ки накопителя стопками плиток расположено против поднимающейся вертикальной ветви конвейера накопителя перпендикулярно установке для стопи- рования плиток конвейера и механизма для перемещения стопок. Механизм перемещения площадки 17 выполнен в виде шарнирно соединенного с вертикальной тягой 18 поворотного рычага 19 с роликом 20 и взаимодействующе1
Изобретение относится к промьш- енности строительных материалов, а именно к технологическим линиям для производства керамической плитки,
Целью изобретения является повыение производительности.
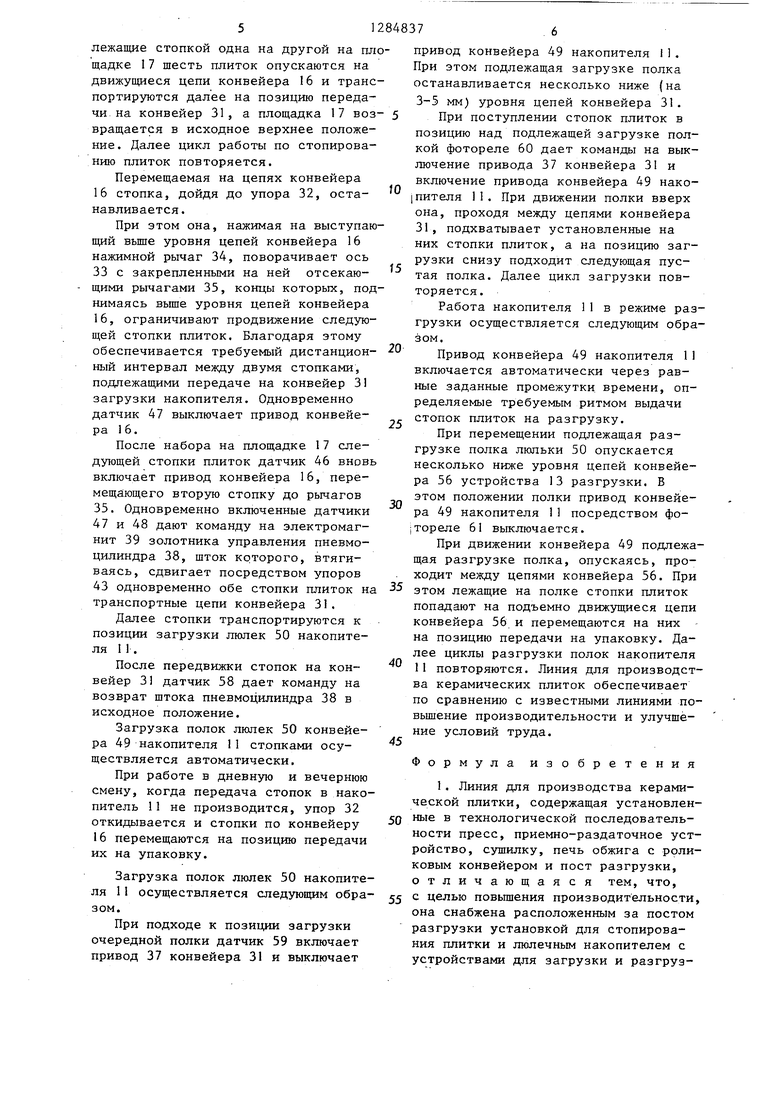
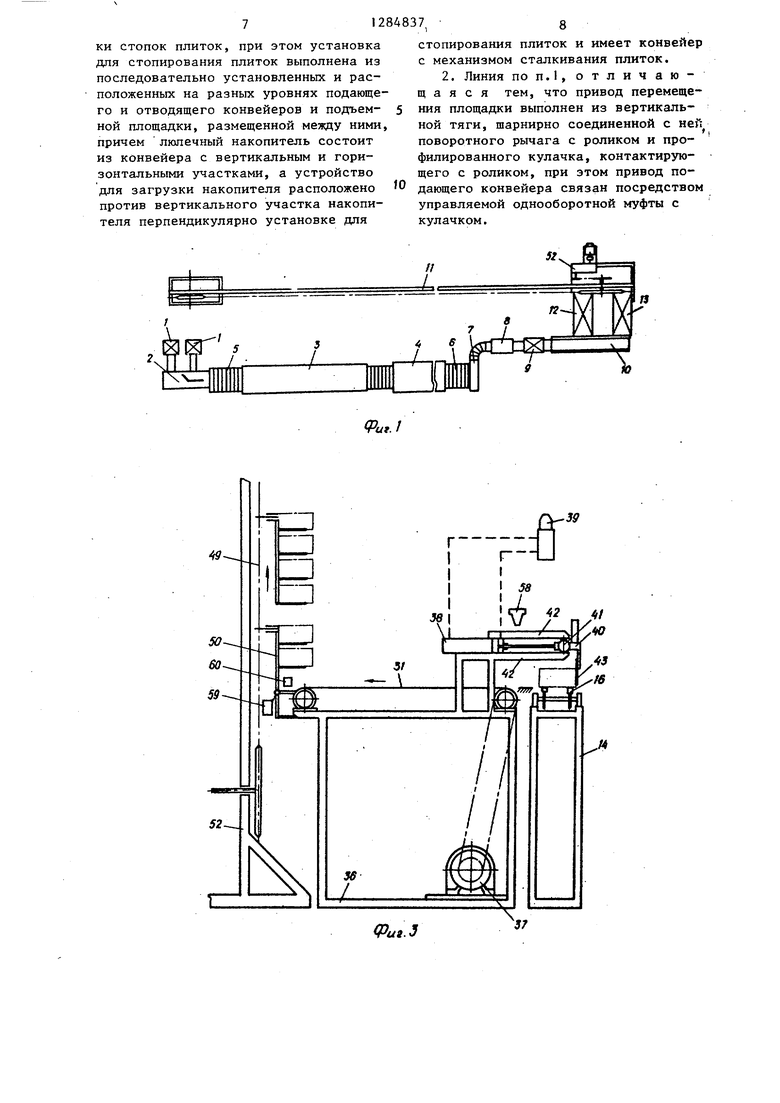
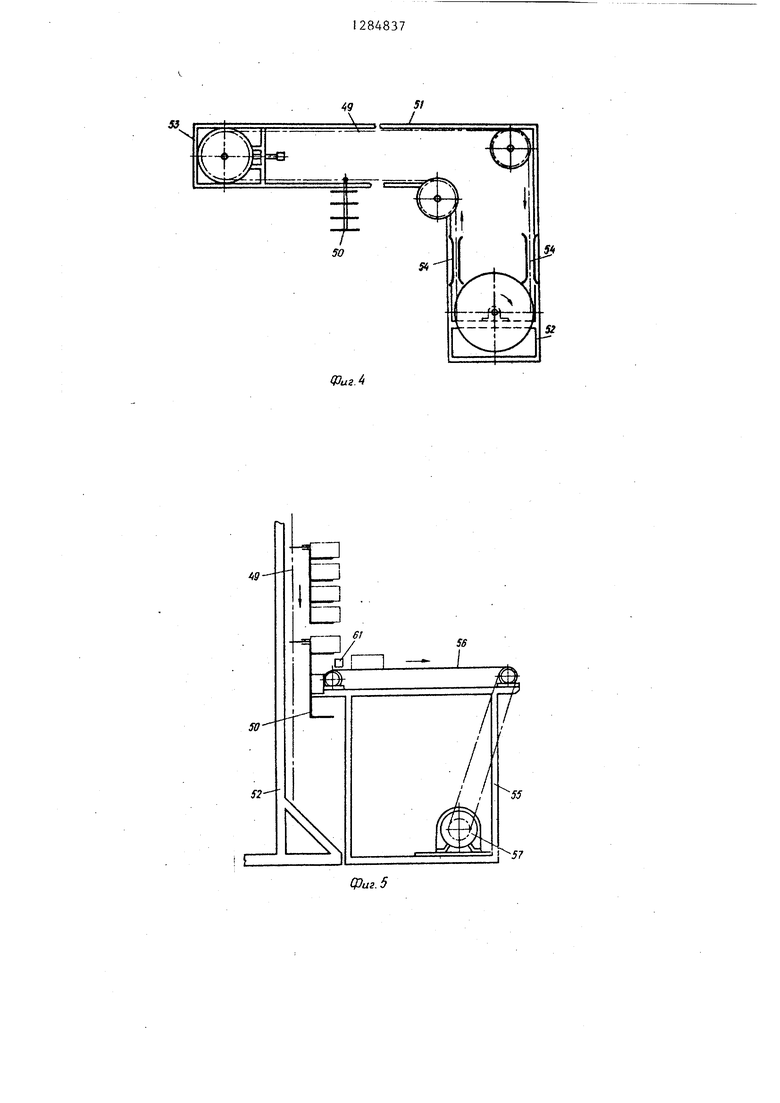
