения по ним в технологической последовательности сборки передвижных устройств, каждое из которых состоит из приводного четырехколесного экипажа, снабженного технологическим оборудованием, предназначенным для производства одной из операций по сборке звеньев, которая отличается тем, что в состав линии дополнительно входят: экипаж для раскладки шпал в ряд из бурта, экипаж для установки шпал по эпюре, оси пути и постели на звеносборочном стенде, экипаж для сверления отверстий под костыли в шпалах на звеносборочном стенде; экипаж для запрессовки костылей в шпалы на звеносборочном стенде, а вдоль рельсов объемлющих путей проложены эпюрные рейки, снабженные упорами для взаимодействия с конечными выключателями каждого экипажа, при этом привод перемещения экипажа снабжен прибором изменения частоты вращения двигателя от команды первого по ходу конечного выключателя с целью точной остановки от команды второго, кроме того, клиренс экипажа превышает размеры шпалы по высоте и ширине.
Экипаж для раскладки шпал в ряд из бурта содержит в передней части отбойную стенку, а с каждой стороны, в районе стенки, смонтированы поворотные в горизонтальной и вертикальной плоскостях с помощью силовых цилиндров коромысла с игольчатой площадкой на переднем конце для захвата шпалы за торец. Экипаж для установки шпал по эпюре, оси пути и постели на звеносборочном стенде содержит смонтированные с каждой стороны передней части поворотные в горизонтальной и вертикальной плоскостях с помощью силовых цилиндров коромысла с приводной поворотной головкой на переднем конце. Экипаж для сверления отверстий под костыли в шпалах на звеносборочном стенде содержит вертикально-подвижные сверлильные головки, две пары приводных поворотных рычагов для центрирования шпалы, два приводных поворотных рычага, контактирующих с торцами шпалы, и два гидродомкрата для поднятия шпалы до упора. Экипаж для запрессовки костылей в шпалы на звеносборочном стенде содержит вертикально-подвижные от силовых цилиндров прессовочные пуансоны, два гидродомкрата для прижатия шпалы к рельсам собираемого звена.
На чертежах изображено:
на фиг.1 - технологическая схема заявленной линии;
на фиг.2 - экипаж раскладки деревянных шпал из бурта;
на фиг.3 - экипаж раскладки деревянных шпал из бурта, вид А на фиг.2;
на фиг.4 - экипаж для установки шпал по эпюре, оси пути и постели на звеносборочном стенде;
на фиг.5 - экипаж для сверления отверстий под костыли в шпалах на звеносборочном стенде;
фиг.6 - экипаж для запрессовки костылей в шпалы на звеносборочном стенде;
фиг.7 - экипаж для запрессовки костылей в шпалы на звеносборочном стенде, вид Б на фиг.6.
Линия сборки рельсовых звеньев на деревянных шпалах содержит параллельно расположенные стенды с лекальными (сборочными) путями 1 и 2 для размещения на них материалов, необходимых для сборки рельсовых звеньев, например бурты (пакеты) 3 выгруженных шпал. Между стендами расположен проходной путь 4 для подачи по нему подвижного состава с материалами звеньев для погрузочно-разгрузочных работ. Вдоль стендов с путями 1 и 2 размещены объемлющие пути 5, вдоль рельсов которых проложены эпюрные рейки 6, снабженные упорами 7. На объемлющих путях 5 размещены: экипаж 8 для раскладки шпал в ряд из буртов 3 (фиг.2, 3), содержащий в передней части отбойную стенку 9, а с каждой стороны, в районе стенки 9, смонтированы поворотные на некоторый угол в горизонтальной и вертикальной плоскостях с помощью силовых цилиндров 10 и 11 коромысла 12 с игольчатой площадкой 13 на переднем конце для захвата шпалы за торец; экипаж 14 для установки шпал по эпюре, оси пути и постели на звеносборочном стенде (фиг.4), содержащий смонтированные с каждой стороны передней части поворотные на некоторый угол в горизонтальной и вертикальной плоскостях с помощью силовых цилиндров 15 и 16 коромысла 17 с приводной (привод не обозначен) поворотной головкой 18 на переднем конце; экипаж 19 для сверления отверстий под костыли в шпалах на звеносборочном стенде (фиг.5), содержащий вертикально-подвижные сверлильные головки 20, две пары приводных (приводы не показаны) поворотных рычагов 21 для центрирования шпалы, два приводных (приводы не показаны) поворотных рычага 22, контактирующих с торцами шпалы, и два гидродомкрата 23 для поднятия шпалы до опорной поверхности на раме экипажа; экипаж 24 для раскладки прокладок под подкладки и подкладок и экипаж 25 для раскладки костылей, имеющий бункера (не показаны), периодически пополняемые прокладками, подкладками и костылями из емкостей, расположенных на проходном пути 4; позиция 26 для наживления обшивных костылей; позиция 27 для установки рельсов; позиция 28 для наживления пришивных костылей; экипаж 29 для запрессовки костылей в шпалы на звеносборочном стенде (фиг.6, 7), содержащий вертикально-подвижные от силовых цилиндров 30 прессовочные пуансоны 31, два гидродомкрата 32 для прижатия шпалы к рельсам собираемого звена; позиция 33 уборки готовых звеньев. Каждый экипаж выполнен четырехколесным, имеет привод перемещения 34, снабженный прибором изменения частоты вращения двигателя 35, и конечные выключатели 36, 37. Клиренс (просвет) "h" каждого экипажа превышает размеры шпалы по высоте и ширине. На концах стендов размещены возвратно-поворотные на 180° устройства 38.
Линия сборки рельсовых звеньев на деревянных шпалах работает следующим образом.
Бурты (пакеты) шпал 3 (фиг.1) с помощью грузоподъемных кранов (не показаны) в определенном порядке раскладываются на лекальные пути 1 и 2 стендов. Экипаж 8 для раскладки шпал в ряд (фиг.2, 3) перемещается приводом 34 к бурту 3, где коромыслами 12, которые имеют возможность поворота в горизонтальной и вертикальной плоскостях с помощью силовых цилиндров 10 и 11 на угол, необходимый для захвата игольчатыми площадками 13 из бурта 3 за торцы по одной шпале, раскладывает шпалы в один ряд (слой) и перемещается к очередному бурту. Следующий экипаж 14 для установки шпал по эпюре, оси пути и постели (фиг.4) перемещается приводом 34 к разложенным в один ряд шпалам и при взаимодействии его конечного выключателя 36, первого по ходу, с упорами 7 эпюрной рейки 6 через прибор изменения частоты вращения двигателя 35 уменьшается частота вращения двигателя привода 34, в результате уменьшается скорость перемещения экипажа 14, что обеспечивает точную остановку экипажа 14 у очередной шпалы от команды второго по ходу конечного выключателя 37. После остановки коромыслами 17, имеющими возможность поворота на необходимый угол в горизонтальной и вертикальной плоскостях с помощью силовых цилиндров 15 и 16, захватывается по очереди каждая шпала за торцы, устанавливается по оси пути (по «шнуру»), ориентируется с помощью поворотных головок 18 в требуемое положение относительно «постели» и укладывается на лекальный путь по эпюре, задаваемой упорами 7 эпюрной рейки 6. Следующий экипаж 19 перемещается приводом 34 и при взаимодействии первого по ходу конечного выключателя 36 с упорами 7 эпюрной рейки 6 точно останавливается по очереди над каждой шпалой от команды второго по ходу конечного выключателя 37 (через прибор изменения частоты вращения двигателя 35), центрирует каждую шпалу с помощью приводных поворотных рычагов 21 вдоль продольной оси и приподнимает ее гидродомкратами 23, удерживая за торцы поворотными рычагами 