Область техники
Изобретение относится к области машиностроения и может быть использовано для прогнозирования свойств металлов и сплавов. Более конкретно - для прогнозирования свойств сварных швов металлов и сплавов либо отдельных обработанных участков поверхностей металлов. Изобретение может быть использовано в машиностроении, авиастроении, ракетостроении, в ядерной технике и других отраслях промышленности.
Предшествующий уровень техники
При разработке сварных конструкций важная роль отводится таким свойствам сварного шва и соединения в целом, как равнопрочность. Шов может являться слабым местом конструкции, определяющим ее итоговую прочность. Испытание на растяжение сварных соединений не дает полной информации непосредственно о сварном шве, так как разрыв обычно происходит по околошовной зоне. Разрыв непосредственно по сварному шву при растяжении и информацию о его свойствах можно получить при наличии непровара в зоне шва или выполнении специального надреза. По результатам измерения микротвердости можно получить более детальную информацию о механических свойствах различных зон сварного соединения.
В ряде научно-технических источников и справочной литературе приводятся данные о взаимосвязи механических свойств материалов с величиной твердости по Бринеллю (НВ), получены уравнения зависимостей для различных материалов. Однако размеры локальных зон и зон сварного соединения при применении такого метода могут быть соизмеримы с размером отпечатка от индентора или быть меньше его, что приведет к усреднению и несоответствию получаемых данных фактическим свойствам в этих зонах.
Известен способ определения предела прочности материала (Патент РФ №2011182 от 15.04.1994, G01N 3/40, Славский Ю.И., Матлин М.М.), заключающийся в том, что в испытуемый материал внедряют сферический индентор, регистрируют диаметр остаточного отпечатка и пластическую твердость, оценивают напряжение в центре отпечатка и определяют предел прочности по предложенной формуле.
Недостатком предложенного способа является проведение дополнительных расчетов пластической твердости и напряжения внутри отпечатка, использование сферического индентора, что ограничивает применимость способа для испытаний твердых материалов и влечет за собой необходимость подбора материала индентора и его диаметра для проведения испытаний. Метод не может быть применен при малых нагрузках.
Известен способ определения упругих и пластических свойств керамических материалов при помощи сферических инденторов (патент США №5,490,416 от 13.02.1996, G01N 3/42, G01N 3/40, Thomas А.). Способ заключается в индентировании при помощи жесткого твердого сферического индентора с радиусом 2 мкм и твердостью, в 2,5 раза превышающей твердость испытываемого хрупкого материала, измерении диаметра отпечатка, глубины индентирования. При этом рассчитывают величины K2 и m2 и K1 и m1 (константы Мейера для хрупкого материала и сферического индентора, экспоненты деформационного упрочнения для хрупкого материала и индентора соответственно) по формулам зависимости от контактного радиуса хрупкого материала; постоянных деформации; отношения форм профилей; постоянной упругости хрупкого материала; постоянной упругости сферического индентора; величины среднего прикладываемого к материалу давления, контактной глубины, прикладываемой нагрузки, модуля упругости хрупкого материала и индентора; коэффициентов Пуассона для хрупкого материала и сферического индентора.
Недостатком данного способа являются жесткие требования к материалам и размерам сферического индентора, проведение измерений дополнительных величин кроме параметров отпечатка.
Описанные выше известные способы определения механических характеристик материалов при измерении твердости не предполагают совокупного использования малых нагрузок на индентор, применение в качестве индентора алмазной пирамиды Виккерса, определения комплекса характеристик зон и участков, отличающихся по свойствам от основного материала образцов или деталей.
В качестве прототипа для способа был выбран способ определения прочностных характеристик металлов и их сплавов (патент РФ №2080581 от 11.01.1993, G01N 3/48, авторы Кубарев А.Е., Аннабердиев Л.Х.), заключающийся в том, что внедряют индентор в испытуемый материал, измеряют глубину внедрения и определяют его прочностные характеристики, дополнительно измеряют максимальное значение скорости внедрения индентора, время достижения им максимальной глубины, определение ряда прочностных характеристик осуществляют по формулам в зависимости от измеренных параметров.
Размеры локальных зон и зон сварного соединения при применении такого метода могут быть соизмеримы с размером отпечатка от индентора или быть меньше его, что приведет к усреднению и несоответствию получаемых данных фактическим свойствам в этих зонах. Поэтому описанный способ не дает возможности определять прочностные свойства определенных малых по размеру и отличающихся по свойствам зон материала.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является разработка экспериментально-расчетного алгоритма определения комплекса механических свойств локальных зон неоднородного материала (в частности, сварного шва) по данным микромеханических испытаний в этих зонах.
Технический результат, достигаемый при решении этой задачи, заключается в расширении области применения микромеханических испытаний; проведении индентирования при малых нагрузках на индентор; оценке свойств конкретной зоны в слоистых, композиционных материалах, на поверхностях с локальной термообработкой, в различных фазах и отдельных зернах неоднородных материалов.
Технический результат достигается тем, что способ оценки микромеханических характеристик локальных областей материала включает подбор образцов с различными прочностными свойствами, измерение прочностных характеристик образцов из этого материала методом растяжения, внедрение индентора в те же образцы, измерение параметров отпечатка, сопоставление характеристик механических свойств материала по результатам испытаний образцов на растяжение с параметрами измерения микротвердости. Согласно изобретению, подбирают образцы одной марки стали, термообработанные на разных режимах, внедряют индентор в произвольную зону образца. Пошагово увеличивают нагрузку в заданном интервале, прилагают нагрузку последовательно в одну фиксированную точку поверхности произвольной зоны. По зависимости нагрузки от глубины внедрения индентора определяют коэффициенты a и n формулы Мейера P=a·hn, где P - нагрузка на индентор, h - глубина отпечатка. Получают уравнения зависимости механических характеристик от коэффициентов a и n, внедряют индентор в локальную зону таким же образом, как в произвольную зону. По зависимости нагрузки от глубины внедрения индентора определяют коэффициенты a1 и n1, подставляют их в полученные уравнения и рассчитывают свойства материала в локальной зоне образца.
Совокупность перечисленных существенных признаков позволяет определить свойства локальных зон неоднородного материала, в том числе сварных швов, зон термовлияния сварных соединений на основе экспериментально-расчетных зависимостей. Это расширяет области применения микромеханических испытаний.
Для универсальности измерений в эксперименте можно использовать в качестве индентора алмазную пирамиду Виккерса.
Можно внедрять индентор в локальные зоны сварного соединения, конкретно в верхнюю, нижнюю, центральную часть шва, околошовную зону.
Для упрощения расчетов применяют линейные зависимости предела прочности, твердости HV5, модуля упругости и относительного удлинения от коэффициентов a и n.
Краткое описание фигур
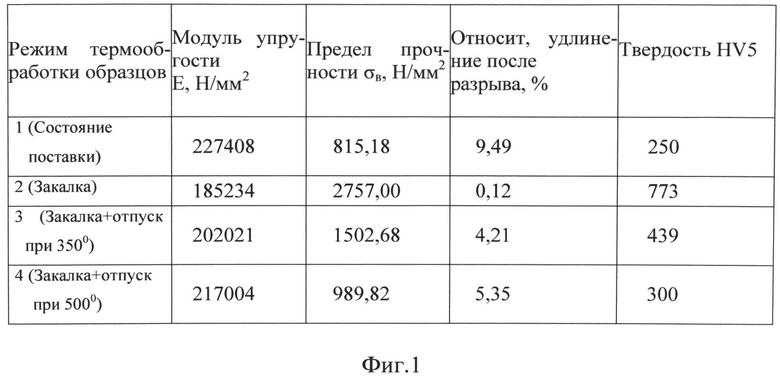
На фиг.1 показаны результаты испытания образцов на растяжение и измерение твердости HV5.
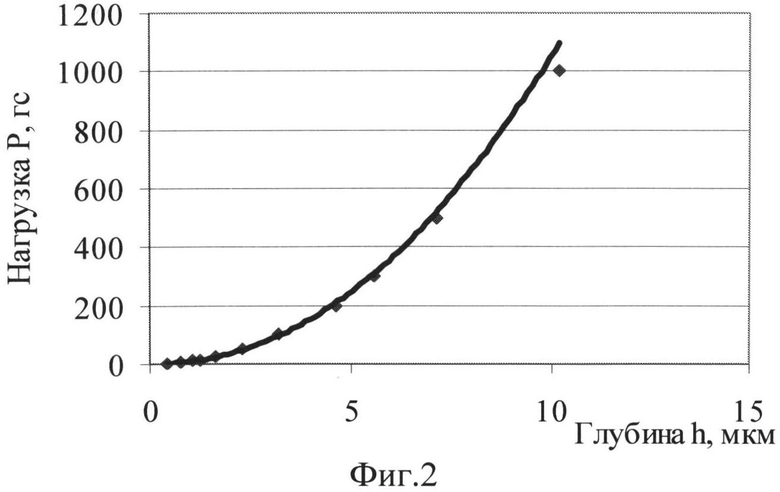
На фиг.2 показан типичный вид зависимости нагрузки на индентор от глубины отпечатка.
