Изобретение относится к области производства строительных изделий, в частности к изготовлению одно- и многоцветной прямоугольной и фигурной тротуарной плитки с гладкой или рельефной лицевой стороной, толщиной от 25 до 100 мм, способом вибропрессования полусухих или вибропрессования, окрашенных песчано-цементных смесей и растворов.
Известен способ мозаичного многоцветного покрытия полов, в котором с помощью стеклянных или алюминиевых жилок (перегородок), уложенных по заданному рисунку и залитых цветными песчано-цементными растворами, получают многоцветный пол с рисунком. Жилки (перегородки) могут оставаться в полу или выниматься перед окончательной обработкой, после твердения растворов (В.И.Малин. «Справочник молодого облицовщика-плиточника и мозаичника». Издание четвертое, Москва, «Высшая школа», 1988., стр.167, § 68 Мозаичное многоцветное покрытие).
Недостатком цветного способа покрытия полов является его большая трудоемкость и стоимость.
Известен вибропресс а.с. №1756153 A1, М. кл. В28В 3/00, на котором вибропрессуют прямоугольные и фигурные тротуарные плитки с рельефным изображением на лицевой стороне, который оборудован матрицей, прессующей плитой (пуансоном), бункером для полусухой смеси, раздаточным ящиком, магазином для поддонов, подвижной платформой с зацепами для выдергивания поддонов из магазина и подачи их на вибростол.
Недостатком известной конструкции и всех остальных известных конструкций вибропрессов является то, что на них невозможно производить тротуарные плитки с многоцветным рисунком, разной толщины вибропрессовым способом в пластмассовых формах.
