Изобретение относится к области механических испытаний материалов и может быть предназначено для выявления неоднородности распределения механических свойств металла в сварном соединении.
Известен способ выявления неоднородности распределения механических свойств металла в сварном соединении, заключающийся в том, что в различные точки шлифа сварного соединения вдавливают индентор под заданной нагрузкой, измеряют геометрические параметры отпечатка, рассчитывают значения твердости, по которым судят о механических свойствах и их распределении по сварному соединению [Сварка в машиностроении. Справочник, т.3. М.: Машиностроение, 1979].
Однако этот способ трудоемок и не позволяет определить механические свойства в каждой точке линии, проходящей через все сварное соединение, так как необходимо выдерживать определенные зазоры между нанесенными отпечатками, в которых механические свойства металла могут существенно различаться, что снижает точность выявления неоднородности распределения механических свойств.
Наиболее близким к изобретению является способ определения механических характеристик материалов (см. патент РФ №2143106, Кл. G01 №3/42, опубл. 20.12.1999 г.), позволяющий выявлять неоднородность распределения механических свойств металла, заключающийся в том, что в испытуемый материал вдавливают индентор на заданную постоянную глубину отпечатка, затем при горизонтальном перемещении индентора непрерывно регистрируют значения усилия царапанья и длины царапины и после достижения максимального значения усилия царапанья и соответствующей ему длины царапины прекращают перемещение индентора.
Недостатками этого способа применительно к сварным соединениям являются ограничение длины царапины первым максимумом усилия царапанья, что не дает возможности определения механических свойств на всем протяжении сварного соединения за одно испытание, а также низкая производительность испытаний.
Технической задачей изобретения является повышение точности, производительности и расширение функциональных возможностей способа. Эта задача достигается тем, что в известном способе выявления неоднородности распределения механических свойств металла, заключающемся во вдавливании индентора в поверхность металла на заданную глубину отпечатка, горизонтальном перемещении индентора с непрерывной регистрацией диаграммы царапанья, вдавливание индентора производят четырехгранной пирамидой в поверхность шлифа сварного соединения, при этом его горизонтальное перемещение и регистрацию диаграммы продолжают до тех пор, пока царапина не пройдет через все сварное соединение, охватив основной металл, зону термического влияния, линию сплавления и металл шва по обе стороны относительно продольной оси шва.
Кроме того, на поверхности шлифа может быть дополнительно нанесено n царапин, где n - целое число и выбрано n≥1, под произвольными углами наклона относительно оси сварного шва, что позволяет выявить неоднородность механических свойств металла в зависимости от направления царапанья в этих (n+1) направлениях.
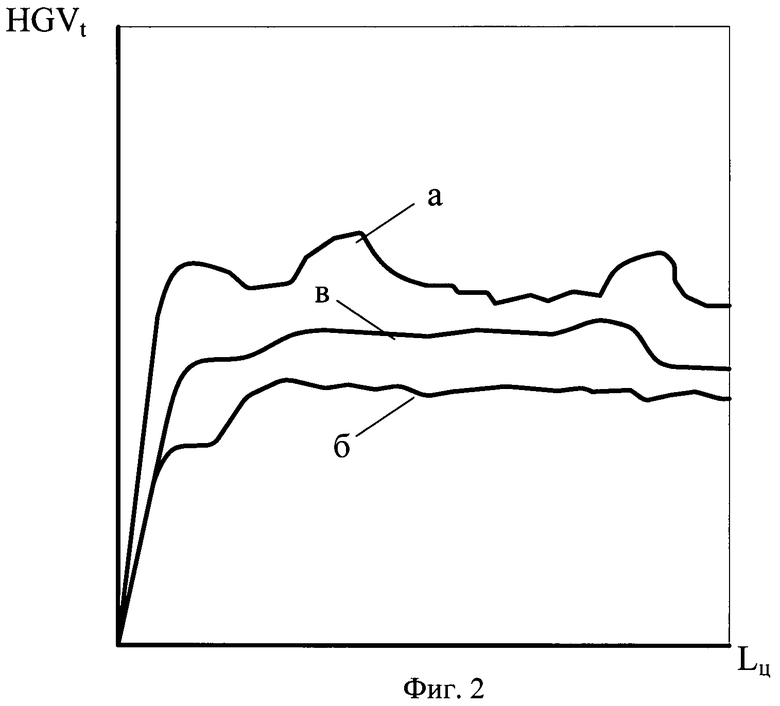
Сущность изобретения поясняется чертежами, где на фиг.1 представлена схема нанесения царапин в поперечном, продольном направлениях и под углом к оси шва, на фиг.2 представлены диаграммы царапанья в координатах «твердость при царапаньи - длина царапины» при испытаниях в поперечном, продольном направлениях и под углом к оси шва.