22, прижимая верхней пластью к опорной поверхности на раме экипажа. Вертикально-подвижные сверлильные головки 20 одновременно насверливают требуемое количество отверстий в шпале, после чего шпала опускается на рельсы лекального пути. На разложенные по эпюре шпалы монтеры пути укладывают из бункеров подвижного экипажа 24 (фиг.1) подкладки, совмещая их отверстия с отверстиями шпалы, раскладывают костыли из бункеров экипажа 25 и на позиции 26 наживляют предварительно обшивочные костыли, заглубляя их в отверстии на 20…30 мм. На позиции 27 краном (на чертеже не показан) укладывают рельсы на разложенные по эпюре шпалы, совмещая подошвы рельсов с пазухами подкладок. После этого на позиции 28 наживляют пришивные костыли, заглубляя их в отверстии на 20…30 мм. Экипаж 29 для запрессовки костылей, перемещается приводом 34 и при взаимодействии первого по ходу конечного выключателя 36 с упорами 7 эпюрной рейки 6 точно останавливается по очереди над каждой шпалой от команды второго конечного выключателя 37 (через прибор изменения частоты вращения двигателя 35), приподнимает ее гидродомкратами 32, прижимает подкладками к подошвам рельсов собираемого звена, устанавливает вертикально костыли и вертикально-подвижными от силовых цилиндров 30 пуансонами 31 задавливает их в шпалу. Готовое звено убирают со стенда на позиции 33, а на освободившееся место укладывают очередной пакет шпал. Закончивший на стенде работу каждый экипаж поочередно перемещается с помощью возвратно-поворотного на 180° устройства 38 на второй, параллельный стенд, где продолжает свою операцию, двигаясь в обратную сторону относительно направления работ, выполняемых на первом стенде, а закончив работу, вновь возвращается с помощью устройства 38 на первый стенд. Таким образом, организуется замкнутый цикл технологических операций по сборке рельсовых звеньев на деревянных шпалах, что позволяет обеспечить высокопроизводительный непрерывный процесс производства работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗВЕНОСБОРОЧНЫЙ КОМПЛЕКС | 2000 |
|
RU2167972C1 |
| МАШИНА ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСОВОГО ПУТИ | 1948 |
|
SU83971A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС СБОРКИ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2021 |
|
RU2761484C1 |
| ПЕРЕДВИЖНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ ПО ЭПЮРЕ И "ШНУРУ" | 2008 |
|
RU2376411C1 |
| Устройство для сборки звеньев железнодорожного пути | 1977 |
|
SU931891A1 |
| Устройство для раскладки шпал по эпюре при сборке звеньев железнодорожного пути | 2015 |
|
RU2612313C1 |
| ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2293813C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ПУТЕВОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2436886C1 |
| УСТРОЙСТВО для ПРИШИВКИ РЕЛЬСОВ к ШПАЛАМ ПРИ СБОРКЕ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1961 |
|
SU142329A1 |
Изобретение относится к области железнодорожного транспорта и может быть использовано при сборке рельсовых звеньев с деревянными шпалами на производственных базах путевых машинных станций или других предприятий по сборке рельсовых звеньев на деревянных шпалах с костыльным скреплением. Линия сборки рельсовых звеньев на деревянных шпалах включает параллельно расположенные прямой и обратный стенды для размещения на них материалов собираемых звеньев и их сборки, объемлющие пути для перемещения по ним экипажей, каждый из которых предназначен для производства одной из операций по сборке звеньев. Линия дополнительно включает в себя экипажи: по раскладке шпал в ряд из бурта; по установке шпал по эпюре, оси пути и постели на