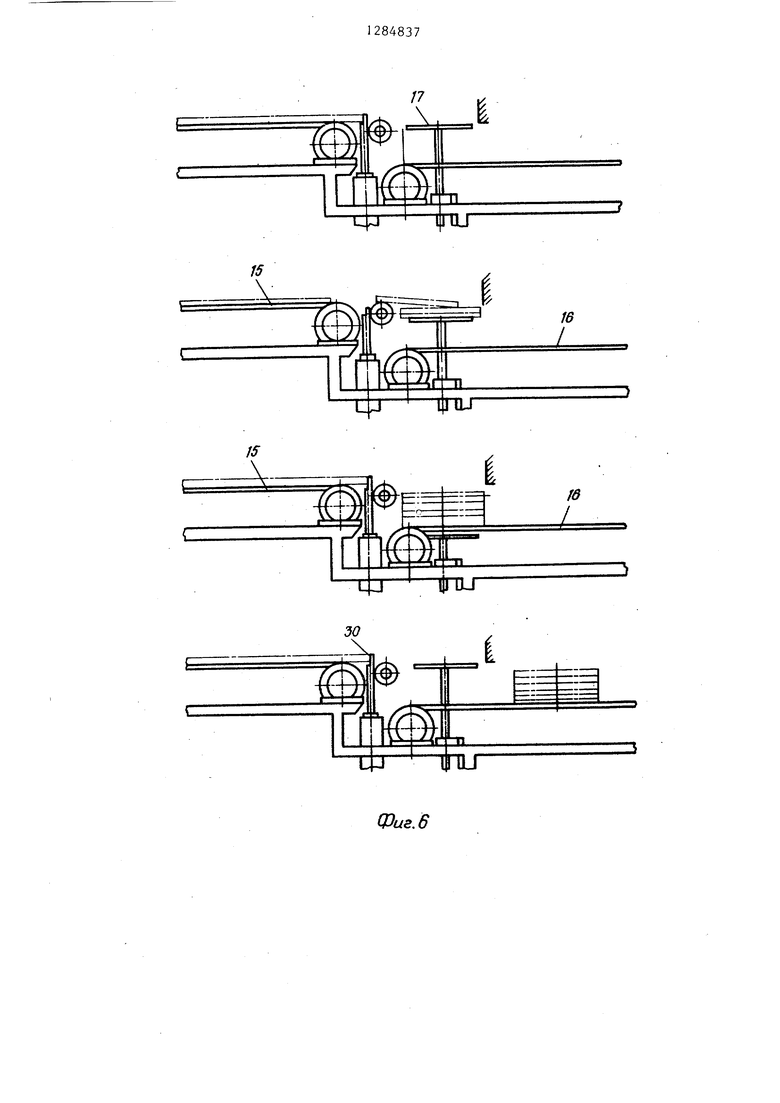
На фиг.1 изображена линия, общий вид; на фиг.2 - установка для стопи- рования плиток; на фиг.З - устройство загрузки; на фиг.4 - накопитель; на фиг.З - устройство разгрузки; на фиг.6 - различные положения механизмов установки для стопирования плиток в процессе работы; на фиг.7 - куачок установки для стопирования плиток.