На схеме нанесения царапин показаны основной металл 1, зона термического влияния 2, линия сплавления 3, металл шва 4, продольная ось шва 5 и царапины 6, 7, 8, нанесенные на поверхность шлифа сварного соединения.
Способ выявления неоднородности распределения механических свойств металла реализуется следующим образом.
В поверхность шлифа сварного соединения в зоне основного металла на заданную глубину вдавливают индентор, имеющий форму четырехгранной пирамиды. Затем индентор перемещают горизонтально по поверхности шлифа, при этом на поверхности металла образуется царапина 6. Перемещение индентора продолжают до тех пор, пока царапина не пройдет через все сварное соединение, охватив основной металл 1, зону термического влияния 2, линию сплавления 3 и металл шва 4 по обе стороны относительно продольной оси шва 5. В процессе перемещения прибор производит непрерывную регистрацию усилия царапанья и длины царапины. Эти данные передаются на персональный компьютер, где по зарегистрированным значениям усилия царапанья рассчитываются значения твердости при царапаньи HGVt в каждой точке царапины:
HGVt=Pц/Fбок,
где HG - символ твердости при царапаньи, V - символ четырехгранной пирамиды Виккерса, индекс t - глубина внедрения пирамиды, Рц - усилие царапанья, Fбок - боковая контактная поверхность пирамиды.
По полученным значениям твердости при царапаньи персональный компьютер осуществляет построение диаграммы царапанья в координатах «твердость при царапаньи HGVt - длина царапины Lц» (а), которая иллюстрирует распределение механических свойств металла в каждой точке линии, вдоль которой проходила царапина, и позволяет определить координаты точек, в которых происходит резкое отклонение значений Рц и HGVt от их среднего уровня.
При дополнительном нанесении царапин на поверхности шлифа сварного соединения для каждой царапины также регистрируют диаграммы царапанья. Затем проводят сравнение полученных диаграмм, которое позволяет выявить неоднородность механических свойств металла в зависимости от направления царапанья.
Пример выполнения.
В поверхность шлифа сварного соединения производят вдавливание индентора на заданную глубину. Затем индентор начинают перемещать в поперечном направлении относительно продольной оси сварного шва 5. Его горизонтальное перемещение и регистрацию диаграммы продолжают до тех пор, пока царапина 6 не пройдет через все сварное соединение. В процессе испытания записывается диаграмма царапанья (а). По полученной диаграмме выявляется неоднородность распределения механических свойств металла в поперечном направлении.
При нанесении двух дополнительных царапин 7 и 8, то есть n=2, регистрируют две диаграммы царапанья (б) и (в). Сравнивая полученные диаграммы царапанья (а), (б) и (в), выявляют неоднородность механических свойств металла в зависимости от направления царапанья для трех направлений.
