(S) УСТАЙОВКА ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ПЛИТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Линия наклейки ковров из керамических плиток | 1985 |
|
SU1296422A1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Линия для производства керамической плитки | 1982 |
|
SU1057294A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| Установка для производства керамических плиток | 1986 |
|
SU1321589A1 |
| Устройство для передачи плоских изделий с одного конвейера на другой | 1980 |
|
SU905176A1 |
| Автомат для садки кирпича на печные вагонетки | 1983 |
|
SU1104023A1 |
1
Изобретение относится к производству строительных материалов, а именно к установкам для непрерывного производства керамических плиток.
Известна установка, содержащая пресс, сушилку, печь утельного обжига, газуровочную установку и печь политого обжига 1 .
Наиболее близким к изобретению по технической сущности является устройство производства керамических плиток, содержащее приемный и передающий транспортеры, транспортер подачи плиток в сушилку, сушилку и печь обжига с роликовыми конвейерами.
Во всех существующих линиях плитка от пресса передается транспортерами, группируется и переходит в сушилку, а затем в печь обжига; так как процесс производства плиток непрерывный и круглосуточный, то при замене прессфермы, чистке ее или профилак- . тике и ремонте пресса включается резервный пресс, и питание линии плиткой осуществляется от резервного пресса 2.
Однако переход с работы одного пресса на другой сопровождается значительными трудностями - пресс-порошок в бункере резервного пресса за время работы основного пресса теряет свои прессующие свойства, и период наладки резервного пресса сопровождается простоями всей линии. Кро10ме того, прессовщик должен работать в ночную смену.
Цель изобретения - повышение производительности труда за счет исключения простоев в работе линии.
15
Цель достигается тем, что установка для производства керамических плиток, содержащая приемный и передающий транспортеры, транспортер подачи плиток в сушилку, сушилку и
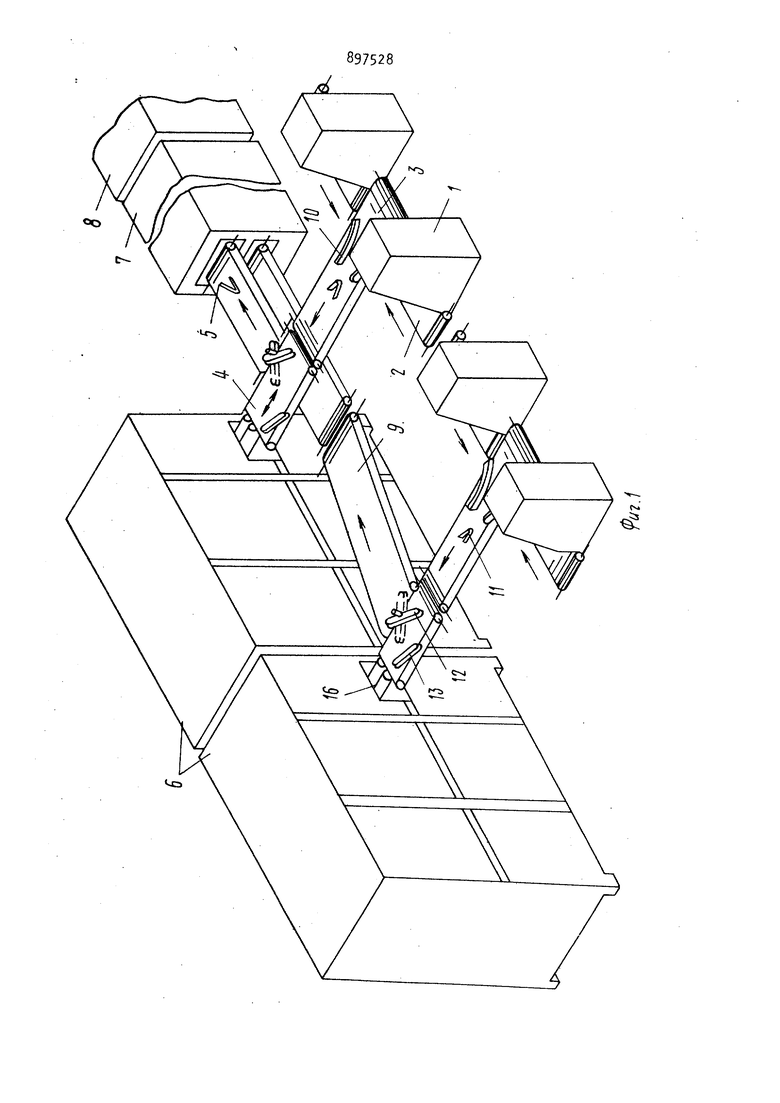
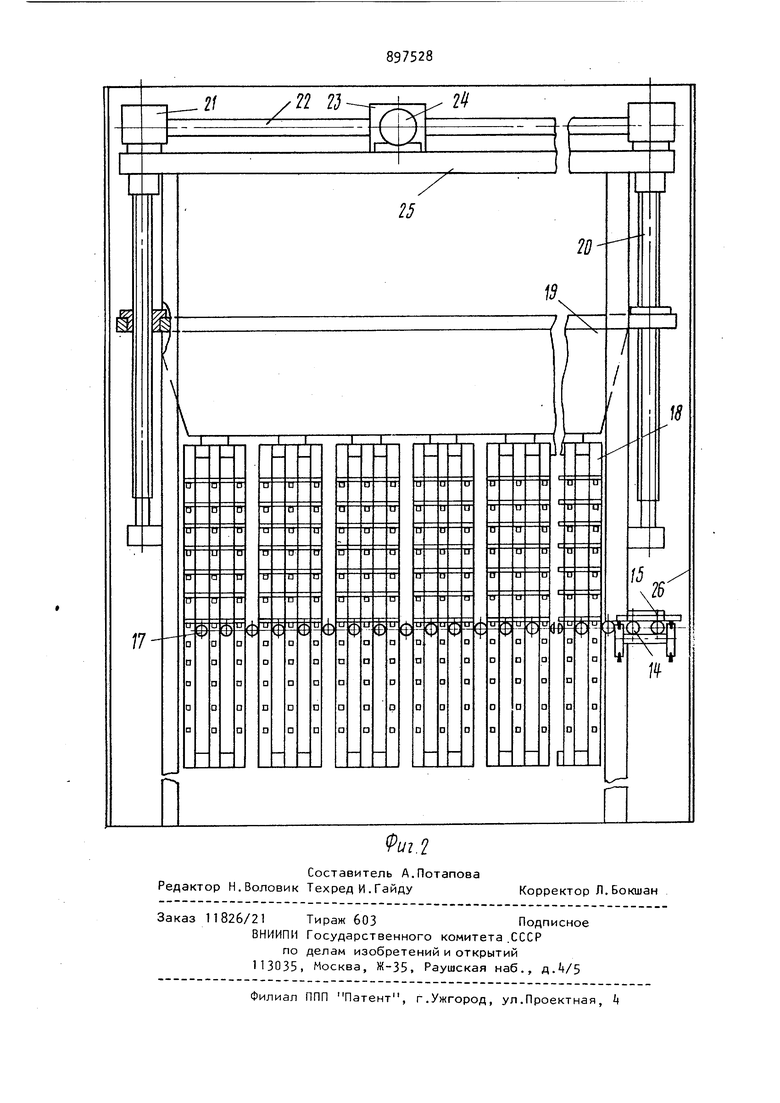
