Изобретение относится к строительной индустрии и может быть использовано при строительстве промышленных и гражданских сооружений.
Известен способ производства методом прессования плит, предназначенных для строительства и защиты конструкций от внешних воздействий, "БСЭ" "Советская энциклопедия", М., 1974, том 8, стр.608. Недостатком указанного способа являются высокие капитальные и эксплуатационные затраты.
Техническим результатом является снижение капитальных и эксплуатационных затрат за счет размещения производства плиток покрытия на площадях бумажного производства и использования его оборудования.
Достигается это тем, что влажную смесь из бумажной массы с добавлением клея и гипса загружают в экструдер, продавливают смесь через матрицу экструдера с образованием на выходе профилированного бруса, имеющего выступ для крепления типа "ласточкин хвост" и уплотнительные кромки, выдают профилированный брус на пластинчатый конвейер, регулируют скорость движения профилированного бруса, с тем, чтобы она была равна скорости пластинчатого конвейера, периодически отрезают от профилированного бруса плитки покрытия, перемещают последние аккумулирующими конвейерами вплоть до их полного заполнения, после чего выключают устройство до окончательного высушивания плиток покрытия.
Устройство, реализующее предлагаемый способ, представляет собой экструдер с плавно регулируемым электроприводом и матрицей для формования профилированного бруса, имеющего выступ для крепления типа "ласточкин хвост" и уплотнительные кромки; пластинчатый конвейер, на котором установлен струнный аппарат, выполненный с возможностью периодически сцепляться с пластинчатым конвейером, отрезать от профилированного бруса плитки покрытия, отцепляться от него, а затем вновь повторять этот цикл; аккумулирующие конвейеры, установленные с перепадом высот; поворотные течки, выполненные с возможностью плавной перегрузки плиток покрытия с одного аккумулирующего конвейера на следующий, по ходу движения, аккумулирующий конвейер.
Сущность предлагаемого изобретения поясняется чертежами, где на:
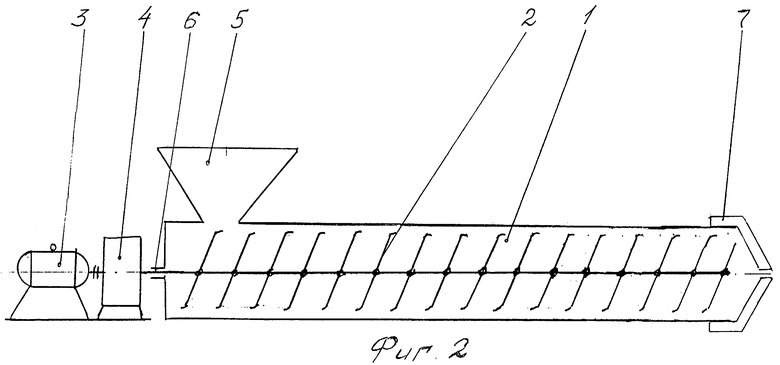
- фиг.1 дан общий вид устройства;
- фиг.2 - общий вид экструдера;
- фиг.3 - сечение профилированного бруса.
Предложенный способ состоит в том, что изготовляют следующие узлы:
- экструдер с плавно регулируемой скоростью выдачи профилированного бруса и матрицей, обеспечивающей формование на профилированном брусе выступа для крепления типа "ласточкин хвост" и уплотнительной кромки;
- пластинчатый конвейер с установленным на нем струнным аппаратом для разрезания профилированного бруса на плитки покрытия;
- аккумулирующие конвейеры, установленные с перепадом высот;
- поворотные течки для плавной перегрузки плиток покрытия с одного аккумулирующего конвейера на следующий, по ходу движения, конвейер.
Готовят влажную смесь из бумажной массы с добавлением клея и гипса. Загружают смесь в экструдер. Продавливают ее через матрицу экструдера с образованием на выходе профилированного бруса, имеющего выступ для крепления типа "ласточкин хвост" и уплотнительные кромки. Выдают профилированный брус на пластинчатый конвейер. Регулируют скорость движения профилированного бруса, с тем, чтобы она была равна скорости пластинчатого конвейера. Периодически разрезают профилированный брус на плитки покрытия. Перемещают последние аккумулирующими конвейерами вплоть до их полного заполнения, после чего выключают устройство для окончательного высушивания плиток покрытия. По окончании процесса высыхания плиток покрытия включают только аккумулирующие конвейеры, в результате чего выдают на отгрузку все готовые плитки покрытия, находящиеся на них.