Целью настоящего изобретения является создание универсального вибропресса, на котором можно изготавливать двухслойную тротуарную плитку с рельефным изображением, цветным рисунком на лицевой стороне, различной конфигурации и разной толщины, тремя способами: вибропрессовым из окрашенных, полусухих песчано-цементных смесей на плоских или с рельефным изображением поддонах; вибролитьевым из окрашенных песчано-цементных растворов с применением пластмассовых форм; комбинированным из окрашенных, жестких песчано-цементных растворов лицевого слоя и полусухих песчано-цементных смесей для несущего слоя с применением пластмассовых форм.
Поставленная цель достигается тем, что на станине универсального вибропресса устанавливаются бункер с подвижным дном для полусухой смеси несущего слоя; раздаточный ящик; магазин для стопки поддонов; подвижная платформа с зацепами для выдергивания поддонов из магазина и подачи их на вибростол; подвижная рама, на которой установлен на резиновых амортизаторах вибростол с механическим, синхронным вибратором, подвешена на 2-х консольных направляющих, прикрепленных к станине вибропресса; а на каретке с пуансоном установлены два гидроцилиндра, к штокам которых прикреплена плита со сменным приспособлением для вибролитья и вибропрессования многоцветной тротуарной плитки.
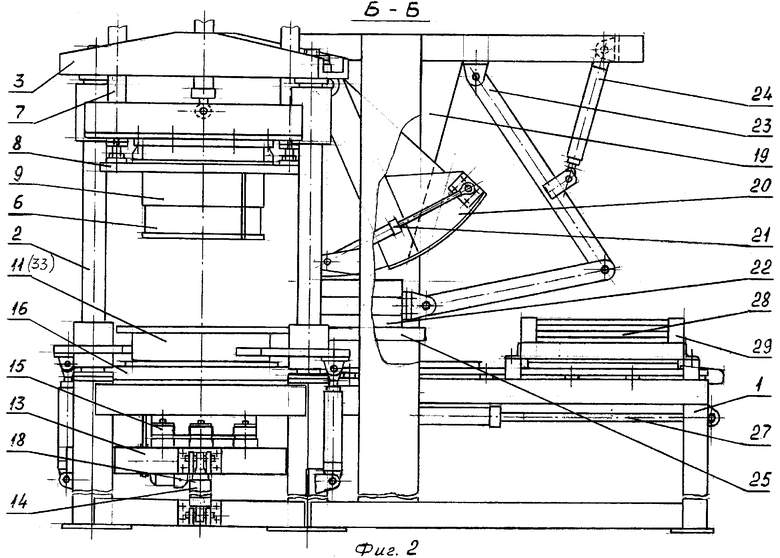
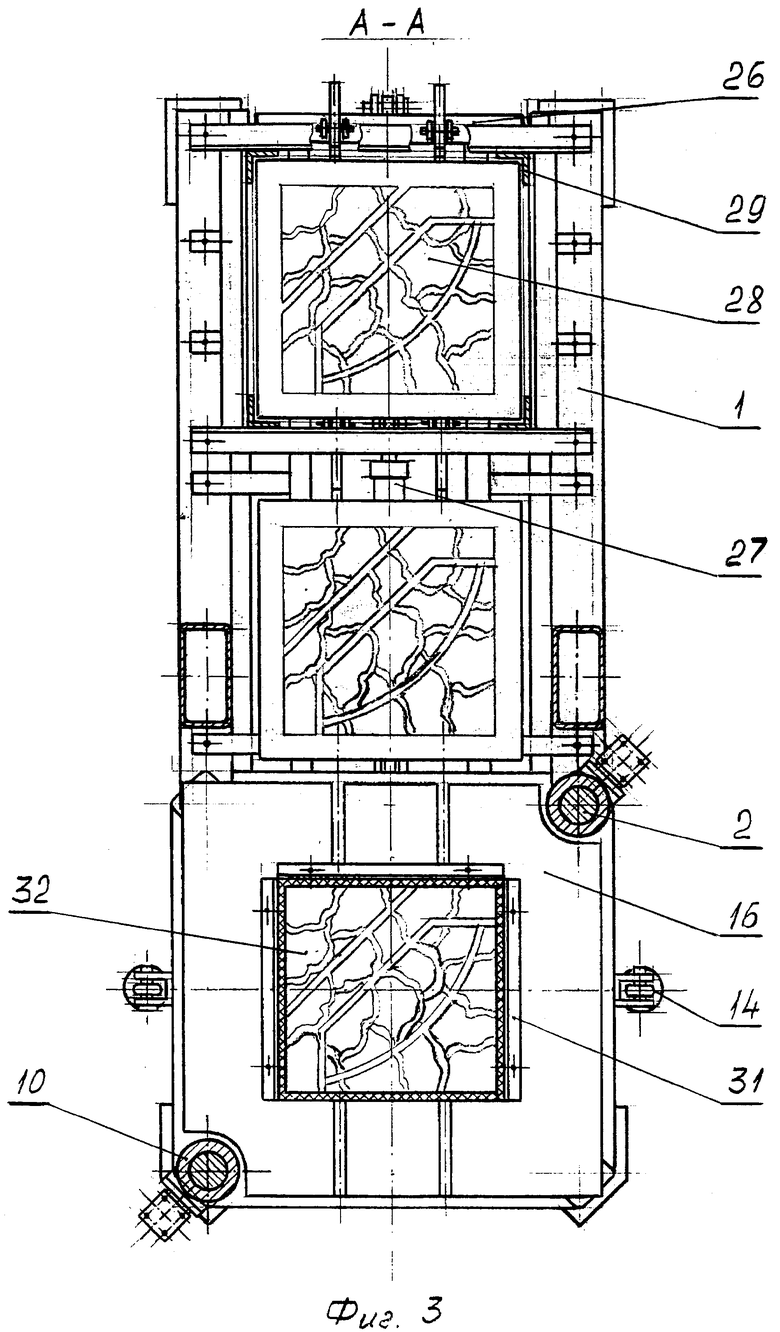
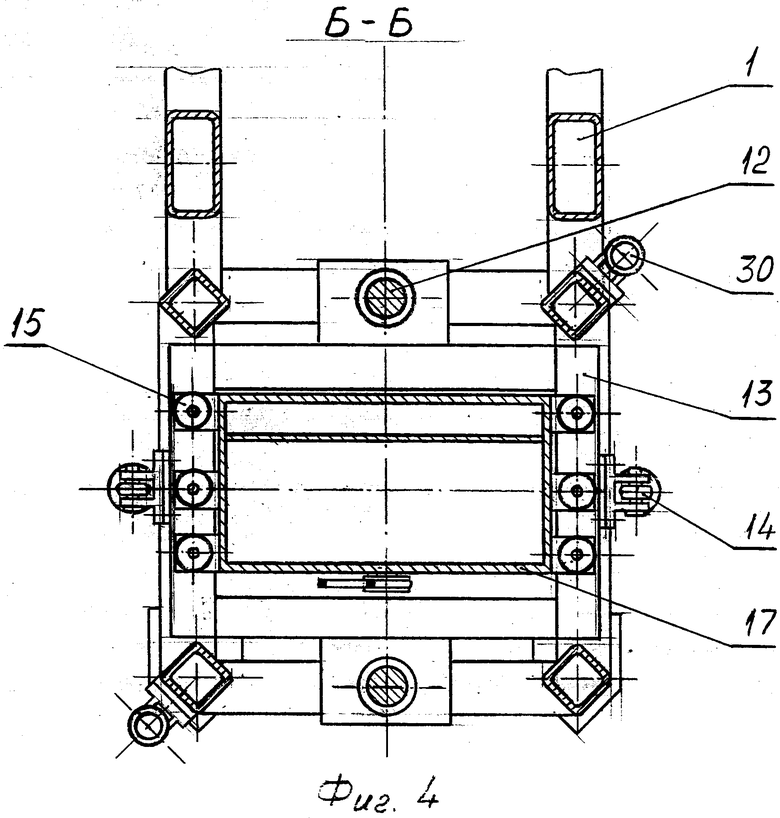
На фиг.1 изображен универсальный вибропресс вид спереди (фронтальная проекция); на фиг.2 изображен универсальный вибропресс вид сбоку; на фиг.3 изображен разрез А-А на фиг.1; на фиг.4 изображен разрез Б-Б на фиг.1.