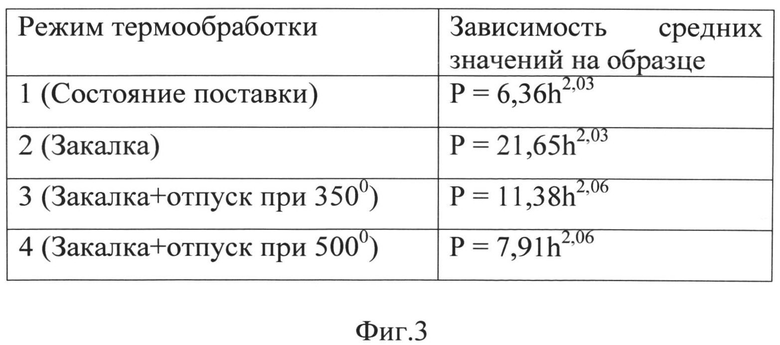
На фиг.3 представлены эмпирические уравнения зависимости нагрузки на индентор от глубины для каждого режима термообработки образцов.
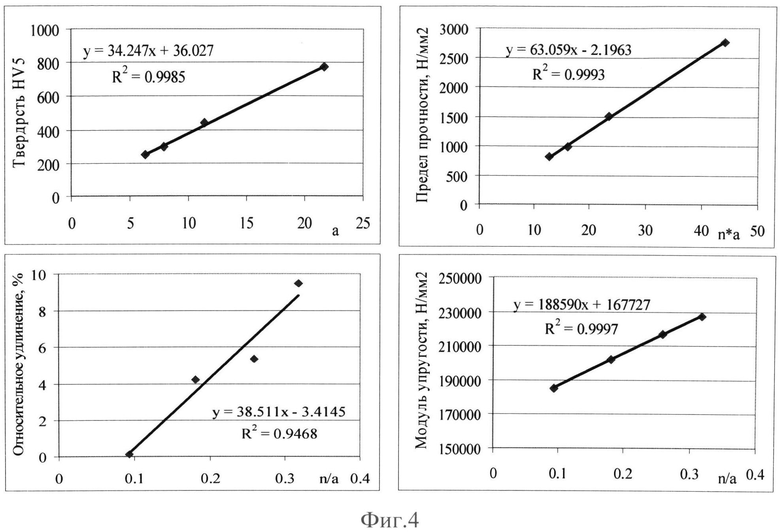
На фиг.4 графиками показана связь между результатами микромеханических испытаний (по величинам коэффициентов a и n) и механическими свойствами материала, определяемыми при растяжении.
На фиг.5 показан аргонодуговой сварной шов с указанием точек приложения нагрузки.
Варианты осуществления изобретения
В качестве объекта для разработки способа выбирают сталь У8 из-за возможности получения широкого интервала твердостей в результате ее термообработки. Часть образцов испытывают в исходном состоянии, остальные - после различных режимов термообработки, которые придают разные прочностные свойства образцам.
Для построения модельных зависимостей проводят растяжение образцов из стали У8 по ГОСТ 1497-84 тип III до полного их разрушения и получают величины предела прочности, модуля упругости и относительного удлинения. На них же измеряют твердость по Виккерсу при нагрузке 5 кгс. Результаты испытаний приведены на фиг.1.
На каждом образце, отличающимся уровнем прочности, достигнутым соответствующей термообработкой, производят внедрение алмазной пирамиды Виккерса в произвольную зону. Индентирование проводят с пошагово увеличивающейся нагрузкой в заданном интервале (например, от 1 до 1000 гс) и приложением нагрузки последовательно в одну фиксированную точку поверхности. Измеряют диагонали отпечатков и определяют глубину отпечатков. Измерения проводят на микротвердомере Leica VMHTAUTO с индентором Виккерса (алмазная четырехгранная пирамида).
Для всех точек измерения строят графики результатов индентирования, один из которых приведен на фиг.2. Из графика определяют вид зависимости «Нагрузка-глубина отпечатка» P=a·hn, где P - нагрузка на индентор, h - глубина отпечатка, и вычисляют коэффициенты a и n.