20 печь обжига с роликовыми конвейерами, снабжена, по крайней мере, одним реверсивным транспортером с устройством для изменения направления плит3 / ки и одним накопителем, состоящим из смонтированных в корпусе механизма перекладки плиток и механизма набора плиток, при этом механизм перекладки плиток выполнен в виде приводного рольганга, установленного по ширине накопителя и, связанного с ним подъемно-опускного транспортера с упором а механизм набора плиток выполнен в виде кассет, закрепленных на траверсе с приводом вертикального перемещения, при этом реверсивный транспортер расположен между передающим и промежуточным транспортерами, а накопитель - примыкающим к нему. На фиг, изображена установка для производства керамических плиток; н фиг.2 - накопитель, продольный разрез. Установка содержит пресса 1 , за которыми последовательно расположены приемный транспортер 2, передающий транспортер 3, реверсивный тран портер , транспортер для подачи плиток в сушилку 5, накопитель 6, .,сушилка 7, печь обжига 8, Даухярусную сушилку 7 обслуживают два накопителя 6, Так как накопители 6 имеют одинаковую конструкцию и присоединительнь(е размеры, то для того, чтобы вывести на разные уровни тран спортеры для подачи плиток в сушилку 5, необходим промежуточный транс портер 9, На передающем транспортере 3 уст новлены направляющие 10 и стрелки 1 На реверсивном транспортере установлено устройство для изменения направления плитки 12 и направляющие 13. Накопитель 6 состоит из механизма перекладки плиток Tt, в который вхо дят упор 15 подъемно-опускной ременный транспортер 16 и горизонталь ный рольганг 17| и механизма набора плиток, состоящего из кассет 18, закрепленных на траверсе 19, которая перемещается при помощи винтов 20, соединенных через коробки 21 и валы 22 с редуктором 23 и электродвигате лем 2k. Все механизмы накопителя 6 крепятся к его раме 25 и размещены в корпусе 26, Установка работает в двух режимах; накапливания и выгрузки. В режиме накапливания плитки от прессов 1 попадают на приемный транспортер 2, направление движения которого на фиг,1 показано стрелками; работа 8 4 т либо основной пресс, либо резерв-. ый. С приемного транспортера 2 литка при помощи направляющих 10 опадает на передающий транспортер , на котором плитка делится на два отока стрелками 11. Один поток стройством для изменения направления вижения плитки 12, реверсивным транспортером 4, промежуточным транспортером 9, транспортером для подачи плиток в сушилку 5 подается в сушилку 7 и далее в печь обжига 8, предварительно при помощи стрелок 11 выстраиваясь в ряды. Другой поток плиток при помощи направляющих 13 подается на подъемно-опускной ременный транспортер 16 механизма перекладки плитки Н; первая плитка доходит до упора 15 и останавливается, проскальзывая на ремнях, к ней ПОДХОДИТ вторая, третья и т.