звеносборочном стенде; для сверления отверстий под костыли в шпалах на звеносборочном стенде; для запрессовки костылей в шпалы на звеносборочном стенде. Вдоль рельсов объемлющих путей проложены эпюрные рейки, снабженные упорами для взаимодействия с конечными выключателями каждого из экипажей. Привод перемещения каждого экипажа снабжен прибором изменения частоты вращения двигателя от команды первого по ходу конечного выключателя с целью точной остановки от команды второго конечного выключателя. Техническим результатом данного изобретения является обеспечение высокопроизводительной сборки рельсовых звеньев на деревянных шпалах путем использования стендового способа сборки. 4 з.п. ф-лы, 7 ил.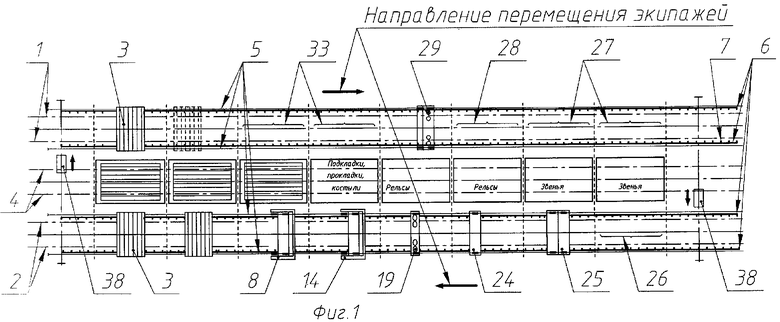
1. Линия сборки рельсовых звеньев на деревянных шпалах, содержащая параллельно расположенные прямой и обратный стенды для размещения на них материалов собираемых звеньев и их сборки, объемлющие пути для перемещения по ним передвижных устройств, каждое из которых состоит из приводного четырехколесного экипажа, снабженного оборудованием, предназначенным для производства одной из операций по сборке звеньев, отличающаяся тем, что в состав линии дополнительно входят: экипаж для раскладки шпал в ряд из бурта; экипаж для установка шпал по эпюре, оси пути и постели на звеносборочном стенде; экипаж для сверления отверстий под костыли в шпалах на звеносборочном стенде; экипаж для запрессовки костылей в шпалы на звеносборочном стенде, а вдоль рельсов объемлющих путей проложены эпюрные рейки, снабженные упорами для взаимодействия с конечными выключателями каждого экипажа, при этом привод перемещения экипажа снабжен прибором изменения частоты вращения двигателя от команды первого по ходу конечного выключателя с целью точной остановки от команды второго, кроме того, клиренс каждого экипажа превышает размеры шпалы по высоте и ширине.
2. Линия по п.1, отличающаяся тем, что экипаж для раскладки шпал в ряд из бурта содержит в передней части отбойную стенку и с каждой стороны, в районе стенки, смонтированы поворотные в горизонтальной и вертикальной плоскостях с помощью силовых цилиндров коромысла с игольчатой площадкой на переднем конце для захвата шпалы за торец.
3. Линия по п.1, отличающаяся тем, что экипаж для установки шпал по эпюре, оси пути и постели на звеносборочном стенде содержит смонтированные с каждой стороны передней части поворотные в горизонтальной и вертикальной плоскостях с помощью силовых цилиндров коромысла с приводной поворотной головкой на переднем конце.
4. Линия по п.1, отличающаяся тем, что экипаж для сверления отверстий под костыли в шпалах на звеносборочном стенде содержит вертикально-подвижные сверлильные головки, две пары приводных поворотных рычагов для центрирования шпалы, два приводных поворотных рычага, контактирующих с торцами шпалы, и два гидродомкрата для поднятия шпалы до упора.
5. Линия по п.1, отличающаяся тем, что экипаж для запрессовки костылей в шпалы на звеносборочном стенде содержит вертикально-подвижные от силовых цилиндров прессовочные пуансоны, два гидродомкрата для прижатия шпалы к рельсам собираемого звена.
| ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2293813C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2003 |
|
RU2268333C2 |
| Звеносборочная линия | 1979 |
|
SU887681A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2115782C1 |
| Поточная линия для сборки звеньев железнодорожного пути | 1984 |
|
SU1451080A1 |
| ЛОНЧАКОВ Э.Т., ПЕТРОПАВЛОВСКИЙ Б.П | |||
| Путевые машины для звеносборочных и звеноразборочных работ | |||
| - М.: Транспорт, 1984, с.94-101, рис.71. | |||