Устройство, реализующее предлагаемый способ, имеет экструдер 1 со шнеком 2 и плавно регулируемым электроприводом 3, связанным со шнеком 2 через редуктор 4. Шнек 2 вращается в упорном подшипнике 5. Экструдер 1 имеет загрузочное устройство 6 для загрузки смеси. На выходе экструдера 1 установлена матрица 7, имеющая щель для формования профилированного бруса 8, который имеет выступ 9 крепления типа "ласточкин хвост" и уплотнительные кромки 10. Экструдер 1 установлен над пластинчатым конвейером 11, на который выдается профилированный брус 8. На раме пластинчатого конвейера 11 установлен струнный аппарат 12, выполненный с возможностью сцепляться с копирами 13 пластинчатого конвейера 11, отрезать от профилированного бруса 8 плитки покрытия 14, отцепляться от пластинчатого конвейера 11, а затем вновь сцепляться с копиром 13 конвейера 11. Для плавной перегрузки опалубочных плиток 14 с пластинчатого конвейера 11, находящегося над аккумулирующим конвейером 15, служит поворотная течка 16; с конвейера 15 на конвейер 17 - поворотная течка 18; с конвейера 17 на конвейер 19 - поворотная течка 20; с конвейера 19 на конвейер 21 - поворотная течка 22; с конвейера 21 на конвейер 23 - поворотная течка 24; с конвейера 23 на конвейер 25 - поворотная течка 26; с конвейера 25 на конвейер 27 - поворотная течка 28; с конвейера 27 на конвейер 29 - поворотная течка 30; с конвейера 29 на конвейер 31 - поворотная течка 32; с конвейера 31 на конвейер 33 - поворотная течка 34; с конвейера 33 на конвейер 35 - поворотная течка 36; с конвейера 35 на конвейер 37 - поворотная течка 38; с конвейера 37 на конвейер 39 - поворотная течка 40; с конвейера 39 на конвейер 41 - поворотная течка 42.
Работа устройства осуществляется следующим образом.
Включается электропривод 3 экструдера 1. Изготовляется смесь и загружается в загрузочное устройство 5 экструдера 1. Вращающимся шнеком 2 экструдера 1 пластифицированная смесь выдавливается через щель матрицы 7 с образованием профилированного бруса 8, имеющего выступ 9 для крепления типа "ласточкин хвост" и уплотнители кромок 10. Электроприводом 3 плавно регулируется скорость перемещения профилированного бруса 8, с тем, чтобы она стала равной скорости движения пластинчатого конвейера 11. Профилированный брус 8 без растяжения или сжатия плавно ложится на пластинчатый конвейер 11 и перемещается им. Одним из копиров 13 пластинчатого конвейера 11 зацепляется струнный аппарат 12, который, перемещаясь совместно с пластинчатым конвейером 11, отрезает от профилированного бруса 8 плитки покрытия; 14 заданной длины, а затем отцепляется, после чего зацепляется следующим копиром 13, в результате чего повторяются описанные операции в течение всей работы устройства. Плитки покрытия 14 перемещаются пластинчатым конвейером 11 к поворотной течке 16, по которой они плавно перегружаются на конвейер 15, откуда перегружаются на поворотную течку 18, а затем на аккумулирующий конвейер 17 и так далее вплоть до полного заполнения всех аккумулирующих конвейеров 15, 17, 19, 21, 23, 25, 27, 29, 31, 33, 35, 37, 41. Затем устройство отключается вплоть до окончательного высыхания плиток покрытия.
После этого включаются только перечисленные выше конвейеры, в результате чего все находящиеся на нем плитки покрытия выдаются на отгрузку.