Линия для производства керамической плитки содержит установленные в технологической последовательности пресса 1 приемно-раздаточное устройство 2, сушилку 3, печь 4, роликовый конвейер 5 и пост разгрузки, включающий горизонтальный многорядный конвейер 6, установленный на нем преоб- разователь 7 потоков плиток, однорядный горизонтальный конвейер 8 и механизм 9 отбраковки плиток. После механизма 9 отбраковки плиток расположена установка 10 для стопирования плиток, люлечный накопитель II с устройством 12 загрузки и устройством 13 разгрузки. Установка 10 для стопирования плиток выполнена в виде рамы 14, на которой установлены два последовательно расположенных на разных уровнях цепных конвейера 15 и 16. Конвейер 15 предназначен для подачи плиток, поступающих в один ряд после прохождения механизма 9 отбраковки плиток, на стопирование, а конвейер
го с ним кулачка 21, связанного через однооборотную муфту 25 с приводом 27 подающего плитки конвейера 15, причем профиль кулачка 21 выполнен в виде ряда равномерно расположенных по окружности последовательно возрастающих на одинаковую величину радиусов, количество которых равно количеству плиток в стопке. I з.п.ф., 7 ил.
0
5
0
5
0
5
0
16, расположенный ниже конвейера 15 на величину, равную высоте стопки плиток для отвода и транспортировки стопок.
Между конвейерами 15 и 16 расположена подъемная площадка 17 с приводом перемещения в вертикальной плоскости. Привод перемещения площадки I7 выполнен в виде шарнирно соединенного с вертикальной тягой I8 поворотного рычага 19 с роликом 20 и взаимодействующего с ним профилированного кулачка 21, установленного на валу 22. Привод на вал 22 осуп(ествляется цепной передачей 23 от управляемой электромагнитом 24 однооборотной муфты 25, соединенной цепной передачей 26 с приводом 27 конвейера 15. Между конвейером 15 и площадкой 17 установлены подающий ролик 28, окружная скорость которого превышает скорость движения конвейера 15, и отсекающее устройство, содержащее управляемый посредством электромагнита 29 упор 30 и предназначенное для набора на конвейере 15 и последующего порционного пропуска на площадку 17 определенного количества плиток, равного заданному числу плиток в одной стопке. Конвейер 16 отвода стопок в позиции передачи их на конвейер 31 устройства 12 загрузки снабжен упором 32 и рычажным механизмом в виде закрепленных на поворотной оси 33 нажимного 34 и отсекающего 35 рычагов, обеспечивающих остановку двух соседних стопок плиток с определенным дистанционным интервалом между ними. Конвейер 31 устройства 12 загрузки в накопитель 11 установлен перпендикулярно к установке 10 для стопиро- вания плиток. Устройство 12 для заг- рузкк вьтолнено в виде рамы 36, на которой смонтированы цепной конвейер 31 с приводом 37 для параллельной транспортировки двух стопок и устройство для перемещения стопок с конвейера 16 на конвейер 31. Устройство для перемещения стопок содержит закрепленный на раме 36 пневмоци- линдр 38, управляемый золотником с электромагнитом 39, на штоке которого жестко закреплена скоба 40, снабженная роликами 41, перемещаемыми в направляющих 42 рамы 36, и упора- ми 43.
В качестве средств, контролирующих поступление плиток и стопок и подающих команды на электромагниты 24, 29 и 39, использованы фотореле 44 и 45 и датчики 46-48.
Люяечный накопитель II для плиток представляет собой одноцепной вертикально-замкнутый конвейер 49 с вертикальными и горизонтальными участ- ками, оборудованный шарнирно-подве- шенными многополочными люльками 50. Конвейер 49 смонтирован в Г-образной раме 51, на которой установлены приводная 52 и натяжная 53 станции. В вертикальной части рамы 51 в местах загрузки и разгрузки расположены устройства 54 для предотвращения возможности раскачивания лкшек 50. Устройство 13 разгрузки расположено па- раллельно устройству 12 загрузки напротив спускающейся ветви конвейера 49 накопителя П. Устройство 13 разгрузки содержит раму 55, конвейер 56 и привод 57.
Линия работает следующим образом.
