Изобретение относится к строительной индустрии и может быть использовано при строительстве промышленных и гражданских сооружений.
Известно устройство для производства плит, предназначенных для защиты строительных конструкций от внешних воздействий, путем их прессования. Большая Советская энциклопедия. М.: Советская Энциклопедия, 1974, том 18, стр.608.
Недостатком указанного устройства являются высокие капитальные и эксплуатационные затраты.
Техническим результатом является снижение капитальных и эксплуатационных затрат за счет размещения производства промежуточных плиток на площадях гипсоцементного производства и использования его оборудования.
Устройство для производства промежуточных плиток представляет собой экструдер с плавно регулируемым электроприводом и матрицей для формования профилированного бруса, имеющего паз для крепления типа “ласточкин хвоста” и выступ для этих же целей; пластинчатый конвейер, на котором установлен струнный аппарат, выполненный с возможностью периодически сцепляться с пластинчатым конвейером, отрезать от профилированного бруса промежуточные плитки, расцепляться с ним, а затем вновь повторять этот цикл; аккумулирующие конвейеры, установленные с перепадом высот; поворотные течки, выполненные с возможностью плавной перегрузки промежуточных плиток с одного аккумулирующего конвейера на следующий, по ходу движения, аккумулирующий конвейер.
Сущность предлагаемого изобретения поясняется чертежами, где на:
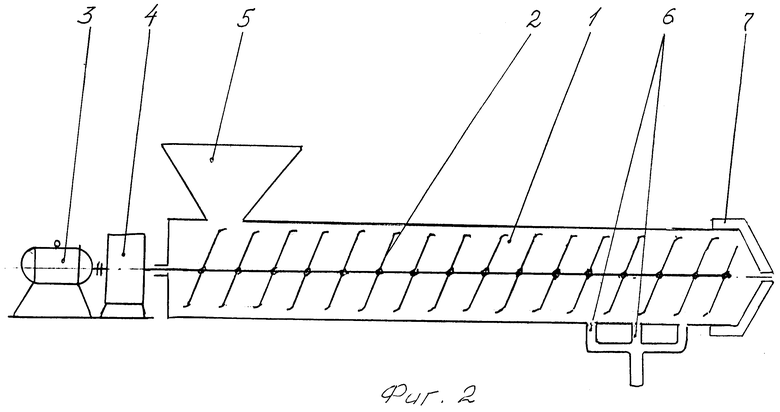
фиг.1 дан общий вид устройства;
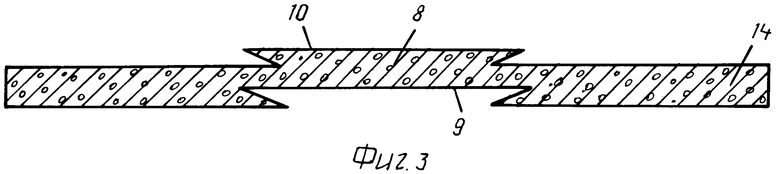
фиг.2 - общий вид экструдера;
фиг.3 -сечение профилированного бруса.