Изобретение относится к области строительства, а именно к способам и устройствам производства плиток покрытия. Изобретение позволит снизить эксплуатационные затраты. Способ производства плиток покрытия включает загрузку влажной смеси бумажной массы с добавлением клея и гипса в экструдер, продавливание смеси через матрицу экструдера с образованием на выходе профилированного бруса, имеющего выступ для крепления типа "ласточкин хвост" и уплотнительные кромки, выдачу профилированного бруса на пластинчатый конвейер, регулирование скорости движения профилированного бруса так, чтобы она была равна скорости пластинчатого конвейера, отрезание от профилированного бруса плитки покрытия, перемещение плиток аккумулирующими конвейерами до их полного заполнения. Затем выключают устройство до окончательного высушивания плиток покрытия. 2 н.п. ф-лы, 3 ил.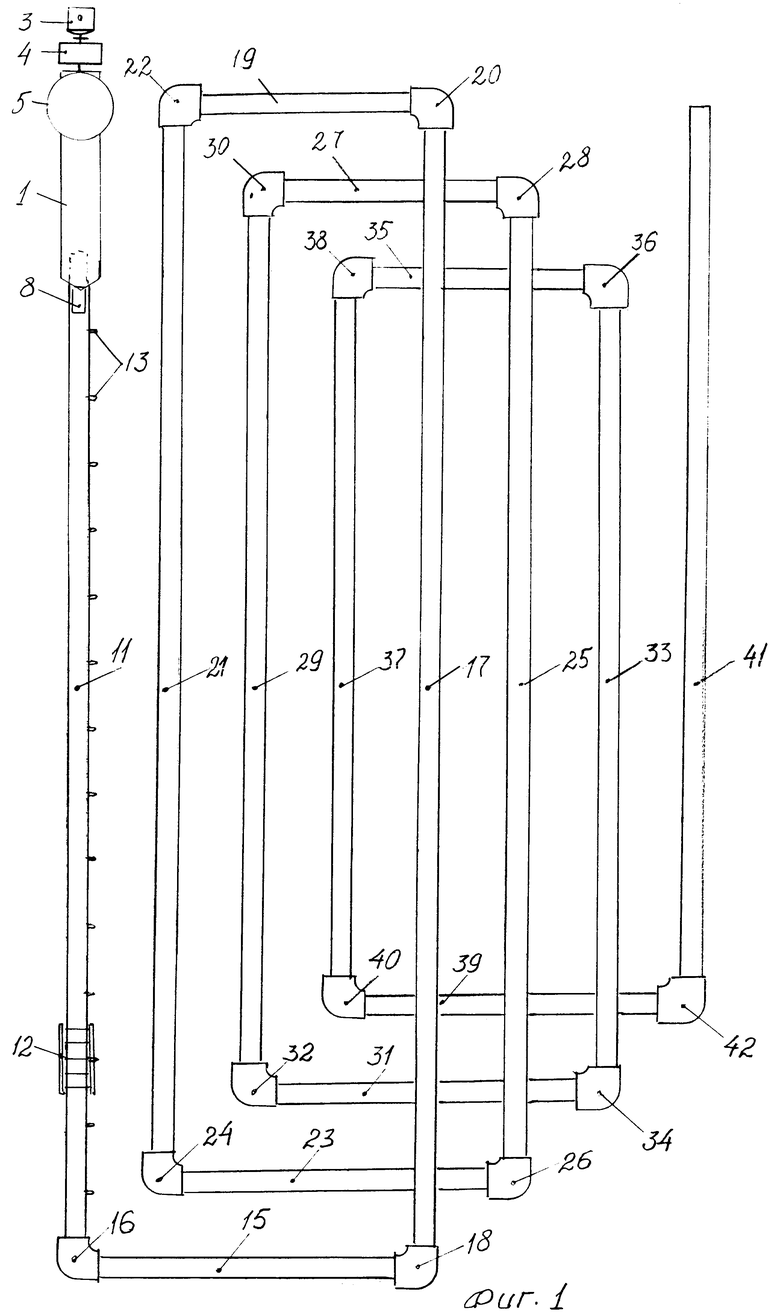
1. Способ производства плиток покрытия, состоящий в том, что из пластифицированной сухой смеси прессуют плиты для защиты от различных внешних воздействий на внутренние и наружные стены сооружений, отличающийся тем, что влажную смесь из бумажной массы с добавлением клея и гипса загружают в экструдер, продавливают смесь через матрицу экструдера с образованием на выходе профилированного бруса, имеющего выступ для крепления типа "ласточкин хвост" и уплотнительные кромки, выдают профилированный брус на пластинчатый конвейер, регулируют скорость движения профилированного бруса с тем, чтобы она была равна скорости пластинчатого конвейера, периодически отрезают от профилированного бруса плитки покрытия, перемещают последние аккумулирующими конвейерами вплоть до их полного заполнения, после чего выключают устройство до окончательного высушивания плиток покрытия.
2. Устройство, реализующее способ по п.1, содержащее средства для прессования, отличающееся тем, что оно представляет собой экструдер с плавно регулируемым электроприводом и матрицей для формования профилированного бруса, имеющего выступ для крепления типа "ласточкин хвост" и уплотнительные кромки; пластинчатый конвейер, на котором установлен струнный аппарат, выполненный с возможностью периодически сцепляться с пластинчатым конвейером, отрезать от профилированного бруса плитки покрытия, отцепляться от него, а затем вновь повторять этот цикл; аккумулирующие конвейеры, установленные с перепадом высот; поворотные течки, выполненные с возможностью плавной перегрузки плиток покрытия с одного аккумулирующего конвейера на следующий, по ходу движения, аккумулирующий конвейер.
| Справочник по производству гипса и гипсовых изделий | |||
| /Под ред | |||
| К.А | |||
| Зубарева | |||
| - М.: Гос | |||
| изд | |||
| лит-ры по строительству, архитектуре и строительным материалам, 1963, с.89 | |||
| Экструзионный пресс | 1980 |
|
SU887180A1 |
| Установка для производства керамических плиток | 1980 |
|
SU897528A1 |
| Установка для формования и резки глиняного бруса на изделия | 1986 |
|
SU1447667A1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| JP 2004330590 A, 25.11.2004 | |||
| Способ изготовления асбестоцементных изделий и установка для его осуществления | 1988 |
|
SU1680506A1 |