Универсальный вибропресс состоит из станины 1, в передней части которой в противоположных углах установлены направляющие колонки 2, в верхней части пресса к направляющим колонкам 2 крепится траверса 3 с гидроцилиндром 4. На направляющих колонках 2 в верхней части расположена каретка 5, к которой крепятся пуансон 6, шток гидроцилиндра 4 и два гидроцилиндра 7, на штоках которых установлена плита 8 и сменное приспособление с перегородками 9 для вибролитья и вибропрессования многоцветной тротуарной плитки. В нижней части направляющих колонок 2 на ползунах 10 установлена матрица 11 (или прижимная плита 33). В нижней, передней части станины 1 на 2-х консольных направляющих 12 установлена подвижная рама 13, приводимая в возвратно-поступательное движение посредством 2-х гидроцилиндров 14. К подвижной раме 13 через резиновые амортизаторы 15 крепится вибростол 16 с механическим синхронным вибратором 17, электродвигателем 18 и клиноременной передачей.
В задней части станины 1, за направляющими колонками 2, установлен бункер 19 для полусухой смеси несущего слоя тротуарной плитки с подвижным дном 20 и двумя гидроцилиндрами 21.
Под бункером 19 размещен раздаточный ящик 22, подсоединенный к рычажной системе 23, с двумя гидроцилиндрами 24. Раздаточный ящик 22 совершает возвратно-поступательное движение по настилу 25.
Ниже под настилом 25 расположена подвижная платформа с зацепами 26, перемещающаяся по направляющим, прикрепленным к станине 1, под действием гидроцилиндра 27. Задние зацепы подвижной платформы предназначены для поштучного выдергивания плоских поддонов 28 из стопки магазина 29, а передние зацепы предназначены для выталкивания поддона на вибростол 16.
На универсальном вибропрессе можно изготавливать одно- и многоцветную тротуарную плитку тремя способами: вибропрессования, вибролитья и комбинированным.
Работа универсального вибропресса при изготовлении тротуарной плитки вибропрессовым способом.
В бункер 19 загружают полусухую смесь несущего слоя тротуарной плитки. Вспомогательный рабочий устанавливает стопку с гладкой или с рельефной поверхностью поддонов 28 в магазин 29. После этого оператор запускает пресс, подвижная платформа с зацепами 26 под действием гидроцилиндра 27 перемещается в сторону вибростола 16, при этом задние зацепы подвижной платформы 26 выдергивают из стопки магазина 29 очередной поддон, а передние зацепы выталкивают предыдущий поддон на вибростол 16 и после этого подвижная платформа 26 возвращается в исходное положение, выдавая команду на перемещение вверх вибростола 16 с поддоном 28. Два гидроцилиндра 14 по двум консольным направляющим 12 поднимают подвижную раму 13 с вибростолом 16 на установленную высоту (высота подъема зависит от толщины формуемой тротуарной плитки) и по достижении вибростолом этой высоты выдается команда на одновременное опускание матрицы 11 и плиты 8 со сменным приспособлением с перегородками 9.
В нижнем положении матрица 11 под действием 2-х гидроцилиндров 30 прижимает поддон 28 к вибростолу 16, а перегородки приспособления 9 входят в матрицу 11 и плотно прижимаются к поверхности поддона 28, причем верхняя плоскость матрицы располагается на уровне верхней плоскости настила 25.