Отпрессованные плитки от прессов 1 поступают на приемно-раздаточное устройство 2 и далее по роликовому конвейеру 5 транспортируются через сушилку 3 и печь 4. Выходящие из печи. 4 плитки в беспорядочном состоянии поступают на горизонтальный многорядный конвейер 6, снабженный преобразователем 7 потоков плиток. Пре- образованные в один ряд плитки поступают на горизонтальный однорядный конвейер 8, снабженный механизмом 9 отбраковки плиток. Прошедшие отбраковку плитки перемещаются на постоям но движущихся цепях конвейера 15 до упора 30. После, накопления на конвейере 15 шести вплотную расположенных друг к другу плиток фотореле 44 подает команду на электромагнит 29, опускающий упор 30 ниже уровня транспортных цепей конвейера 15, тем самым освобождая проход плиток на площадку 1 7 .
Подающий ролик 28, окружная скорость которого существенно превышает скорость движения транспортных цепей подающего плитки конвейера 15, резко увеличивает скорость перемещения попадающей на него плитки, отрывая ее тем самым от последующей плитки, перемещающейся по конвейеру 15. Это необходимо для обеспечения возможности отсечки потока поступающих плиток после подачи на площадку 17 очередной порции плиток, равной числу плиток в одной стопке.
В момент поступления первой плитки на площадку 17 фотореле 45 подает команду на включение электромагнита 24, При этом однооборотная муфта 25 и связанный с ней цепной передачей 23 вал 22 с кулачком 21 совершает один оборот на 360,
При повороте кулачка 21 взаимодействующий с ним через ролик 20 рычаг 19, поворачиваясь, перемещает соединенную с ним вертикально установленную тягу 18 с площадкой 17.
Профиль кулачка 21 обеспечивает при его повороте на 360 ритмично осуществляемое ступенчатое опускание площадки 17 с шагом, равным толщине одной плитки, и последующий быстрый подъем площадки 17 в исходное верхнее положение. Количество ступеней опускания площадки 17 равно заданному количеству плиток в стопке, в данном случае шести.
Ритм опускания площадки 17 равен ритму поступления на нее плиток, что обеспечивается соблюдением определенного соотношения между скоростью поворота вала 22 и скоростью движения транспортных цепей конвейера 5.
После поступления последней шестой плитки на площадку i 7 датчик 46 подает команду на электромагнит 29, поднимающий упор 30, который отсекает дальнейшее поступление плиток на площадку 18 до набора на конвейере 15 очер едной порции из шести вплотную расположенных друг к другу плиток, одновременно датчик 46 подает команду на включение привода конвейера 16.
При шестом опускании площадка 17, проходя между цепями конвейера 16, опускается ниже их уровня. При этом
512
лежащие стопкой одна на другой на площадке 17 шесть плиток опускаются на движущиеся цепи конвейера 16 и транспортируются далее на позицию передачи на конвейер 31, а площадка 17 воз- вращается в исходное верхнее положение . Далее цикл работы по стопирова- нию плиток повторяется.
Перемещаемая на цепях конвейера
16 стопка, дойдя до упора 32, оста навливается.
При этом она, нажимая на выступающий вьше уровня цепей конвейера 16 нажимной рычаг 34, поворачивает ось 33 с закрепленными на ней отсекающими рычагами 35, концы которых, поднимаясь вьше уровня цепей конвейера 16, ограничивают продвижение следующей стопки плиток. Благодаря этому обеспечивается требуемый дистанционный интервал между двумя стопками, подлежащими передаче на конвейер 31 загрузки накопителя. Одновременно датчик 47 выключает привод конвейера 16.
После набора на площадке 17 следующей стопки плиток датчик 46 внов включает привод конвейера 16, перемещающего вторую стопку до рычагов 35. Одновременно включенные датчики 47 и 48 дают команду на электромагнит 39 золотника управления пневмо- цилиндра 38, шток которого, втягиваясь, сдвигает посредством упоров 43 одновременно обе стопки плиток н транспортные цепи конвейера 31.
Далее стопки транспортируются к позиции загрузки люлек 50 накопителя I 1 .