Эмпирические уравнения зависимости нагрузки на индентор от глубины для каждого режима термообработки приведены на фиг.3. Уравнения выводят по средним из трех измерений на образце.
Расчетным путем устанавливают связь между величинами коэффициентов a и n (на фиг.3) и механическими свойствами материала, определяемыми при растяжении (на фиг.1). Эти взаимосвязи представлены на графиках на фиг.4.
Для дальнейшего определения свойств материала по измерению микротвердости используют следующие линейные зависимости с максимальным значением достоверности аппроксимации R2:




где HV5 - твердость по Виккерсу при нагрузке 5 кгс;
σв - предел прочности;
δразр - относительное удлинение при разрушении;
E - модуль упругости при растяжении;
a и n - коэффициенты.
Для подтверждения достоверности установленных зависимостей 1, 2, 3, 4 по предложенному методу измеряют микротвердость контрольного образца с известными характеристиками и экспериментально определяют его механические характеристики. Отклонение расчетных и экспериментальных данных не превысило 5% (фиг.4). С учетом интервала разброса экспериментальных значений прочностных характеристик (и микротвердости) эти отклонения можно считать допустимыми для практических расчетов.
Для расчетно-экспериментальной оценки прочностных и пластических свойств локальных зон внедряют индентор в эту зону. В качестве локальной зоны может быть любая зона сварного соединения (верхняя, нижняя, центральная часть шва, околошовная зона), или отдельные слои в слоистых материалах, или области на поверхности с локальной термообработкой, или фазой и отдельным зерном неоднородных материалов.
В рассматриваемом варианте выполнения внедрение индентора проводят в нескольких равноудаленных точках 1 поперечного сечения сварного шва 2 на одном уровне по высоте шва 2, как это показано на фиг.5.
Индентор внедряют при тех же нагрузках и режимах, которые были описаны выше для произвольной зоны образца. По зависимости нагрузки от глубины внедрения индентора для локальной зоны определяют коэффициенты a1 и n1 таким же образом, как описано выше для произвольной зоны образца.
Подставляют коэффициенты a1 и n1 в полученные линейные зависимости для произвольной зоны и рассчитывают свойства материала в локальной зоне образца.
Достижение указанного технического результата возможно только при совокупном применении внедрения индентора в локальную зону образца, пошагового увеличения нагрузки в заданном интервале в фиксированной точке и установке корреляции с результатами растяжения образцов.
Отличительный признак - внедрение индентора с пошагово возрастающей нагрузкой от 1 до 1000 гс последовательно в одну фиксированную точку тестируемой поверхности. Это дает возможность установить зависимости «Нагрузка-глубина отпечатка» в зоне малых размеров (несколько микрон).
Данным способом реализована возможность экспериментально-расчетной оценки прочностных и пластических свойств локальных зон неоднородных материалов, в том числе сварных швов и зон термовлияния сварных соединений ответственных конструкций.
Промышленная применимость
Способ оценки микромеханических характеристик локальных областей металлов может найти применение в отраслях промышленности, где используются сварные соединения относительно малых размеров. Проведение индентирования при малых нагрузках на индентор позволяет оценить свойства конкретной зоны в слоистых, композиционных материалах, на поверхностях с локальной термообработкой, в различных фазах и отдельных зернах неоднородных материалов. Способ может найти применение в приборостроении, точном машиностроении, металлургии специальных материалов. Способ может быть осуществлен на известном на сегодняшний день оборудовании с применением существующих материалов, что подтверждает его промышленную применимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ДЕФОРМИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ОБЪЕКТОВ | 2019 |
|
RU2712776C1 |
| Способ комплексной оценки неоднородности материала | 2024 |
|
RU2818994C1 |