После выполнения этих операций вибропресс останавливается.
Оператор вручную засыпает окрашенные полусухие смеси в разделенные перегородками приспособления 9 объемы матрицы согласно заданному рисунку. По окончании этой операции оператор вновь запускает вибропресс, при этом включается электродвигатель 18 механического синхронного вибратора 17, одновременно гидроцилиндр 4 опускает каретку 5 с пуансоном 6 в матрицу 11, происходит вибропрессование многоцветного лицевого слоя тротуарной плитки. Перед окончанием вибропрессования под действием гидроцилиндров 7 перегородки приспособления 9 плиты 8 выходят из матрицы 11, под действием гидроцилиндра 4 каретка 5 с пуансоном 6 и приспособлением с перегородками 9 поднимается в верхнее исходное положение. Подается команда на перемещение заполненного полусухой смесью несущего слоя тротуарной плитки раздаточного ящика 22 в сторону матрицы 11. Под действием гидроцилиндров 24 и рычажной системы 23 раздаточный ящик 22 перемещается к матрице 11, происходит пересыпание полусухой смеси в матрицу 11.
При перемещении раздаточного ящика 22 в сторону матрицы 11 одновременно срабатывают гидроцилиндры 21 подвижного дна 20 бункера 19 и перекрывают высыпание полусухой смеси. После заполнения матрицы 11 полусухой смесью раздаточный ящик 22 возвращается в свое исходное положение, при этом подвижное дно 20 под действием гидроцилиндров 21 перемещается, открывая выгрузочное окно бункера 19, полусухая смесь заполняет раздаточный ящик 22. Подается команда на перемещение каретки 5 с пуансоном 6 вниз в сторону матрицы 11, происходит окончательное вибропрессование тротуарной плитки, отключается электродвигатель 18 механического синхронного вибратора 17, а матрица 11 под действием 2-х гидроцилиндров 30 поднимается вверх, в исходное положение. По достижении матрицей 11 верхнего, исходного положения подается команда на подъем каретки 5 с пуансоном 6 в верхнее исходное положение и перемещение вибростола 16 в нижнее исходное положение. По достижении вибростолом 16 нижнего положение подается команда на срабатывание гидроцилиндра 27, который перемещает подвижную платформу с зацепами 26 в сторону вибростола 16, при этом задние зацепы выдергивают из магазина 29 очередной поддон, а передние зацепы выталкивают предыдущий поддон на вибростол. Предыдущим поддоном вибростол 16 освобождается от поддона с готовой тротуарной плиткой.
Далее процесс формования тротуарных плиток продолжается в описанной выше последовательности.
Работа универсального вибропресса при изготовлении тротуарной плитки вибролитьевым способом.
Подготовка универсального вибропресса к работе: автоматику вибропресса переключают в режим «вибролитье», с ползунов 10 снимают матрицу 11 и на ее место устанавливают прижимную плиту 33, к вибростолу 16 крепят центрующие уголки 31. Вибропресс готов к работе.
Прижимная плита 33, каретка 5 с пуансоном 6 и приспособление с перегородками 9 находятся в верхнем исходном положении. Вибростол 16 находится в нижнем исходном положении.
Оператор устанавливает на вибростол 46, между центрующими уголками 31, пустую, прямоугольную, пластмассовую форму 32 и запускает вибропресс, срабатывают два гидроцилиндра 30, которые опускают прижимную плиту 33 вниз, прижимая пластмассовую форму 32 к вибростолу 16. Одновременно гидроцилиндры 7 опускают вниз плиту 8 со сменным приспособлением с перегородками 9. Перегородки входят в пластмассовую форму 32 и плотно прижимаются к ее дну.
После выполнения этих операций вибропресс останавливается. В разделенные перегородками объемы пластмассовой формы 32 оператор вручную заливает окрашенные растворы лицевого слоя тротуарной плитки согласно принятому рисунку. После этого на определенное время нажимает кнопку «Пуск» включения электродвигателя 18 механического синхронного вибратора 17 вибростола 16. По окончании вибрации лицевого слоя оператор вручную заливает в пластмассовую форму несущий раствор тротуарной плитки и вновь запускает вибропресс. Автоматически включается электродвигатель 18 вибростола 16 и во время вибрации пластмассовой формы с лицевым и несущим слоями тротуарной плитки выдается команда гидроцилиндрам 7 на подъем плиты 8 со сменным приспособлением с перегородками 9 в верхнее исходное положение. При достижении верхнего положения отключается электродвигатель 18 вибростола 16, и гидроцилиндры 30 поднимают прижимную плиту 33 в верхнее исходное положение и выключают вибропресс. После этого оператор снимает пластмассовую форму 32 с вибростола 16 и устанавливает пустую. Далее процесс формования тротуарной плитки продолжается в выше описанной последовательности.