д. до тех пор, пока не последует команда на опускание ременного транспортера 16 от датчика (не показан), и набранный ряд плиток оказывается на роликах горизонтального рольганга 17, который на шаг передвигает этот ряд плиток, далее набираются последующие ряды до заполнения всего рольганга 17, после чего следует команда на подъем кассет 18, и плитки перемещаются на шаг, освобождая место для набора следующих рядов плиток. Шаг при подъеме кассет 18, закрепленных на траверсе 19, связан с одним оборотом винта 20, который через коробку 21, валы 22 связан с редуктором 23 и электродвигателем 24. Все механизмы крепятся на раме 25 накопителя 6 в корпусе 26. При работе накопителя 6 в режиме выгрузки все механизмы его работают в обратной последовательности: ролики горизонтального рольганга 17, ременный транспортер 16, реверсивный транспортер вращаются в обратную сторону; устройство для изменения направления плитки перекинуто в положение, показанное на фиг.1 пунктиром; пресса 1, приемный транспортер 2, передающий транспортер 3 не работают. При необходимости создания микроклимата для плитк 1 при ее хранении в накопителе 6 может быть установлен кондиционер (не показан). формула изобретения Установка для производства керамических плиток, содержащая приемныи и передающий транспортеры, транспортер подачи плиток в сушилку, сушилку и печь обжига с роликовыми конвейерами, отличающаяс я тем, что, с целью повышения производительности, она снабжена, по крайней мере, одним реверсивным транспортером с устройством для изменения направления плитки и одним накопителем, состоящим из смонтированных в корпусе механизма перекладки плиток и механизма набора плиток, при этом механизм перекладки плиток выполнен в виде приводного рольганга установленного по ширине накопителя и, связанного с ним, подъемно-опуск84ного транспортера с-упором, а механизм набора плиток выполнен в виде кассет, закрепленных на траверсе с приводом вертикального перемещения, при этом реверсивный транспортер расположен между передающим и промажу- точным транспортером, а накопитель примыкающим к нему. Источники информации, принятые во внимание при экспертизе 1.Справочник Строительная керамика, Стройиздат, М., 1976, с.170, 198-201. 2.Авторское свидетельство СССР № 612802, кл. В 28 В 15/00, 1967