| Способ определения прочностных свойств низкоуглеродистых сталей | 2018 |
|
RU2685458C1 |
| Способ определения средней твердости для неоднородных материалов | 2024 |
|
RU2836614C1 |
| Способ определения твердости металлических материалов | 2021 |
|
RU2769646C1 |
| Способ определения сопротивления деформации металлических материалов | 2018 |
|
RU2703808C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ ПОКРЫТИЯ НА ИЗДЕЛИИ | 2018 |
|
RU2698474C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОДУЛЯ УПРУГОСТИ МАТЕРИАЛА ПОКРЫТИЯ НА ИЗДЕЛИИ | 2016 |
|
RU2618500C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОДУЛЯ УПРУГОСТИ МАТЕРИАЛА ПОКРЫТИЯ НА ИЗДЕЛИИ | 2018 |
|
RU2683597C1 |
| СПОСОБ ОЦЕНКИ МИКРОТВЕРДОСТИ | 2001 |
|
RU2231040C2 |
Изобретение относится к области машиностроения и может быть использовано для прогнозирования свойств металлов и сплавов. Сущность: подбирают образцы одной марки стали, термообработанные при разных режимах. Внедряют индентор в произвольную зону образца, пошагово увеличивают нагрузку в заданном интервале, прилагают нагрузку последовательно в одну фиксированную точку поверхности произвольной зоны, по зависимости нагрузки от глубины внедрения индентора определяют коэффициенты a и n формулы P=a·hn. Получают уравнения зависимости механических характеристик от коэффициентов a и n. Внедряют индентор в локальную зону образца таким же образом, как в произвольную зону, по зависимости нагрузки от глубины внедрения индентора определяют коэффициенты a1 и n1, подставляют их в полученные уравнения и рассчитывают свойства материала в локальной зоне образца. Технический результат: расширение области применения микромеханических испытаний; проведение индентирования при малых нагрузках на индентор; возможность оценки свойств конкретной зоны в слоистых, композиционных материалах, на поверхностях с локальной термообработкой, в различных фазах и отдельных зернах неоднородных материалов. 4 з.п. ф-лы, 5 ил.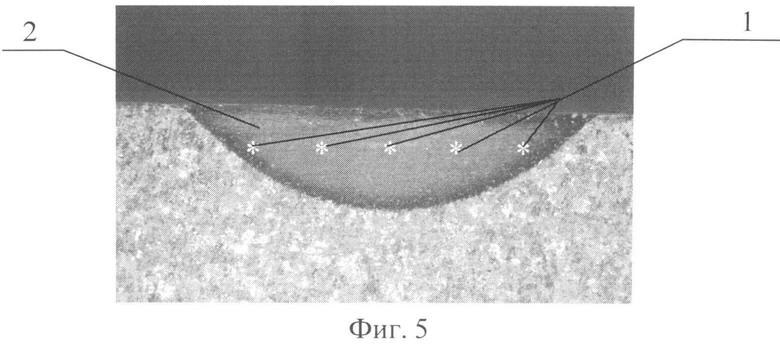
1. Способ оценки микромеханических характеристик локальных областей материала, включающий подбор образцов с различными прочностными свойствами, растяжение образцов, измерение их прочностных характеристик, внедрение индентора в образцы, измерение параметров отпечатка от индентора, сопоставление характеристик механических свойств материала по результатам испытаний образцов на растяжение с параметрами измерения микротвердости, отличающийся тем, что подбирают образцы одной марки стали, термообработанные при разных режимах, внедряют индентор в произвольную зону образца, пошагово увеличивают нагрузку в заданном интервале, прилагают нагрузку последовательно в одну фиксированную точку поверхности произвольной зоны, по зависимости нагрузки от глубины внедрения индентора определяют коэффициенты a и n формулы P=a·hn, получают уравнения зависимости механических характеристик от коэффициентов a и n, внедряют индентор в локальную зону образца таким же образом, как в произвольную зону, по зависимости нагрузки от глубины внедрения индентора определяют коэффициенты a1 и n1, подставляют их в полученные уравнения и рассчитывают свойства материала в локальной зоне образца.
2. Способ оценки по п.1, отличающийся тем, что внедряют индентор в виде алмазной пирамиды Виккерса.
3. Способ оценки по п.1, отличающийся тем, что внедряют индентор локальную зону сварного соединения образца.
4. Способ оценки по п.3, отличающийся тем, что внедряют индентор в верхнюю, нижнюю, центральную часть шва, околошовную зону.
5. Способ оценки по п.1, отличающийся тем, что применяют линейные зависимости предела прочности, твердости, модуля упругости и относительного удлинения от коэффициентов а и n.
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛИЧЕСКИХ ОБРАЗЦОВ | 2009 |
|
RU2406993C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛОВ И ИХ СПЛАВОВ | 1993 |
|
RU2080581C1 |
| US 5490416 A1 13.02.1996 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛОВ | 2010 |
|
RU2451282C1 |