После передвижки стопок на конвейер 3 датчик 58 дает команду на возврат штока пневмоцилиндра 38 в исходное положение.
Загрузка полок люлек 50 конвейера 49 накопителя 11 стопками осуществляется автоматически.
При работе в дневную и вечернюю смену, когда передача стопок в накопитель 11 не производится, упор 32 откидывается и стопки по конвейеру 16 перемещаются на позицию передачи их на упаковку.
Загрузка полок люлек 50 накопителя 11 осуществляется следующим образом.
При подходе к позиции загрузки очередной полки датчик 59 включает привод 37 конвейера 31 и выключает
о- 5
JO
15
20
25
30
35
40
45
50
55
привод конвейера 49 накопителя I 1. При этом подлежащая загрузке полка останавливается несколько ниже (на 3-5 мм) уровня цепей конвейера 31.
При поступлении стопок плиток в позицию над подлежащей загрузке полкой фотореле 60 дает команды на выключение привода 37 конвейера 31 и включение привода конвейера 49 нако- |пителя 11. При движении полки вверх она, проходя между цепями конвейера 31, подхватывает установленные на них стопки плиток, а на позицию загрузки снизу подходит следующая пустая полка. Далее цикл загрузки повторяется.
Работа накопителя 11 в режиме разгрузки осуществляется следующим образом.
Привод конвейера 49 накопителя 11 включается автоматически через равные заданные промежутки времени, определяемые требуемым ритмом выдачи стопок плиток на разгрузку.
При перемещении подлежащая разгрузке полка люльки 50 опускается несколько ниже уровня цепей конвейера 56 устройства 13 разгрузки. В этом положении полки привод конвейера 49 накопителя 11 посредством фо- |тореле 61 выключается.
При движении конвейера 49 подлежащая разгрузке полка, опускаясь, проходит между цепями конвейера 56. При этом лежащие на полке стопки плиток попадают на подъемно движзпдиеся цепи конвейера 56 и перемещаются на них на позицию передачи на упаковку. Далее циклы разгрузки полок накопителя 11 повторяются. Линия для производства керамических плиток обеспечивает по сравнению с известными линиями по- вьшение производительности и улучшение условий труда.
Формула изобретения
1. Линия для производства керамической плитки, содержащая установленные в технологической последовательности пресс, приемно-раздаточное устройство, сушилку, печь обжига с роликовым конвейером и пост разгрузки, отличающаяся тем, что, с целью повышения производительности, она снабжена расположенным за постом разгрузки установкой для стопирова- ния плитки и люлечным накопителем с устройствами для загрузки и разгрузки стопок плиток, при этом установка для стопирования плиток выполнена из последовательно установленных и расположенных на разных уровнях подающего и отводящего конвейеров и подъемной площадки, размещенной между ними причем люпечный накопитель состоит из конвейера с вертикальным и горизонтальными участками, а устройство для загрузки накопителя расположено против вертикального участка накопителя перпендикулярно установке для
стопирования плиток и имеет конвейер с механизмом сталкивания плиток.
2. Линия по п.1, отличающая с я тем, что привод перемещения площадки выполнен из вертикальной тяги, шарнирно соединенной с ней поворотного рычага с роликом и профилированного кулачка, контактирующего с роликом, при этом привод подающего конвейера связан посредством управляемой однооборотной муфты с кулачком.