Работа универсального вибропресса при изготовлении тротуарной плитки комбинированным способом.
Подготовка универсального вибропресса к работе: автоматику вибропресса переключают в режим «Комбинированный»; с помощью кнопки «Установка» и гидроцилиндров 14 поднимают вибростол 16 на заданную высоту (заданная высота зависит от толщины тротуарной плитки); с ползунов 10 снимают матрицу 11 и на ее место устанавливают прижимную плиту 33, к вибростолу 16 крепят центрующие уголки 31; в бункер 19 загружают полусухую смесь несущего слоя тротуарной плитки.
Вибропресс готов к работе.
Прижимная плита 33, каретка 5 с пуансоном 6 и приспособление с перегородками 9 находятся в верхнем исходном положении.
Оператор устанавливает на вибростол 16, между центрующими уголками 31, пустую, прямоугольную, пластмассовую форму 32 и запускает вибропресс, срабатывают два гидроцилиндра 30, которые опускают прижимную плиту 33 вниз, прижимая пластмассовую форму 32 к вибростолу 16. Одновременно гидроцилиндры 7 опускают вниз плиту 8 со сменным приспособлением с перегородками 9. Перегородки входят в пластмассовую форму 32 и плотно прижимаются к ее дну.
После выполнения этих операций вибропресс останавливается. В разделенные перегородками объемы пластмассовой формы 32 оператор вручную заливает жесткие окрашенные растворы лицевого слоя тротуарной плитки согласно принятому рисунку и вновь запускает вибропресс. Включается электродвигатель 18 механического синхронного вибратора 17 вибростола 16 и в ходе вибрации лицевого слоя подается команда гидроцилиндрам 7 на подъем в исходное положение плиты 8 со сменным приспособлением с перегородками 9. При достижении плитой 8 исходного положения подается команда на перемещение заполненного полусухой смесью несущего слоя тротуарной плитки раздаточного ящика 22 в сторону прижимной плиты 33. Под действием гидроцилиндров 24 и рычажной системы 23 раздаточный ящик 22 перемещается к прижимной плите 33 и происходит пересыпание полусухой смеси в пластмассовую форму 32 при вибрации вибростола 16. При перемещении раздаточного ящика 22 в сторону прижимной плиты 33 одновременно срабатывают гидроцилиндры 21 подвижного дна 20 бункера 19 и перекрывают высыпание полусухой смеси. После заполнения пластмассовой формы полусухой смесью раздаточный ящик 22 возвращается в свое исходное положение, при этом подвижное дно 20 под действием гидроцилиндров 21 перемещается, открывая выгрузочное окно бункера 19, полусухая смесь заполняет раздаточный ящик 22. Подается команда на перемещение каретки 5 с пуансоном 6 вниз, в сторону прижимной плиты 33, происходит окончательное вибропрессование плитки. После этого отключается электродвигатель 18 механического синхронного вибратора 17, а прижимная плита 33 и каретка 5 с пуансоном 6 возвращаются в верхнее исходное положение. После выполнения этих операций вибропресс отключается.
Оператор снимает с вибростола 16 пластмассовую форму с готовым изделием и устанавливает пустую пластмассовую форму.
Далее процесс формования тротуарной плитки продолжается в описанной выше последовательности.