Использование способа позволяет достоверно оценить механические свойства металла непрерывно в каждой точке траектории царапины, охватывающей все зоны сварного соединении, а также выявить зависимость механических свойств металла от направления царапанья.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения средней твердости для неоднородных материалов | 2024 |
|
RU2836614C1 |
| Способ определения характеристики трещиностойкости материалов | 2016 |
|
RU2647551C1 |
| Способ определения сопротивления деформации металлических материалов при индентировании четырехгранной пирамидой | 2019 |
|
RU2731034C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛОВ | 1998 |
|
RU2143106C1 |
| СПОСОБ ОЦЕНКИ МИКРОМЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ЛОКАЛЬНЫХ ОБЛАСТЕЙ МЕТАЛЛОВ | 2013 |
|
RU2554306C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ ПОКРЫТИЯ НА ИЗДЕЛИИ | 2018 |
|
RU2698474C1 |
| Способ определения сопротивления деформации металлических материалов | 2018 |
|
RU2703808C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 1991 |
|
RU2032162C1 |
| Способ определения температуры стеклования | 2017 |
|
RU2665500C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТВЁРДОСТИ ПОКРЫТИЯ | 2002 |
|
RU2222801C1 |
Изобретение относится к области механических испытаний материалов и может быть предназначено для выявления неоднородности распределения механических свойств металла в сварном соединении. Сущность: в поверхность металла вдавливают индентор на заданную глубину отпечатка, затем горизонтально перемещают индентор с непрерывной регистрацией усилия царапанья и длины царапины. Вдавливание индентора производят четырехгранной пирамидой в поверхность шлифа сварного соединения, при этом его горизонтальное перемещение и регистрацию диаграммы царапанья продолжают до тех пор, пока царапина не пройдет через все сварное соединение, охватив основной металл, зону термического влияния, линию сплавления и металл шва по обе стороны относительно продольной оси шва. Технический результат: повышение точности, производительности и расширение функциональных возможностей способа. 1 з.п. ф-лы, 2 ил., 1 пр.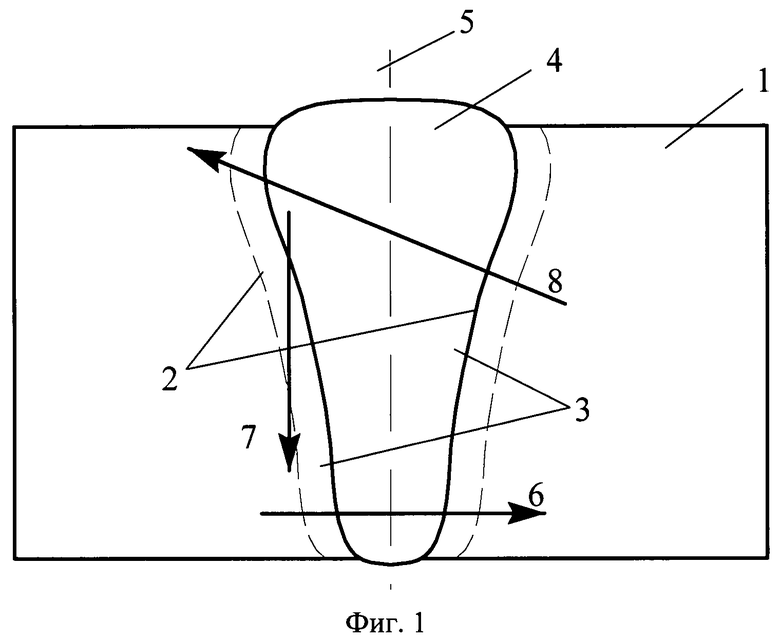
1. Способ выявления неоднородности распределения механических свойств металла, заключающийся в том, что в поверхность металла вдавливают индентор на заданную глубину отпечатка, затем горизонтально перемещают индентор с непрерывной регистрацией усилия царапанья и длины царапины, отличающийся тем, что вдавливание индентора производят четырехгранной пирамидой в поверхность шлифа сварного соединения, при этом его горизонтальное перемещение и регистрацию диаграммы царапанья продолжают до тех пор, пока царапина не пройдет через все сварное соединение, охватив основной металл, зону термического влияния, линию сплавления и металл шва по обе стороны относительно продольной оси шва.
2. Способ по п.1, отличающийся тем, что дополнительно наносят n царапин, где n - целое число и выбрано n≥1, под произвольными углами наклона относительно оси сварного шва и выявляют неоднородность механических свойств металла в зависимости от направления царапанья в этих (n+1) направлениях.
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛОВ | 1998 |
|
RU2143106C1 |
| Ударно-вращательный электроперфоратор | 1950 |
|
SU87018A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2277232C1 |
| KR 0100517857 В1, 30.09.2005. | |||