//
лг.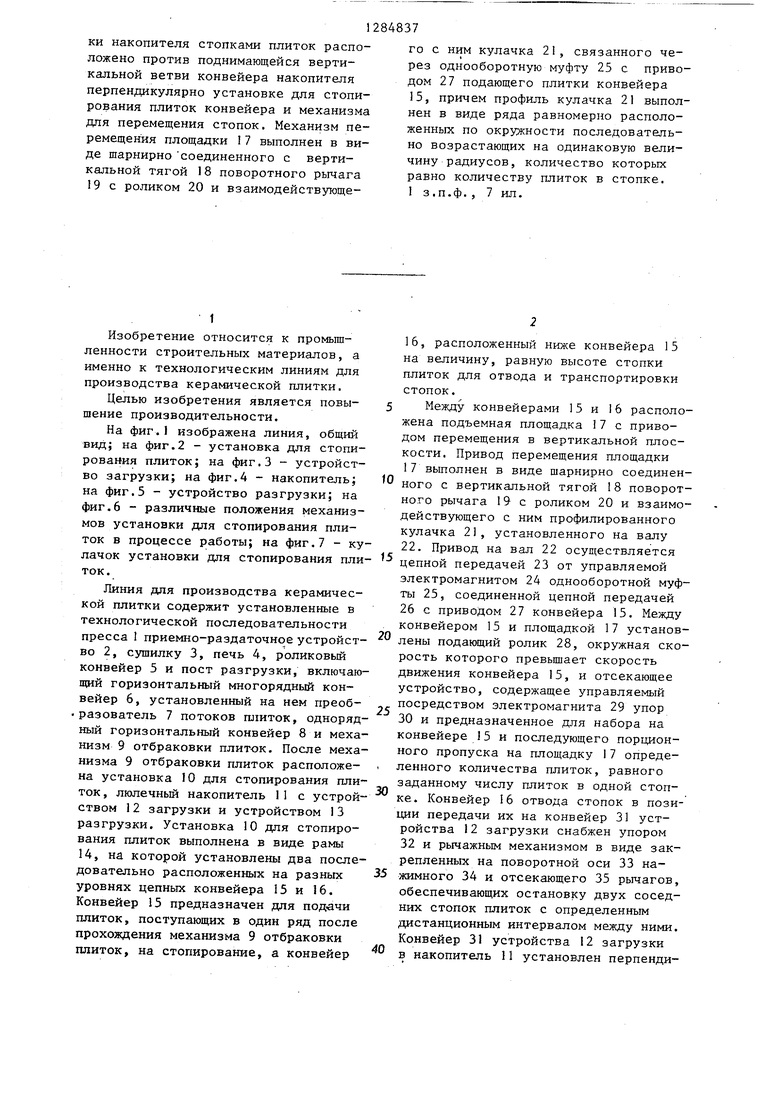

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сортировки и укладки керамических плиток | 1981 |
|
SU977183A1 |
| Линия наклейки ковров из керамических плиток | 1985 |
|
SU1296422A1 |
| Автоматическая линия для транспортировки полуфабрикатов | 1973 |
|
SU653186A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| АВТОМАТИЗИРОВАННЫЙ СКЛАД ШТУЧНЫХ ГРУЗОВ | 1973 |
|
SU371132A1 |
| УСТРОЙСТВО для СТОПИРОВАНИЯ плоских ИЗДЕЛИЙ | 1972 |
|
SU338467A1 |
| Устройство для захвата и передачи штучных грузов с конвейера на конвейер | 1977 |
|
SU663644A1 |
| Установка для автоматической перегрузки керамических изделий | 1981 |
|
SU988565A1 |
| Машина для мойки тарелок | 1975 |
|
SU561554A1 |
| Линия расфасовки штучных изделий | 1983 |
|
SU1209508A1 |

Изобретение относится к промьш- ленности строительных материалов, в частности к технологическим линиям для производства.керамической плитки. Линия позволяет повысить производительность и улучшить условия труда. Для этого линия снабжена расположенными после поста разгрузки установкой для стопирования плиток и конвейерным люлечным накопителем с вертикально-горизонтальной трассой. Установка для стопирования плиток выполнена в виде последовательно установленных и расположенных на разных уровнях подающего плитки и отводящего стопки конвейеров 15 и 16, между которыми размещена площадка 1 7 с механизмом вертикального перемещения, а устройство для загруз i (Л 28 tisn щ 27 34. зг Ю 00 4 СХ) со 
(Pui.3
J7
л
49
Н-;
S50
51
57
/7
15
Ю
(Риг. 6
2/
CPas. 7
Редактор Г.Волкова
Составитель И.Генералова
Техред И.Попович Корректор И.Муска
Заказ 7518/19 Тираж 525Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Рохваргер Е.Л | |||
| и др | |||
| Новай технология керамических плиток | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
| Линия для производства керамической плитки | 1982 |
|
SU1057294A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