Устройство для производства промежуточных плиток имеет экструдер со шнеком 2 и плавно регулируемым электроприводом 3, связанным со шнеком 2 через редуктор 4. Экструдер 1 имеет загрузочное устройство 5 для загрузки сухой смеси. Для ее пластификации к экструдеру 1 присоединены трубы 6 подачи пара. На выходе экструдера 1 установлена матрица 7, имеющая щель для формования профиля бруса 8, который имеет паз 9 крепления типа “ласточкин хвоста” и выступ 10 для этих же целей. Экструдер 1 установлен над пластинчатым конвейером 11, на который выдается профилированный брус 8. На раме пластинчатого конвейера 11 установлен струнный аппарат 12, выполненный с возможностью сцепляться с копирами 13 пластинчатого конвейера 11, отрезать от профилированного бруса 8 промежуточные плитки 14, расцепляться с пластинчатым конвейером 11, а затем вновь сцепляться с ним посредством следующего копира 13 пластинчатого конвейера 11. Для плавной перегрузки промежуточных плиток 14 с пластинчатого конвейера 11, находящегося над аккумулирующим конвейером 15, служит поворотная течка 16; с конвейера 15 на конвейер 17 - поворотная течка 18; с конвейера 17 на конвейер 19 - поворотная течка 20; с конвейера 19 на конвейер 21 - поворотная течка 22; с конвейера 21 на конвейер 23 - поворотная течка 24; с конвейера 23 на конвейер 25 - поворотная течка 26; с конвейера 25 на конвейер 27 - поворотная течка 28; с конвейера 27 на конвейер 29 - поворотная течка 30; с конвейера 29 на конвейер 31 - поворотная течка 32; с конвейера 31 на конвейер 33 - поворотная течка 34; с конвейера 33 на конвейер 35 - поворотная течка 36; с конвейера 35 на конвейер 37 - поворотная течка 38; с конвейера 37 на конвейер 39 - поворотная течка 40; с конвейера 39 на конвейер 41 - поворотная течка 42.
Работа устройства осуществляется следующим образом.
Включается электропривод 3 экструдера 1. Изготовляется сухая смесь и загружается в загрузочное устройство 5 экструдера 1, куда по трубам 6 подается пар, в результате чего смесь пластифицируется. Вращающимся шнеком 2 экструдера 1 пластифицированная смесь выдавливается через щель матрицы 7 с образованием профилированного бруса 8, имеющего паз 9 для крепления типа “ласточкин хвоста” и выступ 10 для этих же целей. Электроприводом 3 плавно регулируется скорость перемещения профилированного бруса 8 с тем, чтобы она стала равной скорости движения пластинчатого конвейера 11. Профилированный брус 8 без растяжения или сжатия плавно ложится на пластинчатый конвейер 11 и перемещается им. Одним из копиров 13 пластинчатого конвейера 11 зацепляется струнный аппарат 12, который перемещаясь совместно с пластинчатым конвейером 11 отрезает от профилированного бруса 8 промежуточные плитки 14 заданной длины, а