Изобретение относится к области производства строительных материалов посредством прессования. Универсальный вибропресс для вибролитья и вибропрессования одно- и многоцветной тротуарной плитки состоит из станины, бункера с подвижным дном, раздаточного ящика, магазина для поддонов, платформы с зацепами, вибростола с подвижной рамой и механическим синхронным вибратором, направляющих колонок, матрицы траверсы, каретки с пуансоном, приспособления с перегородками, плиты и гидропривода механизмов. При этом вибростол с механическим синхронным вибратором установлен на подвижной раме, подвешенной к станине на 2-х консольных направляющих, с возможностью возвратно-поступательного движения под действием 2-х гидроцилиндров. Приспособление с перегородками установлено на плите, прикрепленной к штокам 2-х гидроцилиндров, установленных на каретке с пуансоном. Технический результат заключается в увеличении производительности устройства. 4 ил.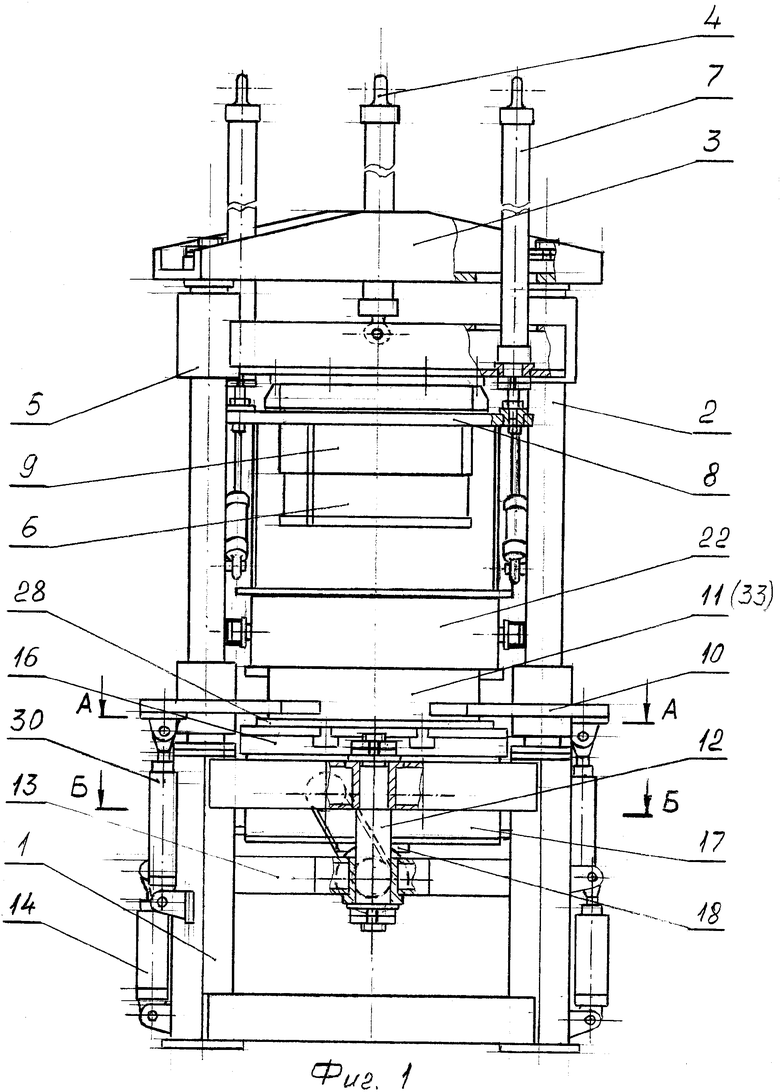
Универсальный вибропресс для вибролитья и вибропрессования одно- и многоцветной тротуарной плитки, состоящий из станины, бункера с подвижным дном, раздаточного ящика, магазина для поддонов, платформы с зацепами, вибростола с подвижной рамой и механическим синхронным вибратором, направляющих колонок, матрицы траверсы, каретки с пуансоном, приспособления с перегородками, плиты и гидропривода механизмов, отличающийся тем, что вибростол с механическим синхронным вибратором установлен на подвижной раме, подвешенной к станине на двух консольных направляющих, с возможностью возвратно-поступательного движения под действием двух гидроцилиндров, а приспособление с перегородками установлено на плите, прикрепленной к штокам двух гидроцилиндров, установленных на каретке с пуансоном.
| Установка для прессования строительных изделий | 1990 |
|
SU1756153A1 |
| Автомат для продажи газет | 1930 |
|
SU21549A1 |
| СПОСОБ ЦИКЛИЧЕСКОГО ВОЗДЕЙСТВИЯ ПАРОГАЗОВЫМ ТЕПЛОНОСИТЕЛЕМ НА ПРИЗАБОЙНУЮ ЗОНУ ПЛАСТА С ВЯЗКОЙ НЕФТЬЮ | 1999 |
|
RU2164289C2 |
| СПОСОБ ГАСПАКА ПРОВЕДЕНИЯ НЕПРЕРЫВНОГО ТЕПЛОМАССООБМЕННОГО ПРОЦЕССА | 1993 |
|
RU2050917C1 |