затем расцепляется, после чего зацепляется следующим копиром 13, в результате чего повторяются описанные операции в течение всей работы устройства. Промежуточные плитки 14 перемещаются пластинчатым конвейером 11 к поворотной течке 16, по которой они плавно перегружаются на конвейер 15, откуда перегружаются на поворотную течку 18, а затем на аккумулирующий конвейер 17 и так далее вплоть до полного заполнения всех аккумулирующих конвейеров 15, 17, 19, 21, 23, 25, 27, 29, 31, 33, 35, 37, 39, 41. Затем устройство отключается вплоть до окончательного затвердевания промежуточных плиток.
После этого включаются только перечисленные выше конвейеры, в результате чего все находящиеся на них опалубочные плитки выдаются на отгрузку.
Изобретение относится к области строительства, а именно к устройствам для производства промежуточных плиток. Изобретение позволит снизить эксплуатационные затраты. Устройство для производства промежуточных плиток содержит экструдер с плавно регулируемым электроприводом и матрицей для формования профилированного бруса, имеющего паз для крепления типа "ласточкинхвоста" и выступ, пластинчатый конвейер, на котором установлен струнный аппарат, выполненный с возможностью периодического сцепления и расцепления с пластинчатым конвейером для отрезания от профилированного бруса промежуточных плиток, аккумулирующие конвейеры, установленные с перепадом высот, поворотные течки, выполненные с возможностью плавной перегрузки промежуточных плиток с одного аккумулирующего конвейера на следующий по ходу движения. 3 ил.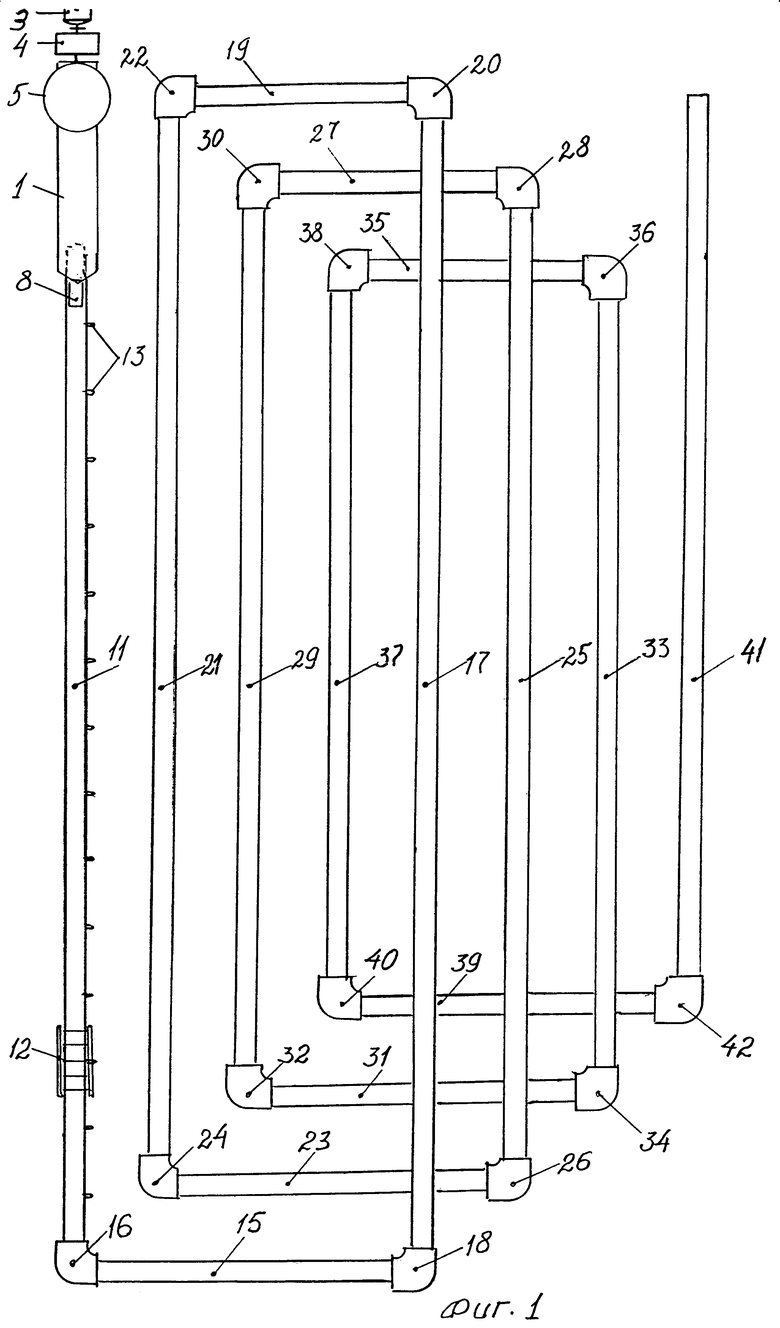
Устройство для производства промежуточных плиток, состоящее из прессового оборудования по изготовлению плит для защиты от внешних воздействий, отличающееся тем, что оно представляет собой экструдер с плавно регулируемым электроприводом и матрицей для формования профилированного бруса, имеющего паз для крепления типа "ласточкин хвост" и выступ для крепления типа "ласточкин хвост"; пластинчатый конвейер, на котором установлен струнный аппатат, выполненный с возможностью отрезать от профилированного бруса промежуточные плитки; аккумулирующие конвейеры, установленные с перепадом высот; поворотные течки, выполненные с возможностью плавной перегрузки промежуточных плиток с одного аккумулирующего конвейера на следующий, по ходу движения, аккумулирующий конвейер.
| ЭКСТРУДИРУЕМОЕ ПРОМЫШЛЕННОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1995 |
|
RU2157757C2 |
| Установка для производства керамических плиток | 1980 |
|
SU897528A1 |
| Установка для формования и резки глиняного бруса на изделия | 1986 |
|
SU1447667A1 |
| JP 2004330590 A, 25.11.2004 | |||
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |

